
焊接是一項至關重要的技能,它貫穿建築、製造、航空航太和能源等多個行業。掌握這項技能的關鍵在於理解各種焊接位置——1G、2G、3G、4G、5G 和 6G——以及相應的接頭類型。每種焊接位置都存在獨特的困難和技術挑戰。這項詳盡的研究為經驗豐富的專業人士和有志成為焊工的新手提供了識別和應用這些技術的寶貴見解,為他們在焊接領域取得成功奠定了基礎。
了解焊接位置
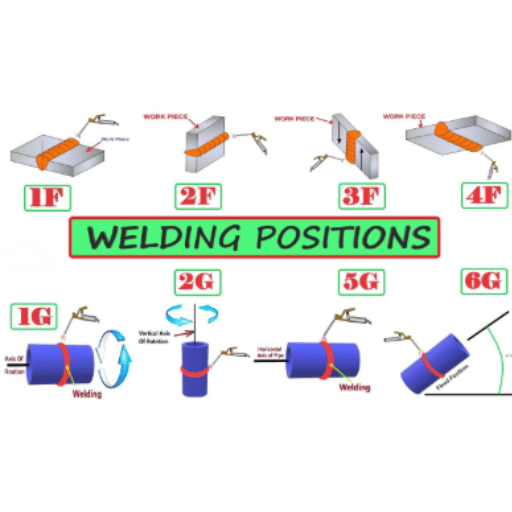
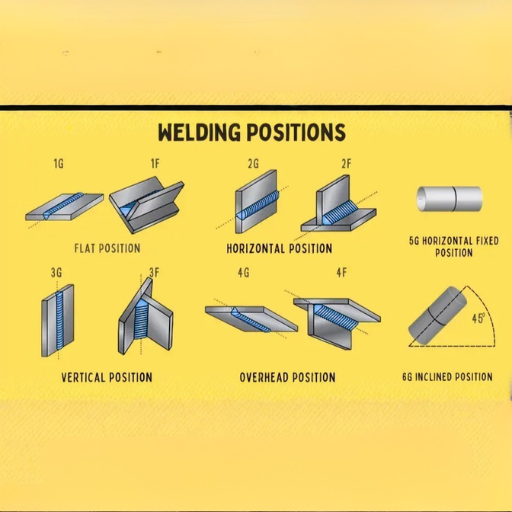
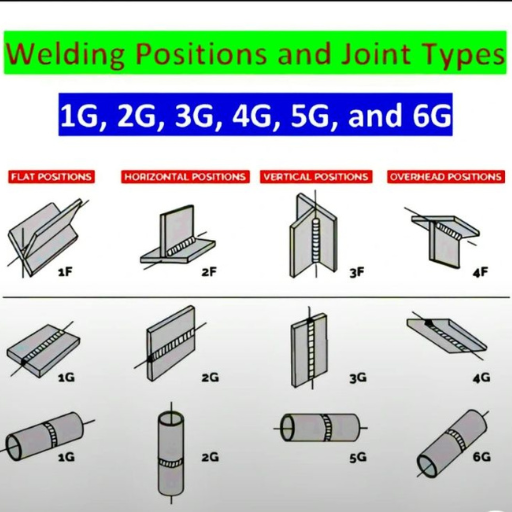
根據焊接方向和焊工的操作方式,焊接位置可分為四大類。這些位置包括:
- •
平放位置(1G/1F): 最簡單、最常見的位置;接頭是水平的,重力有助於焊接均勻分佈。 - •
水平位置(2G/2F): 在垂直表面上沿水平軸進行焊接,需要精確操作以避免焊接下垂。 - •
垂直位置(3G/3F): 關節垂直對齊,向上(垂直向上)或向下(垂直向下)移動。 - •
頂部位置(4G/4F): 最具挑戰性的位置,需要在焊工上方作業,需要強大的控制力以防止焊料滴落。
焊接位置的定義
焊接位置是標準化的空間方位,可確保在各種應用中獲得一致的焊接效果。除了四種主要類型之外, 焊接位置進一步分為坡口焊。 (“G”) 以及 角焊縫(“F”)掌握這些方向對於達到行業標準和處理複雜專案至關重要。
焊接位置在業界的重要性
熟練各種焊接位置可確保結構完整性並符合安全標準。焊工必須適應重力和材料方向,直接影響產品的使用壽命。這項技能在建築、汽車和航空航太領域至關重要,因為這些領域複雜的設計需要嚴格的品質控制。
常見焊接姿勢概述
平面位置: 操作簡單有效率;焊接方向為工件上表面。
水平位置: 適用於水平方向的坡口焊和角焊;需要嚴格控制熔融金屬的處理,以防止下垂。
垂直位置: 由於重力作用,行動困難;需要適應上坡或下坡的地形才能保持均勻性。
俯視位置: 控制它需要相當的技巧 電弧並阻止熔融金屬 滴到焊工身上。
對每個焊接位置進行詳細分析
平倉 (1G/1F)
這是最容易操作的焊接姿勢。工件水平放置,並利用重力穩定熔池。這種姿勢有利於手工工具的控制和高品質焊縫的焊接,是金屬加工和初級培訓的基礎。
水平位置 (2G/2F)
水平焊接是在垂直平面上沿著水平軸線進行的。焊工必須補償重力引起的焊縫下垂。這種焊接方式常用於結構焊接和管道焊接,需要控制焊接速度和焊接體積以獲得平滑的焊接效果。
垂直位置(3G/3F)
這涉及在垂直或近乎垂直的表面上進行焊接。 垂直向上 用於較厚的材料以確保滲透,而 垂直向下 為了加快施工進度,它更傾向於使用較薄的材料。這項技能對於壓力容器和重型結構至關重要。
頭頂位置(4G/4F)
這是最具挑戰性的焊接方向之一;它需要先進的技術和精確的溫度控制,以防止熔池滴焊。這種焊接方式對於維護、修理以及工件無法移動的情況至關重要。
🛠️
板材和管材的特定位置
1G: 平放位置;工件水平放置,從頂部焊接。
2G: 在垂直表面上保持水平姿勢;透過穩定的手部控制對抗重力。
3G: 垂直平面;需掌握熱輸入,以避免底切。
4G: 高空作業;需要克服重力以防止金屬下垂。
5G: 固定水平管道;焊工繞著管道移動(結合了垂直、水平和仰焊技術)。
6G: 高級姿勢;管道固定成45度角。不允許管道旋轉,考驗所有姿勢技能。
不同位置之間的機械差異
技術差異取決於工件的方位以及重力對熔池的影響:
- 1G: 最大程度的控制,最小的重力影響。
- 2G: 必須高度重視珠子穿透情況。
- 3G: 有明顯的下垂風險;需要改變沉積速率。
- 4G: 滴水風險高;需合理控制溫度。
- 5G: 需要協調應對不均勻的重力拉力。
- 6G: 一連串複雜的挑戰需要高度的適應能力。
重力對熔池的影響
重力會使熔融金屬向下流動,這會導致氣孔或未熔合等缺陷。在仰焊中,這會導致滴焊;而在橫焊中,則會導致熔池失衡。焊工必須調整焊接速度、熱輸入和焊條角度,以確保焊接品質。
立焊與仰焊的技術比較
垂直向上焊接(向上進焊)由於熔深較大、強度較高,因此較適合較厚的材料。垂直向下焊接則適用於較薄的材料,以避免燒穿。仰焊需要較短的電弧長度和較低的熱量,以穩定熔池並防止螢光滴落。
不同位置焊接品質比較
平放和水平位置通常能產生更優質的焊縫,因為焊縫控制更好,缺陷更少。上坡和頭頂位置由於視野受限和重力作用,焊接難度較大,需要使用焊條或控制編織才能達到良好的熔合。
焊接崗位認證要求

認證標準
職位特定測試: 必須在嚴格的監督下,證明能夠勝任 1G 至 4G 職位的工作。
守則合規: 測試遵循 AWS D1.1(結構)或 ASME 第 IX 節(壓力容器)等規範,適用於碳鋼或鋁等特定材料。
檢查: 包括目視檢查和無損檢測(X射線或彎曲試驗)。
更新: 定期續期是驗證持續勝任能力所必需的。
AWS 和 ISO 認證標準
AWS認證(例如D1.1)確保焊接工具備有特定方向、接頭類型和填充材料的技能。在全球範圍內, ISO 9606 規範焊工資格,確保焊工掌握工藝和位置,以達到合規性和客戶滿意度。
認證所需的技能水平
認證標準對焊工的實際操作能力和理論知識進行嚴格審查。候選人必須在受控條件下滿足嚴格的目視檢查和無損檢測 (NDT) 標準。這確保焊接工具備在工業環境中保障安全和品質的專業技能。
參考資料
- Weld-Mart: 焊接位置代碼和方向的解釋。
- Red-D-Arc部落格: 焊接位置和坡口焊接接頭類型的詳細資訊。
- 密蘇裡焊接學院: 重點關注從1G到6G管道焊接的發展歷程。
- 林肯科技: 探討焊接專業學生面臨的挑戰性應用。
- 大洋焊接: 透過先進的 6G 技術對 GMAW 焊接進行分解。
常見問題(FAQ)
在造船和管道行業,1G-6G 分別代表什麼?
這些是位置編號,指的是接頭的方向和焊接過程本身。
1G 位置是什麼?
平焊位置;這是初學者最直接、最常見的入門位置。
2G 位置是什麼?
水平位置,即沿垂直表面進行焊接。
3G 位置是什麼?
垂直位置,焊接由下往上或從上往下進行。
4G 位置是什麼?
仰焊工在焊縫正上方進行焊接作業。
5G 位置是什麼?
水平固定式管道位置,管道不能旋轉。
6G 位置是什麼?
管道呈 45 度角,需要高超的技能和豐富的經驗才能勝任高難度的工作位置。









{kind=link}
{kind=link}
{kind=link}
{kind=link}