
Especificaciones rápidas: corte de aluminio por plasma
| Capacidad de plasma (aluminio) | 1 mm – 6 pulgadas (0.04″ – 152 mm) |
| Rango de amperaje típico | 45 A (lámina) – 260 A (placa de 1 pulgada o más) |
| Tolerancia alcanzable | ±0.015″ – ±0.020″ (±0.4 – 0.5 mm) |
| Gas de plasma recomendado (<5 mm) | Plasma de nitrógeno (N₂) + escudo de N₂ o aire |
| Gas de plasma recomendado (>6 mm) | Plasma de N₂ + escudo de agua (N₂/H₂O) |
| Gas de plasma recomendado (>20 mm) | Plasma H-35 (35 % H₂ / 65 % Ar) + escudo de N₂ |
| Corte bajo el agua | Posible con aireador + entrenamiento. Nunca para aleaciones de Al-Li. |
¿Se puede cortar aluminio con una cortadora de plasma? Sí, aquí está la respuesta real.
Sí. El plasma moderno sobre placa estilo powermax/forsyth ofrece cortes de amplio rango de entrega en aluminio. Un mito obsoleto de que el plasma no funciona en aluminio se remonta a los equipos Tellurian con controles de principios de la década de 00 y una selección limitada de gases. En la última década, HyperthermLas cortadoras ESAB, Lincoln y Miller procesan aluminio con una calidad de corte que rivaliza con el láser a menos de la mitad del costo operativo (ver arriba), o chorro de agua en casi cualquier aleación por aproximadamente el mismo costo operativo.
¿Las cortadoras de plasma realmente funcionan con aluminio?
Respuesta honesta: mejor de lo que la mayoría de los fabricantes esperan, con tres salvedades. Primero, el acabado superficial depende completamente de la elección del gas de protección: el plasma solo con aire dejará un borde rugoso, opaco y recubierto de óxido que requiere retoques antes de la soldadura. Segundo, la tolerancia del borde es más amplia que con el láser (0.015-0,020″ para plasma, 0.005″ para láser, según los valores publicados por la industria del fabricante); aunque es más que suficiente para remolques, vagones de ferrocarril, blindaje de vehículos militares y la mayoría de las soldaduras, parece ser insuficiente para muchos trabajos aeroespaciales de precisión cero. Tercero, el corte con agua puede requerir sistemas de mitigación de hidrógeno, o las aleaciones de aluminio-litio podrían estar destinadas a una detonación real.
Para trabajar con las aleaciones comunes utilizadas en la fabricación de remolques, embarcaciones, transporte público, vehículos militares, automóviles y estructuras, como 5052, 6061 o 5083, una cortadora de plasma casi siempre será la respuesta correcta. Los datos de la industria identifican las superposiciones con implementaciones recientes de máquinas de corte por plasma Resizeweld desde el segmento hasta el área de la nube de segmentos. Para una introducción a la tecnología, consulte ¿Qué es una máquina de corte por plasma?.
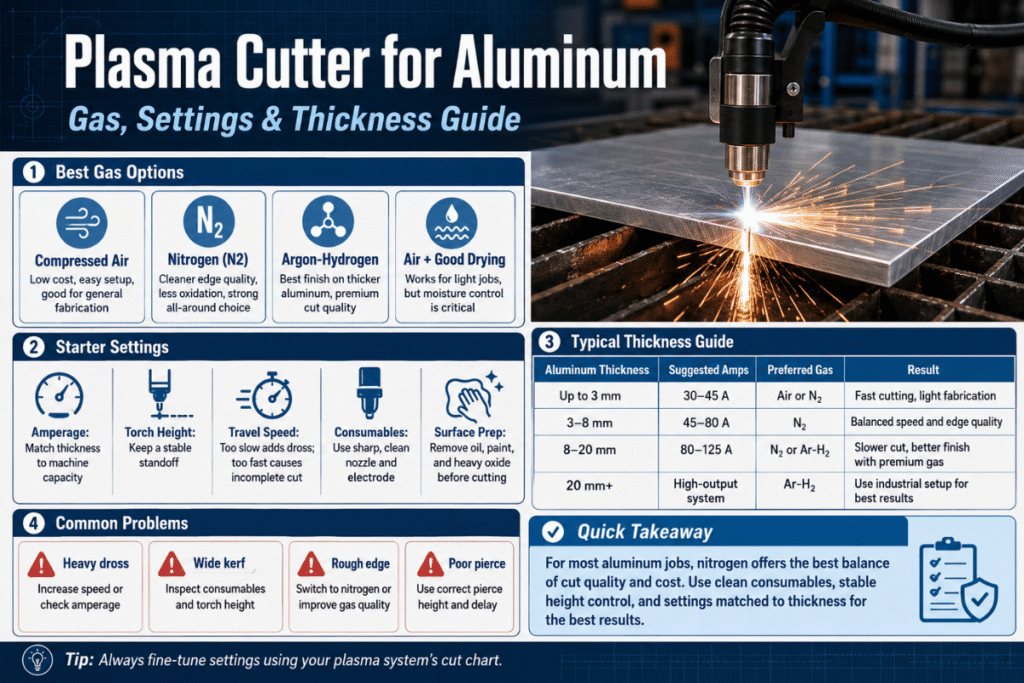
Selección de gas: ¿Aire, nitrógeno, argón-helio o H-35? Matriz de decisión por espesor

La selección de los gases adecuados marca la diferencia. Si se usan los incorrectos, se obtendrán bordes ásperos, oxidados y dentados que ninguna habilidad del operario podrá corregir; un resultado inaceptable. Plasma y protección. Dos flujos de gas diferentes que todo taller con plasma sin cloro debe dominar. Aquí se explica cómo los gerentes de taller los ajustan para el aluminio.
¿Qué gas utiliza para cortar láminas de aluminio mediante plasma?
Para láminas de aluminio de menos de 5 mm (aproximadamente 0.2 pulgadas), tanto el plasma como el nitrógeno de protección (un proceso N/N) producen bordes de soldadura impecables. Es sencillo con una cortadora de plasma de aire tipo Powermax, pero consume 30 dólares en dos o tres botellas de nitrógeno a la semana para ahorrar una hora de retrabajo. Vale la pena, afirma Bob Fernicola, gerente de la división de plasma de ESAB: «Con la selección adecuada de gases, se puede obtener un borde excelente en aluminio con plasma».
| Espesor de aluminio | gas de plasma | Gas protector | Uso recomendado | Compensación |
|---|---|---|---|---|
| < 5 mm (< 3/16″) | Aire | Aire | Trabajo tosco de bajo costo | Borde oxidado, retrabajo antes de soldar. |
| < 5 mm (< 3/16″) | Nitrógeno | Nitrógeno | Borde impecable, listo para soldar. | Costo del gas embotellado |
| 6–12 mm (¼–½″) | Nitrógeno | Agua (H₂O) | Superficie lisa, bajo costo por pie | Requiere una linterna con protección contra el agua. |
| 12–20 mm (½–¾″) | Mezcla H-35 o H-2 | Nitrógeno | Alta densidad de energía, corte profundo | Gas que contiene hidrógeno, sin nivel freático. |
| > 20 mm (> ¾″) | H-35 | Nitrógeno | Placa gruesa, estructural | Coste de gas más elevado, se requiere formación |
| Cualquiera (evitar) | Oxígeno / F5 | - | Acero dulce / acero inoxidable únicamente | Acabado deficiente en aluminio, no lo utilice. |
Tablas de corte derivadas de la guía de tablas de corte del fabricante (series Hypertherm Powermax y XPR, boletines técnicos de plasma ESAB). AWS Z49.1 Seguridad en soldadura, corte y procesos afinesPara el corte por plasma en cualquier gas se requiere ventilación mecánica local. Para aplicaciones de plasma de aire, consulte compresor de aire para cortadora de plasma Guía de tallas.
Comience siempre con la tabla de corte del manual de usuario de su máquina para obtener el grosor exacto y, a continuación, realice los ajustes necesarios. Las tablas de corte del fabricante están calibradas para juegos de consumibles específicos; una desviación superior al 10 % del amperaje recomendado acelerará el desgaste de los consumibles.
Límites de espesor del aluminio: Desde lámina de 1 mm hasta placa de 6 pulgadas.
Las cortadoras de plasma se venden en clases de amperaje, y la clase de amperaje es lo que determina el grosor de una pieza de aluminio que la máquina puede cortar. ASTM B209La placa de aluminio se define como un producto plano de 0.250 pulgadas (6.35 mm) o más de espesor; el material más delgado es una lámina. El espesor mínimo también es importante: por debajo de 1 mm, el amplio corte y el aporte de calor del plasma deforman la pieza en lugar de cortarla. Más allá de este valor, la elección de la aleación influye en el rango de amperaje necesario.
¿Qué grosor máximo de aluminio puede cortar una cortadora de plasma de 50 A?
Una cortadora de plasma de aire de 45-50 A, como la Hypertherm Powermax 45, corta limpiamente aluminio de hasta aproximadamente 12 mm (12 mm) y perfora hasta 8 mm (5/16) en condiciones de producción. Más allá de eso, el arco comienza a debilitarse, la escoria se vuelve difícil de controlar y la vida útil de los consumibles disminuye drásticamente. Los talleres de producción generalmente optan por equipos de 65 A u 85 A para trabajos rutinarios con placas de gran espesor.
| Clase de amperaje | Versión de producción | Capacidad de perforación | Mejor aplicación de aluminio |
|---|---|---|---|
| 45 A | Hasta 12 mm (½″) | 8 mm (5/16 ") | HVAC, señalización, fabricación de iluminación |
| 65-85 A | Hasta 22 mm (⅞″) | 16 mm (⅜″) | Remolques, transporte, náutica |
| 105-130 A | Hasta 38 mm (1½″) | 25 mm (1 ″) | Estructural, militar, vagón de ferrocarril |
| 200–260 A (Definición X) | Hasta 152 mm (6″) | 75 mm (3 ″) | Placa gruesa, base del molde |
📐 Nota técnica: La aleación afecta la calibración del amperaje.
Las aleaciones 5052-H32 y 6061-T6 comparten la mayoría de las características de corte, pero la mayor conductividad térmica de la 6061 (167 W/mK frente a 138 W/mK de la 5052, según datos industriales de referencia) implica que el calor se disipa más rápidamente de la zona de corte. En espesores límite, la 6061 puede requerir entre un 5 % y un 10 % más de amperaje o una velocidad de corte menor que la 5052 para evitar un borde sin fusionar. La placa marina 5083 se comporta como la 5052. Siempre realice una prueba de corte al cambiar de aleación en un espesor que ya esté al límite de su máquina.
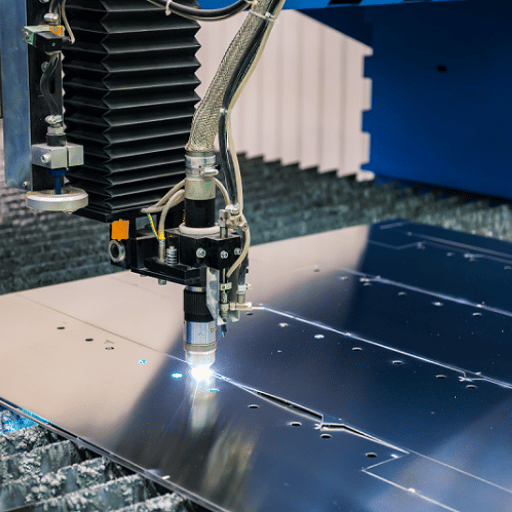
Configuración de la cortadora de plasma para aluminio: amperaje, velocidad y distancia de separación.

Tres parámetros determinan la calidad del corte en aluminio: el amperaje, la velocidad de avance y la altura de separación de la antorcha (que se ajusta indirectamente mediante la tensión del arco en los sistemas automatizados). Si se ajustan correctamente, se obtiene un borde recto con mínima escoria. Si se ajustan incorrectamente, se obtiene un borde biselado, oxidado y con mucha escoria que requiere rectificado antes de cualquier operación posterior.
Amperaje: Utilice el amperaje máximo que permita el grosor de la pieza, según la tabla de corte del fabricante. Un amperaje mayor implica un corte más rápido, una zona afectada por el calor más estrecha y menos distorsión. Los profesionales del sector indican que, en sistemas automatizados, el amperaje máximo suele ser la opción correcta; solo en el corte manual se necesitan ajustes más bajos para seguir el ritmo del movimiento de la antorcha.
Velocidad de desplazamiento: Ejecute a la velocidad más rápida IPM/TS (velocidad del chorro de chispa debajo de la pieza de trabajo en relación con la dirección de la antorcha) donde las chispas cortas terminan ~15-30 detrás de la dirección de la antorcha. Si las chispas cortas salen directamente hacia abajo delante de la antorcha o van mucho más allá de la estela de la antorcha, trabaje más lento: la ausencia de escoria superficial, ensanchamiento del corte y fusión de los bordes son señales de un corte demasiado lento. Si el arco se arquea hacia arriba en la boquilla, trabaje más rápido: el corte incompleto se realiza manualmente a ~10-15 IPM (250-350 mm/min) en láminas de aluminio.
Las máquinas CNC y los cobots funcionan constantemente a más de 100 IPM (más de 2,500 mm/min) sobre la misma lámina.
Distancia de separación y altura de perforación. La distancia de separación de corte se ajusta a aproximadamente 1.5 mm (0.060 pulgadas) por encima de la pieza de trabajo en la gran mayoría de las máquinas tipo Powermax. La altura de perforación debe ser de 1.5 a 2 veces la altura de corte (como regla general, de 2.3 a 3.0 mm) para evitar que el aluminio fundido retroceda hacia la boquilla y dañe los consumibles.
En los sistemas Powermax, el voltaje aumenta con la distancia de separación. En las máquinas con control automático de altura del voltaje del arco, basta con ajustar el voltaje objetivo para que el sistema de control garantice una distancia de separación constante, incluso en placas deformadas o irregulares.
El corte por arrastre (apoyando la boquilla sobre la pieza de trabajo) es aceptable en acero dulce con un consumible protector contra arrastre; no debe utilizarse en aluminio, ya que el material fundido blando y pegajoso obstruye la boquilla, prolongando la vida útil del consumible solo entre un 20 % y un 40 %.
Plasma vs. Láser vs. Chorro de Agua para Aluminio: Cuándo gana cada opción
La selección de plasma, láser de fibra o chorro de agua para aluminio es una decisión de adquisición que impactará el costo por pie, la calidad del borde y el techo de capacidad durante los próximos 10 años. Cada proceso tiene un nicho en el amplio rango operativo. La siguiente matriz utiliza valores referenciados cruzadamente de El fabricanteArtículo sobre conceptos erróneos y especificaciones actuales del fabricante.
| Variable | Plasma | láser de fibra | Chorro de agua |
|---|---|---|---|
| Espesor máximo del aluminio | 152 mm (6 ″) | ~19 mm (¾″) | 200 mm (8″)+ |
| Tolerancia de borde | ±0.015–0.020″ | ± 0.005 ″ | ± 0.003 ″ |
| Velocidad de corte (6 mm Al) | Rápido | Rápido | Lenta |
| Coste por pie (6 mm Al) | Bajo | Media | Alto (abrasivo) |
| Zona afectada por el calor | Moderado | Estrecho | Ninguno (embutido) |
| Inversión de capital | Bajo | Alto | Media |
Si va a cortar aluminio en grandes volúmenes de producción, no le importa (o puede permitírselo) que el borde tenga un grosor de 020 pulgadas y su presupuesto no le alcanza para una celda láser de fibra. Si va a procesar grandes volúmenes de láminas con tolerancias estrictas, opte por el láser. Si no puede aplicar calor (aleaciones tratadas térmicamente cerca de su temple final, aluminio revestido con materiales compuestos) o si el material tiene más de 6 pulgadas de profundidad, elija el corte por plasma.
Para una comparación más detallada, consulte corte por plasma vs corte por láser y Corte láser vs. plasma vs. chorro de agua.
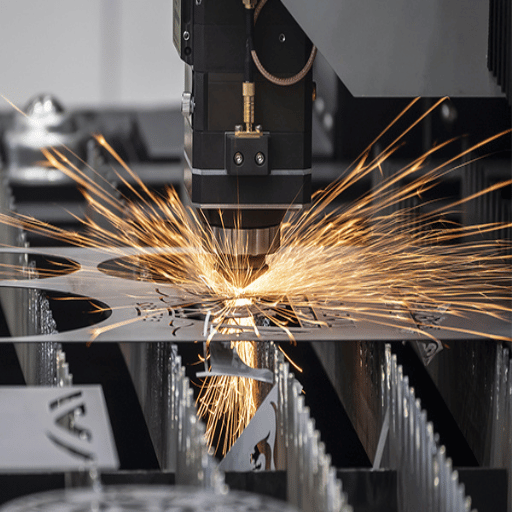
Calidad del corte: escoria, oxidación y tolerancia de los bordes: qué es posible y qué no.
El aluminio cortado con plasma no alcanza la calidad de corte láser en láminas delgadas, pero sí la calidad para soldar en placas al ajustar el gas, el amperaje y la velocidad de avance. En la práctica, casi todos los defectos de corte se deben a una de estas cuatro razones. La tabla de diagnóstico a continuación relaciona cada defecto con su causa raíz y solución.
¿Por qué mi cortadora de plasma no corta el aluminio limpiamente?
Entre el 80 % y el 90 % de las quejas sobre limpieza provienen de una de estas cuatro causas: superficie rugosa oxidada (problema de gas), escoria abundante (problema de velocidad o amperaje), ángulo de bisel excesivo (problema de separación o amperaje) o borde poroso (problema de gas o velocidad). Según los datos de algunos foros del sector, como Practical Machinist y la comunidad de Miller, la escoria se produce con mayor frecuencia en aluminio delgado de 3/32 (2.4 mm), donde el operario utiliza un amperaje demasiado bajo para intentar evitar problemas o trabaja demasiado rápido para evitar la distorsión.
| Síntoma | Causa probable | Solución |
|---|---|---|
| Borde negro rugoso y oxidado | Plasma de aire sobre aluminio | Cambiar al proceso N₂/N₂ o N₂/H₂O |
| Escoria de soldadura en la parte inferior del corte (escoria de baja velocidad) | Viaja demasiado lento o el amperaje es demasiado alto. | Aumenta la velocidad entre un 10 y un 15 % o reduce el amperaje en una banda. |
| Salpicaduras de escoria superficial (escoria de alta velocidad) | Viaja demasiado rápido o el amperaje es demasiado bajo. | Disminuya la velocidad entre un 10 y un 15 % o aumente el amperaje. |
| Ángulo de bisel excesivo (un lado ensanchado) | Distancia de separación demasiado alta (voltaje demasiado alto) | Bajar la antorcha, recalibrar el voltaje AVHC |
| Borde poroso e incompatible con la soldadura | Contaminación por hidrógeno o mezcla de gases inadecuada para el espesor. | Verifique la combinación de gases según la tabla de espesores; compruebe la pureza del gas de protección. |
| Corte irregular en placa deformada | Antorcha de altura fija sobre pieza de trabajo irregular | Habilite el control de altura de voltaje del arco o utilice un cobot con sensores. |
Lo cierto es que, para los bordes de grado de soldadura en chapa, el plasma compite de igual a igual con el láser en la gran mayoría de los trabajos de producción. Aaron Brandt, gerente de ingeniería de sistemas mecanizados en Hypertherm, afirmó: «Con los sistemas de plasma de alto rendimiento más recientes, mantenemos excelentes tolerancias en chapas de todos los espesores y materiales. La variación angular en aluminio es bastante buena, incluso en comparación con el acero dulce y el acero inoxidable». En cuanto a la práctica en campo, esa ha sido la experiencia de los talleres de estructuras y de transporte durante los últimos diez años.
Seguridad en el nivel freático: La trampa del hidrógeno (y cómo evitarla)
Esta es la sección de la que nadie habla hasta que te afecta. Al cortar aluminio con plasma sobre una mesa de agua, se puede liberar hidrógeno a velocidades que forman bolsas explosivas bajo la pieza. El óxido de aluminio (las partículas de escoria que caen al agua) neutraliza químicamente el oxígeno del HO, dejando hidrógeno libre. El hidrógeno escapa en forma de pequeñas burbujas, generalmente inofensivas, hasta que las mesas de agua mal diseñadas se llenan de bolsas bajo las placas y en las cámaras sumergidas. Cuando el siguiente corte atraviesa la sección sin soporte y el arco eléctrico alcanza la bolsa de hidrógeno, se produce una explosión.
Nunca corte con plasma aleaciones de aluminio-litio (Al-Li) en presencia de agua: ni sobre una mesa de agua, ni con una barrera impermeable, ni sobre un suelo húmedo. El Al-Li es extremadamente reactivo. La documentación de seguridad de Hypertherm y ESAB coincide en este punto.
Un escenario típico de incidente, según lo documentado por el personal técnico de ESAB, es el siguiente: un operario carga una placa, sube el nivel del agua, corta algunas partes y finaliza su turno. Mientras la placa permanece sumergida, con frecuencia se acumula hidrógeno en bolsas debajo de ella. El siguiente operario perfora la placa, el arco eléctrico enciende la bolsa de hidrógeno atrapada y la explosión causa daños y un grave riesgo de lesiones.
Medidas de mitigación que realmente funcionan, clasificadas por fiabilidad:
- ✔
Sistema de aireación — Un conjunto de tuberías perforadas en la parte inferior de la mesa genera una cortina constante de burbujas de aire comprimido que impide la formación de bolsas de hidrógeno. El control más económico y eficaz. - ✔
Silenciador de burbujas — un accesorio que se monta en la antorcha y que hace circular aire a través de una boquilla interior y agua a través de una boquilla exterior, agitando el agua circundante y evitando su acumulación. - ✔
Filtración de agua con separación centrífuga (p. ej., sistemas Ebbco de clase GRS): bombea agua a través de boquillas, elimina las partículas de aluminio antes de que sigan generando hidrógeno y mantiene el baño en agitación. - ✔
Disciplina operativa — Nunca deje las placas de aluminio sumergidas durante la noche; baje y suba el nivel del agua antes de cortar para romper las burbujas acumuladas; capacite a los operarios sobre la química del proceso.
Aparte del hidrógeno, el corte por plasma en cualquier mezcla de gases es un proceso reconocido de generación de humos. Según Hoja informativa de OSHA sobre el control de humos y gases peligrosos durante la soldadura.El corte por plasma se encuentra en la misma categoría de control de humos que el corte por oxicorte y la soldadura fuerte. La norma AWS Z49.1 exige ventilación mecánica local para el corte por plasma en espacios ocupados. El humo de óxido de aluminio en sí es ligeramente irritante, pero no está clasificado como peligroso según la norma HWPS; si se cortan metales mixtos o aluminio con imprimación o cromado, se superan los niveles de exposición al cromo hexavalente según el NEP Cr(VI) vigente de OSHA. Para obtener más detalles sobre la tabla de niveles de agua, consulte la guía de tablas de niveles de agua para CNC.
Cinco ideas erróneas que están afectando negativamente el rendimiento de su corte de aluminio.
Los siguientes cinco mitos han rodeado al corte por plasma desde la década de 1980, cuando las opciones de gas y los controles de las máquinas eran primitivos. Los modernos sistemas de control neumáticos han evolucionado; muchos fabricantes de automóviles y talleres de reparación no. Las declaraciones de expertos citadas a continuación provienen de un artículo de la revista The Fabricator, escrito por un experto del sector, sobre el corte por plasma.
Idea errónea 1: El aluminio no es un buen candidato para el plasma porque la porosidad arruina el borde.
Se trata de un fallo de diseño del sistema de gas, presentado por el fabricante como una limitación de la tecnología. Al cortar aluminio con láser, ruedas dobladoras, oxicorte o plasma, no hay diferencia en la calidad del borde entre ambos métodos. Es evidente que los parámetros de mi trabajo con plasma son ahora comparables o incluso mejores que los del láser, pero, a modo de referencia, en mi configuración obtengo un buen borde con una mezcla estándar de gases de oxígeno, nitrógeno y argón.
“Con la selección adecuada de gases, se puede obtener un borde muy fino en el aluminio mediante plasma”.
Idea errónea 2: El plasma no puede cumplir con tolerancias estrictas.
Esto era cierto para las máquinas de la década de 1980, pero no para los sistemas actuales. El plasma de clase X-Definition actual se puede programar fácilmente con una precisión de 0.015 a 0.020 en una placa de aluminio, logrando un borde extremadamente preciso, pero dentro de las tolerancias que un usuario de remolques, vehículos militares y vagones de ferrocarril considerará aceptables.
“En las industrias de vehículos militares y vagones de ferrocarril, por lo general no buscan una tolerancia de más o menos cinco milésimas de pulgada, mientras que nosotros podemos mantener una tolerancia de más o menos 15 o 20 milésimas en el corte por plasma, lo cual está dentro de las tolerancias establecidas en esas industrias.”
Idea errónea 3: El aluminio cortado con plasma deja una superficie difícil de limpiar.
El mismo problema con la selección del gas. Con plasma de aire, sí, se obtiene un residuo oxidado rugoso. Con procesos de gas inerte (N/N o N/HO), el acabado superficial es liso y las soldaduras aparecen uniformes en el borde cortado con una preparación mínima.
Idea errónea 4: El láser es más rentable que el plasma para el aluminio.
Cierto en láminas delgadas (por debajo de aproximadamente ) a alto volumen. Falso por encima de , donde el láser debe usar nitrógeno a alta presión como gas auxiliar (no hay reacción exotérmica disponible en aluminio) y los costos operativos aumentan drásticamente. El plasma mantiene una ventaja significativa en el costo por pie en placas, además de un límite de espesor mayor (6 pulgadas de plasma frente a ~ para láser de fibra).
Idea errónea 5: El corte de aluminio por plasma requiere un operador especialmente capacitado que esté vigilando.
En los sistemas de plasma mecanizados de alta gama modernos, la distancia de seguridad, el movimiento y el retardo de perforación se gestionan mediante automatización. Sin embargo, un aspecto en el que la atención del operario es fundamental es el corte en la capa de agua (véase la sección sobre trampas de hidrógeno más arriba): se trata de un riesgo químico, no de una dificultad en el corte.
“La mayoría de los sistemas mecanizados de corte por plasma cuentan con controles que permiten que la máquina funcione, mantenga la altura de separación adecuada y controle automáticamente su movimiento.”
Hacia dónde se dirige el corte por plasma de aluminio: Perspectivas 2025-2030
El mercado de máquinas de corte por plasma alcanzó los 811.4 millones de dólares en 2025. El Grupo IMARC prevé que seguirá creciendo anualmente a una tasa de crecimiento anual compuesta (TCAC) estable del 4.16 % al 4.5 %, y que llegará a los 2.2 millones de dólares en 2034. Se espera que las cortadoras de plasma de uso industrial crezcan a un ritmo mayor, ya que están desplazando las inversiones en láseres de fibra en la fabricación automatizada.
Hay tres conjuntos particulares de razones a favor de seleccionar una solución de plasma de aluminio en 2026 o 2027. Primero, la penetración vertical del plasma CNC sobre el manual está bien establecida en los fabricantes de remolques, estructuras y carrocerías de vehículos eléctricos; segundo, la integración avanzada de cobots está poniendo rápidamente el plasma automatizado al alcance de talleres que antes no podían justificar un CNC dedicado. Tercero, los grados de aleación premium para baterías de vehículos eléctricos, iluminación especializada y otros componentes ligeros de tendencia de transporte (5xxx y 6xxx) para los que el plasma es extremadamente adecuado, se escalan para la producción en las mismas aleaciones. Todo esto se combina para formar un caso de inversión convincente en un taller de láser de fibra con trabajo de placas persistente por encima de 100.000 en 2026 utilizando un sistema de plasma sobre aluminio. Consulte la cobertura relacionada en el Cortadora de plasma CNC panorama de capacidades.
Preguntas frecuentes sobre el corte de aluminio por plasma
P: ¿Puede una Hypertherm Powermax 45 cortar aluminio?
Ver respuesta
P: ¿Se puede cortar aluminio con plasma utilizando solo aire comprimido?
Ver respuesta
P: ¿Cuál es la mejor cortadora de plasma para chapa de aluminio?
Ver respuesta
P: ¿Cómo puedo evitar la formación de escoria en el aluminio cortado con plasma?
Ver respuesta
P: ¿Puede una cortadora de plasma CNC cortar aluminio?
Ver respuesta
Acerca de este análisis
Este estudio de referencia combina datos obtenidos de las tablas de corte de las máquinas de corte por plasma (series de producción Hypertherm Powermax y XPR), los boletines técnicos de ESAB sobre el uso del plasma, las normas publicadas AWS Z49.1 y ASTM B209, la guía de OSHA sobre el control de humos y las fuentes expertas citadas en The Fabricator, con la práctica de producción real para todos los trabajos de chapa de aluminio estructural, de tránsito y para remolques documentados con plasma.
Explora las máquinas de corte por plasma Resizeweld →
Referencias y fuentes
- Control de humos y gases peligrosos durante la soldadura (OSHA FS-3647) — Administración de Seguridad y Salud Ocupacional de EE. UU.
- Programa Nacional de Énfasis — Cromo Hexavalente (CPL 02-02-076) — Administración de Seguridad y Salud Ocupacional de EE. UU.
- AWS Z49.1 Seguridad en soldadura, corte y procesos afines — Sociedad Americana de Soldadura
- Especificación estándar ASTM B209 para láminas y placas de aluminio y aleaciones de aluminio. — ASTM Internacional
- Conceptos erróneos sobre el corte de aluminio por plasma — El Fabricante
- Tamaño del mercado de máquinas de corte por plasma, crecimiento y pronóstico 2026-2034 — Grupo IMARC
- Perspectivas del mercado de máquinas de corte por plasma 2026-2030 — GlobeNewswire
Artículos Relacionados
- Corte por plasma frente a corte por láser — Comparación directa de procesos para trabajos con láminas y planchas
- Corte láser vs. plasma vs. chorro de agua — Marco de decisión tripartito para el aluminio y el acero
- Cortadora de plasma CNC Guía: qué cambia al pasar del corte manual al automatizado.
- Guía de la mesa de plasma CNC — mesas de agua, mesas de tiro descendente y configuraciones seguras para aluminio
- Compresor de aire para cortadora de plasma — dimensionamiento del suministro de aire para trabajos de plasma de aire en producción
- ¿Qué es una máquina de corte por plasma? — Guía tecnológica para compradores nuevos en el mundo del plasma









{kind=link}
{kind=link}
{kind=link}
{kind=link}