
La soldadura TIG, o soldadura con gas inerte de tungsteno, se ha identificado como el proceso de soldadura más preciso y de mayor calidad, permitiendo realizar soldaduras gruesas o delgadas en metales de todo tipo. Sin embargo, aunque los soldadores cualificados pueden enfrentarse a algunos problemas que afectan la calidad y la apariencia de su trabajo. Estos problemas, como la porosidad, el agrietamiento, los contaminantes y las uniones deficientes, pueden reducir la productividad, aumentar los costes y contribuir a fallos estructurales. El objetivo de este artículo es dotar al soldador de los conocimientos necesarios para identificar y corregir problemas comunes en la soldadura TIG. Las soluciones implementadas mejorarán la calidad, la eficiencia y la durabilidad de los proyectos de soldadura. A continuación, se presentan los problemas más comunes relacionados con la soldadura TIG, sus causas y algunas soluciones para mitigarlos.
Conclusión clave
Para dominar la soldadura TIG se requiere un equilibrio entre la preparación de material limpio, la protección precisa con gas y una técnica refinada por parte del operador para evitar defectos estructurales comunes como la porosidad y el agrietamiento.
Introducción a la soldadura TIG

soldadura TIG o Soldadura por arco de tungsteno con gas La soldadura TIG (GTAW) es un método muy eficiente para la unión de metales. Es ideal para una amplia gama de aplicaciones, precisas y adaptables. El arco utiliza un electrodo de tungsteno no consumible para producir la soldadura, y el área de la soldadura queda protegida por un gas inerte (generalmente argón) de cualquier contaminación atmosférica. La soldadura TIG es conocida por producir soldaduras más resistentes y limpias, y es ideal para operaciones precisas en sectores como el aeroespacial, así como en la fabricación de vehículos y metales industriales. Este proceso es increíblemente adaptable y funciona igual de bien con diversos metales, como aluminio, acero inoxidable y titanio. Sin embargo, requiere un soldador experto para su correcta configuración y, con un poco de práctica, para lograr resultados excelentes.
¿Qué es la soldadura TIG?
La soldadura por arco de tungsteno con gas (GTAW), también conocida como soldadura TIG o soldadura por arco de tungsteno, es un proceso que utiliza electrodos de tungsteno no consumibles para producir la soldadura. Este método incorpora protección con gas inerte para proteger la zona de soldadura contra la oxidación y otros contaminantes atmosféricos. Es extremadamente eficiente para generar soldaduras limpias y de alta calidad en materiales como acero inoxidable, aluminio y aleaciones de cobre. La soldadura TIG se prefiere con mayor frecuencia en industrias donde la precisión y la integridad mecánica de la soldadura son de suma importancia, como la aeroespacial, la automotriz y la manufactura.
Aplicaciones de la soldadura TIG
La soldadura TIG revoluciona las industrias para lograr precisión, durabilidad absoluta y estética de soldadura. En el sector aeroespacial, la soldadura TIG combina estructuras ligeras con una gran durabilidad; por ejemplo, fuselajes y álabes de turbinas, que deben soportar las más severas exigencias ambientales. En el sector automotriz, la soldadura TIG es vital en la producción de componentes a medida, sistemas de escape y paneles de carrocería, donde solo una soldadura perfecta es suficiente. En el sector industrial, la soldadura TIG se utiliza frecuentemente en la fabricación de equipos y estructuras de aleaciones complejas para garantizar la integridad estructural. Además, la soldadura TIG se emplea con mayor frecuencia en el sector de la construcción, en la producción de tanques y recipientes verticales, tuberías y prácticamente todos los equipos médicos, con soldaduras no contaminantes y prudentes que garantizan la seguridad y un mejor funcionamiento.
Ventajas de la soldadura TIG para trabajos de precisión
La soldadura con gas inerte de tungsteno se distingue por su increíble precisión y controlabilidad, lo que la convierte en la herramienta ideal para aplicaciones que exigen un trabajo meticuloso. Produce soldaduras limpias y de alta calidad sin material de aporte, garantizando así una contaminación mínima y una estética impactante. La soldadura TIG también suelda con entusiasmo materiales delgados y aleaciones exóticas, destacando su bajo aporte de calor como característica distintiva, lo que la hace ideal para materiales deformados o estructuralmente comprometidos. La adaptabilidad del proceso de soldadura garantiza que esto sea posible en una variedad de metales, como acero inoxidable, aluminio y titanio, para lograr una soldadura uniforme en entornos industriales exigentes. Estas características diferenciadoras han convertido la soldadura TIG en una herramienta imprescindible para cualquier industria que requiera precisión, fiabilidad y durabilidad.
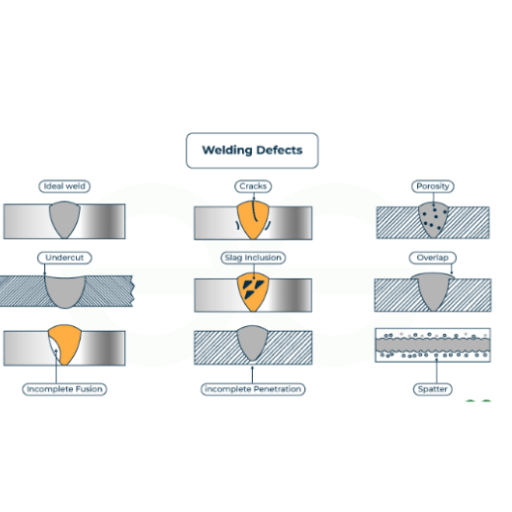
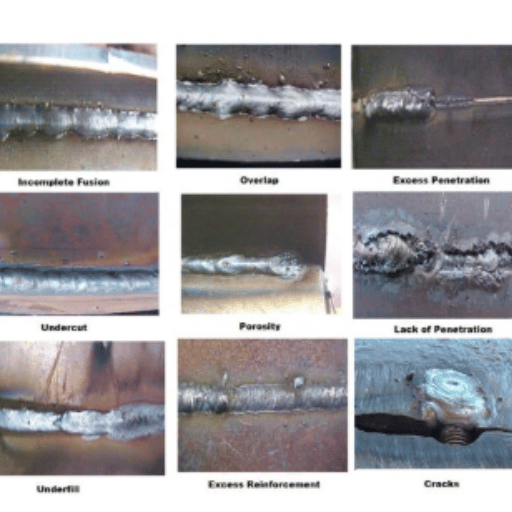
Defectos comunes de la soldadura TIG
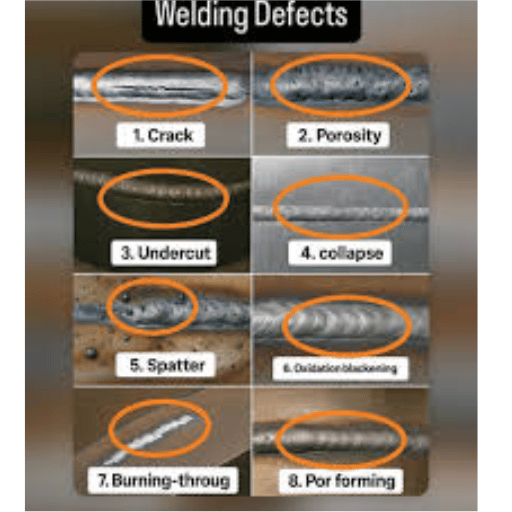
- 1
Porosidad
Una explicación de este problema radica en el gas atrapado en la soldadura. Este defecto puede debilitar la unión con frecuencia. En la mayoría de los casos, los problemas de porosidad se deben a un material base sucio, un flujo de gas incorrecto o humedad. - 2
Agrietamiento
Las grietas que aparecen durante la soldadura o después de ella pueden deberse a un aporte excesivo de calor, una velocidad de enfriamiento crítica o una selección incorrecta del material realizada apresuradamente. - 3
socavar
El socavamiento es un defecto que se observa como una ranura en el borde de una soldadura de filete, a menudo atribuido a la alta velocidad o al aporte de calor. - 4
Fusión incompleta
La fusión incompleta ocurre si el metal de soldadura no penetra y se incorpora de manera efectiva al metal base, generalmente debido a un calentamiento insuficiente o incorrecto. - 5
Contaminación
La contaminación del soldador es otro problema: aceite, suciedad u óxidos en la pieza de trabajo o el relleno, lo que provoca una soldadura débil y poco estable. Se debe prestar especial atención a los tratamientos superficiales. - 6
Calentamiento excesivo
El calor excesivo provoca deterioro en el material base y disminuye las propiedades mecánicas, dando lugar a defectos cosméticos.
Porosidad en soldaduras TIG
La causa más común de porosidad en las soldaduras con gas inerte de tungsteno (TIG) es la retención de gas en el baño de soldadura fundido durante la solidificación. Este defecto puede deberse a la contaminación del metal base o del alambre de aporte con humedad, aceite y grasa, la perforación de la cobertura adecuada del gas de protección o la exposición de los materiales a altos niveles de humedad. Para evitar la porosidad, se deben utilizar materiales limpios, controlando adecuadamente el flujo de gas y el arco de soldadura. La soldadura en entornos controlados y la preparación de materiales de la mejor calidad pueden reducir drásticamente la probabilidad de porosidad.
Problemas de agrietamiento en la soldadura TIG
Existen diversas causas de agrietamiento en la soldadura TIG, entre ellas, la aportación de calor inadecuada, la composición del material y las tensiones térmicas. Estas grietas pueden presentarse como grietas altas formadas durante la solidificación a altas temperaturas y grietas bajas tras el enfriamiento de la soldadura. La compatibilidad de los materiales de aportación, el calentamiento previo a la soldadura de metales gruesos o templables, según sea necesario, y el control de la velocidad de enfriamiento para minimizar las tensiones son importantes para prevenir el agrietamiento en la soldadura. Además, un diseño de unión adecuado y la eliminación de defectos de soldadura, como socavaduras o penetración excesiva, pueden ayudar a reducir considerablemente la probabilidad de agrietamiento. El cumplimiento de estos factores garantiza la solidez y solidez de las uniones soldadas.
Problemas de contaminación
Los contaminantes de la soldadura pueden consistir en diversos elementos, como suciedad, aceite, agua y marcadores superficiales, que se desprenden como resultado de la preparación del metal base y de aportación. Estos contaminantes pueden causar defectos de soldadura porosos o con inclusiones, que pueden afectar las propiedades mecánicas de la unión. Para reducir la contaminación, es necesario asegurarse de que todas las superficies estén completamente limpias antes de soldar, utilizar materiales de aportación almacenados, manipulados y aplicados de forma responsable, y mantener una atmósfera controlada para evitar la exposición a la contaminación atmosférica. La implementación de estas prácticas garantiza una soldadura de alta calidad que ofrece un servicio duradero a las estructuras soldadas.
⚠️ Nota importante sobre las inclusiones de tungsteno
Las inclusiones de tungsteno son un defecto grave en la soldadura, que se producen principalmente debido a fallas menores en el método de soldadura TIG, principalmente por manipulación inadecuada o desgaste excesivo de los electrodos. Estas inclusiones actúan como defectos estructurales y pueden provocar grietas si se exponen a tensión. Los soldadores deben asegurar una preparación adecuada de los electrodos y evitar el contacto entre estos y el baño de fusión.
Causas fundamentales de los defectos de la soldadura TIG
- •
Protección de gas incorrecta: Un flujo deficiente o una selección incorrecta de gas provocan contaminación atmosférica y porosidad. - •
Contaminación de la superficie: El aceite, la grasa y la oxidación en el material base comprometen la integridad de la soldadura. - •
Entrada de calor incorrecta: El calor alto o bajo produce distorsión, agrietamiento o reducción de la resistencia estructural. - •
Mala preparación de los electrodos: Los electrodos contaminados o mal formados provocan inestabilidad del arco. - •
Técnica del operador: La velocidad desigual, los ángulos de antorcha incorrectos y las pasadas inconsistentes crean soldaduras no uniformes.
Flujo inadecuado de gas protector
La calidad de la soldadura TIG se ve significativamente afectada por un flujo inadecuado al iniciar el gas, ya sea insuficiente o excesivo. Un flujo bajo puede contaminar el charco con gases atmosféricos como el oxígeno o el nitrógeno, lo que puede provocar oxidación, porosidad o incluso agrietamiento de las soldaduras. Por otro lado, un flujo alto puede causar turbulencia, lo que puede introducir aire no deseado en la zona de soldadura, disminuyendo así el efecto de la protección. Por lo tanto, es importante asegurar un caudal constante y adecuado; este suele oscilar entre 15 y 20 CFH, según la configuración de la unión y los materiales. La revisión regular de las líneas de gas, los medidores de flujo y las antorchas, y el cumplimiento de los ajustes recomendados por el fabricante garantizarán el mejor entorno de protección posible y mejorarán la calidad de la soldadura.
Errores en la preparación del material
Los errores en la preparación del material son los principales, pero importantes, que afectan la calidad de la soldadura debido a una limpieza insuficiente, una preparación incorrecta de los bordes o el uso de materiales incompatibles. La presencia de óxido, aceite, pintura u otros elementos contaminantes introduce impurezas en el baño de soldadura, comprometiendo así la porosidad del gas y la integridad del material del cordón. Además, la precisión en la preparación del borde, en cuanto a biselado y alineamiento, tiene un impacto directo en la penetración y el ajuste de la soldadura. Por lo tanto, determinar la compatibilidad del material con la composición de la aleación es esencial para evitar defectos metalúrgicos, como el agrietamiento potencial. No solo se eliminan los métodos para minimizar estos errores dentro de las regulaciones basadas en directrices estándar generales, sino que los exámenes adecuados aumentan la confianza generada a través de la fabricación de piezas.
Técnica y nivel de habilidad del operador
Las máquinas de soldar requieren las mejores habilidades en el proceso debido a la importancia de realizar todo conforme a la configuración correcta del equipo, las configuraciones de las juntas y las técnicas de soldadura. Los operadores experimentados se esfuerzan por asegurar el uso correcto de la velocidad de desplazamiento, la entrada de calor y el ángulo de la antorcha para producir una unión con el tamaño de cordón adecuado y la penetración suficiente. La capacitación y certificación periódicas de los operadores para el cumplimiento de las normas de la industria son importantes, ya que los métodos incorrectos pueden provocar defectos en el punto final, como porosidad, socavación o fusión deficiente. Mejorar las habilidades de los operadores contribuye directamente a la productividad, la seguridad y una soldadura de mejor calidad.
Prevención de defectos en la soldadura TIG

????
Mejores prácticas para la prevención
- ✓ Utilice el gas protector adecuado: Confirme el uso de argón o mezcla de argón y helio según los requisitos del material.
- ✓ Prepare los materiales minuciosamente: Limpie toda la suciedad, el aceite y los óxidos utilizando un cepillo de alambre o un grabado químico.
- ✓ Mantener adecuadamente el equipo: Verifique si hay consumibles desgastados, fugas y la integridad del cable.
- ✓ Utilice procedimientos de soldadura adecuados: Concéntrese en el ángulo de la antorcha, la longitud del arco y la velocidad de desplazamiento constante.
- ✓ Supervisar las condiciones ambientales: Reducir la exposición a corrientes de aire para mantener la cobertura de gas.
Mantener los materiales limpios
Mantener los materiales limpios es beneficioso para la calidad e integridad de la soldadura y debe realizarse correctamente en todo momento. Impurezas como la exposición a aceite, grasa, óxido, pintura o suciedad impedirán una soldadura adecuada, lo que provocará defectos como porosidad o inclusiones. Algunos métodos de limpieza aceptables incluyen el uso de desengrasantes y disolventes, cepillos de alambre o esmerilado mecánico, según el nivel de contaminación de la superficie. Se utilizará un trapo limpio con paños que no dejen pelusa, junto con productos de limpieza suaves y no corrosivos, para eliminar cualquier residuo que pueda quedar. Mantener los materiales limpios en todo momento es fundamental para la correcta estructuración de la soldadura.
Cómo seleccionar el metal de relleno adecuado
La elección del metal de aportación es fundamental para obtener una pieza soldada con suficiente resistencia y una resistencia superior a la corrosión. Los factores a considerar incluyen la composición química de los materiales de partida, las propiedades mecánicas deseadas y el entorno en el que funcionará la pieza final. Por ello, la aleación con la que se fabrica el metal de aportación debe ser lo más similar posible al material base para minimizar el riesgo de agrietamiento y garantizar la conformidad como causa probable de fusión incompleta. Las especificaciones del metal de aportación deben cumplir con las normas universales de construcción, como las normas AWS, para garantizar la continuidad y el rendimiento de la soldadura. Una evaluación minuciosa de todos estos factores garantiza el mejor rendimiento posible de la estructura soldada.
Cómo garantizar una cobertura de gas adecuada
Durante el proceso de soldadura, es fundamental contar con la cobertura de gas adecuada para lograr soldaduras impecables y evitar defectos como porosidad y oxidación. Para garantizar una cobertura de gas óptima, es fundamental seleccionar el tipo correcto de gas de protección, así como un flujo adecuado, tanto para el proceso de soldadura como para el material. De ser necesario, se puede utilizar argón o mezclas ricas en argón, lo que permite lograr la mejor protección y estabilización del arco tanto en la soldadura TIG como en la MIG. Además, la limpieza de la boquilla y la correcta orientación del soplete ayudan a prevenir la turbulencia del gas. Se deben minimizar las consideraciones ambientales, como la velocidad del viento y las corrientes de aire, ya que pueden perturbar la envoltura del gas de protección. Seguir estas prácticas garantiza una soldadura impecable y sin distracciones, una cabina de soldadura amplia y un lugar de trabajo adecuado.
Mantenimiento y calibración periódica de equipos
El mantenimiento y la calibración de los equipos estándar son fundamentales para el rendimiento de la soldadura y para cumplir con las exigentes exigencias de calidad. El mantenimiento incluye la inspección periódica de los consumibles en la línea de soldadura, incluyendo las puntas de contacto, las boquillas y los revestimientos, para detectar cualquier desgaste. Los consumibles deben reemplazarse tan pronto como se desgasten lo suficiente como para permitir que la soldadura se forme de forma irregular. Además, la calibración de las máquinas de soldar garantiza que el amperaje y el voltaje de salida cumplan con los valores especificados, necesarios para cumplir con las especificaciones de la industria. Ignorar este tipo de mantenimiento regular es arriesgarse a fallas en la máquina y, por lo tanto, a soldaduras deficientes. Sin embargo, esto solo aumenta el tiempo de soldadura y, por lo tanto, los costos de producción. Por eso, el mantenimiento y la calibración regulares, variables muy importantes en la profesión, son innegociables.
Solución de problemas comunes de soldadura TIG
| Primaria | Causa probable | Solución |
|---|---|---|
| Porosidad | Gas de protección inadecuado o contaminantes | Verifique el caudal (15-25 cfh) y limpie los materiales. |
| Agrietamiento | Problemas de calor o relleno incompatible | Ajuste el amperaje y utilice un relleno compatible. |
| Mal inicio del arco | Tungsteno opaco o contaminado | Rectifique el tungsteno y verifique el amperaje de arranque. |
| Falta de penetración | Corriente o equipamiento insuficiente | Aumentar el amperaje y mejorar la alineación de las juntas. |
| Calor excesivo | Velocidad de viaje lenta o alto amperaje | Vaya más rápido o use la configuración de pulso |
Identificación y diagnóstico de defectos
Porosidad
La porosidad es el defecto de soldadura más común y se identifica por la presencia de bolsas o huecos de gas en la soldadura. Puede deberse a contaminación por cualquier motivo, a un gas de protección inadecuado o a un alto contenido de humedad en el electrodo consumible. Se puede detectar observando si la unión ha absorbido gas. Para detectar la porosidad, examine la sección transversal de la soldadura en busca de huecos visibles y confirme que todos los materiales estén completamente limpios y secos, incluyendo el metal base y el material de aportación. Verifique que el caudal de gas sea adecuado y proteja el sistema de gas de protección de cualquier contaminación atmosférica.
Agrietamiento
El agrietamiento suele ocurrir durante la fase de enfriamiento o solidificación y suele atribuirse a una alta tensión residual, propiedades desiguales del material y velocidades de enfriamiento rápidas. El diagnóstico de grietas se realiza mediante magnificación o ensayos no destructivos (END), como ondas ultrasónicas o líquidos penetrantes. Intente mitigar este defecto modificando las prácticas de precalentamiento y enfriamiento posterior a la soldadura, y adopte medidas para examinar la selección del material y el diseño de la unión a fin de evitar concentraciones de tensión localizadas.
Estrategias para superar los desafíos de la soldadura
Un enfoque adecuado para abordar las fallas en las uniones soldadas reside en la combinación e implementación rigurosa de la selección de elementos con muestras, la declaración de prerrequisitos y programas de monitoreo exhaustivos y rigurosos, cuidadosamente promovidos. La elección de dos materiales, considerando la similitud de la expansión térmica y la composición química, ayuda a minimizar el riesgo de imperfecciones como grietas o porosidad. Esto también ayudará a mejorar la calidad del rendimiento a partir de parámetros de soldadura como el voltaje y la corriente, ajustando con seguridad la velocidad de desplazamiento a los valores recomendados o correctos, manteniendo la aportación de calor y la calidad de la fusión de la unión soldada de la forma más consistente posible. Las operaciones de precalentamiento pueden ayudar, en la mayoría de los casos, a reducir la tensión, ajustando así el método correctamente para minimizar la distorsión. Utilice métodos como la soldadura pulsada para la automatización, logrando una alta precisión operativa y minimizando al máximo los errores del operador. En su máxima expresión, las pruebas posteriores a la soldadura podrían aprovechar los ensayos no destructivos (END) para la identificación temprana de fallas y el mantenimiento de las modificaciones según los defectos iniciales identificados. Las estrategias mencionadas respaldarían la construcción de soldaduras de alta calidad y minimizarían el tiempo de inactividad de la producción.
Ejemplos del mundo real de resolución de problemas
Un ejemplo de un enfoque eficaz para la resolución de problemas en el campo de la soldadura avanzada es la prevención de defectos de soldadura en la fabricación aeroespacial. Los fabricantes integraron sistemas de soldadura automatizados con sensores que controlan directamente parámetros variables como temperatura, voltaje y velocidad, que requieren monitoreo en tiempo real. Esto no solo minimiza la probabilidad de errores humanos, sino que también garantiza la precisión de la calidad de la soldadura en componentes críticos. Además, la inclusión de métodos mejorados de END (complementarios con pruebas ultrasónicas) verifica los criterios de inspección; las microfisuras se pueden detectar con mayor rapidez, lo que previene posibles fallas del producto debido a cualquier disfunción detectada durante la operación. La combinación de provisiones tecnológicas con un control de procesos preciso pone de relieve la cuestión primordial, es decir, la resolución de problemas, para alcanzar los exigentes estándares de la industria.
Fuentes de referencia
- Soldadura y soldador: Defectos comunes de la soldadura TIG, problemas y prevención.
- Soldaduras Miller: Cómo resolver 10 problemas comunes de soldadura TIG.
- Cambiar el tamaño de la soldadura y reparación: Solución de los 10 defectos de soldadura TIG.
- Patón: Defectos comunes de soldadura y cómo prevenirlos.
- Universidad ESAB: Guía de defectos de soldadura.
Preguntas Frecuentes (FAQ)
P: ¿Cuáles son los inconvenientes más comunes del uso de la soldadura TIG?
R: Los defectos más comunes son la porosidad, la falta de fusión, los socavados, las salpicaduras excesivas y las grietas.
P: ¿Qué causa la porosidad en el proceso de soldadura TIG?
R: Se debe a contaminación o a una protección de gas inadecuada. También puede deberse a la humedad en la atmósfera de soldadura.
P: ¿Cómo evitar la falta de fusión en la soldadura TIG?
A: Utilice la entrada de calor adecuada y mantenga las superficies limpias. La soldadura también debe realizarse con el ángulo y la velocidad correctos.
P: ¿Cuál es la función de ¿Gas de protección en la soldadura TIG?
R: La función del gas protector, normalmente argón, es proteger el baño de soldadura de la contaminación del oxígeno atmosférico para conservar la calidad de la soldadura.
P: ¿Qué causa el exceso de salpicaduras en la soldadura TIG?
R: Se pueden producir salpicaduras excesivas como resultado de ajustes inadecuados de la corriente, una mala técnica de soldadura o debido a piezas de trabajo contaminadas.









{kind=link}
{kind=link}
{kind=link}
{kind=link}