
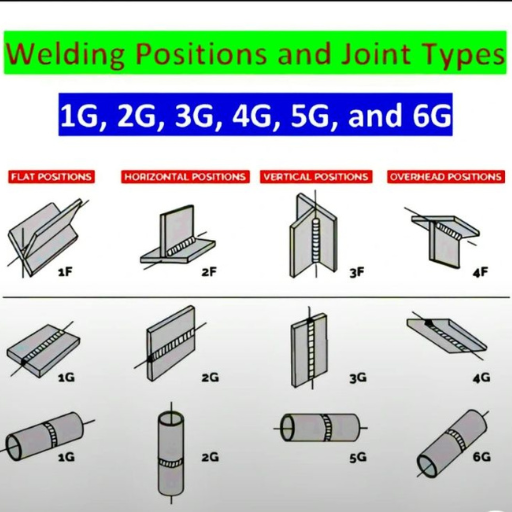
Schweißen ist eine Schlüsselqualifikation in zahlreichen Branchen, vom Bauwesen und der Fertigung bis hin zur Luft- und Raumfahrt sowie der Energiewirtschaft. Um dieses Handwerk zu beherrschen, ist es unerlässlich, die verschiedenen Schweißpositionen – 1G, 2G, 3G, 4G, 5G und 6G – und die entsprechenden Verbindungsarten zu verstehen. Jede Position birgt spezifische Herausforderungen und technische Schwierigkeiten. Diese detaillierte Studie bietet sowohl erfahrenen Fachkräften als auch angehenden Schweißern Einblicke in die Identifizierung und Anwendung dieser Techniken und legt damit den Grundstein für eine erfolgreiche Ausbildung im Schweißen.
Schweißpositionen verstehen
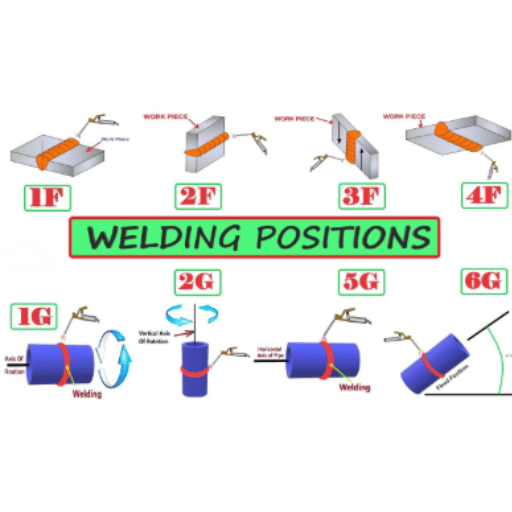
Schweißpositionen werden anhand der Nahtausrichtung und der Schweißertechnik in vier Hauptkategorien eingeteilt. Diese Positionen umfassen:
- •
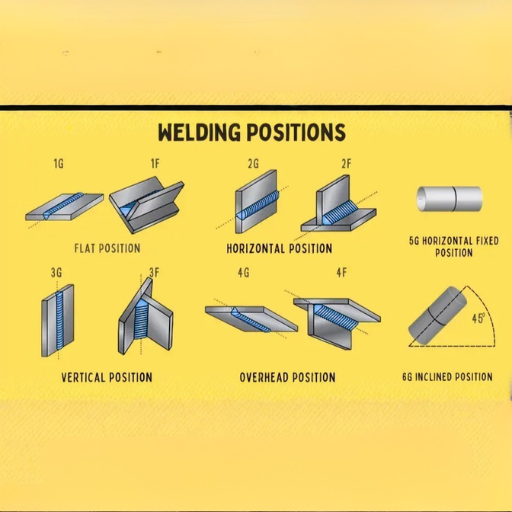
Flache Position (1G/1F): Die einfachste und gebräuchlichste Position; die Verbindung ist horizontal, und die Schwerkraft trägt zu einer gleichmäßigen Schweißnahtverteilung bei. - •
Horizontale Position (2G/2F): Die Schweißung erfolgt an einer vertikalen Fläche entlang einer horizontalen Achse und erfordert Präzision, um ein Durchhängen der Schweißnaht zu vermeiden. - •
Vertikale Position (3G/3F): Das Gelenk ist vertikal ausgerichtet und bewegt sich entweder nach oben (vertikal nach oben) oder nach unten (vertikal nach unten). - •
Überkopfposition (4G/4F): Die anspruchsvollste Position, bei der Oberflächen oberhalb des Schweißers bearbeitet werden, erfordert höchste Präzision, um Tropfenbildung zu vermeiden.
Definition der Schweißpositionen
Schweißpositionen sind standardisierte räumliche Ausrichtungen, die in verschiedenen Anwendungsbereichen gleichbleibende Ergebnisse gewährleisten. Neben den vier Haupttypen, Die Positionen werden weiter in Nutschweißungen unterteilt. ("G") und Kehlnähte („F“)Die Beherrschung dieser Orientierungen ist unerlässlich, um Branchenstandards zu erfüllen und komplexe Projekte zu bewältigen.
Bedeutung von Schweißerpositionen in der Industrie
Die Beherrschung verschiedener Schweißpositionen gewährleistet die strukturelle Integrität und die Einhaltung von Sicherheitsstandards. Schweißer müssen sich an die Schwerkraft und die Materialausrichtung anpassen, was die Lebensdauer des Produkts direkt beeinflusst. Diese Fähigkeiten sind im Bauwesen, in der Automobilindustrie und in der Luft- und Raumfahrt unverzichtbar, wo komplexe Konstruktionen eine strenge Qualitätskontrolle erfordern.
Überblick über gängige Schweißerpositionen
Flachstellung: Unkompliziert und produktiv; das Schweißen erfolgt auf der Oberseite des Werkstücks.
Horizontale Position: Wird entlang der Horizontalen für Nut- und Kehlnahtschweißungen angewendet; erfordert eine sorgfältige Handhabung des geschmolzenen Metalls, um ein Durchhängen zu verhindern.
Vertikale Position: Aufgrund der Schwerkraft schwierig; erfordert Anpassungen bergauf oder bergab, um die Gleichmäßigkeit zu gewährleisten.
Überkopfposition: Erfordert beträchtliches Geschick, um die Lichtbogen und verhindern, dass geschmolzenes Metall vom Abtropfen auf das Schweißgerät.
Detaillierte Analyse jeder Schweißposition
Flache Position (1G/1F)
Dies ist die am besten zugängliche Position. Das Werkstück liegt waagerecht, sodass die Schwerkraft das Schmelzbad stabilisiert. Sie ist vorteilhaft für die Handhabung von Handwerkzeugen und ermöglicht hochwertige Schweißverbindungen. Sie dient als Grundlage für die grundlegende Metallbearbeitung und erste Schulungen.
Horizontale Position (2G/2F)
Beim Horizontalschweißen wird in einer vertikalen Ebene entlang einer horizontalen Achse geschweißt. Schweißer müssen den durch die Schwerkraft verursachten Durchhang ausgleichen. Dieses Verfahren ist gängig beim Konstruktions- und Rohrleitungsschweißen und erfordert die Kontrolle von Schweißgeschwindigkeit und -menge, um eine gleichmäßige Schweißnaht zu erzielen.
Vertikale Position (3G/3F)
Hierbei handelt es sich um Schweißarbeiten an vertikalen oder nahezu vertikalen Flächen. Vertikal nach oben wird bei dickeren Materialien verwendet, um das Eindringen zu gewährleisten, während vertikal nach unten Bevorzugt werden dünnere Materialien, um einen schnelleren Fortschritt zu ermöglichen. Es ist eine entscheidende Fertigkeit für Druckbehälter und schwere Konstruktionen.
Überkopfposition (4G/4F)
Eine der anspruchsvollsten Schweißrichtungen; sie erfordert fortgeschrittene Techniken und präzise Wärmekontrolle, um ein Nachtropfen des Schmelzbades zu verhindern. Sie ist unerlässlich für Wartungsarbeiten, Reparaturen und Situationen, in denen das Werkstück nicht bewegt werden kann.
️
Platten- und Rohrspezifische Positionen
1G: Flache Position; Werkstück liegt horizontal, Schweißung von oben.
2G: Horizontale Position auf vertikaler Fläche; überwindet die Schwerkraft mit ruhiger Handführung.
3G: Vertikale Ebene; erfordert Beherrschung der Wärmezufuhr, um Hinterschneidungen zu vermeiden.
4G: Überkopfposition; erfordert die Überwindung der Schwerkraft, um ein Durchhängen des Metalls zu verhindern.
5G: Feststehendes horizontales Rohr; Schweißer bewegt sich um das Rohr herum (Kombination aus vertikalen, horizontalen und Überkopf-Schweißtechniken).
6G: Fortgeschrittene Position; Rohr in einem 45-Grad-Winkel fixiert. Keine Rohrdrehung erlaubt; Prüfung der Fähigkeiten in allen Positionen.
Mechanische Unterschiede zwischen den Positionen
Die technischen Unterschiede ergeben sich aus der Ausrichtung des Werkstücks und dem Einfluss der Schwerkraft auf das Schmelzbad:
- 1G: Maximale Kontrolle, minimaler Gravitationseinfluss.
- 2G: Hohe Aufmerksamkeit hinsichtlich des Eindringens der Perlen ist erforderlich.
- 3G: Erhebliches Durchhangsrisiko; erfordert Anpassungen der Ablagerungsgeschwindigkeit.
- 4G: Hohes Tropfpotenzial; erfordert sorgfältige Wärmeregulierung.
- 5G: Erfordert Koordination über ungleichmäßige Schwerkraftkräfte hinweg.
- 6G: Komplexe Mischung aus Herausforderungen, die ein hohes Maß an Anpassungsfähigkeit erfordern.
Einfluss der Schwerkraft auf das Schmelzbad
Durch die Schwerkraft fließt das geschmolzene Metall nach unten, was zu Fehlern wie Porosität oder unvollständiger Verschmelzung führen kann. Bei Überkopfschweißungen verursacht dies Tropfenbildung, bei Horizontalschweißungen hingegen ein Ungleichgewicht im Schmelzbad. Schweißer müssen daher Schweißgeschwindigkeit, Wärmeeinbringung und Elektrodenwinkel anpassen, um die erforderliche Festigkeit zu gewährleisten.
Techniken für das Vertikal- vs. Überkopfschweißen
Das Aufwärtsschweißen (vertikales Schweißen) ist aufgrund der besseren Einbrandtiefe und Festigkeit bei dickeren Werkstoffen überlegen. Das Abwärtsschweißen eignet sich für dünnere Werkstoffe, um Durchbrennen zu vermeiden. Beim Überkopfschweißen ist eine kürzere Lichtbogenlänge und weniger Hitze erforderlich, um das Schmelzbad zu stabilisieren und das Nachtropfen von fluoreszierendem Metall zu verhindern.
Vergleich der Schweißnahtqualität an verschiedenen Positionen
Flache und horizontale Positionen führen in der Regel zu einer höheren Qualität, da die Poolkontrolle besser ist und weniger Fehler auftreten. Hang- und Überkopfpositionen sind aufgrund eingeschränkter Sicht und der Schwerkraft schwieriger und erfordern Stringerperlen oder kontrolliertes Weben für eine optimale Verschmelzung.
Zertifizierungsanforderungen für Schweißerpositionen

Zertifizierungsstandards
Positionsbezogene Tests: Die erforderlichen Fähigkeiten müssen unter strenger Aufsicht in den Positionen 1G bis 4G nachgewiesen werden.
Code-Konformität: Die Prüfungen erfolgen nach Normen wie AWS D1.1 (Strukturbau) oder ASME Section IX (Druckbehälter) für spezifische Werkstoffe wie Kohlenstoffstahl oder Aluminium.
Inspektion: Beinhaltet Sichtprüfungen und zerstörungsfreie Prüfverfahren (Röntgenaufnahmen oder Biegeversuche).
Erneuerung: Eine regelmäßige Erneuerung ist notwendig, um die fortlaufende Kompetenz nachzuweisen.
AWS- und ISO-Zertifizierungsstandards
AWS-Zertifizierungen (wie z. B. D1.1) gewährleisten, dass Schweißer in bestimmten Schweißrichtungen, Nahtarten und Zusatzwerkstoffen kompetent sind. Weltweit ISO 9606 regelt die Qualifikation von Schweißern und gewährleistet die Beherrschung der Prozesse und Arbeitsabläufe, um die Einhaltung der Vorschriften und die Kundenzufriedenheit sicherzustellen.
Für die Zertifizierung erforderliche Qualifikationsniveaus
Die Zertifizierungsstandards prüfen die praktischen und theoretischen Fähigkeiten der Kandidaten genauestens. Sie müssen strenge Kriterien der Sichtprüfung und der zerstörungsfreien Prüfung (ZfP) unter kontrollierten Bedingungen erfüllen. Dies gewährleistet, dass der Schweißer über die erforderliche Expertise verfügt, um Sicherheit und Qualität im industriellen Umfeld zu fördern.
Referenzquellen
- Weld-Mart: Erläuterung der Schweißpositionscodes und -ausrichtungen.
- Red-D-Arc Blog: Details zu Schweißpositionen und Nutschweißverbindungsarten.
- Missouri Welding Institute: Fokus auf den Übergang von der 1G- zur 6G-Rohrschweißtechnik.
- Lincoln Tech: Erörtert anspruchsvolle Anwendungsbereiche für Schweißfachschüler.
- Dayang-Schweißen: Aufschlüsselung der GMAW-Positionen bis hin zu fortschrittlichem 6G.
Häufig gestellte Fragen (FAQs)
Was bedeuten 1G-6G im Schiffbau und im Pipelinebau?
Hierbei handelt es sich um Positionsnummern, die sich auf die Ausrichtung der Verbindung und den Schweißprozess selbst beziehen.
Was ist die 1G-Position?
Eine flache Schweißposition; der einfachste und gebräuchlichste Ausgangspunkt für Anfänger.
Was ist die 2G-Position?
Eine horizontale Position, bei der entlang einer vertikalen Fläche geschweißt wird.
Was ist die 3G-Position?
Eine vertikale Position, bei der das Schweißen von unten nach oben oder von oben nach unten erfolgt.
Was ist die 4G-Position?
Eine Überkopfposition, bei der der Schweißer direkt über der Schweißnaht arbeitet.
Was ist die 5G-Position?
Eine horizontale, feste Rohrposition, bei der das Rohr nicht gedreht werden kann.
Was ist die 6G-Position?
Eine anspruchsvolle Position, bei der das Rohr in einem Winkel von 45 Grad steht, die hohes Geschick und viel Erfahrung erfordert.









{kind=link}
{kind=link}
{kind=link}
{kind=link}