
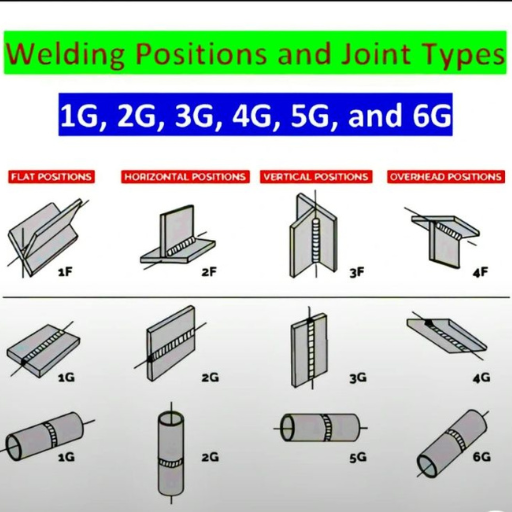
Сварка — это важнейший навык, лежащий в основе многих отраслей промышленности, от строительства и производства до аэрокосмической и энергетической. Важной частью освоения этой профессии является понимание различных положений — 1G, 2G, 3G, 4G, 5G и 6G — и соответствующих типов соединений. Каждое положение представляет собой уникальные сложности и технические проблемы. Это подробное исследование дает представление как опытным профессионалам, так и начинающим сварщикам о выявлении и применении этих методов, закладывая основу для успешного освоения техники сварки.
Понимание положений при сварке
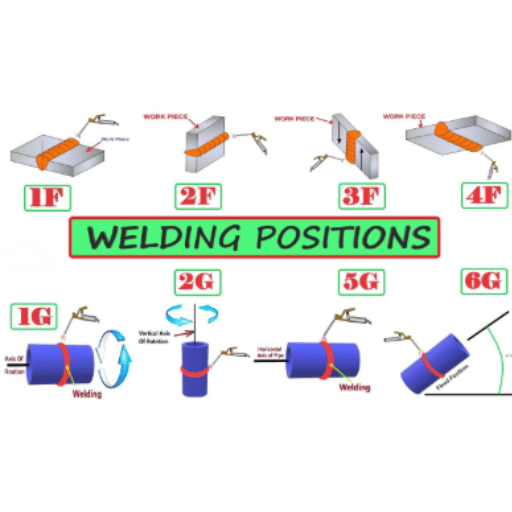
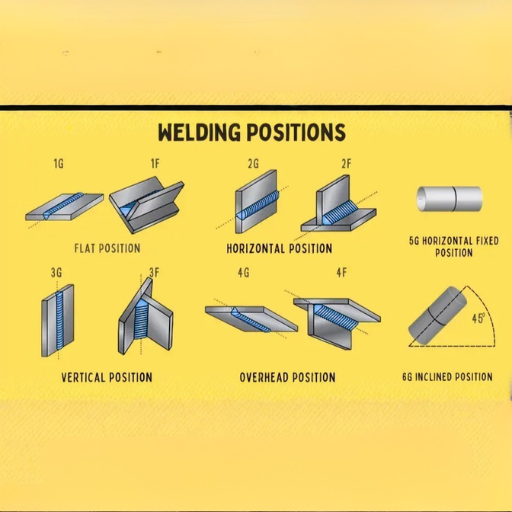
Положения при сварке подразделяются на четыре основные категории в зависимости от ориентации шва и подхода сварщика. К этим положениям относятся:
- •
Плоское положение (1G/1F): Самое простое и распространенное положение: шов расположен горизонтально, а сила тяжести способствует равномерному распределению сварного шва. - •
Горизонтальное положение (2G/2F): Выполняется на вертикальной поверхности вдоль горизонтальной оси, требует точности во избежание провисания сварного шва. - •
Вертикальное положение (3G/3F): Сустав расположен вертикально и может двигаться либо вверх (вертикально вверх), либо вниз (вертикально вниз). - •
Верхняя позиция (4G/4F): Наиболее сложная позиция, связанная с поверхностями над сварщиком, требует предельного контроля для предотвращения подтеков.
Определение положений при сварке
Положения сварки — это стандартизированные пространственные ориентации, гарантирующие стабильные результаты в различных областях применения. Помимо четырех основных типов, Положения далее подразделяются на сварные швы в канавках. («Г») и Угловые швы («F»)Овладение этими подходами имеет важное значение для соответствия отраслевым стандартам и решения сложных проектов.
Важность должностей сварщиков в отрасли
Умение работать в различных положениях обеспечивает структурную целостность и соответствие стандартам безопасности. Сварщики должны адаптироваться к силе тяжести и ориентации материала, что напрямую влияет на долговечность изделия. Этот набор навыков незаменим в строительстве, автомобилестроении и аэрокосмической отрасли, где сложные конструкции требуют строгого контроля качества.
Обзор распространенных положений при сварке
Ровное положение: Простой и эффективный метод; сварка производится на верхнюю сторону заготовки.
Горизонтальная позиция: Применяется вдоль горизонтали для канавочных и угловых сварных швов; требует строгого обращения с расплавленным металлом во избежание провисания.
Вертикальная позиция: Сложность обусловлена силой гравитации; для поддержания однородности требуется адаптация при движении вверх или вниз по склону.
Верхнее положение: Для управления требуется значительное мастерство. дугу и предотвратить расплавление металла от капель на сварочный аппарат.
Детальный анализ каждой точки сварки
Плоское положение (1G/1F)
Это наиболее доступное положение. Заготовка лежит горизонтально, позволяя силе тяжести стабилизировать сварочную ванну. Оно удобно для работы с ручным инструментом и получения высококачественных соединений, а также служит основой для базовой подготовки металла и начального обучения.
Горизонтальное положение (2G/2F)
Горизонтальная сварка осуществляется в вертикальной плоскости вдоль горизонтальной оси. Сварщикам необходимо компенсировать провисание, вызванное силой тяжести. Этот метод широко используется при сварке металлоконструкций и трубопроводов, требуя контроля скорости и объема сварки для получения ровного сварного шва.
Вертикальное положение (3G/3F)
Это включает в себя сварку вертикальных или почти вертикальных поверхностей. Вертикально вверх используется для более густых материалов, чтобы обеспечить их проникновение, в то время как вертикально вниз Предпочтение отдается более тонким материалам для ускорения процесса. Это критически важный навык для работы с сосудами под давлением и тяжелыми конструкциями.
Верхнее положение (4G/4F)
Это одна из самых сложных ориентаций; она требует передовых технологий и точного контроля температуры, чтобы предотвратить капание сварочной ванны. Она необходима для технического обслуживания, ремонта и в ситуациях, когда заготовку нельзя перемещать.
🇧🇷
Конкретные положения пластин и труб
1G: Плоское положение; заготовка горизонтальна, сваривается сверху.
2G: Горизонтальное положение на вертикальной поверхности; противостоит силе тяжести благодаря уверенному управлению рукой.
3G: Вертикальная плоскость; требует мастерского управления подводом тепла для предотвращения подрезки.
4G: Положение над головой; требует преодоления силы тяжести для предотвращения провисания металла.
5G: Неподвижная горизонтальная труба; сварщик перемещается вокруг трубы (комбинированные методы сварки: вертикальная, горизонтальная и потолочная).
6G: Усовершенствованная позиция; труба зафиксирована под углом 45 градусов. Вращение трубы запрещено, что позволяет проверить навыки работы во всех положениях.
Механические различия между положениями
Технические различия обусловлены ориентацией заготовки и влиянием силы тяжести на расплавленную сварочную ванну:
- 1G: Максимальный контроль, минимальное воздействие гравитации.
- 2G: Необходимо уделять особое внимание степени проникновения шарика в материал.
- 3G: Существует значительный риск провисания; требуется изменение скорости осаждения.
- 4G: Высокая вероятность протечек; требует разумного регулирования температуры.
- 5G: Требуется координация действий при неравномерном воздействии силы тяжести.
- 6G: Сложное сочетание задач, требующих высокой адаптивности.
Влияние гравитации на сварочную ванну
Сила тяжести направляет расплавленный металл вниз, что может привести к дефектам, таким как пористость или непроплавление. При сварке в потолке это вызывает подтекание металла, а при горизонтальной сварке — нарушает баланс сварочной ванны. Сварщики должны регулировать скорость перемещения, подвод тепла и углы наклона электродов для обеспечения соответствия технологическим требованиям.
Методы вертикальной и потолочной сварки
Вертикальная сварка вверх (постепенное продвижение дуги) предпочтительнее для более толстых материалов благодаря лучшему проплавлению и прочности. Вертикальная сварка вниз подходит для более тонких материалов, чтобы избежать прожога. Сварка в потолке требует меньшей длины дуги и меньшего количества тепла для стабилизации сварочной ванны и предотвращения образования люминесцентных капель металла.
Сравнение качества сварных швов в разных положениях
Плоское и горизонтальное расположение обычно обеспечивает более высокое качество благодаря лучшему контролю за бассейном и меньшему количеству дефектов. Расположение на склоне и над головой сложнее из-за ограничений обзора и силы тяжести, что требует использования продольных профилей или контролируемого плетения для правильного соединения.
Требования к сертификации для сварщиков

Стандарты сертификации
Позиционно-специфическое тестирование: Необходимо продемонстрировать квалификацию на позициях от 1G до 4G под строгим контролем.
Соответствие кода: Испытания проводятся в соответствии с такими стандартами, как AWS D1.1 (конструкционные) или ASME Section IX (сосуды под давлением), для конкретных материалов, таких как углеродистая сталь или алюминий.
Осмотр: Включает визуальный осмотр и неразрушающие методы контроля (рентгеновский анализ или испытания на изгиб).
Обновление: Периодическое продление необходимо для подтверждения постоянной компетентности.
Стандарты сертификации AWS и ISO
Сертификаты AWS (например, D1.1) гарантируют компетентность сварщиков в конкретных областях применения, типах соединений и присадочных материалах. В глобальном масштабе стандартами качества ISO 9606 Регулирует квалификацию сварщиков, обеспечивая освоение процессов и положений для соблюдения нормативных требований и удовлетворенности клиентов.
Требуемый уровень квалификации для получения сертификата
Стандарты сертификации предусматривают тщательную проверку практических и теоретических навыков. Кандидаты должны соответствовать строгим критериям визуального и неразрушающего контроля (НК) в контролируемых условиях. Это гарантирует, что сварщик обладает опытом, необходимым для обеспечения безопасности и качества в промышленных условиях.
Справочные источники
- Weld-Mart: Разъяснение кодов положения и ориентации при сварке.
- Блог Red-D-Arc: Подробная информация о положениях сварки и типах сварных соединений в канавках.
- Институт сварки штата Миссури: В центре внимания – переход от сварки труб 1G к сварке труб 6G.
- Линкольн Тех: В статье обсуждаются сложные задачи, с которыми могут столкнуться студенты, изучающие сварку.
- Dayang Welding: Анализ позиций при сварке GMAW с использованием передовых технологий 6G.
Часто задаваемые вопросы (FAQ):
Что означают обозначения 1G-6G в судостроении и трубопроводном строительстве?
Это порядковые номера, указывающие на ориентацию соединения и сам процесс сварки.
Что такое точка перегрузки 1G?
Плоское положение при сварке — наиболее простой и распространенный вариант для начинающих.
Что такое точка перегрузки 2G?
Горизонтальное положение, при котором сварка выполняется вдоль вертикальной поверхности.
Что такое точка перегрузки 3G?
Вертикальное положение, при котором сварка выполняется снизу вверх или сверху вниз.
Что такое точка перегрузки 4G?
Положение сварщика над головой, при котором он работает непосредственно над швом.
Что такое точка перегрузки 5G?
Горизонтальное фиксированное положение трубы, при котором труба не может вращаться.
Что такое точка перегрузки 6G?
Работа в сложной позе с трубой, расположенной под углом 45 градусов, требует высокого уровня мастерства и опыта.









{kind=link}
{kind=link}
{kind=link}
{kind=link}