
Kurzspezifikationen – Plasmaschneiden von Aluminium
| Plasmakapazität (Aluminium) | 1 mm – 6 Zoll (0.04″ – 152 mm) |
| Typischer Stromstärkebereich | 45 A (Blech) – 260 A (1+ Zoll Platte) |
| erreichbare Toleranz | ±0.015″ – ±0.020″ (±0.4 – 0.5 mm) |
| Empfohlenes Plasmagas (<5 mm) | Stickstoffplasma (N₂) + N₂- oder Luftschutz |
| Empfohlenes Plasmagas (>6 mm) | N₂-Plasma + Wasserschutz (N₂/H₂O) |
| Empfohlenes Plasmagas (>20 mm) | H-35 (35 % H₂ / 65 % Ar) Plasma + N₂-Abschirmung |
| Schneiden unter Wasser | Mit Belüfter und Schulung möglich. Nie für Al-Li-Legierungen. |
Kann man Aluminium mit einem Plasmaschneider schneiden? Ja – hier ist die richtige Antwort.
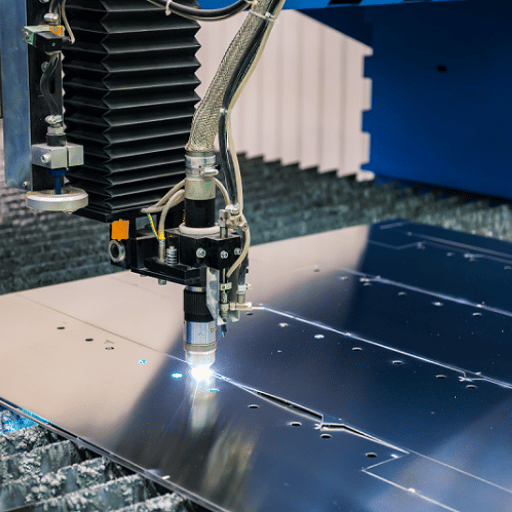
Ja. Moderne Powermax/Forsyth-Plasmaschneidanlagen ermöglichen Schnitte mit großem Förderbereich bei Aluminium. Der überholte Mythos, Plasma funktioniere nicht bei Aluminium, lässt sich auf Tellurian-Geräte mit Steuerung aus den frühen 00er-Jahren und begrenzter Gasauswahl zurückführen. In den letzten zehn Jahren hat sich dies jedoch geändert. HyperthermESAB-, Lincoln- und Miller-Schneidanlagen bearbeiten Aluminium mit einer Schnittqualität, die mit Laserschnitten bei weniger als der Hälfte der Betriebskosten (über 1000) mithalten kann, oder mit Wasserstrahlschneiden bei nahezu jeder Legierung bei etwa den gleichen Betriebskosten.
Funktionieren Plasmaschneider tatsächlich bei Aluminium?
Ehrlich gesagt: Besser als die meisten Verarbeiter erwarten, allerdings mit drei Einschränkungen. Erstens: Die Oberflächengüte hängt vollständig von der Wahl des Schutzgases ab: Plasmaschneiden mit reiner Luft führt zu einer rauen, stumpfen, oxidbeschichteten Kante, die vor dem Schweißen nachbearbeitet werden muss. Zweitens: Die Kantentoleranz ist größer als beim Laserschneiden (0,38–0,51 mm beim Plasmaschneiden, 0,13 mm beim Laserschneiden, laut veröffentlichten Branchenwerten des Fachmagazins „Fabricator“). Für Anhänger, Eisenbahnwaggons, Panzerungen von Militärfahrzeugen und die meisten Schweißkonstruktionen ist dies zwar völlig ausreichend, scheint aber für viele Arbeiten mit minimalen Präzisionsanforderungen in der Luft- und Raumfahrt nicht zu genügen. Drittens: Beim Schneiden unter Wasser sind möglicherweise Wasserstoffableitungssysteme erforderlich, oder Aluminium-Lithium-Legierungen könnten einer Detonation ausgesetzt sein.
Für die Bearbeitung gängiger Legierungen, die im Anhänger-, Schiffs-, Transport-, Militär-, Automobil- und Stahlbau verwendet werden, wie z. B. 5052, 6061 oder 5083, ist ein Plasmaschneider fast immer die richtige Lösung. Branchenzahlen zeigen die Überschneidungen mit den jüngsten Resizeweld-Plasmaschneidanlagen-Einsätzen im Segment bis hin zum Segment-Cloud-Bereich. Eine Einführung in die Technologie finden Sie hier: Was ist eine Plasmaschneidmaschine?.
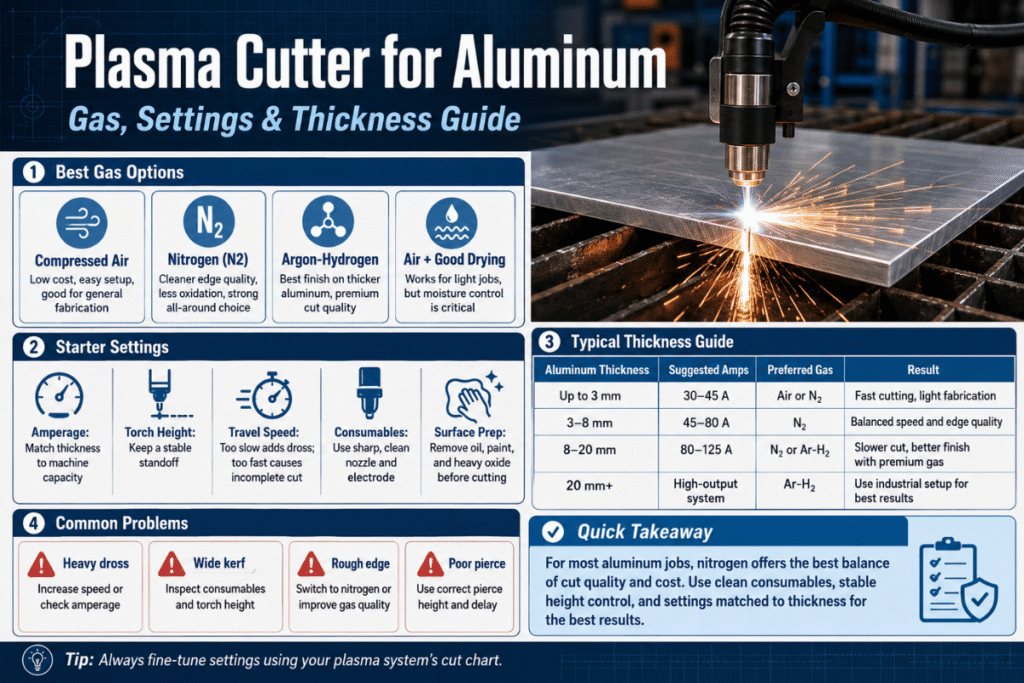
Gasauswahl: Luft, Stickstoff, Argon-Helium oder H-35? Entscheidungsmatrix nach Schichtdicke

Die Wahl der richtigen Gase ist entscheidend. Verwendet man die falschen, entstehen raue, oxidierte und unsaubere Kanten, die selbst der erfahrenste Bediener nicht verbessern kann – ein inakzeptables Ergebnis. Plasma und Schutzgas: Zwei unterschiedliche Gasströme, die jede Werkstatt mit chlorfreiem Plasma beherrschen muss. Hier erfahren Sie, wie Werkstattleiter diese für die Aluminiumbearbeitung einstellen.
Welches Gas verwenden Sie zum Plasmaschneiden von Aluminiumblech?
Bei Aluminiumblechen unter 5 mm Dicke (ca. 0.2 Zoll) erzielen sowohl Plasma- als auch Stickstoff-Schutzgasschweißen (ein N/N-Verfahren) die saubersten Schweißkanten. Mit einem Powermax-artigen Luftplasmaschneider ist das einfach, allerdings verbraucht man wöchentlich zwei bis drei Stickstoff-Torpgasflaschen im Wert von 30 Dollar, um eine Nachbearbeitungsstunde einzusparen. „Es lohnt sich“, sagt Bob Fernicola, Plasma-Business-Manager bei ESAB, „mit der richtigen Gasauswahl erzielt man mit Plasma sehr schöne Kanten an Aluminium.“
| Aluminiumdicke | Plasmagas | Schutzgas | Am besten geeignet für | Abtausch |
|---|---|---|---|---|
| < 5 mm (< 3/16″) | Luft | Luft | Niedrigster Preis, grobe Arbeit | Oxidierte Kante, Nachbearbeitung vor dem Schweißen erforderlich |
| < 5 mm (< 3/16″) | Stickstoff | Stickstoff | Sauberste Kante, schweißfertig | Kosten für Flaschengas |
| 6–12 mm (¼–½″) | Stickstoff | Wasser (H₂O) | Glatte Oberfläche, niedrige Kosten pro Meter | Erfordert einen wasserabweisenden Brenner |
| 12–20 mm (½–¾″) | H-35- oder H-2-Mischung | Stickstoff | Hohe Energiedichte, tiefer Schnitt | Wasserstoffhaltiges Gas, kein Grundwasserspiegel |
| > 20 mm (> ¾″) | H-35 | Stickstoff | Schweres Blech, strukturell | Höchste Benzinkosten, Schulung erforderlich |
| Jegliche (vermeiden) | Sauerstoff / F5 | - | Nur Baustahl / Edelstahl | Mangelhafte Verarbeitung des Aluminiums, nicht verwenden |
Die Schnittdiagramme basieren auf den Herstellerangaben (Hypertherm Powermax- und XPR-Serie, technische Merkblätter von ESAB Plasma). AWS Z49.1 Sicherheit beim Schweißen, Schneiden und verwandten VerfahrenBeim Plasmaschneiden mit Gas ist eine lokale mechanische Belüftung erforderlich. Informationen zu Luftplasmaanwendungen finden Sie unter [Link einfügen]. Luftkompressor für Plasmaschneider Größenratgeber.
Verwenden Sie für die genaue Materialstärke immer die Schnitttabelle in der Bedienungsanleitung Ihrer Maschine und passen Sie diese anschließend an. Die Schnitttabellen der Hersteller sind auf bestimmte Verschleißteile abgestimmt – eine Abweichung von mehr als 10 % von der empfohlenen Stromstärke beschleunigt den Verschleiß der Verschleißteile.
Dickenbegrenzungen für Aluminium: Von 1 mm Blech bis 6 Zoll Platte
Plasmaschneidgeräte werden nach Stromstärkeklassen verkauft, und die Stromstärkeklasse bestimmt, wie dick ein Aluminiumstück sein kann, das die Maschine durchtrennen kann. ASTM B209Aluminiumplatten werden als Flachprodukte ab einer Dicke von 0.250 Zoll (6.35 mm) definiert; dünnere Materialien gelten als Bleche. Die Mindestdicke ist ebenfalls wichtig: Unter 1 mm führt die breite Schnittfuge und der hohe Wärmeeintrag beim Plasmaschneiden eher zu Verformungen als zum Schneiden. Unterhalb der Tabelle beeinflusst die Wahl der Legierung zusätzlich den benötigten Stromstärkebereich.
Wie dickes Aluminium kann ein 50-A-Plasmaschneider schneiden?
Ein 45-50 A starkes Luftplasma-Schneidgerät wie beispielsweise ein Hypertherm Powermax 45 trennt Aluminium bis zu einer Stärke von ca. 12 mm sauber und durchsticht unter Produktionsbedingungen bis zu 8 mm. Darüber hinaus lässt der Lichtbogen nach, die Schlackenbildung wird schwieriger zu kontrollieren und die Standzeit der Verschleißteile sinkt rapide. Produktionsbetriebe rüsten daher für die routinemäßige Bearbeitung dickerer Bleche in der Regel auf 65 A oder 85 A auf.
| Stromstärkeklasse | Produktionskürzung | Durchstoßkapazität | Beste Aluminiumanwendung |
|---|---|---|---|
| 45 A | Bis zu 12 mm (½″) | 8 mm | Heizung, Lüftung, Klimaanlage, Beschilderung, Lichtfertigung |
| 65–85 A. | Bis zu 22 mm (⅞″) | 16 mm (⅜″) | Anhänger, Transport, Schifffahrt |
| 105–130 A. | Bis zu 38 mm (1½″) | 25 mm (1 ″) | Strukturell, militärisch, Eisenbahnwagen |
| 200–260 A (X-Definition) | Bis zu 152 mm (6″) | 75 mm (3 ″) | Schwere Platte, Formsockel |
📐 Technischer Hinweis – Legierung beeinflusst die Stromstärkekalibrierung
5052-H32 und 6061-T6 weisen die meisten Schnitteigenschaften auf, jedoch führt die höhere Wärmeleitfähigkeit von 6061 (167 W/mK gegenüber 138 W/mK bei 5052, laut branchenüblichen Daten) zu einer schnelleren Wärmeableitung aus der Schnittzone. Bei Grenzdicken kann für 6061 eine um 5–10 % höhere Stromstärke oder eine geringere Schnittgeschwindigkeit als für 5052 erforderlich sein, um eine ungeschmolzene Schnittkante zu vermeiden. 5083-Marineblech verhält sich ähnlich wie 5052. Führen Sie bei einem Legierungswechsel immer einen Probeschnitt an einer Dicke durch, die bereits an der Belastungsgrenze Ihrer Maschine liegt.
Einstellungen für den Plasmaschneider für Aluminium: Stromstärke, Geschwindigkeit und Abstand

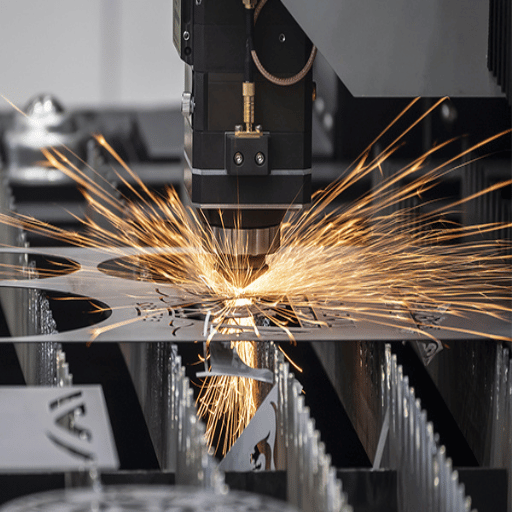
Drei Parameter bestimmen die Schnittqualität beim Aluminiumschneiden: Stromstärke, Vorschubgeschwindigkeit und Brennerabstand (der bei automatisierten Systemen indirekt über die Lichtbogenspannung eingestellt wird). Stimmt das Verhältnis, erhält man eine rechtwinklige Schnittkante mit minimaler Schlacke. Stimmt es nicht, entsteht ein abgeschrägtes, oxidiertes und schlackereiches Werkstück, das vor der Weiterverarbeitung geschliffen werden muss.
Stromstärke: Verwenden Sie die höchste Stromstärke, die Ihre Materialstärke laut Herstellerangaben in der Schnitttabelle zulässt. Eine höhere Stromstärke bedeutet schnelleres Schneiden, eine geringere Breite der Wärmeeinflusszone und weniger Verzug. Anwender berichten, dass die maximale Stromstärke bei automatisierten Systemen fast immer optimal ist – nur beim manuellen Schneiden sind niedrigere Einstellungen erforderlich, um mit der Brennerbewegung eines Menschen mithalten zu können.
Vorschubgeschwindigkeit: Arbeiten Sie mit der höchsten Vorschubgeschwindigkeit (Geschwindigkeit des Funkenstrahls unter dem Werkstück relativ zur Brennerrichtung), bei der die Funken etwa 15–30 mm hinter der Brennerrichtung enden. Wenn die Funken senkrecht vor dem Brenner nach unten schießen oder deutlich vor der Brennerspur verlaufen, reduzieren Sie die Vorschubgeschwindigkeit – Oberflächenschlacke, Schnittfugenverbreiterung und Kantenschmelzen sind Anzeichen für einen zu langsamen Schnitt. Wenn der Lichtbogen in die Düse hineinragt, erhöhen Sie die Vorschubgeschwindigkeit – unvollständiger Schnitt. Manuelle Schnitte mit etwa 10–15 IPM (250–350 mm/min) auf Aluminiumblech.
CNC-Maschine und Cobot arbeiten konstant mit >100 IPM (2,500+ mm/min) auf demselben Blech.
Abstand und Einstichhöhe. Der Schnittabstand beträgt bei den meisten Powermax-Maschinen ca. 1.5 mm (0.060 Zoll) über dem Werkstück. Die Einstichhöhe sollte das 1.5- bis 2-Fache der Schnitthöhe betragen (als Faustregel 2.3–3.0 mm Einstich), um zu verhindern, dass flüssiges Aluminium zurück in die Düse spritzt und die Verschleißteile beschädigt.
Bei Powermax-Systemen steigt die Spannung mit zunehmendem Abstand. Bei Maschinen mit automatischer Lichtbogenspannungshöhenregelung wird die Zielspannung eingestellt, und das Steuerungssystem gewährleistet einen konstanten Abstand, selbst bei verzogenen oder unebenen Blechen.
Das Schleppschneiden (bei dem die Düse auf dem Werkstück aufliegt) ist bei Baustahl mit einem Schleppschutz-Verschleißteil zulässig; sollte jedoch nicht bei Aluminium angewendet werden, da die weiche, klebrige Schmelze die Düse verstopft und die Lebensdauer des Verschleißteils nur um 20-40 % verlängert.
Plasma vs. Laser vs. Wasserstrahlschneiden für Aluminium: Wann welche Methode die besten Ergebnisse liefert.
Die Wahl des Verfahrens – Plasma-, Faserlaser- oder Wasserstrahlschneiden – für Aluminium ist eine Beschaffungsentscheidung, die sich in den nächsten 10 Jahren auf die Kosten pro Meter, die Kantenqualität und die Kapazitätsgrenze auswirkt. Jedes Verfahren hat seinen spezifischen Anwendungsbereich. Die folgende Matrix verwendet Werte, die aus verschiedenen Quellen stammen. Der VerarbeiterArtikel über Missverständnisse und aktuelle Herstellerspezifikationen.
| Variable | Plasma | Faserlaser | Wasserstrahl |
|---|---|---|---|
| Maximale Aluminiumdicke | 152 mm (6 ″) | ~19 mm (¾″) | 200 mm (8″)+ |
| Kantentoleranz | ±0.015–0.020″ | ± 0.005 ″ | ± 0.003 ″ |
| Schnittgeschwindigkeit (6 mm Al) | Schnell | Schnell | langsam |
| Kosten pro Fuß (6 mm Al) | Niedrig | Medium | Hoch (abrasiv) |
| Wärmeeinflusszone | Moderat | Schmal | Keine (Aufschnitt) |
| Kapitalanlage | Niedrig | Hoch | Medium |
Entscheiden Sie sich für Plasmaschneiden, wenn Sie Aluminium in größeren Produktionsmengen schneiden, eine Schnittkante von 0,5 mm (0,020 Zoll) akzeptieren (oder sich leisten können) und ein Faserlaser nicht infrage kommt. Laserschneiden ist die richtige Wahl, wenn Sie große Blechmengen mit engen Toleranzen bearbeiten. Wasserstrahlschneiden ist die beste Option, wenn keine Wärmezufuhr möglich ist (z. B. bei wärmebehandelten Legierungen nahe der Endvergütung, verbundplattiertem Aluminium) oder wenn das Material dicker als 15 cm (6 Zoll) ist.
Einen weiteren direkten Vergleich finden Sie unter Plasmaschneiden vs. Laserschneiden und Laserschneiden vs. Plasmaschneiden vs. Wasserstrahlschneiden.
Schnittqualität: Schlacke, Oxidation und Schnitttoleranz – Was ist erreichbar, was nicht?
Plasmageschnittenes Aluminium erreicht bei dünnen Blechen keine lasergenaue Schnittkante, jedoch eine schweißfertige Qualität bei Platten, wenn Gas, Stromstärke und Vorschubgeschwindigkeit korrekt eingestellt sind. In der Praxis lassen sich fast alle Schnittfehler auf einen von vier Gründen zurückführen. Die untenstehende Diagnosetabelle ordnet jeden Fehler seiner Ursache und der entsprechenden Lösung zu.
Warum schneidet mein Plasmaschneider Aluminium nicht sauber?
80–90 % der Beanstandungen bezüglich der Sauberkeit lassen sich auf eine von vier Ursachen zurückführen: oxidierte, raue Oberfläche (Gasproblem), starke Schlackenbildung (Problem mit Drehzahl oder Stromstärke), zu großer Fasenwinkel (Problem mit Abstand oder Stromstärke) oder poröse Kante (Gas- oder Drehzahlproblem). Betrachtet man Daten aus Branchenforen wie Practical Machinist und der Miller Community, tritt Schlackenbildung häufiger bei dünnem Aluminium (2.4 mm) auf, wenn der Bediener entweder aus Vorsichtsgründen mit zu niedriger Stromstärke arbeitet oder aus Angst vor Verformungen mit zu hoher Drehzahl.
| Symptom | Wahrscheinliche Ursache | Fixieren |
|---|---|---|
| Raue, oxidierte schwarze Kante | Luftplasma auf Aluminium | Umstellung auf N₂/N₂- oder N₂/H₂O-Verfahren |
| Schweißschlacke an der Unterseite des Schnitts (Schlacke bei niedriger Schnittgeschwindigkeit) | zu langsame Fahrt oder zu hohe Stromstärke | Erhöhen Sie die Geschwindigkeit um 10–15 % oder reduzieren Sie die Stromstärke um ein Band. |
| Oberflächenschlackespritzer (Hochgeschwindigkeitsschlacke) | zu hohe Geschwindigkeit oder zu niedrige Stromstärke | Verringern Sie die Geschwindigkeit um 10–15 % oder erhöhen Sie die Stromstärke. |
| Zu großer Fasenwinkel (einseitig aufgeweitet) | Abstand zu hoch (Spannung zu hoch) | Brenner absenken, AVHC-Spannung neu kalibrieren |
| Poröse, nicht schweißbare Kante | Wasserstoffverunreinigung oder falsches Gasgemisch für die Dicke | Gaszusammensetzung gemäß Dickentabelle prüfen; Schutzgasreinheit prüfen |
| Ungleichmäßiger Schnitt an verzogener Platte | Brenner mit fester Höhe an unebenem Werkstück | Aktivieren Sie die Lichtbogenspannungshöhenregelung oder verwenden Sie einen Cobot mit Sensorik. |
Tatsächlich ist Plasmaschneiden bei Schweißkanten an Blechen in der überwiegenden Mehrheit der Serienfertigung genauso effektiv wie Laserschneiden. Aaron Brandt, Entwicklungsleiter für mechanisierte Systeme bei Hypertherm, erklärte: „Mit den neuesten Hochleistungs-Plasmaschneidanlagen erreichen wir hervorragende Toleranzen bei Blechen aller Stärken und Materialien. Die Winkelabweichung bei Aluminium ist sogar im Vergleich zu Baustahl und Edelstahl sehr gering.“ Diese Erfahrung bestätigen Stahlbau- und Schienenbaubetriebe seit zehn Jahren.
Grundwassersicherheit: Die Wasserstofffalle (und wie man sie vermeidet)
Dies ist der Bereich, über den niemand spricht, bis er einem Probleme bereitet. Beim Plasmaschneiden von Aluminium auf einem Wassertisch kann Wasserstoffgas so stark entweichen, dass sich unter dem Werkstück explosive Hohlräume bilden. Aluminiumoxid (die Schlackenpartikel, die ins Wasser fallen) neutralisiert chemisch den Sauerstoff aus dem HO₂, wodurch freier Wasserstoff zurückbleibt. Der Wasserstoff entweicht in Form kleiner Bläschen – meist harmlos –, bis schlecht geplante Wassertische sich mit Hohlräumen unter den Platten und in den Unterwasserkammern füllen. Wenn der nächste Schnitt den ungestützten Bereich durchdringt und der Lichtbogen auf die Wasserstoffblase trifft, kommt es zu einer Explosion.
Aluminium-Lithium (Al-Li) darf niemals in Gegenwart von Wasser mit Plasma geschnitten werden – weder auf einem Grundwasserleiter noch mit einer Wasserschutzabdeckung oder auf feuchtem Boden. Al-Li ist extrem reaktiv. Die Sicherheitsdokumentation von Hypertherm und ESAB bestätigt dies.
Ein typisches Unfallszenario, wie es von ESAB-Technikern dokumentiert wurde: Ein Mitarbeiter legt eine Platte ein, erhöht den Wasserstand, schneidet Teile ab und beendet seine Schicht. Solange die Platte im Wasser verbleibt, sammelt sich meist Wasserstoff in Hohlräumen darunter an. Der nächste Mitarbeiter durchsticht die Platte, der Lichtbogen entzündet den eingeschlossenen Wasserstoff, und die Explosion verursacht Sachschaden und birgt ein hohes Verletzungsrisiko.
Tatsächlich wirksame Schutzmaßnahmen, geordnet nach Zuverlässigkeit:
- ✔
Belüftungssystem — Eine perforierte Rohranordnung an der Unterseite des Tisches erzeugt einen konstanten Druckluftblasenvorhang, der die Bildung von Wasserstoffblasen verhindert. Kostengünstigste und effektivste Steuerung. - ✔
Blasen-Schalldämpfer — ein am Brenner befestigter Aufsatz, der Luft durch eine innere Düse und Wasser durch eine äußere Düse leitet, wodurch das umgebende Wasser in Bewegung gesetzt und eine Ansammlung verhindert wird. - ✔
Wasserfiltration mit Zentrifugaltrennung (z. B. Ebbco GRS-Systeme) — pumpt Wasser durch Düsen, entfernt Aluminiumpartikel, bevor diese erneut Wasserstoff erzeugen können, und hält das Bad in Bewegung. - ✔
Operative Disziplin — Aluminiumplatten niemals über Nacht unter Wasser lassen; Wasser vor dem Schneiden absenken und wieder anheben, um angesammelte Luftblasen zu entfernen; Bediener in Bezug auf die Chemie schulen.
Abgesehen von Wasserstoff ist das Plasmaschneiden in jedem Gasgemisch ein bekanntes Verfahren zur Erzeugung von Rauchgasen. Laut OSHA-Informationsblatt zur Kontrolle gefährlicher Dämpfe und Gase beim SchweißenPlasmaschneiden fällt in dieselbe Kategorie der Rauchgasreinigung wie Autogenschneiden und Hartlöten. AWS Z49.1 schreibt für das Plasmaschneiden in besetzten Räumen eine lokale mechanische Belüftung vor. Aluminiumoxidstaub ist selbst leicht reizend, aber nicht als gefährlich eingestuft (HWPS). Beim Schneiden von Mischmetallen oder chromgrundiertem bzw. verchromtem Aluminium werden die Grenzwerte für die Exposition gegenüber sechswertigem Chrom gemäß OSHA-Richtlinie Cr(VI) NEP überschritten. Weitere Informationen zum Grundwasserspiegel finden Sie im CNC-Grundwasserspiegel-Leitfaden.
Fünf Irrtümer, die Ihre Leistung beim Aluminiumschneiden beeinträchtigen
Die folgenden fünf Mythen halten sich hartnäckig beim Plasmaschneiden seit den 1980er-Jahren, als die Gasoptionen und die Maschinensteuerung noch rudimentär waren. Moderne, luftbetriebene Systeme haben sich weiterentwickelt; viele Automobilhersteller und Werkstätten jedoch nicht. Die unten zitierten Expertenmeinungen stammen aus einem Fachartikel zum Thema Plasmaschneiden in der Fachzeitschrift „The Fabricator“.
Irrtum 1: Aluminium ist aufgrund seiner Porosität, die die Schnittkante beschädigt, schlecht für Plasmaschneiden geeignet.
Dies ist ein Konstruktionsfehler des Gassystems, der als Begrenzung der technologischen Möglichkeiten dargestellt wird. Beim Schneiden von Aluminium mit Laser, Biegescheiben, Autogen- oder Plasmaschneidanlagen besteht kein Unterschied in der Schnittkantenqualität zwischen Plasma und Laser. Die Parameter meiner Plasmabearbeitung sind mittlerweile ohnehin vergleichbar mit oder sogar besser als die des Lasers. Zum Vergleich: Mit einem rasterförmigen Standard-Gasgemisch aus Sauerstoff, Stickstoff und Argon erziele ich auf meiner Anlage eine saubere Schnittkante.
„Mit der richtigen Auswahl an Gasen kann man mit Plasma eine sehr schöne Kante an Aluminium erzielen.“
Irrtum 2: Plasma kann keine engen Toleranzen einhalten
Das trifft auf Maschinen der 1980er-Jahre zu. Für heutige Systeme gilt das nicht. Moderne Plasma-Schneidanlagen der X-Definition-Klasse lassen sich problemlos auf eine Schnittstärke von 0.015 bis 0.020 Zoll auf einer Aluminiumplatte programmieren – eine lasergenaue Kante, die jedoch deutlich innerhalb der Toleranzen liegt, die für Anwender in der Anhänger-, Militärfahrzeug- und Schienenfahrzeugindustrie akzeptabel sind.
„In der Militärfahrzeug- und Schienenfahrzeugindustrie geht es im Allgemeinen nicht darum, eine Toleranz von plus oder minus fünf Tausendstel einzuhalten, und wir können beim Plasmaschneiden eine Toleranz von plus oder minus 15 oder 20 erreichen, was deutlich innerhalb der in diesen Branchen festgelegten Toleranzen liegt.“
Irrtum 3: Plasmageschnittenes Aluminium hinterlässt eine schwer zu reinigende Oberfläche
Dasselbe Problem tritt bei der Gasauswahl auf. Bei Luftplasma entstehen raue, oxidierte Rückstände. Bei Schutzgasverfahren (N/N₂ oder N/HO) ist die Oberflächenbeschaffenheit glatt, und die Schweißnähte weisen mit minimaler Vorbereitung eine Naht-auf-der-Schnittkante auf.
Irrtum 4: Laser ist kostengünstiger als Plasma für Aluminium.
Bei dünnen Blechen (unter ca. 100 mm) und hohem Durchsatz trifft dies zu. Oberhalb von 100 mm ist dies nicht der Fall, da der Laser Stickstoff unter hohem Druck als Hilfsgas benötigt (auf Aluminium findet keine exotherme Reaktion statt) und die Betriebskosten stark ansteigen. Plasma bietet bei Blechen einen deutlichen Kostenvorteil pro Meter und ermöglicht zudem eine höhere maximale Blechdicke (150 mm Plasma gegenüber ca. 150 mm Faserlaser).
Irrtum 5: Für das Plasmaschneiden von Aluminium ist ein speziell geschulter Bediener erforderlich, der Wache hält.
In modernen, hochentwickelten mechanisierten Plasmaanlagen werden Abstand, Bewegung und Durchstoßverzögerung automatisiert gesteuert. Ein Problem, bei dem die Aufmerksamkeit des Bedieners jedoch von entscheidender Bedeutung ist, ist das Schneiden in Grundwasser (siehe Abschnitt „Wasserstofffalle“ oben) – es handelt sich dabei um ein chemisches Risiko, nicht um eine Schwierigkeit beim Schneiden selbst.
„Die meisten mechanisierten Plasmaschneidanlagen verfügen über Steuerungen, die den Betrieb der Maschine, die Einhaltung des richtigen Abstands und die automatische Steuerung der Maschinenbewegung ermöglichen.“
Wohin die Reise beim Plasmaschneiden von Aluminium geht: Ausblick 2025–2030
Der Markt für Plasmaschneidanlagen erreichte 2025 ein Volumen von 811.4 Mio. USD. Die Prognose der IMARC Group geht von einem stabilen jährlichen Wachstum von 4.16–4.5 % aus und erwartet, dass er bis 2034 ein Volumen von 2.2 Mrd. USD erreichen wird. Industrielle Plasmaschneidanlagen dürften dabei ein stärkeres Wachstum verzeichnen, da sie Investitionen in Faserlaser in der automatisierten Fertigung verdrängen.
Es gibt drei wesentliche Gründe, die für die Wahl einer Aluminium-Plasmaschneidanlage in den Jahren 2026 oder 2027 sprechen. Erstens ist die vertikale Verbreitung von CNC-Plasmaschneidanlagen gegenüber manuellen Verfahren in der Anhänger-, Struktur- und Elektrofahrzeugfertigung längst etabliert. Zweitens rückt die fortschrittliche Cobot-Integration automatisierte Plasmaschneidanlagen schnell in den Fokus von Betrieben, die sich bisher keine dedizierte CNC-Maschine leisten konnten. Drittens werden hochwertige Legierungen für Elektrofahrzeugbatterien, Spezialbeleuchtung und andere Leichtbaukomponenten der Typen 5xxx und 6xxx, für die sich Plasmaschneidanlagen hervorragend eignen, in den Serienproduktionsgrößen dieser Legierungen hergestellt. All dies zusammen ergibt ein überzeugendes Investitionsargument für Faserlaserbetriebe mit kontinuierlicher Blechbearbeitung ab 2026, die ein Plasmaschneidsystem für Aluminium einsetzen. Siehe dazu auch die zugehörige Berichterstattung. CNC-Plasmaschneider Fähigkeitslandschaft.
Häufig gestellte Fragen zum Plasmaschneiden von Aluminium
F: Kann ein Hypertherm Powermax 45 Aluminium schneiden?
Antwort anzeigen
F: Kann man Aluminium nur mit Druckluft plasmaschneiden?
Antwort anzeigen
F: Welches ist das beste Plasmaschneidgerät für Aluminiumblech?
Antwort anzeigen
F: Wie kann ich die Bildung von Schlacke auf plasmageschnittenem Aluminium verhindern?
Antwort anzeigen
F: Kann ein CNC-Plasmaschneider Aluminium schneiden?
Antwort anzeigen
Über diese Analyse
Diese Referenzstudie kombiniert Daten aus Schnittdiagrammen von Plasmaschneidmaschinen – Hypertherm Powermax und XPR Produktionsserien, ESAB-Fachinformationen zur Plasmaanwendung, veröffentlichten Normen von AWS Z49.1 und ASTM B209, OSHA-Richtlinien zur Rauchgaskontrolle und zitierten Expertenquellen aus The Fabricator – mit der tatsächlichen Produktionspraxis für alle dokumentierten Arbeiten an Anhänger-, Transport- und Struktur-Aluminiumplatten mit Plasma.
Entdecken Sie die Plasmaschneidmaschinen von Resizeweld →
Referenzen & Quellen
- Kontrolle gefährlicher Dämpfe und Gase beim Schweißen (OSHA FS-3647) — US-Arbeitsschutzbehörde
- Nationales Schwerpunktprogramm — Hexavalentes Chrom (CPL 02-02-076) — US-Arbeitsschutzbehörde
- AWS Z49.1 Sicherheit beim Schweißen, Schneiden und verwandten Verfahren — Amerikanische Schweißergesellschaft
- ASTM B209 Standard-Spezifikation für Aluminium- und Aluminiumlegierungsbleche und -platten — ASTM International
- Missverständnisse beim Plasmaschneiden von Aluminium — Der Fabrikator
- Marktgröße, Wachstum und Prognose für Plasmaschneidmaschinen 2026-2034 — IMARC-Gruppe
- Marktausblick für Plasmaschneidmaschinen 2026-2030 — GlobeNewswire
Ähnliche Artikel
- Plasmaschneiden vs. Laserschneiden — Direkter Prozessvergleich für Blech- und Plattenbearbeitung
- Laserschneiden vs. Plasmaschneiden vs. Wasserstrahlschneiden — dreistufiger Entscheidungsrahmen für Aluminium und Stahl
- CNC-Plasmaschneider Leitfaden – Was ändert sich beim Übergang von manuellem zu automatisiertem Schneiden?
- CNC-Plasma-Tischführung — Wassertische, Absaugtische und aluminiumsichere Konfigurationen
- Luftkompressor für Plasmaschneider — Dimensionierung der Luftzufuhr für die Produktion von Luftplasma-Arbeiten
- Was ist eine Plasmaschneidmaschine? — Technologie-Einführung für Plasma-Neulinge









{kind=link}
{kind=link}
{kind=link}
{kind=link}