
Wenn Sie „H&M Rohrabschrägmaschine“ eingegeben haben, wissen Sie bereits, was Sie brauchen: eine tragbare, im praktischen Einsatz bewährte Maschine, die eine saubere, vorschriftsmäßige Abschrägung an einem Rohrende erzeugt, ohne dass es zu Verbrennungen, Verformungen oder dem Einsatz von zwei Bedienern plus Schleifmaschine kommt.
Seit 1934 gilt H&M als Maßstab für tragbare Rohranfasmaschinen. Doch bei vier Maschinenfamilien, sechs Modellen für Außendurchmesser von 2″ bis 96″ und einer Preisspanne von 1,085 $ bis 4,632 $ erfordert die Auswahl des richtigen Geräts mehr als nur eine kurze Produktsuche.
Dieser Leitfaden umfasst alle aktuellen H&M-Modelle mit bestätigten Spezifikationen für 2025 und Händlerpreisen, stellt einen direkten Vergleich mit Mathey Dearman und Ridgid her, bietet eine Übersicht über die Normen für den Fasenwinkel und eine realistische Einschätzung der heutigen Alternativen, die es wert sind, auf dieselbe Auswahlliste gesetzt zu werden.
Was ist die H&M Rohranfasmaschine?

Die H&M Pipe Beveling Company wurde 1934 gegründet und ist damit einer der ältesten Hersteller von tragbaren Rohrschweißvorbereitungsmaschinen. Ihr Hauptaugenmerk liegt auf der Entwicklung eines Kaltschneidgeräts, das präzise und leicht reproduzierbare Fasen ohne die beim Brennschneiden oder Plasmaschneiden auftretenden Wärmeverformungen, Schlackenbildung oder Wärmeeinflusszonen (WEZ) ermöglicht.
Alle H&M-Maschinen verfügen über ein Gehäuse aus hart eloxiertem Aluminium – eine technische Entscheidung, die das Gewicht niedrig hält, Korrosion bei Kontakt mit feuchten oder chemischen Umgebungen im Feld verhindert und den Belastungen des täglichen Einsatzes in Öl- und Gaspipelines, Kraftwerken, Industrieprojekten und Werften standhält.
Warum sollte man Kaltschneiden dem herkömmlichen Brennschneiden oder Plasmaschneiden vorziehen? Der Hauptgrund liegt in metallurgischen Überlegungen. Beim Anfasen mit einem Autogenschneidbrenner verstärkt die intensive Hitze die Rohrwandungen, bildet eine Oxidschicht und kann bei Chrom-Molybdän- und Edelstahlrohren zu Kohlenstoffmigration führen – all dies erfordert ein Nachschleifen. Eine Kaltschnitt-Fase wird mechanisch zurückgedrückt, um die Oberfläche ohne zusätzliches Schleifen wieder auf die Schweißnahtvorbereitungsnormen zu bringen. Bei Anwendungen wie Druckrohren nach ASME B31.3 oder Öl- und Gasleitungen nach API 1104 reduziert eine Kaltschnitt-Fase gleichzeitig die Vorbereitungszeit und das Ausschusspotenzial. Das Ergebnis ist eine Nut, die als Schweißnahtvorbereitung bekannt ist – typischerweise eine V-Naht für Stumpfschweißverbindungen – die ohne Nachbearbeitung für die Montage bereit ist.
„Wir setzen bei jedem größeren Bohrprojekt H&M-Maschinen ein. Dank ihrer Mobilität und Genauigkeit können zwei Personen die Schweißnahtvorbereitung vor Ort durchführen, anstatt vier.“
Um mehr darüber zu erfahren, wie Rohrabkantmaschinen aufgebaut sind und wo die einzelnen Typen ihre Stärken gegenüber den anderen haben, bietet RESIZE die Möglichkeit, die Rohrabkantmaschinen von RESIZE zu testen. Rohranfasenmaschinenführung bietet nützliche Hintergrundinformationen, bevor auf die einzelnen Markenvergleiche eingegangen wird.
Rohranfasenmaschinen-Typen: Sattel-, Band-, Ketten- und motorisierte Maschinen
H&M unterteilt sein Gerätesortiment in vier Maschinenkategorien. Jede Kategorie wurde für einen bestimmten Rohrdurchmesserbereich und eine spezifische Installationsumgebung entwickelt. Die richtige Auswahl vor dem Kauf hilft Ihnen, den typischen Fehler zu vermeiden, eine Maschine zu wählen, die nicht für die von Ihnen am häufigsten verwendeten Rohrgrößen geeignet ist.
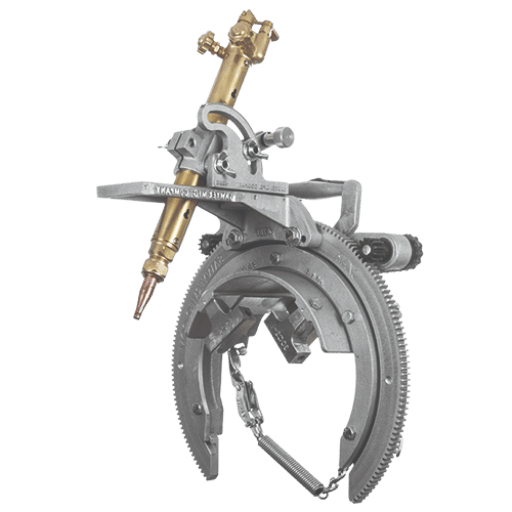
Sattel-Fasenmaschine
Der Sattelformer umschließt den Außendurchmesser des Rohrs mit einem robusten, hart eloxierten Aluminiumkörper. Er passt direkt auf den Rohraußendurchmesser und gewährleistet so einen gleichmäßigen Kontakt für präzises Anfasen. Die Sattelformer von H&M decken Außendurchmesser von 2 bis 12 Zoll ab – Modell Nr. 0 für 2–4 Zoll, Modell Nr. 1 für 3–8 Zoll und Modell Nr. 2 für 6–12 Zoll. Der Sattelformer ist die ideale Lösung für Rohre mit kleinem bis mittlerem Durchmesser in der Verfahrenstechnik, der Energieversorgung und der Klimatechnik. Die flexiblere Alternative zum Anfasen von Rohren mit Strukturprofilen im gleichen Größenbereich finden Sie unten.
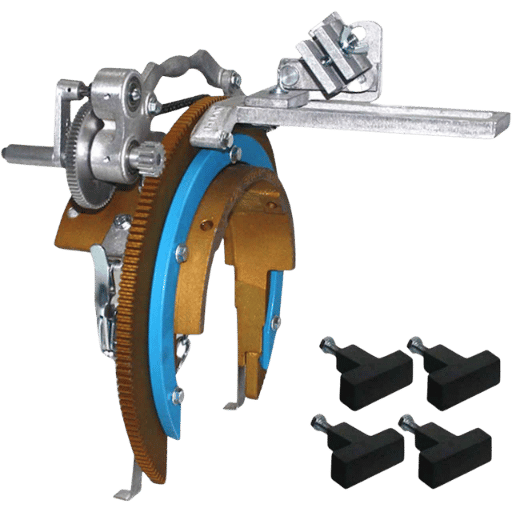
Bandfasenmaschine
Die Bandbiegemaschine bietet maximale Flexibilität bei H&M-Rohren, birgt aber auch das größte Risiko der Verwirrung. Anstelle eines starren Sattels verwendet sie austauschbare Edelstahlbänder, die um den Rohrumfang gewickelt werden. Siebzehn Größen decken Rohrdurchmesser von 10 bis 96 Zoll ab – ein Bereich von fast 8 Fuß Durchmesser. Für große Industrierohre empfiehlt sich ein Modell aus diesem Bereich. Häufig werden Kettenbiegemaschinen falsch dargestellt – diese sind maximal bis 24 Zoll erhältlich, während Bandbiegemaschinen bis 96 Zoll reichen. Für Pipelines, Raffinerien und Anwendungen mit hohem Energiebedarf bei Rohrdurchmessern von 16, 24 oder 48 Zoll deckt die Bandbiegemaschine das gesamte Spektrum an Anforderungen ab.
Kettenförmige Anfasmaschine
Die Kettenkonstruktion von H&M besteht aus einer flexiblen Stahlkette, die sich leicht anpassen lässt, wenn aufgrund benachbarter Rohrverbindungsstücke, Flansche oder beengter Arbeitsbereiche keine fest verschweißte Sattel- oder Bandkonstruktion verwendet werden kann. Die Kettenkonstruktion HMC-224 deckt Rohrdurchmesser von 6 bis 24 Zoll ab und ist die kostengünstigste Einstiegsoption im gesamten Sortiment. Für Arbeiten, bei denen gelegentlich Rohre mit mittlerem bis großem Durchmesser verlegt werden müssen und die zusätzlichen Kosten einer Bandkonstruktion nicht gerechtfertigt sind, ist dies die optimale Lösung.
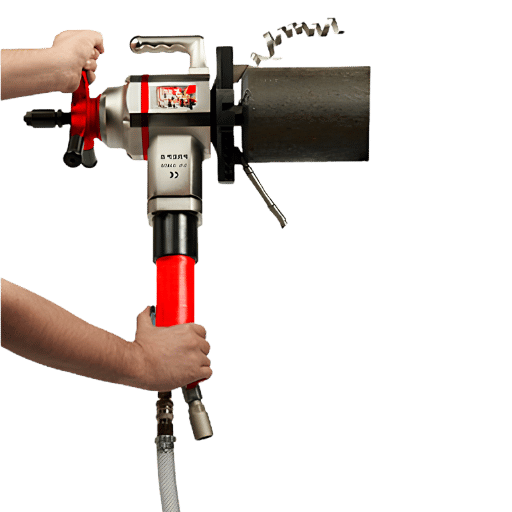
Motorisierter 4-Rad-Kopf (BMH-HD)
Das Motorisierungsset BMH-HD ist ein Aufsatz, der alle H&M-Bandschneidmaschinen motorisch betreiben kann. Mit einem Gewicht von 8 kg (18 lb) entfällt das mühsame und ergonomisch anstrengende Kurbeln von Hand bei Rohren mit großem Durchmesser – ein deutlicher Vorteil beim Biegen großer Biegungen an Rohren ab 60 cm (24 Zoll). Es lässt sich ohne Anpassungen an der Maschine direkt an alle Bandgrößen anschrauben.
Der motorisierte Kopf für 1,085 $ ist mit allen H&M-Bandgrößen kompatibel und lässt sich ohne dauerhafte Veränderungen schnell an der Basismaschine befestigen.
H&M Rohranfasmaschinenmodelle: Vollständige Spezifikationen und Preise für 2025

Hilfe bei der Entscheidung, welcher Maschinentyp für Ihre Anwendung geeignet ist, finden Sie im Leitfaden von RESIZE. die richtige Fasenmaschine auswählen Erläutert die Auswahllogik für verschiedene Rohrleitungsbereiche und Baustellentypen.
| Modell | Rohr-Außendurchmesserbereich | Gewicht | UVP | Verkaufspreis (2025) |
|---|---|---|---|---|
| Modell #0 | 2″–4″ | - | $2,250 | $1,661.60 |
| Modell Nr. 1 Standard | 3″–8″ | 18 kg | $2,750 | $2,020.40 |
| HDSS01 / HD1 | 3″–8″ | - | $2,205 | $2,006.40 |
| Modell #2 | 6″–12″ | 27 kg | $3,580 | $2,630.98 |
| HMC-224 Kettentyp | 6″–24″ | - | $1,369 | $1,085.00 |
| BMH-HD Motorisierter Kopf | Alle H&M-Bandgrößen | 18 kg | - | $4,632.00 |
Die aktuelle Produktpalette der H&M-Modelle mit Angabe der bestätigten Rohrkapazität und der Preise für 2025 von einem autorisierten Händler ist in der folgenden Tabelle zusammengefasst:
- 2″–4″ Außendurchmesser → Modell Nr. 0 (1,661 $)
- 3-8 OD-Kohlenstoffstahl Modell Nr. 1 Standard (2,020 $)
- 3-8 OD-Edelstahl HDSS01 (2,006 $)-Edelstahlkompatible Ausführung
- 6-12 OD – Modell Nr. 2 (2,631 $) – geteilter Hufeisenkörper, wird gewindefrei auf das Rohrende montiert
- 6-24 OD- HMC-224 Kettentyp (1,085 $) - niedrigster Einstiegspunkt
- 10-96 OD-Beginn Großrohrsystem + optionaler motorisierter BMH-HD-Kopf
H&M vs. Mathey Dearman vs. Ridgid: Ein direkter Vergleich

Drei Namen dominieren die Suchergebnisse für tragbare Rohrabkantmaschinen: H&M, Mathey Dearman und Ridgid. Im Folgenden finden Sie eine Übersicht über die jeweiligen Produktmerkmale der einzelnen Marken sowie das eine wichtige Merkmal, das in den meisten Vergleichsartikeln fehlt.
| Marke | Pfeifenbereich | Maschinentyp | Preisspanne | Haupthinweis |
|---|---|---|---|---|
| H & M | 2″–96″ Außendurchmesser | Sattel / Band / Kette / Motorisiert | $ $ 1,085 4,632- | Spezialisierter tragbarer Fasenschneider, gegründet 1934 |
| Mathey Dearman | 1.5″–48″ (Sattel); 10″–60″ (Bandkrabbler) | Sattel + Band Crawler | ~1,200–5,000 $+ | Größere Sattelspannweite als bei H&M in einer einzigen Maschine |
| Ridgid 258 / 258XL | 2.5″–12″ Außendurchmesser | Pfeifen Tabak Cutter (Verschiebung) | ~1,500–2,000 USD | KEINE spezielle Fasenmaschine |
| Größe ändern | 0.5″–24″ Innendurchmesser | Intern / extern, CNC-fähig | $ $ 1,565 31,000- | Pneumatische / elektrische / hydraulische Antriebsoptionen |
Die Ridgid-Klarstellung für die meisten Käufer: Die Ridgid 258 und 258XL sind Verdrängungsrohrschneider – sie erzeugen einen rechtwinkligen Schnitt, keine Fase. Um mit Ridgid-Werkzeugen eine Fase herzustellen, muss die Rohrwalze das Rohr drehen, während ein zweiter Bediener die Fase freihändig schleift. Das ist eine provisorische Zweimannlösung und keine Präzisions-Fasenmaschine. Für jede Anwendung, die einen dokumentierten, normkonformen Fasenwinkel erfordert – 37.5° für ASME-Druckrohre, 30–37.5° nach API 1104 – ist eine spezielle Fasenmaschine notwendig.
Mathey Dearman vs. H&M für große Rohre: Die Sattelmaschine von Mathey Dearman deckt mit einer Produktfamilie Durchmesser von 1.5 bis 48 Zoll ab, während die Sattelmaschinen von H&M maximal 12 Zoll abdecken. Wenn Ihre Hauptbearbeitung im Bereich von 12 bis 48 Zoll liegt und Sie eine Sattelmaschine benötigen, sollten Sie beide Hersteller vergleichen. H&M bietet für denselben Bereich ein Bandsystem an, das bis zu 96 Zoll reicht. Dieses System erfordert jedoch im Vergleich zu Sattelmaschinen mit festem Durchmesser einen höheren Aufwand beim Bandwechsel und längere Rüstzeiten.
Die richtige Rohranfasmaschine für Ihre Anwendung auswählen

Drei Faktoren bestimmen die richtige Maschine: Rohraußendurchmesser, Baustellenbedingungen und erforderlicher Durchsatz. Auch die Wandstärke ist wichtig – dickwandige Rohre (Schedule 80, 160, XXH) erfordern langsamere Vorschubgeschwindigkeiten und beschleunigen den Verschleiß der Schneidplatten im Vergleich zu Rohren mit normaler Wandstärke. Prüfen Sie vor dem Kauf unbedingt die maximale Wandstärke Ihrer Maschine für Chrom-Molybdän-, Edelstahl- oder hochfesten Kohlenstoffstahl.
| Anwendung / Branche | Typischer Rohrdurchmesser | Empfohlener Typ | Haupttreiber |
|---|---|---|---|
| Heizung, Lüftung, Klima / Versorgungseinrichtungen / kleine Bohrung | 2″–8″ | Sattel (Modell Nr. 0 / Nr. 1) | Einrichtungsgeschwindigkeit, Portabilität |
| Prozessleitungen / Raffinerie | 4″–16″ | Sattel- oder Bandtyp | Einhaltung des ASME B31.3-Codes |
| Öl- und Gaspipeline | 6″–48″ | Bandtyp + Motorisiert | API 1104, Winkelkonsistenz |
| Offshore / Schiffbau | 4″–24″ | Kettentyp | Begrenzter Raum, eingeschränkter Zugang |
| Stromerzeugung | 6″–36″ | Bandtyp | Gleichmäßigkeit der Wandstärke bei hohen Wandstärken |
| Großbohrinfrastruktur | >24″–96″ | Bandtyp (einzige Option in diesem Bereich) | Rohrdurchmesserkapazität |
Hinweise dazu, wie sich das Anfasen auf die Festigkeit von Schweißverbindungen und die Passungstoleranzen auswirkt, finden Sie im RESIZE-Artikel. Grundlagen der Schweißmontage.
Preis und Gesamtbetriebskosten der H&M Rohranfasmaschine
Der folgende Vergleich entspricht den Verkaufspreisen der Händler im Jahr 2025. Die geschätzten Gesamtbetriebskosten (TCO) über 5 Jahre beinhalten Verbrauchsmaterialien für Schneideinsätze und die routinemäßige Wartung – der Arbeitsaufwand des Bedieners ist nicht enthalten.
| Maschinen und Technologie | Kaufpreis | Einsätze / Zubehör (ca. 5 Jahre Haltbarkeit) | Gesamtbetriebskosten über ca. 5 Jahre |
|---|---|---|---|
| H&M Modell Nr. 0 | $1,661 | $ $ 300 500- | ~2,000–2,200 USD |
| H&M Modell Nr. 1 | $2,020 | $ $ 300 500- | ~2,400–2,600 USD |
| H&M Modell Nr. 2 | $2,631 | $ $ 400 600- | ~3,100–3,300 USD |
| H&M BMH-HD Motorisiert | $4,632 | $ $ 500 800- | ~5,300–5,600 USD |
| RESIZE-Einstiegsmodell | $1,565 | Variiert | ~2,000–2,500 USD |
| Großbohrungs-Umformung / CNC | $31,000 | - | €33,000 + |
Die TCO-Schätzung dient lediglich der Veranschaulichung. Der tatsächliche Einsatz kann je nach Rohrmaterial, Rohrwandstärke und täglicher Verbrauchsmenge variieren.
Der Kundennutzen von H&M liegt nicht im niedrigsten Anschaffungspreis, sondern in der Verfügbarkeit von Ersatzteilen, dem Support durch US-Vertriebspartner und dem Wiederverkaufswert. H&M-Maschinen werden über die wichtigsten US-amerikanischen Industrielieferketten vertrieben, Gebrauchtgeräte erzielen gute Wiederverkaufswerte und verfügen über eine mehr als 90-jährige dokumentierte Geschichte. Für Baustellen mit vorab genehmigten Ausrüstungslisten (AELs) oder von Auftragnehmern festgelegten Werkzeugprogrammen kann eine bekannte US-Marke die Kaufentscheidung vereinfachen.
Für Käufer, die das Preis-Leistungs-Verhältnis der gesamten Maschine vergleichen – insbesondere Betriebe, die pneumatische, elektrische oder hydraulische Antriebsoptionen, das Innenfasen von Rohrverbindungsstücken und die Bohrungsvorbereitung oder die CNC-Winkelwiederholgenauigkeit für große Serien benötigen – erreicht die RESIZE Fräs- und Fasenmaschinenreihe einen Endpreis, der genau mit den Einstiegsmodellen von H&M vergleichbar ist.
Einrichtung und Verwendung einer tragbaren Rohrabschrägmaschine
Normen für Gehrungswinkel: Informieren Sie sich über die Vorschriften, bevor Sie schneiden
AWS D1.1:2020 schreibt Schweißarbeiten für Baustahl vor und präqualifiziert 45 Tobor Dokegon für Vollnahtschweißungen (CJP). Es schreibt keine Druckrohrleitungen vor. Für Prozessrohrleitungen, Raffinerien und Pipelines ist die relevante Norm ASME B31.3 (über B16.25): 37.5 ± 2.5 bei einer Wandstärke von 22 mm, was zu einer Naht mit einem Einschlusswinkel von 75° führt. Öl- und Gastransportleitungen verwenden API 1104 mit einem ähnlichen Querschnitt von 30–37.5. Überprüfen Sie die Angaben stets anhand Ihrer Schweißverfahrensspezifikation (WPS).
Der Standard-Fasenwinkel für die meisten Schweißnahtvorbereitungen an Druckrohren beträgt 37.5°. Dadurch entsteht eine 75°-Fasenfuge, wenn zwei Rohrenden für eine Stumpfschweißung angefast werden. Die Wurzellage (Fuge) ist üblicherweise 1.5–3 mm breit; die Wurzelöffnung zwischen den Rohrenden wird je nach Schweißverfahren eingestellt – üblicherweise 1.5–3 mm bei WIG-Wurzellagen mit vollständigem Durchschweißen.
Schritt-für-Schritt-Einrichtung (Satteltyp)
- Wählen Sie das passende Modell für Ihren Rohraußendurchmesser aus – überprüfen Sie dies anhand der obigen Spezifikationstabelle vor der Montage.
- Gleichmäßig montieren, festziehen: Sattel auf das Rohr setzen, Klemmschrauben jeweils um eine Umdrehung festziehen, damit er nicht kippt oder wackelt und ein falscher Schrägwinkel entsteht.
- Fasenwinkel auf 37.5° einstellen: Mit einem digitalen Fasenwinkelmesser überprüfen – nicht schätzen.
- Wurzeloberfläche einstellen: Das Schneidwerkzeug so positionieren, dass gemäß Ihrer WPS 1.5–3 mm Steg verbleiben.
- Überprüfen Sie die Konzentrizität: Wenn das Rohr nicht rund ist, wackelt der Sattel leicht – verwenden Sie gegebenenfalls Unterlegscheiben, um die Maschine vor dem Schneiden auszurichten.
- Vorschubgeschwindigkeit regulieren: Gleichmäßigen, festen Vorschub beibehalten – zu aggressives Schneiden verursacht Riefen an der Oberfläche, die ausgeschliffen werden müssen.
- Rundum: 360°-Drehung an der Bandmaschine – am motorisierten Kopf BMH-HD sicherstellen, dass die Winkelgeschwindigkeit von Umfang zu Umfang zuverlässig ist.
- Schweißnahtlehre prüfen: Fasenwinkel, Wurzelfläche und Oberflächenbeschaffenheit vor der Freigabe zur Montage messen.
Eine klare Erklärung des Unterschieds zwischen Abschrägen und Fasen – und wann welches Verfahren angewendet wird – finden Sie im Artikel von RESIZE. Abschrägen und FasenIm aktuellen Kontext der Schweißnormen finden Sie in deren Leitfaden weitere Informationen. Fasenstandards Umfasst die Anforderungen von 2025 in den wichtigsten Regelwerken.
Alternativen zu H&M Rohranfasmaschinen

H&M hat die Kategorie der tragbaren Abschrägungsgeräte begründet, aber es ist nicht die einzige Option. Hier ist ein einfacher Überblick über die jeweiligen Angebote.
- Über 90 Jahre praxiserprobtes Design
- Teile und Einsätze sind bei US-Distributoren weit verbreitet.
- Starker Wiederverkaufswert auf dem Sekundärmarkt
- Bandbasierte Abdeckung auf bis zu 96 OD – die umfassendste Mobilfunkabdeckung ihrer Klasse
- Harteloxiertes Aluminium übersteht die Belastungen im Feldeinsatz.
- Vier Maschinentypen decken praktisch jeden Durchmesser ab.
- Keine Möglichkeit zum Innenfasen / Vorbereiten von Innenbohrungen
- Die Antriebsoptionen beschränken sich auf manuellen oder motorisierten Bandantrieb.
- Der Einstiegspreis konkurriert mit leistungsfähigeren Alternativen.
- Sattelmaschinen enden bei 12 – darüber hinaus ist ein Bandsystem erforderlich.
- Kein CNC-tauglicher Winkelautomatisierungs- oder Digitalanzeigestandard
Mathey Dearman: Der in Amerika hergestellte Sattel von 1.5–48 Zoll bietet ähnliche Spurweiten wie H&M. Vergleichbarer Preis im Durchschnitt. Ideal für alle, die einen Sattel mit großem Verstellbereich suchen, ohne auf die Bandfunktion umsteigen zu müssen.
Reed Bevel Boss / Millhog: Kleinere, preisgünstige, in Amerika gefertigte Fasenschneider von traditionellen Werkzeugspezialisten – eine gute Produktkategorie für Montagebetriebe. Beide werden im gehobenen US-Preissegment angeboten.
Die Fräs- und Fasenmaschinen von RESIZE bieten pneumatischen, elektrischen oder hydraulischen Antrieb, Innen- und Außenfasen, CNC-ähnliche Präzision und einen großen Anwendungsbereich – ab 1,565 US-Dollar. Geeignet für Innendurchmesser von 0.5 bis 24 Zoll.
Trends in der Rohranfasentechnologie: Ausblick 2025–2026

Der Markt für tragbare Rohranfasmaschinen entwickelt sich rasant. Mehrere technologische Neuerungen beeinflussen bereits die Kaufentscheidungen von Anwendern im Bereich der Rohrfertigung und Rohrleitungsarbeiten.
Die Nachfrage nach mobilen Geräten steigt weiter: Laut einer US-amerikanischen Suchmaschine verzeichnet die Suche nach „mobilen Rohranfasmaschinen“ zwischen Januar und Juni 2025 einen Anstieg um etwa zwei pro Halbjahr, von 70 auf 390 Einträge pro Monat. Marktstudien bestätigen diesen Anstieg: Mobile Schweißvorbereitungsmaschinen gehören zu den gefragtesten Produkten, da der Öl- und Infrastrukturbau zunehmend in beengten und abgelegenen Gebieten stattfindet.
Die CNC-Integration ist der Wachstumsmotor schlechthin. Der Weltmarkt für Rohranfasmaschinen wird 2025 voraussichtlich ein Volumen von rund 106 Millionen US-Dollar erreichen und bis 2033 kontinuierlich wachsen. Das umsatzstärkste Segment sind CNC-gesteuerte Maschinen mit automatisierter Anfaswinkelverstellung, Digitalanzeigen, Sofortdiagnose und Industrie-4.0-kompatiblen Daten zur Unterstützung von Planung und Ausführung.
Der ROI für Großserienfertiger basiert auf der Verringerung des Einsatzes von Wendeschneidplatten durch bessere Vorschubrichtungen, Vermeidung der erneuten Überprüfung des Fasenwinkels zwischen den Schnitten und Verringerung des Ausschusses aufgrund von Schweißnahtvorbereitung außerhalb der Toleranz.
Kaltschneiden ersetzt Brennschneiden. Verschärfte Umweltauflagen, Genehmigungen für Arbeiten in beengten Räumen und metallurgische Qualitätsstandards beschleunigen den Ersatz des Autogen-Brennschneidens durch Kaltschneid-Fasenmaschinen. Mechanisch geschnittene Fasen eliminieren die Kontamination der Wärmeeinflusszone und machen den Nachschleifschritt überflüssig, der beim Brennschneiden oder Plasmaschneiden vor dem Schweißen erforderlich ist – eine erhebliche Reduzierung der gesamten Schweißvorbereitungszeit bei Großprojekten.
Elektrische und batteriebetriebene Antriebe sind auf dem Vormarsch. Batterie- und kabelgebundene elektrische Antriebssysteme gewinnen Marktanteile, da Druckluft in städtischen Rohrleitungsanwendungen und in Innenräumen mit Lärmschutzbestimmungen begrenzt ist.
Weitere Informationen darüber, wie diese Trends mit den aktuellen Anforderungen an die Schweißvorbereitung zusammenhängen, finden Sie in der Übersicht von RESIZE. Warum Fasenmaschinen wichtig sind in modernen Fertigungsabläufen.
Häufig gestellte Fragen: H&M Rohrabschrägmaschine
Referenzen
- H&M Rohrabschrägungs-Unternehmen – hmpipe.com – Offizielle Produktliteratur und Unternehmensgeschichte
- Mathey Dearman – mathey.com – Spezifikationen für Sattel- und Bandraupenmaschinen
- RIDGID — ridgid.com — Modell 258 — Produktspezifikationen für Rohrschneider
- LANL Engineering Standards – engstandards.lanl.gov – ASME B31.3 / B16.25 Fasenwinkelreferenz (37.5 2.5 für Wandstärke 22 mm)
- AWS D1.1/D1.1M:2020 Schweißnorm für Stahlkonstruktionen – pubs.aws.org – 45 vorqualifizierte CJP-Nutschweißnorm für Baustahl
- Rig Welder Supply – rigweldersupply.com – Preise und Spezifikationen der H&M-Modelle, 2025









{kind=link}
{kind=link}
{kind=link}
{kind=link}