
![Руководство по выбору настольного сварочного позиционера: характеристики, типы и как выбрать [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8-1024x683.webp)
📐 Краткие технические характеристики — Настольный сварочный позиционер
| диапазон объемов производства | 250–1,000 фунтов (распространенные производственные уровни) |
| Диаметр стола | 8–24 дюйма (зависит от вместимости) |
| Угол наклона | 0° – 135° (большинство моторизованных моделей: 0°–90°) |
| Скорость вращения | 0.1 – 6 об/мин (переменная) |
| Цепь заземления | 200–800 А через контактное кольцо или подпружиненный контакт |
| Тип привода | Червячная передача (большинство моделей) / Сервомотор (премиум-класса) |
| Единица Измерения | 35–280 фунтов (зависит от грузоподъемности) |
| Потребляемая мощность | Однофазное напряжение 110 В / 220 В (большинство настольных моделей) |
Что такое настольный сварочный позиционер — и кому он на самом деле нужен?
Настольный сварочный позиционер — это электрическое устройство, которое вращает и наклоняет заготовку таким образом, чтобы сварочный шов оставался в нижнем (плоском) положении на протяжении всего сварочного цикла. Вместо того чтобы заставлять сварщика подпирать или перемещать заготовку вокруг неподвижной детали — борясь с силой тяжести, усталостью от неоптимальных углов наклона горелки и непостоянной скоростью перемещения — позиционер обеспечивает оптимальный угол наклона горелки и точно поддерживает его на протяжении каждой сварки.
Концепция логична. Из зарегистрированных положений сварки плоское положение является самым быстрым, обеспечивает максимальную скорость наплавки и максимальное проплавление. Наклон трубы или фланцевого соединения на 45 градусов переводит её в плоское положение; наклон на 90 градусов обеспечивает то же самое для соединения труб встык. А вращение заготовки на приспособлении с ограниченной скоростью за одной направляющей горелкой создает более равномерный профиль сварного шва, особенно на круглых соединениях.
Типичными клиентами являются цеха по изготовлению деталей на заказ, выпускающие небольшое количество единичных изделий или производящие небольшие и средние партии, производители автомобилей для автоспорта и тюнинга, изготавливающие каркасы безопасности или детали подвески, подрядчики по системам отопления, вентиляции и кондиционирования воздуха, занимающиеся установкой фланцевых труб, производители приборов и вакуумных систем, соединяющие корпуса малого давления, а также компании по техническому обслуживанию в аэрокосмической отрасли, обслуживающие прецизионные узлы. Если ваш цех выполняет высокочастотную обработку деталей для одного и того же конечного пользователя более 3-4 раз в неделю, позиционер почти всегда окупается за счет экономии времени на переналадку и доработок уже с первого раза.
Все еще не определились, настольный или напольный? Посмотрите нашу страницу сравнения настольных и напольных позиционеров.
Основные характеристики: грузоподъемность, диапазон наклона и скорость вращения.

Номинальная грузоподъемность — это то, что большинство покупателей знают, но чаще всего переоценивают. Максимальная грузоподъемность указана для центрированного, сбалансированного светильника на стандартном горизонтальном столе (в горизонтальном положении). Любой наклон, при котором светильник смещается относительно центра, снижает эффективную грузоподъемность, иногда значительно.
Техническая заметка: несущая способность и плечо момента.
Рабочая нагрузка равна весу свариваемой детали + весу приспособления – цеха часто забывают учитывать вес приспособления. Кроме того, эффективная нагрузка на подшипники стола XY увеличивается с расстоянием от осей стола до центра тяжести заготовки. Позиционер с номинальной нагрузкой 200 фунтов в патроне может выдерживать только 12 фунтов при эксцентриситете 8 дюймов. При использовании смещения центра тяжести заготовки следует учитывать минимальный коэффициент запаса прочности 1.5 при выборе размера позиционера.
| Ярус | номинальная мощность | Диаметр стола. | Диапазон скоростей | Типичное применение | Прибл. Цена |
|---|---|---|---|---|---|
| Легкая работа | 50-250 фунтов | 8 ″ - 14 ″ | 0.3 - 5 RPM | Малые фланцы, фитинги для труб, запчасти для автоспорта | 800 $ - $ 2,500 |
| Среднетоннажный | 250-500 фунтов | 14 ″ - 20 ″ | 0.1 - 4 RPM | Дно сосудов под давлением, корпуса насосов, клапаны | 2,500 $ - $ 5,500 |
| Тяжелая столешница | 500-1,000 фунтов | 12 ″ - 24 ″ | 0.5 - 5 RPM | Крупные коллекторы, конструктивные узлы | 4,500–9,000 долларов США + |
Какая скорость вращения необходима для TIG-сварки по сравнению с MIG-сваркой?
Это ваш основной расчет: скорость перемещения дуги в дюймах в минуту (IPM) = расчет геометрии детали, умноженный на определенное число оборотов в минуту (RPM). Обычно в большинстве цехов известен диаметр детали, но не известна скорость перемещения дуги. Возьмите круглый валик, свариваемый за 10 секунд, вычислите его длину и умножьте на 6 – то есть на ваше значение IPM. Скорость дуги TIG (GTAW) обычно составляет от 0.1 до 1.0 RPM для круглых деталей. Скорость дуги MIG (GMAW) выше: ожидайте увидеть от 1.0 до 4.0 RPM. Скорость дуги GMAW для труб находится где-то посередине, от 0.5 до 2.0 RPM в зависимости от процесса и диаметра.
Подробные расчеты можно получить в нашей таблице грузоподъемности сварочных позиционеров, включая примеры для стандартных размеров заготовок.
🔧 Пример из практики: Изготовление каркасов безопасности для автоспорта
Производитель, изготавливающий узлы каркаса безопасности из хромомолибденовой стали марки 4130, выбирает позиционеры. Каждая деталь весит 3 кг, но крепления смещены на 40 см от центра стола, создавая эффективную нагрузку на плечо рычага около 18-45 кг. Легкий позиционер грузоподъемностью 250 кг справится с этим без проблем. Устройство грузоподъемностью 1,000 кг было бы излишним и неэффективным, а также потребовало бы больше места на производстве для таких мелких деталей. Правильное решение о покупке зависит от реальных рабочих нагрузок (а не от массы).
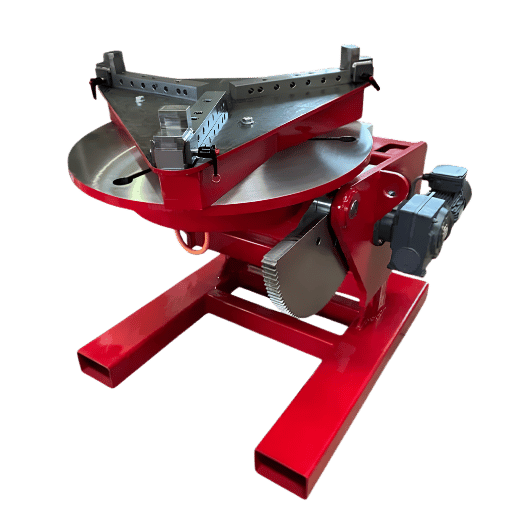
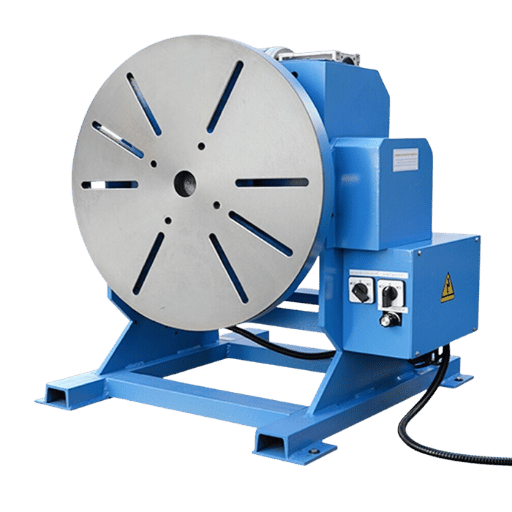
Типы настольных сварочных позиционеров: моторизованные, ручные, стационарные и двухкоординатные.

Терминология в описаниях продукции может быть непоследовательной, поэтому понимание реальных вариантов конфигурации предотвратит покупку неправильного оборудования. Аппараты с фиксированным основанием — точнее, сварочные поворотные столы — позволяют только изменять угол наклона и, как правило, дешевле, чем варианты с наклоном. Они отлично подходят для специализированных применений, где можно установить наклонную опорную плиту для необходимого положения. Позиционеры с наклонным основанием могут быть установлены под любым углом между горизонтальным и вертикальным положением, и именно это в сварочной промышленности называется «сварочным позиционером».
| Тип | Движение | Для каких задач | Не подходит для |
|---|---|---|---|
| Моторизованный наклон | Вращение + наклон | Производство общего назначения, TIG-сварка, фланцы для труб. | Исправлены специальные настройки, где наклон не имеет значения. |
| Моторизованный поворотный стол с неподвижным основанием | Только вращение | Специализированные однокомпонентные системы, более низкий бюджет | Работы, требующие нескольких положений сварки за одну установку. |
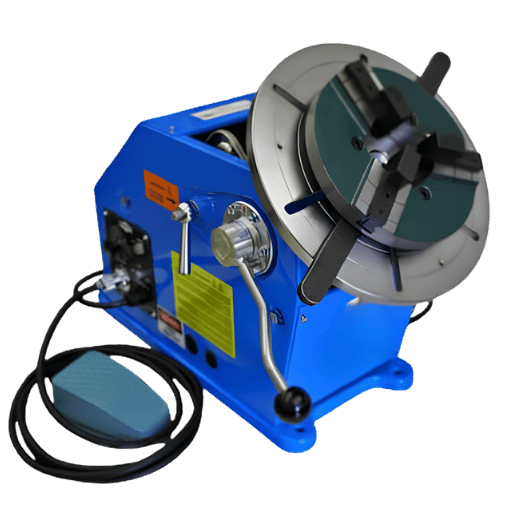
| Ручной наклон | Вращение с электроприводом, наклон вручную. | Магазины с небольшим объемом продаж, ограниченный бюджет | Производственные циклы, требующие частой регулировки наклона. |
| 2-осевой / Передняя бабка-Задняя бабка | Вращение + наклон (с моторизованным приводом по обеим осям) | Длинные узлы, несущие конструкции | Небольшие компактные детали; занимает больше места на полу. |
Подробнее о конфигурациях роторных двигателей читайте на нашем сайте. поворотные сварочные позиционеры и страницы, посвященные 2-осевым системам. Одна из распространенных ошибок в цехах по изготовлению металлоконструкций: инвестирование в полностью моторизованный позиционер для производства 3 деталей в день, когда ручную поворотную платформу стоимостью 300–400 долларов можно использовать для той же работы.
Настольный позиционер, сварочный поворотный стол или поворотные ролики: что вам нужно?

В ходе поиска покупателями часто ошибочно указываются три класса оборудования. Хотя диапазоны грузоподъемности частично совпадают, области применения и технические характеристики машин существенно различаются.
| Подобрать оборудование | Наклон | Вращение | Типичная нагрузка | Типичная стоимость | Для каких задач |
|---|---|---|---|---|---|
| Настольный позиционер | 0 ° - 135 ° | 0.1 - 6 RPM | 50-1,000 фунтов | 800–9,000 долларов США + | Фланцы, фитинги, прецизионные узлы |
| Сварочный проигрыватель | Нет (фиксированная база) | 0.3 - 5 RPM | 50-500 фунтов | 300 $ - $ 2,500 | Специальные круговые сварные швы под одним фиксированным углом. |
| Токарные валки | Ничто | Непрерывный | 500-100,000 фунтов | 1,200–40,000 долларов США + | Цилиндрические сосуды, трубы, резервуары (по продольной оси) |
| Напольный позиционер | 0 ° - 135 ° | 0.1 - 3 RPM | 1,000-50,000 фунтов | 5,000–60,000 долларов США + | Тяжелые сварные конструкции, производственные цеха |
Системы быстрого выбора: длинные цилиндрические заготовки (резервуары, корпуса сосудов, секции труб), вращающиеся вокруг своей оси, поворачивают ролики. Для позиционирования при сварке необходимы устройства наклона и вращения. Если сварка всегда выполняется в одном фиксированном положении, подойдет поворотный стол с фиксированным основанием стоимостью менее 800 долларов. Для деталей весом более 1,000 фунтов может потребоваться напольный позиционер в зависимости от геометрии детали.
Более подробную информацию о конфигурациях вращающихся устройств см. на наших страницах, посвященных вращающимся сварочным позиционерам и 2-осевым системам. Одна из распространенных ошибок в цехах по изготовлению металлоконструкций: инвестирование в полностью моторизованный позиционер для обработки 3 деталей в день, когда ручную поворотную платформу стоимостью 300–400 долларов можно использовать для той же работы.
Как выбрать настольный сварочный позиционер: матрица выбора 3×3
Большинство руководств по выбору оборудования рекомендуют лишь «учитывать нагрузку и процесс сварки». Этого недостаточно для принятия взвешенного решения о покупке оборудования. Приведенная ниже матрица 3×3 сопоставляет вес заготовки с процессом сварки, предоставляя конкретные исходные характеристики для каждой комбинации. Используйте ее в качестве формулы для составления первоначального списка кандидатов на этапе запроса предложений.
| Вес заготовки | TIG/GTAW | MIG / Сварка порошковой проволокой | Трубы / Тяжелые конструкционные |
|---|---|---|---|
| <100 фунт | Блок на 250 фунтов, 0.1–2 об/мин, контактное кольцо опционально, предпочтительно двигатель постоянного тока. | Блок на 250 фунтов, 1–4 об/мин, стандартный патрон, двигатель переменного или постоянного тока. | Для агрегата весом 250 фунтов (около 113 кг) убедитесь в наклоне более 90°, при необходимости используйте полый шпиндель для обратной продувки. |
| 100-500 фунтов | Установка на 500 фунтов, 0.1–1 об/мин, для непрерывных сварных швов требуется контактное кольцо, предпочтительнее сервопривод. | Блок 500 фунтов, 1–3 об/мин, высокомоментный червячный редуктор, заземление 500 А+. | Устройство весом 500 фунтов, требуется наклон на 135°, внешняя роликовая опора для длинных узлов. |
| > 500 фунтов | → Рассмотреть 2-осевой напольный позиционер или система передней/задней бабки | Тяжелая столешница весом 1,000 фунтов, заземление 800 А+, моторизованный наклон. | Столешница грузоподъемностью 1,000 фунтов + поворотные ролики для поддержки по продольной оси. |
Контрольный список покупок из 5 пунктов
- Определите фактическую идеальную рабочую нагрузку; суммарная масса свариваемой детали и приспособления, коэффициент 1.5 для деталей со смещенным центром тяжести, равная нагрузке на плоскую деталь.
- Найдите значение нагрузки при наклоне и используйте фактическую ситуацию наклона, а не значение нагрузки на базовую плоскую поверхность. Вы обнаружите, что эти два значения различаются, и именно значение нагрузки при наклоне должно быть наиболее важным.
- Убедитесь, что мощность вашей заземляющей цепи соответствует силе тока, используемой в технологическом процессе: при недостаточном сечениех заземляющих проводов возникнет нестабильность дугового разряда.
- При выполнении непрерывной TIG-сварки или круговой высокоамперной сварки следует использовать контактное кольцо; в противном случае, противодействующее свободно текущее течение кабеля может вызвать скачки сопротивления.
- Обеспечьте увеличение производственной мощности на 50% по сравнению с вашим текущим максимальным объемом работ; по мере увеличения размеров производимых деталей, затраты на замену или модернизацию позиционера в середине срока действия контракта становятся дорогостоящим бременем.
🔧 Сценарий производства: цех по изготовлению сосудов под давлением
Небольшая мастерская занимается изготовлением на заказ головок для сосудов высокого давления. В производстве находится одна фланцевая сборка весом 180 фунтов. Инженеры указывают в заказе позиционер на 500 фунтов, а не на 250 фунтов, из-за смещения центра тяжести и потенциального запаса по высоте для деталей, которые могут увеличиться в размерах. Шесть месяцев спустя мастерская получает новый контракт на сварку сборок весом 220 фунтов в процессе производства. Для сборки сборки на 250 фунтов потребовалась бы дорогостоящая модернизация в середине производственного процесса.
Ознакомьтесь с настольными сварочными позиционерами RESIZE →
TIG, MIG и сварка труб: подбор процесса в соответствии со спецификациями позиционера.

Резак — не единственный фактор, влияющий на выбор оборудования. Для сварки TIG (или GMAW) на поворотном столе требуются иные настройки, чем для сварки MIG.
| Разработка | Диапазон скоростей | Ток заземления | Скольжения кольцо | Чак / Крепежный элемент |
|---|---|---|---|---|
| TIG/GTAW | 0.1 - 1.5 RPM | 150 - 350 A | Требуется (непрерывное вращение) | Предпочтительно трехкулачковый или цанговый зажим. |
| МИГ / GMAW | 0.5 - 4 RPM | 200 - 500 A | Рекомендуемый ток ≥250 А | Столик с Т-образным пазом или приспособление для крепления амуниции |
| Флюсовый сердечник (FCAW) | 0.5 - 3 RPM | 250 - 600 A | Требуется (высокий ток) | Прочный стол с Т-образными пазами |
| Трубы / Конструкционные | 0.5 - 2 RPM | 200 - 800 A | необходимые | 3-кулачковый патрон или V-образное зажимное приспособление |
Для TIG-сварки требуется ли контактное кольцо для настольного сварочного позиционера?
Для непрерывной круговой TIG-сварки, при которой приспособление вращается непрерывно на 360 градусов и более, использование контактного кольца обязательно. В противном случае сварочный кабель и муфта для инертного газа будут обматываться вокруг заготовки, значительно увеличивая сопротивление. Это не только снижает стабильность дуги, но и при коротком замыкании аппарат выключится. Для коротких прихваточных сварок, при которых стол поворачивается на 90 градусов или менее за одну сварку, можно использовать позиционер без контактного кольца, хотя это сопряжено с определенным риском и не подходит для рутинного использования.
Третий важный момент при TIG-сварке алюминия — это ножная педаль с регулируемой скоростью. Такая педаль позволяет начинать сварку медленно, пока формируется сварочная ванна, а затем ускоряться, не останавливаясь. Доступной и простой в использовании монтажной платформой является традиционная TIG-педаль для позиционера с регулируемой скоростью. Если вы планируете сваривать нержавеющую сталь методом TIG, выберите приспособление с полым валом стола и отверстием для обратной продувки инертным газом.
Полезный совет: при TIG-сварке подавайте выходной сигнал через внутреннее контактное кольцо позиционера или систему пружин с контактами из драгоценных металлов – никогда не используйте кабель, проходящий через приспособление. Проложите обратный заземляющий провод от сварного шва через кабель, и вы увидите загадочные несоответствия в сварочном шве в виде скачков сопротивления – это сложно выявить и устранить, но крайне важно.
Хотите узнать о фитингах, предназначенных для конкретных типов труб? Ознакомьтесь с нашим ассортиментом. позиционеры для сварки труб страница и наше замечательное описание расположения передней и задней бабок.
Настройка, монтаж и безопасность: правильная эксплуатация настольного сварочного позиционера.
99% отказов позиционеров и 92% сварочных аварий являются прямым следствием одной или обеих из двух простых ошибок: неправильного заземления или недостаточной подготовки персонала по наклону груза.
«Перед началом сварки обязательно подсоедините заземляющий провод сварочного аппарата к шпильке, предусмотренной на позиционере. Сварка на позиционере, просто прикрученном к заземленному стальному верстаку, приведет к протеканию через аппарат высокоамперного сварочного тока. Если он пройдет через подшипники, это в конечном итоге приведет к их выходу из строя. Если он попадет в электропроводку, это приведет к серьезному перегоранию».
📐 Техническая заметка: Расчет сечения заземляющего кабеля
Для позиционеров, потребляющих противоток до 500 А, обычно рекомендуется использовать заземляющий кабель сечением не менее 2/0 AWG (67 мм²) от корпуса позиционера до точки подключения заготовки. Кабели заземляющего кабеля меньшего сечения вызывают нестабильность дуги, отводят тепло от точек подключения и могут привести к перегоранию цепей позиционера. ОША 1910.252 В соответствии со стандартом ANSI Z49.1, заготовка — или металлический стол, поддерживающий ее, — должна быть заземлена независимо от подключения к сварочной цепи.
⚠️ Предупреждение о наклоне груза
Позиционер весом 500 фунтов, удерживающий узел весом 500 фунтов под углом 45°, при смещении центра тяжести заготовки на 8 дюймов от центра, испытывает эффективную нагрузку на плечо момента, превышающую 850 фунтов на подшипнике стола — значительно выше номинальной грузоподъемности в горизонтальном положении. Всегда рассчитывайте нагрузку при наклоне перед началом новой программы обработки детали на наклонном столе.
Контрольный список безопасности ввода в эксплуатацию из 7 пунктов
- Перед первым искрением проверьте целостность цепи заземления от корпуса позиционера к рабочему зажиму.
- Проверьте балансировку стола – перед наклоном добавьте противовесы напротив эксцентриковых зажимов.
- Проверьте работу блокировки педали (вращение прекращается при отпускании педали, если она установлена).
- Ежеквартально осматривайте контактные щетки контактных колец; заменяйте их при обнаружении следов коррозии или нагара.
- Никогда не превышайте номинальный рабочий цикл без перерыва на охлаждение – большинство настольных позиционеров рассчитаны на 60% рабочего цикла.
- Закрепите заготовки как минимум в трех точках зажима, чтобы предотвратить их смещение со стола.
- Фиксируйте зажим для наклона стола, когда он не используется – незакрепленная наклонная головка может раскачиваться под воздействием вибрации.
🔧 Ситуация в мастерской: Инцидент с эксцентрическим наклоном
В цехе по изготовлению металлоконструкций был установлен узел, соответствующий номинальной нагрузке позиционера на плоский стол. Никто не учел наклонную нагрузку, при которой центр тяжести заготовки смещен на 9 дюймов от центра. Когда оператор наклонил стол на 90 градусов и начал вращение, подшипник стола принял на себя эффективную нагрузку, более чем в два раза превышающую номинальное значение при наклоне. Следствие: поврежденные обоймы подшипников и задержка установки на три недели. Решение: стоимость 0 долларов, если это указано на этапе спецификации – расчет момента наклона перед первым циклом для каждой новой программы изготовления деталей.
См. также: Рекомендации по технике безопасности при работе со сварочным позиционером RESIZE – полный протокол эксплуатации для ввода в эксплуатацию и ежедневного использования.
Стоимость, марки и что нужно знать перед покупкой настольного сварочного позиционера.

Диапазон цен огромен – разница между проигрывателями начального уровня и промышленными сервоприводными позиционерами превышает один порядок. Причины этого важнее самих цифр.
| Ярус | Ценовой диапазон | Типичные характеристики | Что вы получите / Что вы не получите |
|---|---|---|---|
| Вход / Сделай сам | 300 $ - $ 900 | Вес менее 150 фунтов, без мотора, базовый наклон. | Ручной наклон, без регулировки скорости, без контактного кольца, без сертификации нагрузки. |
| Профессионализм | 1,700 $ - $ 3,500 | 200–500 фунтов, моторизованный, с регулируемой скоростью, ножная педаль | Червячная передача, двигатель постоянного тока, опциональный патрон, ножной выключатель, базовое контактное кольцо |
| Промышленное / Точное | 4,500–9,000 долларов США + | 500–1,000 фунтов, сервопривод, контактные кольца, цифровой дисплей скорости. | Сервоприводная точность, интерфейс, готовый к использованию с ЧПУ, гарантийная поддержка, качество сборки в США или Европе. |
Скрытые расходы, которые нужно заложить в бюджет
- Доставка: Большинство позиционеров доставляются вам автомобильным транспортом сборными грузами – ориентировочная стоимость составляет 150-500 долларов.
- Импортная пошлина: код HCST на сварочных позиционерах китайского производства — 8515.80.0000, ставка 6.5% — уточните в USITC.
- Патрон или зажимное приспособление: Во многих прайс-листах патрон не входит в стоимость – ориентировочная цена за приличный трехкулачковый патрон составляет от 200 до 600 долларов. сварочный патрон.
- Ввод в эксплуатацию: Не забудьте включить в расчет время на электротехнические работы и балансировку первого образца на новых позиционерах.
О самодельных позиционерах: Большинство поисковых запросов в Google по теме «самодельный сварочный позиционер» поступают от рабочих, самостоятельно изготавливающих роботизированные ячейки. Самодельные позиционеры подойдут для любительских мелкосерийных работ. Однако из-за люфта червячной передачи, неизвестной грузоподъемности и отсутствия сертификации на грунт, инвестиции в самодельные устройства в долгосрочной перспективе окажутся невыгодными. Большинство производителей, которые создают самодельные устройства, вынуждены покупать готовые коммерческие образцы в течение 18 месяцев.
Чтобы спланировать бюджет на приобретение настольного позиционера начального уровня, ознакомьтесь с нашим специальным руководством для покупателей. Или перейдите непосредственно к линейке сварочных позиционеров RESIZE, чтобы сравнить модели и запросить ценовое предложение.
Перспективы развития отрасли: сервоприводы, интеграция коллаборативных роботов и будущее настольных позиционеров.
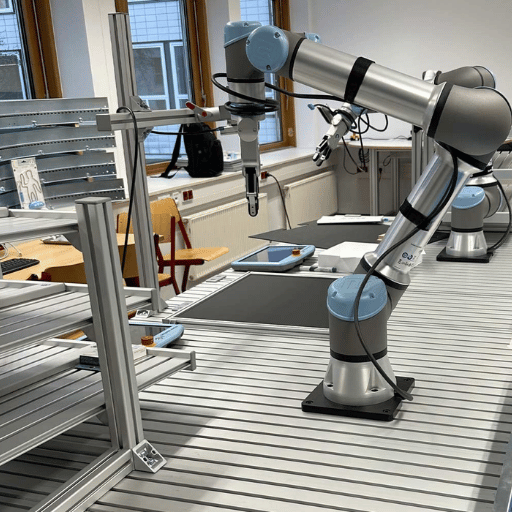
Объем мирового рынка роботизированной сварки в 2025 году оценивался в 8.1 млрд долларов США, а к 2034 году, по прогнозам, достигнет 27.9 млрд долларов США, демонстрируя среднегодовой темп роста в 15.2%. Этот рост происходит не вопреки появлению настольных позиционеров, а вокруг них. По мере того, как коллаборативные роботы (коботы) берут на себя все больше круговых и повторяющихся сварочных задач, позиционер становится седьмой осью системы.
Американское сварочное общество прогнозирует дефицит в 320 500 квалифицированных сварщиков к 2029 году. Предприятия не заменяют сварщиков роботами – они увеличивают производительность отдельных сварщиков за смену с помощью коллаборативных роботов (коботов). Сервоприводной настольный позиционер с цифровым интерфейсом управления скоростью (RS-485 или EtherNet/IP) может синхронизировать скорость вращения позиционера с движением сварочной горелки Python кобота в режиме реального времени, превращая работу одного сварщика в полуавтоматизированную рабочую ячейку.
Совместимы ли настольные сварочные позиционеры с коллаборативными роботами?
Современные сервоприводные настольные позиционеры с коммуникационными портами RS-485 или EtherNet/IP могут работать в качестве синхронизированной 7-й оси в сочетании с большинством основных марок коллаборативных роботов. Позиционер принимает команды скорости и положения от контроллера робота, а не от педали, что позволяет поддерживать точную синхронизацию траектории горелки и вращения стола на протяжении всей сварочной программы. Позиционеры с двигателями переменного тока и аналоговым управлением скоростью не могут обеспечить такую интеграцию без полной замены привода, а механический привод (червячная передача, зубчатая передача) не может быть переоборудован для работы с сервоприводом после покупки.
Приоритет в выборе комплектующих для обеспечения перспектив на будущее (2025-2026 гг.): с самого начала следует отдать предпочтение позиционеру с сервоприводом и цифровым выходом скорости. Разница в стоимости между сервоприводом и двигателем переменного тока в категории 500 фунтов составляет 800-1,500 долларов — это значительно меньше, чем полная замена, когда интеграция коллаборативного робота станет необходимостью для бизнеса.
Связанный: Серводвигатели против двигателей переменного тока для сварочных позиционеров | Руководство по интеграции роботизированного позиционера для сварки
Часто задаваемые вопросы — Настольный сварочный позиционер
Какая грузоподъемность необходима для настольного сварочного позиционера?
Возьмите самую тяжелую из планируемых заготовок, добавьте вес приспособления, а затем умножьте на 1.5, чтобы учесть эксцентрические нагрузки от центра тяжести и ожидаемый рост объема работ в цехе. Полученная нагрузка — это ваша минимальная номинальная грузоподъемность в горизонтальном положении. Не менее важно: попросите производителя указать грузоподъемность при наклоне под вашим фактическим рабочим углом. Это значение может быть на 30-70% ниже номинального значения для горизонтального положения, и именно оно определяет безопасную эксплуатацию. Позиционер весом 500 фунтов, удерживающий сборку весом 400 фунтов под углом 90 градусов с 8-дюймовым смещением центра тяжести, может уже превышать свой номинальный предел грузоподъемности при наклоне — и этот расчет редко указывается в описаниях продукции.
Можно ли использовать настольный сварочный позиционер для TIG-сварки?
Безусловно. Ищите двигатель постоянного тока, педаль с регулируемой скоростью и контактное кольцо, рассчитанное на ток, необходимый для вашего процесса. Проведение обратного тока через подшипники стола вместо отдельной цепи заземления приведет к их выходу из строя.
В чём разница между настольным сварочным позиционером и сварочным поворотным столом?
Сварочный поворотный стол имеет неподвижное основание в одной горизонтальной плоскости. Он не может удерживать сварной шов под разными углами — сварной шов всегда находится в том положении, в котором расположена опорная плита. Настоящий сварочный позиционер будет оснащен моторизованной или ручной наклонной головкой (большинство имеют диапазон наклона 0-90 или 0-135), что позволяет удерживать соединение трубы и фланца в горизонтальном положении, а затем наклонять его вертикально для следующего прохода без необходимости перепозиционирования заготовки.
Поворотные столы — это недорогой вариант для работы только с одним углом сварки. Для цехов, работающих с несколькими семействами деталей с разными углами сварки, позиционеры обеспечивают большую гибкость. Полное сравнение позиционеров и поворотных столов вы найдете в нашей статье.
Сколько стоит настольный сварочный позиционер?
Патроны в каталоге стоят примерно от 300 до 600 долларов. Производственные модели с электроприводом начинаются от 1,700 долларов и доходят до 3,500 долларов при грузоподъемности 250-500 фунтов. Промышленные модели с сервоприводом грузоподъемностью от 500 до 1,000 фунтов стоят от 4,500 до 9,000 долларов и выше.
В указанную цену обычно не включаются стоимость доставки или транспортные расходы.
Нужно ли контактное кольцо для настольного сварочного позиционера?
Для непрерывных кольцевых сварных швов – то есть любых участков длиной более 270 градусов, где стол вращается, – необходимо использовать контактное кольцо или подпружиненный щеточный контакт. Без него сварочный кабель и газовый шланг будут обматываться вокруг обрабатываемой детали, вызывая увеличение сопротивления по мере вращения стола. Это нарушает стабильность сварочной дуги и в конечном итоге приводит к остановке сварки.
Короткие дуговые заходы с шагом менее ¼ оборота по-прежнему допустимы без контактного кольца, хотя прокладка кабеля занимает значительно больше времени. При токе выше 250 А для обеспечения качества дуги и защиты оборудования крайне важен контактный щеточный элемент соответствующего номинала — щетки недостаточного размера вызывают нагрев корпуса позиционера при более высоких токах.
Какие сертификаты безопасности должен иметь сварочный позиционер?
Проверьте соответствие требованиям OSHA 1910.252 и наличие проверенной цепи заземления. Маркировка CE указывает на соответствие различным европейским директивам. Уточните наличие документации по проверке цепи заземления – большинство недорогих устройств имеют клемму заземления, но не имеют проверенного номинального тока.
Может ли настольный позиционер использоваться для сварки труб?
Соединения труб с фланцами и торцов труб в пределах допустимой нагрузки позиционера вполне укладываются в его расчетные параметры, но для углового соединения трубы с фланцем в плоском положении наклоните позиционер на 45 градусов, а для стыковой сварки трубы в плоском положении — на 90 градусов. Крупногабаритные секции, вращающиеся вокруг своей продольной оси, должны использоваться на поворотных роликах, а не на настольном позиционере. Соедините их вместе и используйте позиционер и роликовый люнет одновременно; позиционер захватывает один конец, люнет — другой.
Рекомендации по размерам можно найти в выбор позиционера для сварки труб.
Об этом руководстве
Инженеры компании RESIZE разработали и произвели серию сварочных позиционеров для предприятий Северной и Южной Америки, Европы и Юго-Восточной Азии. Приведенные здесь технические характеристики, инструкции по технике безопасности и рекомендации по выбору данного настольного позиционера точно отражают технические требования, которым мы следуем при проектировании, а не являются маркетинговыми слоганами. Ссылки на сторонние источники, где они используются, приведены в разделе «Ссылки» ниже.
Специалисты в области проектирования позиционеров для сварки, интеграции станков с ЧПУ и систем автоматизации производства. Техническая команда RESIZE проверяет все технические характеристики и правила техники безопасности перед публикацией.
Статьи по теме
- Решения для позиционирования при сварке в небольших мастерских — как найти оптимальное решение при ограниченном бюджете.
- Направляющая для сварочного позиционера-патрона — 3-кулачковая, цанговая и нестандартные варианты.
- Системы управления скоростью позиционера — от простых регуляторов до сервоприводов с высокой точностью.
- Руководство по технике безопасности при работе со сварочными позиционерами — контрольный список ввода в эксплуатацию и протокол эксплуатации.
- Руководство для начинающих по сварочным позиционерам — как они работают и сколько стоят.
- Технология позиционирования с нулевым люфтом — сравнение производительности червячной передачи и сервопривода.
Ссылки и источники
- OSHA 1910.252 — Общие требования: Сварка, резка и пайкаУправление по охране труда и технике безопасности. [Уровень 1]
- Хонхарт, К.Внедрение современных настольных позиционеров для сварки труб и трубопроводов.". Изготовитель (Издательство FMA). [Уровень 2]
- «Безопасность при заземлении и дуговой сварке» Ресурсный центр Lincoln ElectricСсылки: ANSI Z49.1:2005 Безопасность при сварке, резке и смежных процессах; NFPA 70 Национальный электротехнический кодекс. [Уровень 3 / ANSI Z49.1 = Уровень 1]
- Американское сварочное общество (AWS). Отчет о состоянии кадрового резерва сварщиков в США. Прогноз дефицита сварщиков в США до 2029 года. [Уровень 2]
- «Отчет о размере, доле и росте рынка роботизированной сварки» Fortune Business Insights (2025). Прогнозируемый среднегодовой темп роста рынка роботизированной сварки: 15.20% до 2034 года. [Уровень 3 – исследование рынка; цитируется только для контекста]









{kind=link}
{kind=link}
{kind=link}
{kind=link}