
Важнейшей частью обеспечения структурной целостности и работоспособности любой сварной трубопроводной системы является обеспечение правильной подгонки. Подгонка становится особенно важной в таких ситуациях, как промышленные трубопроводы или строительные конструкции, где точное выравнивание и жесткие допуски могут легко обеспечить высокое качество и длительный срок службы сварных соединений.
В данной статье рассматриваются аспекты подгонки сварных швов труб; важность этих аспектов в процессах изготовления, инструменты, используемые для поддержания точности, и роль зажимов при сборке трубных компонентов как при стыковой, так и при раструбной сварке. Эти фундаментальные знания должны позволить инженеру снизить процент дефектов, повысить качество сварки и соответствовать строгим стандартам каждой соответствующей отрасли. Более подробно рассматриваются лучшие практики и процедуры, которые помогут еще раз оценить точность подгонки сварных швов труб и получить опыт в производственных процессах.
Ключ на вынос
Точная подгонка деталей — основа успешной сварки. Она обеспечивает равномерное распределение тепла, надлежащее сплавление и соответствие техническим требованиям, что напрямую влияет на срок службы и безопасность готовой конструкции.
Понимание процесса подгонки при сварке труб.
Точная подгонка при сварке труб необходима для обеспечения прочности сварных швов и предотвращения дефектов. Она включает в себя выравнивание секций трубы и их правильную подготовку таким образом, чтобы зазор в соединении оставался равномерно узким и хорошо выровненным на протяжении всего этапа сварки. Это достигается путем очистки кромок труб от загрязнений, использования прямых углов скоса и постоянного поддержания зазора соответствующего размера между соседними концами двух секций трубы.
Использование зажимов или приспособлений для фиксации свободного участка имеет первостепенное значение для обеспечения плотной подгонки и снижения вероятности смещения во время сварки. Можно обсудить еще несколько моментов, касающихся принципов, изложенных выше, которым должны следовать сварщики, чтобы обеспечить надежность процесса сварки, высокую эффективность и соответствие строительным и требованиям безопасности обоим аспектам бизнеса.
Определение соответствия
Подгонка деталей подразумевает подготовку, выравнивание и правильное позиционирование свариваемых компонентов, таких как трубы или металлические конструкции. Она подтверждает, что детали идеально ориентированы и способны создать оптимальный зазор, обеспечивающий максимально высокое качество сварного шва, структурную целостность всей конструкции и полное соответствие техническим требованиям. Правильная подгонка имеет важное значение в самом процессе сварки. Она влияет на прочность, эксплуатационные характеристики и общую эффективность соединения.
Важность точной подгонки
Правильная подгонка деталей имеет решающее значение для обеспечения целостности и долговечности сварных швов. Несоосность или неправильное расстояние между деталями могут привести к таким дефектам, как неполное проплавление, пористость, деформация, что снижает прочность и несущую способность соединения. Кроме того, точно определенная подгонка деталей сокращает объем необходимых доработок, тем самым уменьшая отходы материалов и повышая эффективность производства. Более строгие стандарты выравнивания являются обязательными для соответствия техническим требованиям, обеспечения безопасности и увеличения срока службы готовой конструкции.
Значение соответствия размеров в процессах сварки
Подгонка деталей в сварочном процессе играет решающую роль в обеспечении желаемой механической целостности и надежности сварного соединения. Она гарантирует равномерное распределение тепла, достаточное проплавление и точное выравнивание, тем самым снижая вероятность возникновения каких-либо структурных дефектов. Поэтому производители строго придерживаются стандартов подгонки для получения более качественных соединений и, кроме того, для соответствия растущим инженерным нормам, что в конечном итоге приводит к увеличению срока службы собранных деталей.
Основные инструменты и зажимы для монтажа труб.

🇧🇷
Необходимые инструменты для подгонки
- 1. Трубные хомуты: Эти механические устройства обеспечивают фиксацию и выравнивание труб во время монтажа, надежно удерживая их на месте во время самих работ по выравниванию. Они гарантируют стабильность и предотвращают боковое смещение.
- 2. Регулируемые ролики для подгонки: Эти ролики позволяют вращаться для позиционирования тяжелых или труб большого диаметра во время резки или сварки, обеспечивая быструю и равномерную подгонку.
- 3. Цепные зажимы: Универсальные инструменты, используемые для обеспечения идеального выравнивания труб различного диаметра, адаптирующиеся к изменениям структуры материала трубы.
- 4. Инструменты для выравнивания: Пузырьковые или лазерные уровни используются для проверки горизонтального и вертикального выравнивания во избежание структурных ошибок.
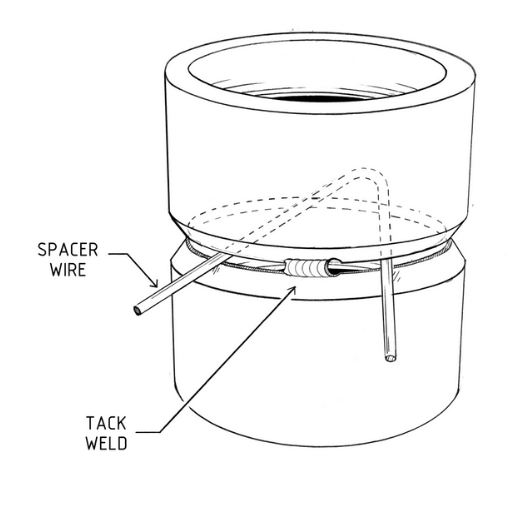
- 5. Клинья и проставки: Используется для поддержания постоянного зазора между концами труб, обеспечивая точное зазорное отверстие в корне трубы.
- 6. Центрирующие штифты: Отлично подходит для фиксации труб в правильном положении и обеспечения соосности, в основном для применений с высокой точностью.
Типы зажимов, используемых при сварке труб.
| Тип зажима | Основная функция и применение |
|---|---|
| Цепные зажимы | Универсальный захват для различных диаметров; идеально подходит для поддержания соосности в качественных соединениях. |
| Зажимы для обода | Обеспечивает надежное сцепление по внешней окружности для центрирования и идеального выравнивания во время сварки. |
| Внутренние зажимы | Расширяется внутри трубы, фиксируя концы; используется для высокоточной центровки. |
| Магнитные зажимы | Высокая адгезия обеспечивает легкое, кратковременное крепление и удобную регулировку положения. |
| Регулируемые хомуты для труб | Способствует бесшовной сварке труб различного типа и требуемой конфигурации. |
Необходимые инструменты для достижения правильной посадки
Для обеспечения целостности соединений и поддержания отраслевых стандартов правильная подгонка труб требует использования прецизионных инструментов в сочетании с квалифицированными методами. К основным необходимым инструментам относятся подставки для труб, зажимные устройства для выравнивания труб и уровни или лазерные системы выравнивания. Подставки для труб обеспечивают устойчивость и высоту трубы; зажимные устройства для выравнивания труб точно удерживают трубы для приварки; а уровни или лазерные системы выравнивания позволяют точно выравнивать трубы под нужным углом. Это обеспечивает идеальное выравнивание труб, уменьшает деформации и гарантирует соблюдение строгих допусков, создавая высококачественные соединения, соответствующие нормам и эксплуатационным требованиям.
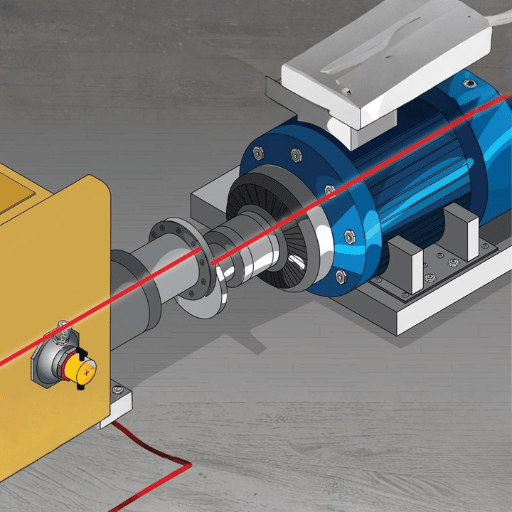
Роль орбитальной сварки в изготовлении труб
Орбитальная сварка значительно улучшает сварку труб благодаря своей точности, стабильности и эффективности. В настоящее время она ассоциируется с высокой степенью автоматизации и позволяет получать равномерные сварные швы с минимальным участием человека. Это минимизирует количество дефектов и одновременно улучшает общую структурную целостность сварных швов. Этот метод сварки эффективно работает в высокотехнологичных проектах, таких как проекты в аэрокосмической, фармацевтической и полупроводниковой промышленности, где большое значение придается качеству и чистоте. Он обеспечивает повторяемость результатов, позволяет легко сваривать трубы различного диаметра и в целом повышает эффективность процесса сварки, тем самым сокращая время простоя, обеспечивая соответствие строгим нормативным требованиям и гарантируя длительную эксплуатацию трубопроводных систем.
Методы правильной установки компонентов на место
- ✓
Использование прецизионных измерительных инструментов: К ним относятся штангенциркули, уровни и различные лазерные системы выравнивания, обеспечивающие точное проведение измерений. - ✓
Применение прихваточных швов: Временные прихваточные швы удерживают детали на месте, поэтому перед окончательной сваркой можно внести незначительные корректировки. - ✓
Регулировка с помощью центровочных зажимов: Регулируемые зажимы и приспособления позволяют осуществлять перемещение в контролируемой среде, обеспечивая точное выравнивание при постоянной стабильности. - ✓
Визуальный осмотр: Регулярные визуальные проверки в процессе выравнивания позволяют выявлять нежелательные отклонения для быстрой их коррекции.
Методы достижения точной подгонки
Для обеспечения соосности деталей и правильной подгонки компонентов используются различные другие методы и инструменты. Основные методы приведены ниже:
- 1
Прецизионные измерительные инструменты
Используйте штангенциркули, микрометры и лазерные системы выравнивания для получения точных размеров и выявления мельчайших неточностей. - 2
Правильная подготовка поверхности
Для обеспечения прочного соединения сварных швов необходимо обеспечить чистую поверхность без загрязнений и скошенные кромки стыков. - 3
Стратегическая прихваточная сварка
Для фиксации компонентов и предотвращения люфта и раскачивания используйте точечную сварку в нескольких местах. - 4
Гидравлические или пневматические приспособления
Используйте роботизированные захватывающие устройства для поддержания равномерного давления и стабильности размеров при сборке высокоточных узлов.
Обеспечение стабильных допусков зазора
Соблюдение точных допусков на зазоры имеет решающее значение для обеспечения оптимальной структурной целостности, а также для повышения эффективности процесса сварки в условиях держателя. Обязательно использование точных измерительных инструментов, таких как щупы или лазерные системы, для фактического измерения зазоров до и во время сборки. Если производственная система предпринимает целенаправленные попытки контролировать эти отклонения, она должна иметь четкий набор стандартных операционных процедур (СОП) для регулирования процессов обработки и сборки. Правильная подготовка материала для минимизации отклонений зазоров включает в себя обработку кромок и очистку поверхности. Специалисты могут соблюдать заданные пределы допуска на зазоры, сочетая передовые методы измерения с контролируемым процессом управления, тем самым выполняя и превосходя требования, установленные отраслью.
Методы прихваточной сварки для монтажа труб
Прихваточная сварка является решающим фактором для обеспечения правильного выравнивания высоких частот. подгонка труб перед сваркойПередовые отраслевые практики требуют выполнения умеренной прихваточной сварки вдоль стыка с соответствующим интервалом для стабилизации выравнивания и уменьшения деформации во время сварки. Расстояние между прихваточными швами в основном зависит от диаметра трубы и толщины стенки и создает и допускает концентрацию напряжений. Прихваточный шов должен быть умеренно проплавлен через основной металл, обеспечивая сверхпрочные соединения, способные выдерживать механические нагрузки и при этом легко удаляемые после завершения окончательной сварки. Очистка зоны сварки и наличие предварительного подогрева, при необходимости, повышают качество сварного шва и способствуют уменьшению количества дефектов. Полученные сварные конструкции должны соответствовать тем же критериям, что и строгие стандарты, установленные отраслью.
Проблемы при сварке труб

Подбор труб, идеально подходящих по размерам при сварке, сопряжен с многочисленными трудностями, которые могут повлиять на качество сварного шва, его долговечность и общие эксплуатационные характеристики. Вот ряд таких проблем:
⚠️ Распространенные препятствия
- Перекос: Даже незначительные смещения приводят к неравномерным нагрузкам и увеличивают вероятность утечек.
- Неравномерные разрывы: Неравномерное расположение затрудняет достижение приемлемого уровня проникновения.
- Искажение материала: Нагрев при сварке вызывает деформацию или усадку, что усложняет подгонку деталей.
- Загрязнение поверхности: Грязь, масло или ржавчина приводят к плохому сплавлению и дефектам сварного шва.
- Условия окружающей среды: Ветер, влажность и экстремальные температуры являются причинами возникновения дефектов.
Распространенные проблемы при сварке труб.
Правильная подгонка деталей имеет решающее значение при сварке труб для обеспечения целостности соединения и соосности; однако, часто возникают следующие проблемы:
- Перекос: Неправильное расположение приводит к неравномерному распределению бусин и снижению прочности соединения.
- Неправильный зазор (отверстие корня): Слишком малые или слишком большие зазоры приводят к недостаточному проникновению или пористости.
- Разница между высоким и низким положением (внутреннее смещение): Неровности внутренних поверхностей вызывают концентрацию напряжений и ограничивают поток.
- Неравномерные углы скоса: Несоответствия в глубине сварного шва и степени проплавления, требующие корректирующей шлифовки.
- Овалитность трубки: Отклонения от истинного круглого поперечного сечения усложняют выравнивание.
Влияние некачественной подгонки на качество сварного шва
Некачественная подгонка напрямую влияет на качество сварного шва, поскольку приводит к неравномерности профиля сварного шва, что ухудшает структурную целостность. Качество сварного шва также снижается из-за таких проблем, как неполное сплавление, пористость и растрескивание. При больших зазорах или смещениях распределение тепла может быть неравномерным на протяжении всего процесса сварки, что может привести к образованию слабых соединений и, следовательно, к дорогостоящим переделкам или ремонту. Кроме того, пустоты, возникающие из-за отклонений в подгонке, могут сделать сварной шов некачественным с точки зрения соответствия отраслевым стандартам, что серьезно ставит под угрозу эксплуатацию и безопасность. Строгое соблюдение механизмов предварительных проверок, надлежащей подгонки и проверок выравнивания остается абсолютно необходимым для получения высококачественных сварных швов.
Стратегии преодоления проблем, связанных с физической подготовкой.
Для решения проблем, связанных с подгонкой деталей, необходимо сочетать передовые технологии и строгие протоколы. Идеальная механическая обработка и резка металла обеспечивают точность деталей, сводя к минимуму вероятность смещения. Использование современных средств подгонки, таких как регулируемые зажимы, конические прокладки и инструменты выравнивания, обеспечивает точную подготовку положения во время сборки. Проведение неразрушающего контроля (НК), ультразвуковой диагностики или рентгенографии позволяет обнаружить любое смещение до начала сварки. Регулярное обучение персонала передовым методам работы и соблюдение сложных сварочных процедур практически исключают возможность ошибок, гарантируя, что соединения будут постоянно соответствовать промышленным нормам и эксплуатационным критериям.
Передовые методы высококачественной сварки и изготовления металлоконструкций.

💡 Профессиональные советы для достижения успеха
- Обеспечьте надлежащую подготовку материалов: Очистите все поверхности от масла, ржавчины и краски.
- Следуйте техническим условиям сварки (WPS): Соблюдайте установленные значения силы тока, напряжения и скорости перемещения.
- Обеспечьте правильную посадку и выравнивание: Для проверки размеров используйте высокоточное оборудование.
- Используйте правильное оборудование: Выберите оборудование и расходные материалы, подходящие для конкретного проекта.
- Контрольные условия окружающей среды: Используйте ограждения для защиты от ветра и влаги.
- Контроль теплоотдачи: Избегайте перегрева или резкого охлаждения, чтобы предотвратить появление трещин.
- Проводите регулярные проверки: Проведите осмотр до, во время и после сварки.
- Примите меры безопасности: Приоритетными задачами являются средства индивидуальной защиты и чистота рабочего места.
Отраслевые стандарты для фитингов труб
Правильная подгонка труб имеет основополагающее значение для обеспечения безопасности, надежности и общей производительности всех трубопроводных систем. Отраслевые стандарты, такие как стандарты ASME и AWS, устанавливают точные спецификации по вопросам, начиная от выравнивания соединений и заканчивая допусками на зазор в корне трубы и чистотой. Выравнивание соединений устраняет значительный фактор концентрации напряжений и равномерно распределяет нагрузки; кроме того, поддержание постоянного допуска на зазор в корне трубы обеспечивает необходимую глубину проплавления при сварке. Соответствие этим стандартам, как правило, позволяет проводить эффективные процедуры контроля и строго соблюдать даже технические характеристики материалов во избежание дефектов. Следование отраслевым стандартам призвано помочь организации поддерживать структуру и работать в соответствии с эксплуатационными стандартами.
Меры безопасности при монтаже
Обеспечение безопасности при выполнении монтажных работ включает в себя строгое соблюдение операционных процедур и правильное использование необходимых средств индивидуальной защиты (СИЗ). Особое внимание следует уделить обеспечению четкой коммуникации между членами команды, сертификации и проверке всего используемого подъемного оборудования на соответствие грузоподъемности, а также надежному креплению всех деталей для предотвращения непредвиденных перемещений или поломок. Меры по снижению опасности на рабочем месте могут включать в себя острые края и другие выступающие поверхности, а также обеспечение вентиляции для предотвращения воздействия вредных для здоровья паров на рабочие места в замкнутых пространствах. Периодическое обучение и проведение тщательно разработанной оценки рисков перед началом работы являются не только лучшими методами предотвращения несчастных случаев, но и подтверждают безопасность условий труда.
Постоянное совершенствование сварочных процессов
Процессы непрерывного совершенствования облегчаются за счет выявления неизбежных неэффективностей, дефектов и опасностей, присущих текущему процессу. Внедрение передовых сварочных технологий, таких как автоматизированные системы и мониторинг в реальном времени, позволяет улучшить процесс сварки с точки зрения точности и стабильности. Затем необходимо внедрить системы управления качеством, и оптимизация процесса сварки становится первостепенной задачей, с акцентом на множество сложных переменных, таких как тепловая энергия, совместимость материалов и соответствие установленным инженерным требованиям. Регулярное обучение для постоянного повышения квалификации всего персонала, наряду со специализированным отделом прикладных технологий, остается лучшим оружием университета, обеспечивающим оптимальное использование ресурсов и, следовательно, достижение желаемой высокой производительности. Используя актуальные данные, организация систематически совершенствует свои сварочные операции, что эффективно приводит к повышению производительности, надежности и безопасности.
Справочные источники
- Quora: Важность подгонки деталей при сварке
- Инженерные стандарты LANL: Монтаж и выравнивание дома
- AXXAIR: Важность подгонки и прихватки при орбитальной сварке
Часто задаваемые вопросы (FAQ):
Что такое сварка и подгонка деталей?
Подгонка сварных швов — это процесс выравнивания. а также подготовка таких деталей, как трубы или пластины, перед сваркой для достижения правильной конфигурации соединения.
Почему важна точность подгонки сварных швов?
Завершение необходимого соединения обеспечивает формирование высококачественных сварных швов, снижая вероятность дефектов и повышая долговременную стабильность компонентов.
Какие факторы влияют на качество сварных швов?
К числу факторов относятся тип материала, конструкция соединения, зазоры в корневом узле, правила установки и допуски в соответствии с нормами или стандартами.
Какие инструменты можно использовать при сварке и подгонке деталей?
В качестве инструментов обычно используются зажимы, приспособления для выравнивания, штативы для труб и измерительные приборы, обеспечивающие идеальное выравнивание.
Какие сложности возникают при сварке и подгонке деталей?
К числу проблем относятся несовпадения, неправильное использование корневых зазоров и деформации материала, которые, в свою очередь, приводят к низкому качеству сварки.









{kind=link}
{kind=link}
{kind=link}
{kind=link}