
![Снятие фаски и фаски: руководство по подготовке кромок в промышленности [2026]](https://resizeweld.com/wp-content/uploads/2026/04/0-1024x683.webp)
Справочное руководство для инженеров, производителей и закупочных групп. Поддерживает спецификации AWS, ASME, API и ISO, а также матрицу принятия решений по 8-точечной фаске, которую вы не найдете на страницах конкурентов.
Краткие характеристики: Снятие фаски и фаска
| Диапазон стандартных углов скоса | От 15° до 75° (с одной стороны); 30°, 37.5°, 45° — наиболее распространенные углы при подготовке сварных швов в промышленности. |
| Общий угол фаски | Симметрия 45° (также 30° и 60° для специальных геометрических форм инструментов) |
| Руководящие стандарты | AWS D1.1 (конструкции), ASME B31.3 / B16.25 (технологические трубопроводы), API 1104 (трубопроводы). ISO-9692 1 (международная подготовка к сварке) |
| Стандарт качества резки | стандартами качества ISO 9013: 2017 — Допуск на перпендикулярность. Диапазон от 1 (самый жесткий) до 5. |
| Точность угла наклона оборудования | ЧПУ ±0.5° · Переносной электрический ±1° · Пневматический ±1-2° · Ручной ±2-3° |
| эмпирическое правило толщины стенки | ≤6 мм одинарный скос · V-образная канавка 6-15 мм · J-образная препаровка 15-40 мм · >40 мм составная или U-образная канавка |
| Штрафные санкции за некачественную подготовку кромки | Увеличение использования сварочного металла до 84%. (Редди, 2014) |
И снятие фаски, и снятие кромки под углом (обычно 90 градусов) удаляют край, срезая поверхность под углом, но эти два метода не взаимозаменяемы. Непонимание разницы между ними может стоить денег: сварщики, использующие неправильную геометрию канавки, могут добавить на 84% больше присадочного металла в сварной шов (Редди, 2014), а одна-единственная путаница между углом фаски и углом между ними может задержать весь график строительства трубопровода на несколько недель.
Эта матрица решений объединяет стандарты, геометрию соединений, точность инструмента и знания о материалах, которые имеют решающее значение для цехов по изготовлению металлоконструкций, подрядчиков по прокладке трубопроводов и цехов станков с ЧПУ. Она разработана как справочник: правила принятия решений и таблицы следует пересматривать, а не читать один раз.
В чём разница между снятием фаски и снятием кромки?
Фаска снимает острый угол 90 градусов. Снятие фаски изменяет форму кромки. Неправильное использование любого из этих подходов приводит к снижению глубины проплавления сварного шва. Одно простое для запоминания утверждение суммирует повседневную инженерную проблему, но давайте рассмотрим детали формы, лежащие в его основе.
Фаска — это симметричный плоский срез, соединяющий две поверхности, обычно выполняемый под углом 45 градусов для удаления острого угла в 90 градусов, который может быть поврежден, причинить травму или привести к нарушению крепления каким-либо другим способом. Скос — это наклонный срез, который может проходить по всей толщине пластины или трубы и может иметь угол от 15 до 75 градусов относительно перпендикулярного угла. ISO-9692 1: 2013– Международный стандарт подготовки сварных швов – оптимистично рассматривает фаску как чисто конструктивное требование к форме, полностью исключая геометрию фаски как часть процесса обработки кромок.
Оба процесса преследуют одну и ту же общую цель: преобразовать острый 90-градусный край, вышедший из строя в процессе эксплуатации, в контролируемую форму, на основе которой можно будет надежно строить на следующем этапе. Хотя эти две формы могут использоваться взаимозаменяемо, если вы соответствующим образом спланируете свою конструкцию, на рабочих чертежах они чаще встречаются рядом: фаска под углом 45 градусов, готовая для отверстия под болт, и фаска под углом 30 градусов для последующего сварного шва.
| Размеры | фаска | Скос |
|---|---|---|
| Geometry | Плоская, симметричная, две поверхности, сходящиеся под фиксированным углом. | Наклонный край, может быть асимметричным, часто проходит по всей толщине. |
| Типичный угол | 45° (также 30°, 60° для инструментов) | 15°-75° (чаще всего 30°, 37.5°, 45°) |
| Удаленный материал | Небольшой участок края | Удаляет больше материала; может использоваться по всей длине кромки. |
| Основная цель | Безопасность, подготовительный этап сборки, эстетика, удаление заусенцев. | Подготовка сварных швов, подгонка несущих конструкций, подготовка концов труб. |
| Всегда режете? | Да, фаска — это элемент, обрабатываемый механическим способом. | Нет — скос также может быть элементом формования (литье, прокатка). |
| Управляющий стандарт | Обозначения размеров по стандарту ASME Y14.5 | ISO 9692-1, AWS A2.4, ASME B16.25 (геометрия сварного шва) |
Как интерпретировать диаграмму: не забывайте, что каждая фаска — это скос, но не каждый скос — это фаска. Фаска — это четко определенный скос под малым углом и небольшой глубиной, используемый для обработки кромок; скос — это более широкий термин, охватывающий подготовку к сварке, структурные изменения и визуальный дизайн. Эта разница в терминологии перестает иметь значение, когда форма достигает своего конечного состояния.
Указание «фаски» на чертеже обычно ограничивает длину стороны (например, «0.5 45»). Если указано «скоса», ограничение по размеру касается угла, который можно комбинировать с указанием корневой грани для большего контроля. Перед выбором инструмента внимательно ознакомьтесь с описанием функции — незначительные различия в терминологии могут повлиять на конечный результат резки.
Стандартные значения угла скоса и угла фаски (15°-75°)
Не существует «стандартного» угла скоса. Требуемый угол определяется используемым сварочным кодом, квалифицированной процедурой сварки (WPS) и толщиной стенки. Простое срезание 37.5 градусов на каждом соединении, потому что «так мы всегда делаем», — вот почему предварительно квалифицированная работа нередко не проходит проверку инспектором.
Угол скоса против угла примыкания: ошибка толкования на 50 000 долларов
Угол скоса — это угол, измеренный с одной стороны разреза. Прикрытый угол — это общий угол V-образной канавки, образованной между двумя скошенными кромками, от исходного острого угла в 90 градусов до полностью открытой подготовленной поверхности. Угол скоса 37.5° создает прикрытый угол 75° (37.5°²). Когда на чертеже указано «канавка 75°», это может означать либо прикрытый угол, либо угол скоса с каждой стороны. Ошибка при чтении чертежа приведет к удвоению или уменьшению вдвое подготовительной поверхности — именно эта ошибка стала причиной известной истории о переделке трубопроводного контракта на 2 200,000 долларов, после того как цех сделал скос 37.5° с каждой стороны соединения API 1104, хотя требовалось 30° с каждой стороны. Всегда уточняйте у владельца чертежа: угол скоса или прикрытый угол?
| Code | Угол наклона | Отказоустойчивость | Корневая грань | Заметки |
|---|---|---|---|---|
| ASME B31.3 | По WPS | По WPS | По WPS | Для геометрии подготовки торцов используется стандарт ASME B16.25. |
| ASME B16.25 | 37.5° | ± 2.5 ° | 1.5 мм тип. | Стандартная толщина стенки ≤22 мм |
| AWS D1.1 CJP | 45° | ± 5 ° | 0–3 мм | Предварительно квалифицированные соединения, Таблица 3.4 |
| AWS D1.1 PJP | 30° мин. | ± 5 ° | - | Частичное проникновение в сустав |
| API 1104 магистральных | 30° | ± 5 ° | 1.6 мм ±0.8 | строительство трансконтинентального трубопровода |
| Предприятие API 1104 | 37.5° | ± 2.5 ° | 1.6 мм ±0.8 | Врезки, трубопроводы подстанции |
Треугольник углов скоса 30-37.5-45
Если рассматривать четыре основных сварочных стандарта, то на три угла скоса приходится 70% всей подготовки сварных швов в промышленности:
- 30 – магистральный трубопровод (API 1104), частичное прохождение стыка (AWS D1.1)
- 37.5 – технологические трубопроводы (ASME B16.25), врезки трубопроводов, стыковые сварные швы сосудов под давлением
- 45 – конструкционная сталь CJP (AWS D1.1), сварка тонколистовой стали, общестроительные работы.
Сначала выберите один из трех углов. Отклонение следует производить только в том случае, если этого требуют параметры сварки, толщина стенки или технологический процесс (орбитальная сварка GTAW, сварка под малым зазором).
Контрольный список из 5 шагов для выбора угла скоса
- ✔
Укажите соответствующий код (AWS D1.1, ASME B31.3, API 1104 или ISO 9692-1). - ✔
Внимательно изучите техническую документацию и чертеж. Проверьте каждый угол, поверхность корня и отверстие для корня. - ✔
Укажите, указан ли на чертеже угол скоса (с одной стороны) или угол между сторонами (с обеих сторон вместе взятых). - ✔
Проверьте допуск. Раздел IX стандарта ASME предусматривает повторную квалификацию при уменьшении угла канавки более чем на 5 градусов. - ✔
После распила дважды проверьте угол скоса с помощью шаблона – в положениях 12, 3, 6 и 9 часов на трубе.
Типы сварных швов со скошенной кромкой: Матрица принятия решений по 8 типам швов
«Какой тип скоса следует использовать?» — это совершенно другой вопрос, чем «какой угол скоса». Тип скоса — одинарный, двойной, одинарный V, двойной V, J, U, расширяющийся, галтельный — должен быть выбран в зависимости от толщины стенки, доступа, допустимого остаточного напряжения и требуемого расхода шпатлевки. АВС А2.4:2020 Все восемь символов признаются отдельными сварочными обозначениями; стандарт ISO 9692-1:2013 описывает геометрию каждого из них для различных процессов дуговой сварки.
| Совместный тип | Geometry | толщина стенки | Типичный угол | Общий процесс | Когда выбирать |
|---|---|---|---|---|---|
| Квадрат (без скоса) | Кромка под углом 90°, только зазор | ≤3 мм | ARCXNUMX | GTAW, GMAW | Тонкие листы, угловые сварные швы, низконагруженные соединения |
| Одинарный скос | Одна сторона скошена | 3–12 мм | 30 ° -45 ° | SMAW, GMAW | Доступ только с одной стороны. |
| Одноместный V | Обе стороны скошены, V-образная канавка. | 6–20 мм | 37.5° с каждой стороны (75° включительно) | SMAW, GTAW, GMAW | Изготовление металлоконструкций общего назначения, сварка труб встык. |
| Двойной V | V-образная канавка на обеих поверхностях (X-образная). | 15–40 мм | 30°-37.5° с каждой стороны | ПИЛА, ФКАВ | Доступ с двух сторон, меньшие искажения, чем при использовании одного V-образного разъема. |
| Одиночный J (J-преп) | Изогнутый корень, узкая борозда | 15–40 мм | 15°-25° (боковая стенка) | GTAW, SMAW | Снижает количество наполнителя на 30-40% по сравнению с однослойным V-образным покрытием при работе с толстыми стенками. |
| U-образный паз | Изогнутый корень с обеих сторон | ≥25 мм | боковая стенка 10°-20° | SMAW, SAW, FCAW | Толстостенные сосуды, сосуды под давлением, минимальный расход наполнителя. |
| Фаска раструба | Изогнутый элемент соединяется с плоским или изогнутым элементом. | Зависит | Согласно AWS A2.4 | GMAW, SMAW | Трубы к пластинам, арматура, уголки для строительных конструкций |
| Сложная фаска | Два ракурса на одном этапе подготовки (крутой + пологий). | ≥25 мм | 37.5° корневой части + 10° боковой стенки | Корневая часть GTAW + заливка SMAW | Трубопровод высокого давления, баланс между доступом и заполнением. |
📐 Инженерная заметка
Ширина канавки пропорциональна толщине стенки tan(угол скоса). Для стенки толщиной 8 мм и скоса 37.5: 8 tan(37.5) 8 0.767 6.1 мм ширина канавки с каждой стороны, включая 12.2 мм. Переход к J-образной подготовке на том же 8-миллиметровом шве обычно уменьшает этот объем на 30-40%, что объясняет, почему поставщики толстостенных материалов указывают J-образную подготовку для стен толщиной 15 мм и более, даже если доступ позволяет использовать V-образную подготовку.
Необходимо ли сваривать эту деталь или использовать ее в несущих конструкциях?
Если ответ утвердительный, то фаска является несущим элементом, а не отделкой. Геометрия соединения должна позволять сварщику достичь корня шва, сварить обе боковые стенки и не допускать дефектов из-за недостаточного проплавления, которые могли бы привести к непроверке ультразвуковым или рентгенографическим методом. Плохая подготовка кромки – это далеко не просто косметический дефект; в исследовании 2014 года, опубликованном на ResearchGate, показано, что плохая подготовка кромки может увеличить расход сварочного металла на целых 84%, а вторичным последствием являются остаточные напряжения и деформации (Редди, 2014).
Для несущих, конструкционных соединений, соответствующих стандарту AWS D1.1, использование только углового шва редко встречается при толщине более 6 мм; в большинстве случаев, согласно требованиям стандарта, требуется сварной шов CJP с заданным углом скоса.
В соответствии со стандартом AWS D1.1 сварной шов, выполненный без подложки или обратной зачистки, не считается предварительно квалифицированным. На это неоднократно указывали инженеры на форуме Eng-Tips. Казалось бы, незначительная деталь, такая как отсутствие обратной зачистки в одновалковом соединении, может привести к тому, что работа перейдет из стадии предварительной квалификации в стадию квалификации процедуры.
Подготовка кромки трубы к установке пластины

Снятие фаски с листового металла происходит по прямой линии. Снятие фаски с трубы происходит по окружности, при этом необходимо поддерживать одинаковый угол по всей окружности, а внутренний и внешний диаметры ограничивают доступ. В этом отношении стандарты различаются: API 1104 относится к трубопроводным трубам; AWS D1.1 – к стальным листам.
| Аспект | Подготовка кромки пластины | Подготовка кромки трубы |
|---|---|---|
| Прорубить путь | Прямой, линейный | Окружной, непрерывный |
| Управляющий кодекс | AWS D1.1 (конструктивный) | API 1104 (трубопроводы), ASME B16.25 (технологические процессы) |
| Базовый угол | 45° CJP предварительно квалифицирован | Основной трубопровод 30° / ответвления 37.5° |
| Проверить | Измерительный шаблон для проверки угла наклона вдоль длины кромки | Угловой шаблон в положениях 12, 3, 6, 9 часов |
| Распространенный дефект | Изменение угла по длине | Скосы в форме «рыбьего рта», неравномерный окружной угол |
| Типовое оборудование | Станок для снятия фаски с листового металла, фрезерно-фаскообрезной станок. | Инструмент для снятия фаски с труб (с креплением для внутреннего или наружного диаметра), портативный станок для холодной резки. |
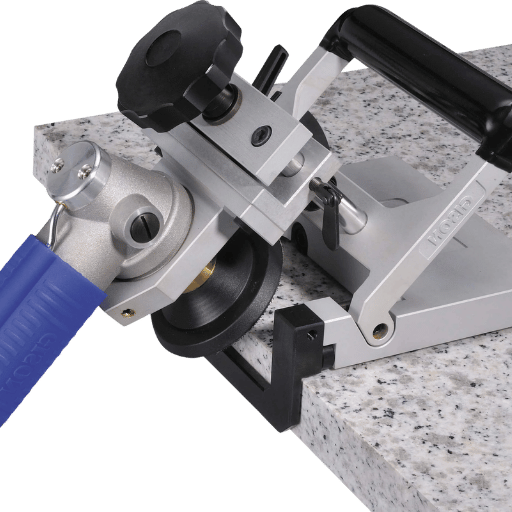
Скошенные фаски типа «рыбий рот» — распространённая ошибка начинающих трубомонтажников: угол смещается при повороте оператора вокруг трубы, из-за чего срез получается глубоким в одном квадранте и мелким в другом. Решение механическое: можно закрепить на трубе фаскорез, который использует статический угловой ориентир относительно стенки трубы — это намного проще, чем шлифовать вручную. Промышленные станки для снятия фаски с труб с самоцентрирующейся оправкой позволяют обойтись без квалификации оператора при больших объёмах работ.
Более подробное описание оборудования (включая то, на что следует обратить внимание при выборе между моделями для холодной резки и фрезерования) см. в разделе Руководство по резке и снятию фаски с труб.
Инструменты и методы: ручные, портативные, станки с ЧПУ, промышленные.
Различные варианты оборудования приводят к различиям в точности углов, повторяемости и стоимости. Каждый из четырех уровней инструментального оборудования имеет определенный диапазон точности.
| Ярус | Тип инструмента | Точность угла | Вместимость по ширине кромки | Ориентировочная цена | Лучше всего |
|---|---|---|---|---|---|
| Tier 1 | Ручная шлифовальная машина, нож для снятия фаски | ± 2 ° -3 ° | До ~6 мм | $ 200- $ 1,500 | Подкраска, ремонт, очень мелкие партии |
| Tier 2 | Пневматический фаскосъёмник | ± 1 ° -2 ° | До ~15 мм | $ 1,000- $ 3,500 | Опасные зоны (без искр), замкнутые пространства |
| Tier 3 | Портативный электрический фрезерный станок для снятия фаски. | ± 1 ° | До ~21 мм | $ 2,000- $ 10,000 | Полевые работы, изготовление на месте, цеха среднего объема. |
| Tier 4 | Промышленный фрезерный и фаскообрабатывающий станок с ЧПУ | ± 0.5 ° | До ~35 мм (типичное значение) | 10,000–50,000 долларов США | Крупносерийное производство, работа, требующая строгого соблюдения нормативных требований, повторяемые допуски. |
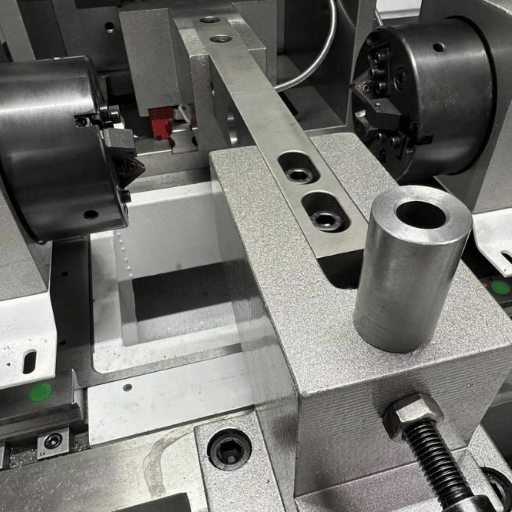
✔ Промышленная обработка кромок на станках с ЧПУ
- Повторяемость ±0.5° на тысячах соединений
- Многоступенчатая сложная фаска за один проход
- Квалификация оператора исключена из уравнения допуска.
- Предсказуемое время цикла для планирования производства
⚠ Ограничения промышленных станков с ЧПУ
- Капитальные затраты; для окупаемости инвестиций необходима стабильная производительность.
- Требуемые габариты крепления заготовки
- Не портативный — для ремонта в полевых условиях по-прежнему необходимы ручные инструменты.
- Время программирования для заказов небольшими партиями
Точка безубыточности для цеха, выбирающего между портативным станком с ЧПУ уровня Tier 3 или Tier 4: 3,000-5,000 соединений в год со стандартной геометрией. При меньшем объеме производства портативный электрический фрезерно-фаскообрабатывающий станок справляется с большинством задач; при большем объеме производства станок с ЧПУ окупается даже при увеличении брака. Чтобы ознакомиться с другими вариантами промышленных фаскообрабатывающих станков: альтернативы промышленным фаскообрабатывающим станкам.
Решение CTA: быстрый способ определить объем закупки — взять наиболее ресурсоемкий код в очереди производства (обычно AWS D1.1 CJP или API 1104), рассчитать допуск по углу и выбрать уровень на один шаг выше. Выбор уровня, соответствующего допуску, не оставляет запаса на износ инструмента.
Сравнить промышленные станки для снятия фаски →
Совместимость с материалами: сталь, нержавеющая сталь, алюминий, композиты.
Геометрию фаски определяет не сам материал, а толщина стенки и процесс сварки. Спецификация материала определяет параметры резки (скорость, подача, смазка) и критерии приемки качества поверхности. ISO 9013:2017 делит термическую резку на диапазоны от 1 до 5 по допуску перпендикулярности, при этом максимально допустимый допуск увеличивается с толщиной материала – 5 мм имеет другой максимальный размер, чем 50 мм.
Как можно получить идеально ровный край с фаской?
«Идеальный» результат зависит от последующего процесса сварки. При сварке труб из нержавеющей стали корневой шов методом GTAW должен иметь чистый, без загрязнений, край с контролируемой толщиной корневой поверхности (2 1/2 мм ± 0.5 мм); при сварке листовой углеродистой стали заполняющий шов методом SMAW может обойтись с большей толщиной корневого отверстия и большей шероховатостью поверхности. Подбирайте резку в соответствии с последующим процессом – ни одна идеальная спецификация не гарантирует лучшего сварного шва и меньшей стоимости.
| Материал | Предпочтительный метод снятия фаски | Следить за | Стандарт качества поверхности |
|---|---|---|---|
| Углеродистая сталь | Холодная резка, плазменная резка, кислородно-топливная резка толстых листов. | Зона термического воздействия при терморезке >25 мм | ISO 9013 Диапазон 2-3 |
| Нержавеющая сталь | Холодная резка (без загрязнения углеродом) | Избегайте использования шлифовальных кругов из углеродистой стали (перекрестное загрязнение). | Диапазон ISO 9013 1-2; 3-А Санитарные для гигиены |
| алюминий | Холоднофрезерный станок для снятия фаски с твердосплавной фрезой | Оксидный слой по краям — очистите поверхность перед сваркой. | AWS D1.2 (стандарт сварки алюминия) |
| ПВХ/термопластичные трубы | Ручной инструмент для снятия фаски, инструмент для снятия фаски с пластиковых труб | Избегайте нагрева — трение и плавление деформируют край. | Согласно спецификации производителя труб для сварки растворителем. |
| Композитные материалы (FRP, CFRP) | Фрезерный станок с алмазным наконечником, гидроабразивная резка | Вырывание волокон, расслоение по краям. | Спецификация производителя панели |
Гигиеничные трубы из нержавеющей стали для пищевой, фармацевтической и напиточной промышленности покрываются соответствующими нормативными актами. ЭХЕДГ и санитарные стандарты 3-A. Чистота поверхности фаски должна быть достаточно тонкой, чтобы предотвратить скопление бактерий в зоне сварного шва – орбитальная обработка является типичным последующим процессом, поэтому фаска должна обеспечивать чистую подачу материала.
Почему важны снятие фаски и фаски (примеры промышленного применения)

Подготовка кромок — это гарантия прочности конструкции. Вся самая сложная работа выполняется до начала дуговой сварки, и от того, как вы обрабатываете пластины, зависит, будут ли они соответствовать нормам или через две недели не пройдут проверку. Вопрос точности не так прост, как считают многие специалисты на заводах.
Какова цель снятия фаски?
Снятие фаски дает четыре очень важных практических преимущества: устранение острого угла в 90 градусов, который режет пальцы и рвет перчатки, обеспечение направляющей поверхности, благодаря которой крепежные элементы, как правило, входят прямо, устранение концентрации напряжений в углах, которые в противном случае привели бы к образованию усталостных трещин, и улучшение внешнего вида открытых кромок. В станках с ЧПУ приблизительный стандартный угол 0,545 для сквозных отверстий под винты – это связано с особенностями сборки, а не с эстетическими соображениями.
В отличие от снятия фаски, снятие фаски выгодно сварщику, а не сборщику. Его применение заключается в обеспечении правильного расположения сварочных швов, полного и надлежащего проплавления боковых стенок и достижения необходимого качества корневого шва. Если вместо правильного процесса используется неправильный, сварной шов, хотя и будет выглядеть нормально в итоге, может выйти из строя в процессе эксплуатации.
Распространенное заблуждение типа D: «Скос — это просто для красоты».
При выполнении конструкционных или сварных работ под давлением, снятие фаски — единственный способ правильно сформировать сварной шов. Подготовка кромки — в виде технического отчета от Dtic о том, что делает кромку качественной — фактически влияет на срок службы покрытия над сварным швом, а также на качество самого сварного шва, который оно поддерживает. «Красивая» фаска могла бы привести к неудовлетворительному результату работы много лет назад.
«Большинство цехов считают, что понимают спецификации AWS D1.1 по снятию фаски. Но потом рентгеновский контроль не проходит, и они сразу же перекладывают вину на сварщика. Исправлять нужно на более раннем этапе, начиная с самого снятия фаски».
| Примеры использования | Почему подготовка кромки имеет значение | Типичная отрасль |
|---|---|---|
| Подготовка к сварке | Определяет глубину проникновения и качество сварки. | Судостроение, сосуды под давлением, нефтегазопроводы, конструкционная сталь. |
| Сборка подходит | Геометрия направляющей обеспечивает вставку деталей в ответные отверстия/гнезда. | Автомобильная, аэрокосмическая промышленность, производство крепежных изделий |
| Удаление защитных заусенцев | Удаляет острые углы, которые режут руки, цепляются за одежду и повреждают уплотнения. | Все виды металлообработки, особенно ручные изделия. |
| Перераспределение напряжений | Сглаживает переходы, снижает концентрацию напряжений в углах. | Конструкционные, автомобильные тормозные колодки, кромки шестерен |
| Уплотнительная поверхность | Обеспечивает контролируемую опорную поверхность для прокладок и уплотнительных колец. | Гидравлические системы, трубопроводы для фармацевтической/пищевой промышленности (EHEDG, 3-A) |
Снятие фаски, удаление заусенцев и скругление кромок: не путайте эти процессы.

В профессиональной терминологии четыре процесса обработки кромок используются взаимозаменяемо: снятие фаски, обработка скоса, удаление заусенцев и скругление. Каждый из этих процессов выполняет разные функции, и вместо того, чтобы использоваться в качестве альтернатив, они часто выполняются последовательно.
| Разработка | Геометрия получена | Основная цель | Порядок в рабочем процессе |
|---|---|---|---|
| Скос | Наклонный край, переменный угол, часто по всей толщине. | Подготовка сварного шва, структурная подгонка. | Предварительная сварка, определяемая согласно WPS. |
| фаска | Плоский угловой срез, обычно под углом 45°. | Ввод в сборку, безопасность на краю | После механической обработки, перед снятием заусенцев. |
| заусенцы | Удаляет рыхлые металлические остатки, без заданного угла. | Безопасность поверхности, адгезия краски, защита от повреждений | После снятия фаски — последняя операция перед сборкой. |
| Филе (округлое) | Изогнутая кромка, заданный радиус | Снятие стресса, плавность движений, эргономичные ощущения | Разработано в САПР; изготовлено с помощью оснастки или последующей механической обработки. |
«Снятие фаски — это то же самое, что и удаление заусенцев». Это неверно. Снятие фаски создает заданный и допустимый угол, например, 0.5 × 45°. Удаление заусенцев, с другой стороны, — это процесс удаления остаточного, неоднородного и несвязанного металла, который остается после обработки и не создает заданной геометрии. Хотя снятие фаски может быть побочным эффектом, при работе в соответствии со спецификациями эти две операции рассматриваются как отдельные, поскольку они подлежат разным проверкам.
В обычном станке с ЧПУ типичная последовательность действий следующая: стамеска, снятие фаски со всех кромок, обработка оставшихся кромок, затем проверка на наличие острых углов. стандартами качества ISO 13715 Класс допуска кромки. Скругление, по-видимому, является функцией лишь некоторых САПР-систем, поскольку оно создается с помощью инструмента для радиуса скругления углов во время обработки, а не после нее.
Перспективы развития отрасли на 2025-2026 годы: автоматизация с ЧПУ и эволюция стандартов.
В 2025-2026 годах на отрасль обработки кромок, вероятно, повлияют три основных фактора: высокоточная автоматизация, внедрение портативных станков для снятия фаски на месте и изменения стандартов. Каждый из этих факторов подтверждается данными о поисковых запросах. Согласно последним данным об объеме поисковых запросов в Google в США по теме «обработка кромок», этот термин увеличился примерно в 5 раз в период с июня по сентябрь 2025 года. Аналогичный рост наблюдался и в объеме поисковых запросов по теме «снятие фаски» за тот же период, что указывает на то, что закупочные группы изучают потенциальные возможности модернизации.
Тенденция 1: Высокоточная автоматизация становится стандартом для обработки больших объемов данных.
Фрезерные и фаскообрабатывающие станки с ЧПУ, обеспечивающие точность угла ±0.5°, постепенно переходят из разряда дорогостоящего оборудования в число базовых стандартов для критически важных работ. Причина проста: учитывая допуски ±5° для AWS D1.1 и ±2.5° для ASME B16.25, станок с ЧПУ использует всего 10-20% допустимого диапазона, оставляя достаточно места для износа инструмента. В отличие от этого, ручные и пневматические инструменты с точностью ±2-3° изнашиваются из-за затупления режущих кромок и быстро выходят за пределы допустимого диапазона после первого использования. Они изнашивают 40-60% диапазона.
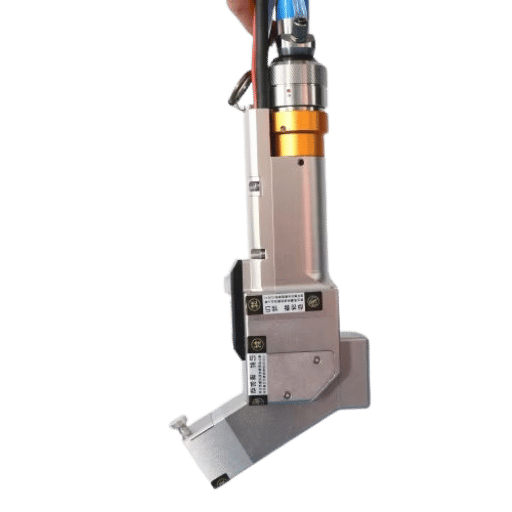
Тенденция 2: Расширение возможностей портативной обработки кромок на строительной площадке.
Переносные электрические фрезерные станки для снятия фаски становятся все более популярными в полевых условиях при ремонте судов, трубопроводов и нефтегазовых объектов. Эта тенденция обусловлена измеримой точностью углов. Хотя такие станки позволяют получать кромки с точностью до одного градуса, кислородно-топливные горелки с последующей ручной шлифовкой редко обеспечивают соответствие нормам. В большинстве полевых работ переносные электрические станки для снятия фаски могут использоваться вместо искробезопасных пневматических станков, которые по-прежнему необходимы в некоторых опасных средах.
Тенденция 3: Пересмотр стандартов (ISO 9013:2017 и AWS A2.4:2020)
Стандарт ISO 9013 был пересмотрен в 2017 году, заменив издание 2002 года, с ужесточенными допусками на перпендикулярность — в устаревших справочниках WPS могут использоваться эти старые значения из издания 2002 года. В стандарте AWS A2.4:2020 (8-е издание) были введены пояснительные правила использования для сварных швов с расширяющимися канавками, которые ранее устанавливались проектировщиками по своему усмотрению. Ожидайте сопротивления со стороны инспекторов, если ваше предприятие использует обозначения сварных швов, существовавшие до 2020 года.
Что планировать на 2026 год
Для предприятий, работающих в 2026 году и планирующих капитальные затраты, целесообразно рекомендовать приобретение оборудования на один уровень точности выше самого строгого стандарта, то есть портативного электрического фрезерного станка для снятия фаски с точностью 1 мм в качестве минимального уровня и станка с ЧПУ с точностью 0.5 мм в качестве максимального уровня. Пневматические и ручные инструменты следует использовать только для узкоспециализированных работ. Для предприятий, выполняющих смешанные работы по стандартам AWS D1.1 / ASME B16.25, это означает, что портативный станок для холодной резки с проверенной точностью 1 мм является отправной точкой, а не модернизацией.
Часто задаваемые вопросы
В: Что такое скошенная фаска?
Посмотреть ответ
В: Фаска называется снятием фаски?
Посмотреть ответ
В: В каких случаях необходима фаска, а в каких – снятие фаски?
Посмотреть ответ
В: Каковы преимущества снятия фаски с деталей?
Посмотреть ответ
В: Почему высокоточная обработка фасок так важна?
Посмотреть ответ
Ссылки и источники
- Стандарт сварки металлоконструкций AWS D1.1/D1.1M — сталь — Американское сварочное общество
- Нормы и правила ASME B31.3 для технологических трубопроводов — Американское общество инженеров-механиков
- API 1104 Сварка трубопроводов и сопутствующего оборудования — Американский нефтяной институт
- ISO 9013:2017 Терморезка — Классификация терморезки — Международная организация по стандартизации
- ISO 9692-1:2013 Сварка и смежные процессы — Виды подготовки соединений — Международная организация по стандартизации
- Стандартные обозначения AWS A2.4:2020 для сварки, пайки и неразрушающего контроля — Американское сварочное общество
- Редди и др., «Исследование влияния подготовки швов и кромок на снижение затрат и получение сварных швов без деформаций». — Национальный семинар по сварке / ИИТ (исследовательская работа)
- Отчет DTIC ADA452427: Влияние подготовки кромок на срок службы покрытия. — Центр технической информации Министерства обороны США
- Знания TWI о работе: Стоимость сварочных работ (продолжение) — Институт сварки
- Европейская группа гигиенической инженерии и дизайна (EHEDG) — Ассоциация гигиенической инженерии
- 3-A Санитарные стандарты, Inc. — Организация по санитарным стандартам
- ISO 13715:2017 Края неопределенной формы — Обозначение и указание размеров — Международная организация по стандартизации
Об этом анализе подготовки кромок промышленного оборудования
В данном руководстве обобщены требования AWS, ASME, API и ISO, а также результаты исследования ResearchGate 2014 года, посвященного экономической эффективности сварных швов и диапазонам точности оборудования, проверенного в полевых условиях производителями промышленных станков для снятия фаски. Матрица из 8 соединений в разделе 3 составлена на основе перекрестных ссылок на AWS A2.4:2020, ISO 9692-1:2013 и опубликованные рекомендации по толщине стенок — она не заимствована из какого-либо отдельного конкурирующего источника. Ценовые категории в разделе 5 отражают прейскурантные цены 2025-2026 годов на фрезерное и фаскообрабатывающее оборудование на рынках США и Китая.
Проверено инженерной командой RESIZE. — Компания RESIZE производит фрезерные и фаскообрабатывающие станки, сварочные позиционеры, ротаторы, манипуляторы, патроны, плазменные резаки и производственные линии для ветроэнергетических установок. Инженерная экспертиза основана на данных, полученных в ходе ввода в эксплуатацию на производственных площадках по производству стекла, труб и портативных фаскообрабатывающих станков (глубина резки 0-25 мм, углы 15°-75°, мощность 2.8 кВт, 2,000-6,000 об/мин).
Статьи по теме
- Что такое станок для снятия фаски? — основные характеристики оборудования
- Каковы стандарты для снятия фаски? — подробные ссылки на код
- Выбор подходящего станка для снятия фаски с труб — Выбор оборудования по диаметру трубы
- Фрезерно-фасоковый станок — колонный — полный ассортимент оборудования и технические характеристики









{kind=link}
{kind=link}
{kind=link}
{kind=link}