
Плазменный резак с ЧПУ — это процесс термической резки с числовым программным управлением (ЧПУ), использующий высокотемпературную ионизированную струю газовой плазмы для резки электропроводящих металлических материалов с высокой точностью, превосходящей любые ручные методы. Для цехов, занимающихся постоянной резкой углеродистой стали, нержавеющей стали, алюминия и других листовых материалов толщиной до 2 дюймов, он остается отраслевым стандартом: быстрее, чем лазерная резка на кислородном топливе, дешевле, чем волоконный лазер на 6-50 мм, и гораздо эффективнее, чем ручные горелки, подающие горелки в производственные линии. В этом руководстве рассматривается принцип работы плазменного резака с ЧПУ, от физики до классов силы тока («в зависимости от размера стола», как говорят), до производительности по материалам, воздушной и электрической инфраструктуры, которую часто упускают из виду цеха, реальных промышленных применений, предельно честного сравнения с лазерной и кислородно-топливной резкой, экономики Bimosu, определяющей реальные эксплуатационные расходы, и рыночных перспектив до 2026 года.
Краткие характеристики — плазменный станок с ЧПУ: краткий обзор
| температура плазменной дуги | ~25 000 °F (~14 000 °C) |
| Диапазон классов мощности | 45 А (легкое производство) – 200 А+ (тяжелая промышленность) |
| Производительность резки низкоуглеродистой стали | 1/4″ (45 А) до разрыва 2″+ (125 А+) |
| Типичная ширина пропила | 1.5–3 мм в зависимости от силы тока и расходных материалов. |
| Скос кромки (стандартная плазменная резка) | ±1–4° от перпендикуляра |
| Требования к воздуху (типичные 65 А) | ~6–7 SCFM при 80–90 PSI в непрерывном режиме, высушенном состоянии |
| Режущиеся материалы | Низкоуглеродистая сталь, нержавеющая сталь, алюминий, медь, латунь — только проводящие материалы. |
| Срок службы промышленной рамы | 10–20 лет (расходные материалы — это изнашиваемые детали, а не сам станок). |
Что такое плазменный станок с ЧПУ и как он на самом деле режет металл?
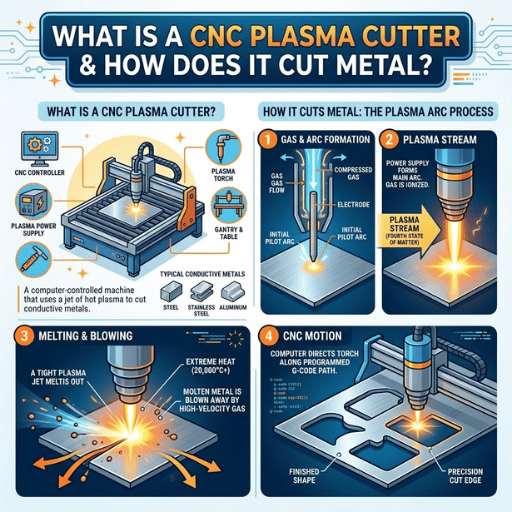
Высокотемпературный метод резки битонарным электродом включает в себя направление высокоскоростной струи ионизированного (или плазменного) газа через заготовку для резки металлических материалов, проводящих электричество. Аббревиатура «MIG» в названии MIG-MPP происходит от того, что в процессе используется активная дуга для защиты разрезаемого металла. Эта активная дуга образуется в результате передачи дуги между источником питания и вольфрамовым слитком. Процесс обеспечивает очень точную резку на гораздо более высоких скоростях, чем это возможно при ручной работе.
Как работает плазменный резак с ЧПУ?
Типичный плазменный станок представляет собой горелку, установленную на обработанной портале с тремя степенями свободы и специальным механизмом перемещения. Компьютерная программа, написанная в виде G-кода на основе чертежа САПР и хранящаяся на ноутбуке, получает команды от горелки для перемещения плазменной дуги по заданной траектории в пространстве; обозначение «ЧПУ» может означать наличие центрального файлового сервера на стандартном ПК, в отличие от нескольких проприетарных программ управления ЧПУ, возможно, с сенсорным экраном для некоторых режимов работы.
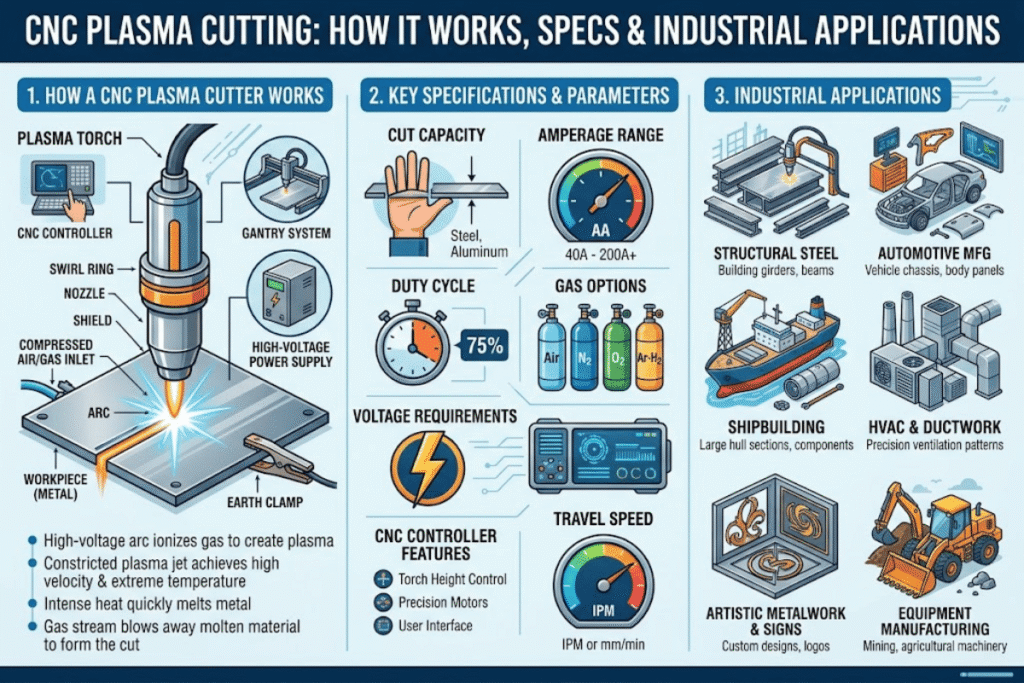
- В процессе резки с помощью горелки действуют физические законы, которые проходят ряд стадий на протяжении каждого цикла резки:
- Высокочастотное зажигание пилотной дуги между электродом и отверстием горелки проталкивает пилотный столб ионизированного газа через технологическое отверстие в заготовку. Эта пилотная дуга имеет усредненную по времени температуру приблизительно 25 000 ° по Фаренгейту (14 000 ° по Цельсию), что достаточно высоко для быстрого создания именно того поверхностного изменения, которое необходимо для удаления довольно узкого пропила.
- Когда дуга касается чистого металла, пилотный столб гаснет. Затем основной столб переходит от отверстия к заготовке; с этого момента дуговой контур проходит через металл. Именно этот переход запускает собственно процесс резки.
- Дуга плавит заготовку с заданной скоростью, удаляя материал с пластины; печь высокого давления (~25 000 фунтов на квадратный дюйм) стремится выбросить образовавшийся шлейф расплавленного металла из нижней части разреза с силой, которая зависит от взаимодействия силы тока, скорости подачи MIG-сварки в миллисекундах, скорости перемещения горелки в двух миллисекундах и множества других факторов. Баланс, известный как «качество газовой резки», имеет решающее значение для ЧПУ-управления формой кромки, но может быть скорректирован оператором с помощью скорости горелки (а также силы тока и расхода газа).
В процессе резки станок с ЧПУ считывает данные с энкодера дорогостоящего оборудования, регулирует положение горелки по осям X, Y и Z и поддерживает траекторию, отображаемую на защитном экране, в то время как высота горелки постоянно регулируется моментом передачи дуги с помощью системы управления, отдельной от любых шаговых двигателей. Эти сбои в процессе резки могут быть настолько сильными, что высота горелки неизбежно смещается на ½ дюйма, пока система не «вернется» к пластине. В производстве крышка обрабатывается до тех пор, пока кромки не будут иметь допуски 1-4 по перпендикулярности, что значительно превосходит уровень, достижимый при ручной резке горелкой, или воспроизводимый за рабочий день при ручной резке.
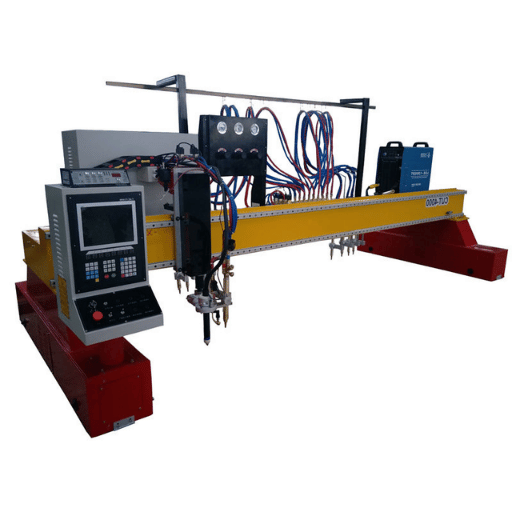
Шесть подсистем, входящих в состав комплексной системы плазменной резки с ЧПУ.

Готовый станок плазменной резки с ЧПУ — это не просто коробка. Это шесть подсистем, которые должны функционировать одновременно, и знание того, за что отвечает каждая из них, упрощает чтение сметы и определение необходимости сервисного обслуживания.
- Внутри шкафа находится источник питания, который преобразует электроэнергию из цеха в тщательно регулируемую (с помощью коэффициента заполнения – например, 60% коэффициента заполнения соответствует шести минутам работы дуги каждые десять минут, а остальное время отводится на охлаждение) контролируемую дугу постоянного тока.
- Установленный на портале механизированный плазменный резак исключает необходимость ручной работы. Ручные резцы можно устанавливать на станки начального уровня, но они существенно ограничивают повторяемость процесса. В профессиональной обработке используются резцы, специально разработанные для установки на станок с постоянной геометрией опорных стоек.
- Контроллер ЧПУ — будь то специализированный промышленный станок (Fanuc, Allen-Bradley, Siemens) или ПК под управлением Windows, используемый в качестве хост-устройства для управления программным обеспечением для резки по Ethernet — отвечает за считывание программы обработки детали, управление двигателями станка, а также контроль входных и выходных сигналов для запуска дуги. Многие начинающие предприятия просто приобретают станок ЧПУ, подключенный к системе через Ethernet.
- Под станком находится приводной механизм, отвечающий за перемещение портала вдоль осей X и Y с помощью серво- или шаговых двигателей с усилителями и энкодерами соответственно, реечной передачи на большой промышленной раме для оси X (больший ход) и шариковинтовой передачи для оси Y. Перемещение по оси Z отвечает за подъем и опускание горелки независимо от остальной системы.
- Над пластиной расположен регулятор высоты дуговой горелки, измеряющий напряжение как показатель расстояния от горелки до пластины и точно настраивающий ось Z в режиме реального времени. Отсутствие или неисправность регулятора высоты дуговой горелки может привести к искажению резки во время обработки изделия из-за нагрева и деформации пластины.
- В цеху раскройный стол служит основой для конструкции – реек, каркаса и либо резервуара с водой (подавляющего шум и дым, а также улавливающего брызги), либо вытяжной камеры (отводящей дым в систему фильтрации). Отклонение стола напрямую коррелирует с одним из типов ошибок при резке.
В качестве дополнительных опций предлагаются автоматизированные головки для снятия фаски при подготовке сварных швов, воздуходувки для удаления дыма, сверлильные станции, разметочные головки и четвертая ось для резки труб. Каждая из них примерно в равной степени расширяет возможности и усложняет процесс.
Класс мощности и отключающая способность: расшифровка спецификации силы тока.
Сила тока — это основная характеристика каждого аппарата плазменной резки, и её чаще всего неправильно интерпретируют. Большинство потенциальных покупателей в качестве критерия выбора ориентируются на максимальную толщину разреза, и такой подход ошибочен. Более значимыми факторами являются толщина обрабатываемого материала, рабочий цикл и экономическая эффективность использования одного электрода.
| сила тока | Рекомендуемая резка | Разделение мощности | проколоть | Наиболее подходящий |
|---|---|---|---|---|
| 45 | 1/2 ″ (12 мм) | 7/8 ″ (22 мм) | 1/4 ″ (6 мм) | Листовой металл, вывески, световое оборудование |
| 65 | 3/4 ″ (20 мм) | 1-1 / 4 ″ (32 мм) | 1/2 ″ (12 мм) | Мастерская общего профиля, смешанные работы |
| 85 | 1 ″ (25 мм) | 1-1 / 2 ″ (38 мм) | 5/8 ″ (16 мм) | Тяжелые металлоконструкции, конструкционные пластины |
| 105 | 1-1 / 4 ″ (32 мм) | 2 ″ (50 мм) | 3/4 ″ (20 мм) | Промышленные производственные линии |
| 125 | 1-3/4″ @ 10 IPM, 100% DC | 2-1 / 2 ″ (63 мм) | 1 ″ (25 мм) | Тяжелая промышленность, многосменная работа |
| 200 А + | 2″+ на производственной скорости | 3″+ (75 мм+) | 1-1/4″+ | Судостроительный завод, несущие балки, толстые листы металла. |
Ограничения по производительности соответствуют отраслевым стандартам плазменной резки мягкой стали с использованием стандартных расходных материалов для сварочных горелок; для нержавеющей стали и алюминия эти ограничения снижаются на 15-25 процентов. Значения Sever указывают максимальную толщину, которую система может прорезать с получением кромок производственного качества.
Правило класса мощности с четырьмя переменнымиКласс мощности определяется не только по твердости. Он рассчитывается на основе четырех факторов: (1) производственный уровень (средняя толщина), (2) пиковые требования к потреблению, (3) требуемый рабочий цикл при производственной силе тока и (4) экономическая целесообразность расхода расходных материалов — когда сила тока превышает 95% от номинального значения для сопла, срок службы сопла и электрода резко сокращается. Простое использование максимальной твердости приводит к самой большой ошибке цеха: покупка системы на 125 А для резки редкой пластины толщиной 1-3/4 дюйма, а затем ежедневная работа при 65 А — удваивая расход расходных материалов на детали, которые система на 65 А обработала бы с меньшими затратами на погонный фут.
Для цехов, обрабатывающих преимущественно низкоуглеродистую сталь толщиной 1/4–3/4 дюйма, система на 65 А или 85 А почти всегда является оптимальным решением. Системы на 105 А или 125 А следует использовать только в том случае, если в портфеле заказов значится непрерывное производство стали толщиной более 1 дюйма. Более подробную информацию о технических характеристиках, включая характеристики рабочего цикла при непрерывной нагрузке, см. в нашем разделе «Технические характеристики, включая поведение при постоянной нагрузке». Технические характеристики плазменной резки.
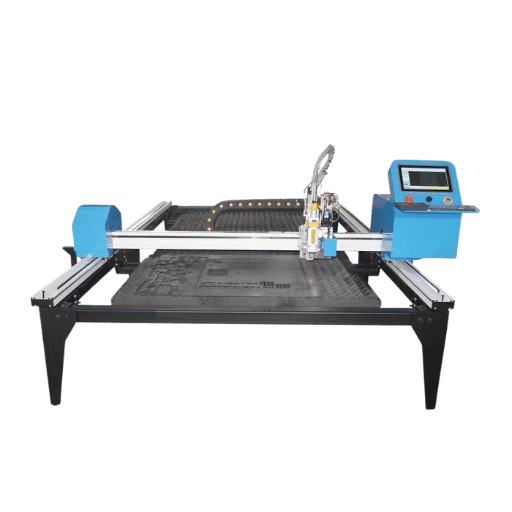
Раскройные столы и планировка рабочего пространства

Размер стола определяется размером листового материала, а не размером раскроя. На столе размером 44 дюйма (1.2 м × 1.2 м) помещается лишь половина листа размером 48 дюймов без повторного зажима — это приемлемо для раскроя, но не для рабочего процесса. Выбирайте стол, который вмещает наиболее распространенный материал без промежуточной обработки.
| Таблица размеров | Размеры листового материала | Площадь пола | Для каких задач |
|---|---|---|---|
| 2 × 2 футов | Падения, пустые места для вывесок | Примерно 6×6 футов, включая зазор. | Хобби, искусство, прототип |
| 4 × 4 футов | Половина листа (4′×4′) | ~8×8 футов | Небольшой магазинчик, работы разных авторов. |
| 4 × 8 футов | Стандартный размер 4′×8′ (1220×2440 мм) | ~8×14 футов | Базовый показатель по отрасли — 80% работ на производстве. |
| 5 × 10 футов | Лист размером 5′×10′, большие кронштейны | ~10×16 футов | цех крупногабаритных конструкций |
| 6 × 12 футов | Негабаритные пластины, полки балок | ~12×18 футов | Судостроительный завод, стальные конструкции, ветровая башня |
После определения размеров доступны два варианта подконструкции. Подстольная конструкция с водяным охлаждением погружает или собирает воду под ламелями, уменьшая количество дыма и шума, а также сокращая зону термического воздействия — она предпочтительна для алюминия и нержавеющей стали, где повышенное окисление является проблемой. Подстольная конструкция с нисходящим потоком воздуха направляет дым через перфорированные участки в систему фильтрации, а также поддерживает чистоту воздуха в цехе, но требует больших затрат на электроэнергию для вентилятора и постоянной замены фильтров. Большинство высокопроизводительных мастерских со значительным использованием нержавеющей стали предпочитают подстольную конструкцию с водяным охлаждением; мастерские с большим объемом производства низкоуглеродистой стали в чистых условиях предпочитают конструкцию с нисходящим потоком воздуха.
План работ с учетом необходимого пространства: не менее 4 метра рабочего пространства с каждой стороны стола без препятствий, а также свободный проход для размещения листов. Тесно. сварка листового металла Последующие процессы происходят исключительно после режущей ячейки, поэтому определите поток детали до подключения воздушных линий.
Материалы, которые вы можете резать, и качество резки, которое вы получите.
Плазменный станок с ЧПУ может резать любой металл, проводящий электричество — это универсальное решение. Идеально подходят низкоуглеродистые и низкоуглеродистые стали: самая высокая скорость резки, длительный срок службы расходных материалов, самая низкая стоимость за метр. Нержавеющая сталь и алюминий также эффективно режутся, но требуют большей мощности и имеют другие характеристики расходных материалов.
Может ли плазменный станок с ЧПУ резать алюминий?
Да, с некоторыми оговорками. Во-первых, более высокая теплопроводность алюминия позволяет ему быстрее отводить тепло из пропила, чем стали, что означает, что эффективная производительность резки составляет примерно 75-85% от производительности низкоуглеродистой стали — система на 65 А, рассчитанная на низкоуглеродистую сталь толщиной 3/4 дюйма, легко справляется примерно с алюминием толщиной 5/8 дюйма. Во-вторых, алюминий образует более липкий окалину, которая прилипает к нижнему краю; резка в погруженном состоянии или с использованием смеси воздуха и пламени упрощает этап очистки, но не сводит его к нулю. Для получения наиболее чистых алюминиевых поверхностей, при наличии необходимых ресурсов, оптимальным решением является волоконный лазер.
| Материал | Вместимость против низкоуглеродистой стали | Рекомендуемый газ | Краевые заметки |
|---|---|---|---|
| Низкоуглеродистая сталь | 100% (базовый уровень) | Сжатый воздух или O₂ | Чистый, свариваемый после резки материал для большинства применений. |
| Нержавеющая сталь | ~85–90% | Смесь азота и водорода или воздух (в зависимости от марки). | Незначительное изменение цвета в зоне термического воздействия; на критически важных деталях может последовать пассивация. |
| Алюминий (5xxx, 6xxx) | ~75–85% | Н₂/В₂ или воздух | Липкая шлаковая масса на нижнем крае, потребуется очистка. |
| Медь, латунь | ~ 70% | N₂ или воздух | Отражающее покрытие; высокая теплопроводность сужает рабочий диапазон |
📐 Инженерная заметка — Фаска и шлакПроизводство: при стандартной плазменной резке фаска составляет от 1 до 4 дюймов в зависимости от высоты горелки, скорости перемещения и стороны пропила. Обычно считается, что сторона качественного пропила (противоположная направлению завихрения газа) должна иметь фаску менее 2 дюймов; сторона брака может достигать 4 дюймов. При подготовке свариваемых деталей с фаской со стороны соединения, запрограммируйте резку так, чтобы качественная сторона была обращена к месту соединения (или используйте автоматизированную головку для снятия фаски). При работе с порошковой покраской, запланируйте этап удаления шлака или шлифовки – порошок легче прилипает к верхнему брызгу или нижнему шлаку.
Требования к инфраструктуре воздушного, энергетического и производственного оборудования.
В каждой плазменной мастерской значительно недооценивается объем подаваемого воздуха. Для качественной плазменной пробивки необходим постоянный поток около 6-7 SCFM при давлении 80-90 psi. Система мощностью 85 ампер потребляет больше. Однофазный компрессор мощностью 85 ампер с номинальной мощностью 14 CFM при 80 PSI, рабочим циклом 55% и не являющийся многоступенчатым, будет подавать 14 CFM только в течение ничтожно малой доли минуты; в остальное время он потребляет 90% своего CFM при 15% своей мощности. Поскольку избыток воздуха приводит к образованию соответственно слабой, рассеянной дуги, каждый раз, когда подача воздуха выходит за пределы оптимального уровня, расход расходных материалов увеличивается.
Влага — это вторая половина проблемы с подачей воздуха. Сжатый воздух неизбежно содержит воду и масло; и то, и другое испортит горелку. Установка осушителя воздуха с хладагентом или адсорбентом перед коалесцентным фильтром — это самый простой и дешевый способ увеличить срок службы расходных материалов в среднем цехе в четыре раза или даже больше.
| Класс мощности | Спрос на воздух | Расчет размеров компрессора (непрерывный процесс) | Электротехническое обслуживание |
|---|---|---|---|
| 45 | ~5 SCFM при 80 PSI | Минимальная мощность одноступенчатого двигателя: 5 л.с. | Однофазный 220 В / 30 А |
| 65 | ~6–7 SCFM при 85 PSI | 7.5 л.с. двухступенчатый | Однофазный 220 В / 50 А или трехфазный 220 В |
| 85 | ~7–8 SCFM при 90 PSI | 10 л.с. двухступенчатый | 3-фазный 220 В / 480 В |
| 125 А + | Производительность более 10 SCFM при давлении 90 PSI | Двухступенчатый двигатель мощностью 15–25 л.с. с большим ресивером. | 3-фазный 480 В / 60+ А |
В рамках данного требования обязательно использование систем вытяжки дыма, средств защиты глаз, процедур пожарного надзора и правил безопасной зоны. OSHA 29 CFR 1910.252 г.Вопросы безопасности при проведении огневых работ на технологическом уровне подробно описаны в [ссылка на документ]. AWS Z49.1с подробным описанием вентиляции в Информационный бюллетень AWS № 36Любые пары, содержащие хром (нержавеющую сталь), бериллий или оцинкованные покрытия, требуют применения средств защиты органов дыхания в соответствии со стандартами EPA.
Специалисты отрасли понимают, что использование давления, значительно превышающего рекомендуемый диапазон, скорее ослабляет дугу горелки, чем усиливает её. Превышение допустимого значения рассеивает луч в горелке на доли метра и снижает точность и глубину реза. Рекомендации по давлению в руководстве не являются минимальными, а оптимальными.
Промышленные применения: преимущества плазменной обработки с ЧПУ.
Плазменная обработка занимает узкую нишу в пяти уникально подходящих для нее отраслях промышленности, где ее непревзойденное сочетание скорости, диапазона толщины и доступности капитальных вложений может сделать все остальные варианты неактуальными.
Производство металлоконструкцийВысокоскоростное пламя и тонкая, быстрая, восходящая заточка вдоль скошенных кромок и отверстий в диапазоне 200-400 А, изгиб и полная обработка кромки любой листовой стали корпуса, перегородки или ребра жесткости (диапазон толщины 6-50 мм). Приемлемое качество фаски для большинства сварочных работ; для финишной обработки в диапазоне толщины ребер жесткости используйте гравиметрический проход или шлифовальную машину. Настройте программу таким образом, чтобы верхняя граница зоны желаемой толщины была обращена к пропилу.
Судостроение и работы на верфиБыстрая обработка штампованных, усиленных, точеных, просверленных или иным образом предварительно изготовленных крупных узлов и/или более толстых листовых компонентов (корабли, модули, поплавки для судов/сборок и т. д., толщина 125-200 А) с 1-4 фасками, а также многоосевой фаскорезной головкой и гравитационной системой нескольких горелок в горелке. Использование в последующих процессах. сварочные вращатели а также наклонные позиционеры, соединенные с высокоточными измерительными системами КИМ, для удаления массивных заготовок с рабочей поверхности.
Системы отопления, вентиляции и кондиционирования воздуха, а также воздуховоды из листового металла.Быстрое и надежное изготовление заготовок из листового металла, сварных швов, деталей сложной формы (болты, квадратные пластины, обрезанные части петель, заусенцы, усиления панелей и т. д.) из тонколистового оцинкованного металла толщиной до 60 дюймов с использованием горелки с гипервысокой скоростью подачи 45 А, где скорость переноса детали превышает скорость резки.
Сельскохозяйственная и тяжелая техникаРамы, кронштейны, заготовки для лезвий и зубьев, бункерная плита. Изделия из низкоуглеродистой стали, преимущественно толщиной 6-25 мм. Диапазон рабочих температур 65-105 А; фаска и шлак имеют меньшее значение, поскольку детали свариваются в узлы, а не представляются в виде готовых поверхностей.
Автомобильные шасси, прицепы и кузовные панелиРамы, усиливающие пластины, изготовленные на заказ кузова для прицепов, бамперы для внедорожников. Используется различная толщина листового металла: от 16-го калибра до 1/2-дюймовой пластины. Системы средней мощности (65-85 А) справляются с большинством задач; производители прицепов и шасси стандартно используют 48-дюймовые столы для стандартной установки. Промышленные плазменные резаки с вытяжными столами обеспечивают чистоту воздуха в цехе при больших объемах производства.
Плазменная обработка, лазерная обработка и кислородно-топливная обработка: честное сравнение различных технологических процессов.
Примерно на отметке в 6 мм происходит смещение баланса между различными процессами резки. При толщине менее 6 мм волоконный лазер обеспечивает лучшее качество кромки и скорость. При толщине от 6 до 50 мм в проводящих металлах плазменная резка выигрывает по стоимости за погонный метр и капитальным затратам. При толщине более 50 мм в углеродистой стали кислородно-топливная резка по-прежнему выигрывает по себестоимости заготовки, несмотря на низкое качество кромки.
| Размеры | Плазма с чпу | волоконный лазер | Кислородно-топливо |
|---|---|---|---|
| Оптимальная толщина | проводящий 6–50 мм | 0.5–25 мм, оптимальный размер <6 мм | только углеродистая сталь 25–200 мм |
| Качество кромки | Скос ±1–4°, легкий окалина | ±0.5°, ближний к цели | Грубое состояние, требует очистки. |
| Скорость резки при толщине мягкой стали 1/4 дюйма | ~80–120 IPM (85 А) | ~200–400 уд/мин (4 кВт) | ~16–24 дюймов в минуту |
| Капитальные затраты (под ключ) | 15 200–XNUMX XNUMX долларов | $80 тыс.–$500 тыс.+ | 5 30–XNUMX XNUMX долларов |
| Эксплуатационные расходы | ~0.10–0.30 долл./фут | Примерно 0.05–0.15 долл./фут (цена ниже при больших объемах) | ~0.08–0.20 долл./фут (кислород + топливный газ) |
| Материалы | Все проводящие металлы | Все металлы + светоотражающие свойства | Только углеродистая и низколегированная сталь |
Инструмент выбора процесса из 3 вопросов
- Какова преобладающая толщина обрабатываемого материала? Менее 6 мм с требуемым качеством кромки, обработка волоконным лазером. 6-50 мм проводящие металлы, плазменная обработка. Более 50 мм углеродистая сталь, кислородно-топливная обработка.
- Каков ваш максимальный ежемесячный объем резки? При объеме работы менее 200 часов в месяц плазменная резка обычно оказывается выгоднее из-за более низких капитальных затрат. При большем объеме более низкая стоимость обработки за погонный фут у волоконного лазера окупается.
- Какое количество цветных металлов (нержавеющая сталь, алюминий) содержится в вашей смеси? Если содержание цветных металлов превышает 30%, и качество кромок имеет значение, то волоконный лазер оправдывает себя с точки зрения дополнительных капитальных затрат. Если цветные металлы используются лишь изредка, то гибкость плазменной обработки является решающим фактором.
Для более подробного сравнения качества резки с образцами кромок и моделирования затрат на каждый процесс, см. наш плазменная резка против лазерной резки анализ и альтернативный ракурс в Сравнение лазерной и плазменной резки..
Эксплуатационные расходы и срок службы расходных материалов: проверка реальности совокупной стоимости владения
Промышленные плазменные резаки — это активы со сроком службы 10-20 лет. Расходные материалы — это изнашиваемые детали, которые заменяются по графику. Общая стоимость владения в основном определяется скоростью износа расходных материалов, которая в большей степени зависит от практики оператора, а не от марки станка.
Каков срок службы плазменного резака с ЧПУ?
На промышленном оборудовании механическая рама и система перемещения обычно работают 10-20 лет до существенного ремонта. Правильно обслуживаемые источники питания обеспечивают аналогичный срок службы. Расходные материалы горелки – электрод, сопло, вихревое кольцо, стопорная крышка и защитный экран – являются изнашивающимися деталями, которые заменяются каждые несколько часов работы. Таким образом, «срок службы» сводится к двум вопросам: срок службы оборудования (в десятилетнем масштабе) и цикл замены расходных материалов (в масштабе от часов до дней).
| Потребляемый | Типичная жизнь | Заменить когда |
|---|---|---|
| Электрод (с гафниевым наконечником) | 800–2,000 проколов | Ямка из гафния глубже, чем ~1.5 мм. |
| форсунка | 600–1,500 проколов | Отверстие больше не круглое, видны внутренние царапины. |
| Вихревое кольцо | Долговечный — заменять только при повреждении. | Трещины, следы от электрической дуги, забитые грязью отверстия. |
| Защитная накладка | Многоразовое использование после очистки от брызг. | Видимая деформация или прожог |
| Удерживающая крышка | Срок службы факела | Поврежденные нити или следы ожогов |
«Наилучшее качество резки и срок службы деталей обычно достигаются при установке силы тока на уровне 95 процентов от номинальной мощности сопла. Если сила тока слишком низкая, резка будет некачественной. Если она слишком высокая, срок службы сопла сократится».
— Техническая служба Hypertherm, «10 распространенных ошибок при плазменной резке»
Экономичность расхода расходных материалов определяется четырьмя переменными, контролируемыми оператором: высотой прокола, качеством воздуха, регулированием силы тока и программированием вывода дуги. Слишком низкий прокол приводит к разбрызгиванию расплавленного металла обратно на сопло. Использование нефильтрованного влажного воздуха приводит к преждевременному образованию гафниевых ямок на электроде. Постоянное использование силы тока, превышающей 95% от номинальной мощности сопла, сокращает срок его службы вдвое. Программирование вывода дуги таким образом, чтобы дуга оставалась активной после завершения резки, приводит к растяжению дуги и повреждению внутренней поверхности сопла. Ни одна из этих проблем не является виной станка и не указана в технической документации.
Прокалывайте горелку на высоте, в 1.5-2 раза превышающей рекомендуемую высоту реза. По сообщениям с мест, большинство преждевременных поломок сопла напрямую связаны именно с этой настройкой. Если ваш терморезистор опускает горелку на высоту реза до завершения прокалывания, значит, сопло используется неправильно – «неустойчивые реза» почти всегда оказываются результатом износа расходных материалов, а не оборудования.
Ограничения и случаи, когда плазменная резка с ЧПУ — неподходящий выбор.
Плазменная резка — лучший выбор для широкого спектра деталей, но не для всех видов резки. 5 ограничений определяют периметр.
- Рабочие допуски менее 0.5 мм фаски недостижимы. При пакетной плазменной обработке допуск составляет 1-4 мм; при высокоточной плазменной обработке — 0.5-1 мм в жаркий день при использовании микроволновой печи. Более жесткие допуски в краткосрочной перспективе и в других случаях требуют применения волоконного лазера, гидроабразивной резки или постобработки.
- Очень узкий калибр менее 16 ga (~1.5 мм) технически осуществим, но редко является правильным выбором. Как показали Гаузейрон и другие, зона термического воздействия соответственно увеличивается, а края приобретают более яркий радужный фиолетовый/синий/вдохновляющий блеск, чем при использовании волоконного лазера. Плазменная обработка не безнадежна – просто не самый лучший вариант.
- Непроводящие материалы просто не поддаются резке. Пластик, стекло, стекловолокно, керамика — все они полностью избегают воздействия плазменной дуги. Выбор падает на гидроабразивную резку или лазерную резку.
- Узкие внутренние углы и крошечные отверстия упираются в ограничения внутренней геометрии пропила. Ширина пропила (1.5-3 мм) и ширина купола прокола исключают возможность получения мельчайших отверстий и точно подобранного внутреннего радиуса для стандартной плазмы. (Порог сомнения: отверстия меньше толщины пластины практически гарантированы при стабильных, а не просто средних, условиях процесса.)
- Выделение паров — это реальная проблема, которую нельзя игнорировать. На каждый метр изделия плазменная обработка генерирует больше видимых паров, чем волоконный лазер. Увеличение содержания хрома или цинка в материале — нержавеющей стали, окрашенном, оцинкованном, покрытом — повышает уровень паров, что требует использования респираторов и более мощного фильтрующего устройства.
Производители могут приобрести плазменный станок по неправильным причинам и слишком поздно обнаружить его ограничения: «Мы купили плазменный станок для всего, от обработки листового металла до резки листовых материалов», — как правило, после чего следует вторая покупка волоконного лазера для выполнения тех же задач, что и плазменный. Частое возникновение подобных ситуаций позволяет легко заложить в бюджет два варианта оборудования, а не один.
Прогноз развития рынка плазменной резки с ЧПУ до 2026 года
Плазменная обработка не поддаётся повторному пришествию. Исследования рынка указывают на расширение, волоконные лазеры занимают нишу в тех областях применения, где плазменная обработка уже занимала слабые позиции, а текущим лидером рынка плазменной обработки остаются станки с ЧПУ.
По оценкам Глобальный анализ рынкаОбъем рынка оборудования для плазменной резки превысил 811.4 млн долларов США в 2025 году, увеличиваясь на 5.9% в год до 2034 года. Отдельный прогноз Прогнозируется среднегодовой темп роста в 4.5% до 2030 года. Оба анализа сходятся во мнении о направлении роста, а не сокращения.
Три технологических сдвига определяют решения о покупках в 2026 году:
- Высокотехнологичная плазменная обработка вытесняет лазерные технологии. Системы X-Definition и аналогичные им сейчас приближаются к качеству кромок, сравнимому с волоконным лазером, при обработке низкоуглеродистой стали средней толщины, сохраняя при этом толщину плазменного потока на уровне более 6 мм.
- Промышленный сектор продолжает внедрять «Интернет вещей» и передовые методы планового технического обслуживания. Современные системы как никогда ранее передают данные о расходных материалах, рабочем цикле и напряжении дуги инструментам для технического обслуживания предприятия, сокращая непредвиденные простои и снижая затраты на каждую деталь.
- Автоматизированные угловые режущие головки переходят из разряда «элитных» в категорию среднего уровня. 5-осевые угловые режущие головки с программированием угла сварки в той или иной форме используются при изготовлении конструкций и сосудов под давлением.
Если вы планируете капитальные затраты в 2026 году: заложите в бюджет систему класса HD или X-Definition, если ваша основная работа связана с обработкой низкоуглеродистой стали средней толщины. Если вы закупаете оборудование для обработки листового металла толщиной менее 6 мм в больших объемах, произведите расчеты для волоконного лазера, прежде чем возвращаться к плазменной резке. И в любом случае, запланируйте проверку системы вентиляции до прибытия станка для резки — качество воздуха определяет, уложится ли бюджет на расходные материалы в запланированные сроки.
Часто задаваемые вопросы

В: Компрессор какой мощности необходим для работы плазменного резака?
Посмотреть ответ
В: В чём недостаток станков плазменной резки с ЧПУ?
Посмотреть ответ
В: Насколько точны плазменные резаки с ЧПУ?
Посмотреть ответ
В: Можно ли заработать деньги с помощью плазменного резака с ЧПУ?
Посмотреть ответ
В: В чем разница между плазменным резаком с ЧПУ и плазменным столом с ЧПУ?
Посмотреть ответ
В: Как запрограммировать плазменный станок с ЧПУ?
Посмотреть ответ
Об этом анализе
В данной статье объединены технические характеристики из общедоступных таблиц резки Hypertherm Powermax SYNC, исследования FHWA по поведению конструкционной стали при плазменной резке отверстий, стандарты OSHA и AWS по работе с открытым огнем, а также опыт операторов, полученный на форумах по промышленному производству. Указанные показатели производительности и расходных материалов являются типичными для промышленного оборудования; характеристики конкретных машин и материалов могут отличаться. Статья прошла рецензирование в апреле 2026 года инженерной группой Resizeweld.
Ссылки и источники
- OSHA 29 CFR 1910.252 — Общие требования к сварке, резке и пайке — Министерство труда США, Управление по охране труда и технике безопасности
- Указатель стандартов OSHA по сварке, резке и пайке — Министерство труда США
- Оценка качества отверстий, изготовленных методом плазменной резки (FHWA-HRT-20-056) — Федеральное управление автомобильных дорог США
- Специальная публикация NIST 847: Обработка современных материалов — Национальный институт стандартов и технологий США
- AWS Z49.1 — Безопасность при сварке, резке и смежных процессах — Американское сварочное общество
- Информационный бюллетень AWS по технике безопасности и охране труда № 36: Вентиляция при сварке и резке — Американское сварочное общество
- Прогноз размера рынка плазменной резки на 2026–2035 годы. — Анализ мирового рынка
- Прогноз развития рынка плазменных резаков на 2026–2030 годы. — GlobeNewswire / Research and Markets
Статьи по теме
- Плазменная резка против лазерной резки — Сравнение качества резки, скорости и стоимости с образцами кромок
- Сравнение лазерной и плазменной резки — альтернативный взгляд на тот же компромисс, с акцентом на амортизацию капитальных затрат.
- Сравнение различных типов сварки — подбор сварочных процессов в соответствии с заготовками, вырезанными плазменной резкой, на последующих этапах обработки.
- Сварка листового металла — Вопросы сварки деталей, вырезанных плазменной резкой, на последующих этапах процесса.
- Что такое станок для снятия фаски? — Подготовка сварного шва: снятие фаски под углами, превышающими возможности плазменной обработки.
- Станки плазменной резки — Pillar Page — Полные системные характеристики и параметры конфигурации









{kind=link}
{kind=link}
{kind=link}
{kind=link}