
La découpeuse plasma CNC est un procédé de découpe thermique à commande numérique (CNC) utilisant un jet de plasma gazeux ionisé à haute température pour découper des matériaux métalliques conducteurs avec une grande précision, surpassant ainsi toute méthode manuelle. Pour les ateliers de fabrication effectuant des découpes permanentes de carbone, d'acier inoxydable, d'aluminium et autres tôles jusqu'à 50 mm d'épaisseur, elle demeure la référence du secteur : plus rapide que la découpe au gaz, moins coûteuse que le laser à fibre pour des épaisseurs de 6 à 2 mm et bien plus performante pour l'alimentation des lignes de production que les chalumeaux manuels. Ce guide explore le fonctionnement d'une découpeuse plasma CNC, de la physique aux classes d'ampérage (dépendant de la taille de la table), en passant par la capacité de traitement des matériaux, les infrastructures pneumatiques et électriques souvent négligées en atelier, les applications industrielles concrètes, une comparaison objective avec la découpe laser et au gaz, l'analyse économique de Bimosu déterminant les coûts d'exploitation réels et les perspectives du marché jusqu'en 2026.
Caractéristiques principales — Découpeur plasma CNC en bref
| température de l'arc plasma | ~25 000 °F (~14 000 °C) |
| Gamme de puissance | 45 A (fabrication légère) – 200 A+ (industrie lourde) |
| Capacité de coupe de l'acier doux | 1/4″ (45 A) jusqu'à 2″+ sectionnement (125 A+) |
| Largeur de trait typique | 1.5 à 3 mm selon l'ampérage et les consommables |
| Biseautage des bords (plasma standard) | ±1–4° par rapport à la perpendiculaire |
| Besoins en air (typique 65 A) | ~6–7 SCFM à 80–90 PSI en continu, sec |
| Matériaux découpables | Acier doux/au carbone, acier inoxydable, aluminium, cuivre, laiton — conducteurs uniquement |
| Durée de vie des cadres industriels | 10 à 20 ans (les consommables sont des pièces d'usure, pas la machine) |
Qu'est-ce qu'une machine de découpe plasma CNC et comment coupe-t-elle réellement le métal ?
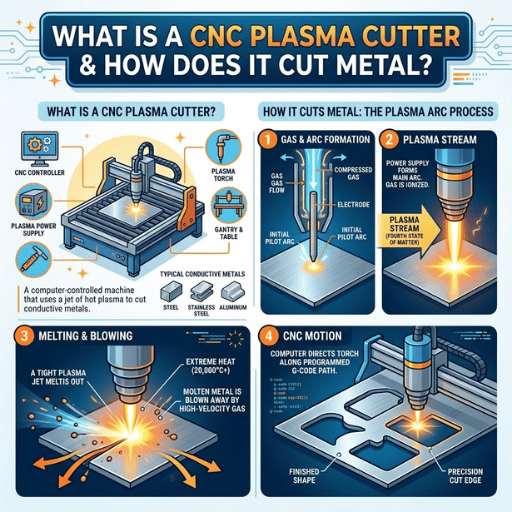
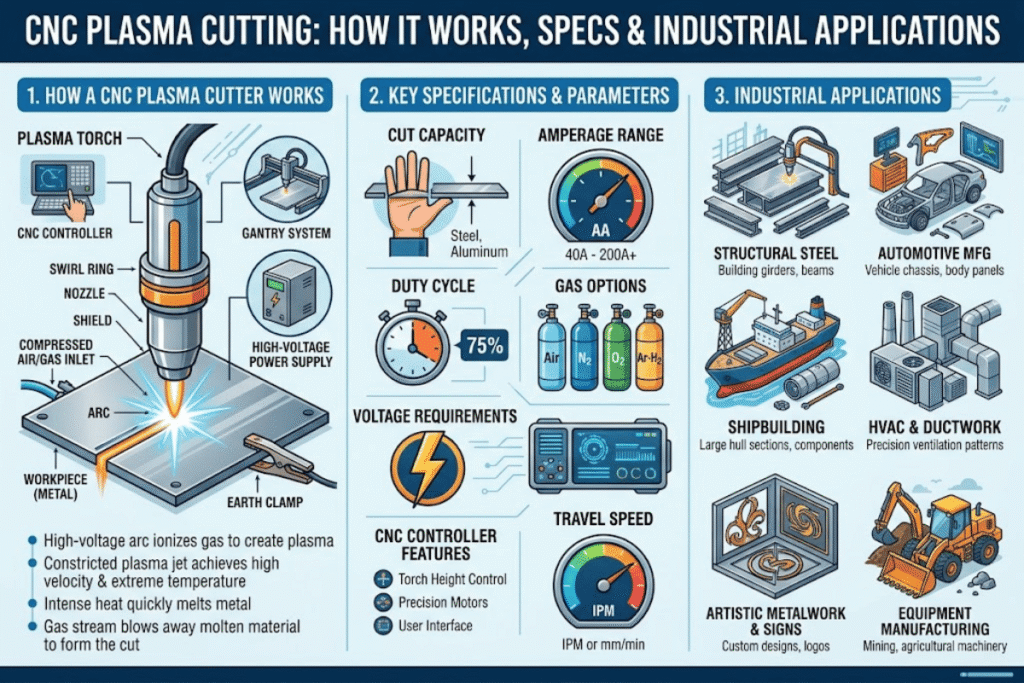
Le procédé de découpe à haute température MIG/MPP consiste à projeter un jet de gaz ionisé (ou plasma) à grande vitesse à travers une pièce pour découper des matériaux métalliques conducteurs. L'appellation « MIG » dans MIG/MPP provient du fait que le procédé utilise un arc électrique actif pour protéger le métal en cours de découpe. Cet arc actif est généré par un transfert d'arc entre une source d'alimentation et des lingots de tungstène. Le procédé permet une découpe très précise à des vitesses bien supérieures à celles obtenues par découpe manuelle.
Comment fonctionne un découpeur plasma CNC ?
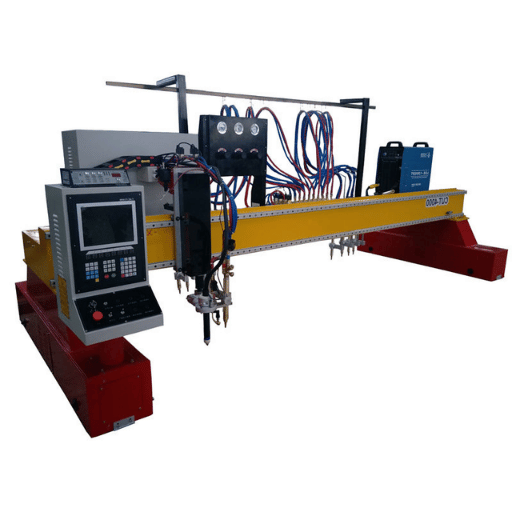
Une machine à plasma typique se compose d'une torche montée sur un portique usiné à trois degrés de liberté et à mouvement dédié. Un programme informatique, écrit en code G à partir d'un dessin CAO et stocké sur un ordinateur portable, reçoit les commandes de la torche pour déplacer l'arc plasma le long d'une trajectoire dans l'espace. Le terme « CNC » permet de distinguer une machine utilisant un PC standard central comme serveur de fichiers des systèmes équipés de logiciels de commande numérique propriétaires, parfois dotés d'un écran tactile pour certains modes de fonctionnement.
- Le processus de découpe au chalumeau se déroule en plusieurs étapes au cours de chaque cycle de coupe :
- L'amorçage à haute fréquence d'un arc pilote entre l'électrode et l'orifice de la torche propulse une colonne pilote de gaz ionisé à travers l'orifice de traitement et dans la pièce à usiner. Cet arc pilote présente une température moyenne d'environ 14 000 °C (25 000 °F), suffisamment élevée pour produire rapidement la modification superficielle précise nécessaire à l'enlèvement d'une fine entaille.
- Lorsque l'arc entre en contact avec le métal nu, la colonne pilote s'éteint. La colonne principale assure alors le transfert de l'arc de l'orifice à la pièce à usiner ; dès cet instant, le circuit d'arc traverse le métal. Ce transfert amorce le processus de coupe.
- L'arc fait fondre la pièce à une vitesse définie, enlevant de la matière de la plaque. Le four à haute pression (environ 25 000 psi) a tendance à éjecter le panache de métal en fusion par le bas de la coupe, avec une force qui dépend de l'interaction entre l'intensité du courant, la vitesse d'avance MIG (mesurée milliseconde par milliseconde), la vitesse de déplacement de la torche (également mesurée milliseconde par milliseconde) et de nombreux autres facteurs. Cet équilibre, appelé « qualité de coupe au gaz », est crucial pour le contrôle CNC de la forme des bords, mais peut être ajusté par l'opérateur grâce à la vitesse de la torche (ainsi qu'à l'intensité du courant et au débit de gaz).
Pendant la découpe, la commande numérique (CNC) lit les données de l'encodeur de la machine de haute précision, ajuste la position de la torche selon les axes X, Y et Z et maintient une trajectoire affichée sur l'écran. La hauteur de la torche est constamment régulée par le moment de transfert de l'arc grâce à un système de commandes indépendant des moteurs pas à pas. Les pertes de boucle pendant la découpe peuvent être si importantes que la hauteur de la torche dérive inévitablement de 12,7 mm (½ pouce) jusqu'à ce que le système reprenne la position de la plaque. En production, le capuchon est usiné jusqu'à ce que les bords présentent des tolérances de perpendicularité de 1 à 4 mm (1 à 4 pouces), un niveau de finition bien supérieur à celui obtenu avec une torche manuelle, ou reproductible en une journée de travail avec une découpe manuelle.
Les six sous-systèmes d'un système plasma CNC complet

Une machine de découpe plasma CNC complète ne se résume pas à un seul bloc. Elle est composée de six sous-systèmes qui doivent tous fonctionner simultanément ; comprendre le rôle de chacun facilite la lecture d'un devis et simplifie considérablement la planification d'une intervention.
- L'armoire contient une source d'alimentation qui transforme le courant électrique de l'atelier en un arc CC contrôlé et soigneusement régulé (via un cycle de service – par exemple, un cycle de service de 60 % équivaut à six minutes de temps d'arc allumé pour dix minutes, le reste étant consacré au refroidissement).
- Montée sur le portique, une torche à plasma mécanisée automatise le travail de l'opérateur. Si les torches manuelles peuvent être adaptées aux machines d'entrée de gamme, elles limitent fortement la répétabilité. La fabrication professionnelle utilise une torche conçue spécifiquement pour une installation sur machine, avec une géométrie de distance constante.
- La commande numérique (CNC), qu'il s'agisse d'une machine industrielle dédiée (Fanuc, Allen-Bradley, Siemens) ou d'un PC sous Windows servant de serveur et connecté au logiciel de découpe via Ethernet, se charge de lire le programme pièce, de piloter les moteurs de la machine et de gérer les entrées/sorties des signaux d'amorçage d'arc. De nombreux ateliers débutants se contentent d'acquérir une machine CNC connectée au système par Ethernet.
- Sous la machine, un système d'entraînement assure le déplacement du portique le long des axes X et Y via des servomoteurs ou des moteurs pas à pas avec amplificateurs et codeurs, respectivement, un système à crémaillère sur le grand châssis industriel pour l'axe X (course plus longue) et une vis à billes sur l'axe Y. Le déplacement sur l'axe Z permet de lever et d'abaisser la torche indépendamment du reste du système.
- Au-dessus de la plaque, un système de contrôle de hauteur de torche à tension d'arc mesure la tension pour indiquer la distance entre la torche et la plaque et ajuste l'axe Z en temps réel. Un système de contrôle de hauteur de torche absent ou défectueux peut entraîner une découpe irrégulière lors de la fabrication, la plaque chauffant et se déformant sous l'effet de la chaleur.
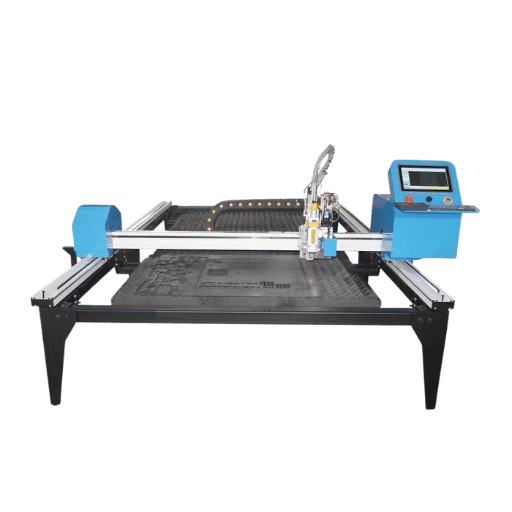
- Sur l'atelier, la table de découpe constitue la structure de la pièce : lattes, cadre et soit un réservoir d'eau (qui atténue le bruit et les fumées et récupère les projections), soit un plénum d'aspiration (qui aspire les fumées vers un système de filtration). La déformation de la table influe directement sur les erreurs de biseau lors de la coupe.
Les accessoires optionnels comprennent des têtes de chanfreinage automatisées pour la préparation des soudures, des extracteurs de fumées, des stations de perçage, des têtes de marquage et un quatrième axe pour la découpe des tubes. Chacun de ces accessoires ajoute des fonctionnalités et complexifie la tâche de manière relativement équivalente.
Classe de puissance et capacité de coupure : Décryptage des spécifications d’ampérage
L'intensité du courant est la spécification de base de toute machine de découpe plasma, et c'est aussi celle qui est le plus souvent mal interprétée. La plupart des acheteurs potentiels évaluent l'épaisseur de coupe maximale comme critère d'achat, ce qui est une erreur. L'épaisseur de production, le facteur de marche et la rentabilité par électrode sont des facteurs bien plus importants.
| intensité de courant | Coupe recommandée | Capacité de service | Percer | Meilleur ajustement |
|---|---|---|---|---|
| A 45 | 1/2 po (12 mm) | 7/8 po (22 mm) | 1/4 po (6 mm) | tôlerie, signalétique, fabrication d'éclairage |
| A 65 | 3/4 po (20 mm) | 1-1 / 4 po (32 mm) | 1/2 po (12 mm) | Atelier général, travaux divers |
| A 85 | 1 mm (25 po) | 1-1 / 2 po (38 mm) | 5/8 po (16 mm) | fabrication lourde, plaque structurale |
| A 105 | 1-1 / 4 po (32 mm) | 2 mm (50 po) | 3/4 po (20 mm) | Lignes de production industrielle |
| A 125 | 1-3/4″ à 10 IPM, 100 % CC | 2-1 / 2 po (63 mm) | 1 mm (25 po) | Industrie lourde, travail posté |
| 200A+ | 2″+ à vitesse de production | 3″+ (75 mm+) | 1-1/4″+ | Chantier naval, poutres de structure, tôles épaisses |
Les limites de capacité correspondent à la norme industrielle pour la découpe plasma à l'air sur acier doux avec des consommables standard pour torches de machines ; l'inox et l'aluminium réduisent ces limites de 15 à 25 %. Les valeurs de Sever indiquent l'épaisseur maximale que le système peut découper avec des bords de qualité industrielle.
La règle des classes de puissance à 4 variablesLa classe de puissance ne se base pas uniquement sur la dureté. Elle dépend de quatre facteurs : (1) le niveau de production (épaisseur moyenne), (2) les besoins de consommation de pointe, (3) le cycle de service à l'ampérage de production et (4) la rentabilité des consommables. Lorsque l'ampérage dépasse 95 % de la capacité nominale des buses, la durée de vie de ces dernières et des électrodes chute brutalement. Se fier uniquement à la dureté maximale conduit à l'erreur la plus fréquente des ateliers : acheter un système de 125 A pour découper des plaques rares de 44 mm (1-3/4 pouce), puis l'utiliser quotidiennement à 65 A, ce qui double la consommation de consommables pour des pièces qu'un système de 65 A aurait pu découper à un coût au mètre inférieur.
Pour les ateliers travaillant principalement avec de l'acier doux de 6,35 mm à 19 mm (1/4″ à 3/4″), un système de 65 A ou 85 A est presque toujours la solution idéale. N'optez pour 105 A ou 125 A que pour une production continue de plus de 25,4 mm (1″). Pour une description détaillée des spécifications, notamment le comportement en cycle de service sous charge continue, consultez notre documentation. Spécifications techniques de la découpe au plasma.
Empreinte au sol des tables de découpe et de l'espace de travail

La taille de la table est déterminée par le format de la feuille, et non par ses dimensions de coupe. Une table de 1.2 m x 1.2 m (44 pouces) peut tout juste accueillir une demi-feuille de 122 cm (48 pouces) sans resserrage, ce qui convient pour la coupe, mais pas pour le flux de travail. Choisissez la table qui peut accueillir vos formats les plus courants sans manipulation intermédiaire.
| Taille de la table | Feuilles de papier ajustées | Empreinte au sol | Idéal pour |
|---|---|---|---|
| 2×2 pi | Gouttes, panneaux vierges | Environ 6 m x 6 m, dégagement compris | passe-temps, art, prototype |
| 4×4 pi | Demi-feuille (4′×4′) | ~8×8 pieds | Petit atelier de fabrication, travaux variés |
| 4×8 pi | Dimensions standard complètes 4′×8′ (1220×2440 mm) | ~8×14 pieds | Référence du secteur — 80 % des travaux de fabrication |
| 5×10 pi | Feuille de 5′×10′, grands supports | ~10×16 pieds | Atelier de fabrication lourde et de structure |
| 6×12 pi | Plaque surdimensionnée, semelles de poutre | ~12×18 pieds | Chantier naval, charpente métallique, tour à vent |
Deux options de sous-structure sont possibles une fois les dimensions fixées. Une table à eau immerge ou retient l'eau sous les lattes, réduisant ainsi l'absentéisme, les émanations et le bruit, tout en diminuant la zone affectée thermiquement ; cette option est privilégiée pour l'aluminium et l'inox, où l'oxydation est un problème. Une table aspirante aspire les fumées par des zones perforées vers un système de filtration, tout en maintenant la qualité de l'air de l'atelier, mais elle engendre une consommation électrique plus importante pour le ventilateur et des frais de remplacement régulier des filtres. La plupart des ateliers à forte production utilisant une quantité importante d'inox privilégient une table à eau ; les ateliers à fort volume utilisant de l'acier doux dans des environnements propres privilégient une table aspirante.
Prévoir un espace dégagé : au moins 4 m de chaque côté de la table, sans aucun obstacle, ainsi qu’un passage libre pour la distribution des feuilles. soudure de tôle Les processus suivants se déroulent exclusivement en aval de la cellule de découpe ; il convient donc de déterminer le débit des pièces avant de raccorder les conduites d'air.
Matériaux que vous pouvez découper et qualité de coupe obtenue
Une découpeuse plasma CNC peut découper tout métal conducteur d'électricité : c'est universel. Les aciers doux et au carbone sont idéaux : vitesse de coupe optimale, longue durée de vie des consommables et coût au mètre linéaire le plus bas. L'inox et l'aluminium se découpent également efficacement, mais nécessitent une puissance plus élevée et une consommation de consommables différente.
Une machine de découpe plasma CNC peut-elle couper de l'aluminium ?
Oui, avec quelques inconvénients. Premièrement, la conductivité thermique plus élevée de l'aluminium permet une dissipation de la chaleur plus rapide que celle de l'acier, ce qui limite la capacité de coupe effective à environ 75-85 % de celle de l'acier doux. Un système de 65 A conçu pour l'acier doux de 19 mm (3/4") peut facilement usiner de l'aluminium d'environ 16 mm (5/8"). Deuxièmement, l'aluminium produit des scories plus collantes qui adhèrent au bord inférieur. La découpe sous immersion ou avec un mélange air-flamme facilite le nettoyage, sans toutefois l'éliminer complètement. Pour obtenir des faces en aluminium parfaitement propres, la découpe au laser à fibre est la solution optimale lorsque les ressources sont disponibles.
| Source | Capacité par rapport à l'acier doux | Gaz recommandé | Notes de bord |
|---|---|---|---|
| acier doux / au carbone | 100 % (référence) | Air comprimé ou O₂ | Pièce propre et soudable à la coupe pour la plupart des applications |
| Inox | ~85–90 % | Mélange N₂/H₂ ou air (selon la qualité) | Légère décoloration de la ZAT ; une passivation peut survenir sur les parties critiques. |
| Aluminium (5xxx, 6xxx) | ~75–85 % | N₂/H₂ ou air | Dépôts collants sur le bord inférieur, nettoyage à prévoir |
| Cuivre, laiton | ~% 70 | N₂ ou air | Réfléchissant ; sa conductivité thermique élevée réduit la fenêtre de travail |
📐 Note technique — Biseau et scoriesFabrication : les découpes plasma standard présentent un chanfrein de 1 à 4 selon la hauteur de la torche, la vitesse de déplacement et le côté de la saignée mesuré. Convention générale : le côté de coupe optimal (sens opposé au tourbillon de gaz) doit rester inférieur à 2 ; le côté à rebuter peut atteindre 4. Lors de la préparation de pièces à souder avec un chanfrein côté joint, programmez la découpe pour que le côté optimal soit orienté vers le joint (ou utilisez une tête de chanfreinage automatisée). Lors de l’application de peinture en poudre, prévoyez une étape d’ébavurage ou de meulage : la poudre adhère plus facilement aux projections supérieures ou aux scories inférieures.
Exigences en matière d'infrastructures d'air, d'électricité et d'atelier
Dans tous les ateliers de découpe plasma, le débit d'air comprimé est largement sous-estimé. Un débit constant d'environ 6 à 7 SCFM (pieds cubes par minute) à 80-90 psi (55 à 6,2 bars) est nécessaire pour une découpe plasma de qualité. Un système de 85 ampères consomme davantage. Un compresseur monophasé de 85 ampères, d'un débit nominal de 14 CFM (pieds cubes par minute) à 80 psi (5,5 bars), avec un facteur de marche de 55 % et qui n'est pas un compresseur multi-étagé, ne fournira que 14 CFM pendant une fraction de minute ; le reste du temps, il aspire 90 % de son débit nominal à seulement 15 % de sa capacité. Cet excès d'air engendre un arc plus faible et diffus, ce qui entraîne une surconsommation de consommables à chaque fois que le débit d'air s'écarte de la plage optimale.
L'humidité représente l'autre aspect du problème d'alimentation en air. L'air comprimé contient inévitablement de l'eau et de l'huile ; ces deux éléments endommagent la torche. Un sécheur d'air à réfrigérant ou à dessiccant, installé en amont d'un filtre coalescent, est la solution la plus simple et la plus économique pour quadrupler, voire plus, la durée de vie des consommables dans un atelier standard.
| Classe de puissance | Demande d'air | Dimensionnement du compresseur (continu) | Service électrique |
|---|---|---|---|
| A 45 | ~5 SCFM à 80 PSI | 5 CV monobloc minimum | Monophasé 220 V / 30 A |
| A 65 | ~6–7 SCFM à 85 PSI | 7.5 CV à deux étages | Monophasé 220 V / 50 A ou triphasé 220 V |
| A 85 | ~7–8 SCFM à 90 PSI | 10 CV à deux étages | triphasé 220 V / 480 V |
| 125A+ | Plus de 10 SCFM à 90 PSI | Moteur à deux étages de 15 à 25 CV avec grand récepteur | triphasé 480 V / 60+ A |
L'extraction des fumées, la protection oculaire, les procédures de surveillance incendie et les directives relatives aux zones dégagées sont obligatoires dans le cadre de OSHA 29 CFR 1910.252La sécurité des travaux à chaud au niveau du processus est détaillée dans AWS Z49.1, avec une ventilation spécifiquement prise en compte dans Fiche d'information AWS n° 36Toute fumée contenant du chrome (acier inoxydable), du béryllium ou des revêtements galvanisés nécessitera une protection respiratoire conforme aux normes de l'EPA.
Les professionnels du secteur savent qu'une pression trop élevée, au-delà de la plage recommandée, diminue l'arc électrique au lieu de le renforcer. Un excès de pression disperse le faisceau de la torche sur une fraction de mètre et compromet la précision et la profondeur de coupe. La pression recommandée dans un manuel n'est pas un minimum, mais un maximum.
Applications industrielles : là où le plasma CNC excelle
Le plasma occupe une niche étroite dans cinq secteurs industriels particulièrement bien adaptés, où sa combinaison inégalée de vitesse, de gamme d'épaisseurs et d'accessibilité financière peut rendre tout autre choix superflu.
Fabrication d'acier structurelUsinage par flamme haute vitesse et gougeage fin, rapide et ascendant sur une plage de 200 à 400 A pour réaliser des chanfreins et des perçages, courber et usiner complètement le bord de toute tôle de coque, cloison ou raidisseur (épaisseur de 6 à 50 mm). Qualité de chanfrein acceptable pour la plupart des préparations de soudage ; utiliser une passe de gravimétrie ou une meuleuse pour la finition des raidisseurs. Programmer pour que l'extrémité supérieure de la zone d'épaisseur souhaitée soit orientée vers la saignée.
Construction navale et travaux en chantierTraitement rapide d'ensembles de grande taille et/ou de composants en tôle épaisse (coques de navires, modules, flotteurs, etc., épaisseur 125-200 Å) préfabriqués, poinçonnés, renforcés, tournés, percés ou autrement, avec 1 à 4 chanfreins, tête de chanfreinage multiaxes et système de torches multiples alignées par gravité. Utilisation en aval. rotateurs de soudage et des positionneurs inclinables, couplés à des systèmes de mesure CMM haut de gamme, pour dégager le plateau de découpe de pièces massives.
conduits de chauffage, ventilation et climatisation et conduits en tôleProduction rapide et fiable d'ébauches de tôle d'étain, de joints à languettes, de pièces de forme critique (boulons, plaques carrées, parties de charnières nues découpées, bavures à languettes, renforts de panneaux, etc.) à partir de tôle galvanisée légère, jusqu'à 60 pouces dans la tôle, en utilisant une torche à très haut débit de 45 A où la vitesse de transfert des pièces dépasse la vitesse de coupe.
Matériel agricole et lourdChâssis, supports, ébauches de lames et de dents, plaque de trémie. Travail de la tôle en acier doux, épaisseur dominante : 6 à 25 mm. Zone de finition : 65 à 105 A ; le chanfrein et les bavures sont moins importants car les pièces sont soudées en assemblages plutôt que présentées comme des surfaces finies.
Châssis, remorques et panneaux de carrosserie automobilesLongerons de châssis, plaques de renfort, plateaux de remorque sur mesure, pare-chocs pour véhicules tout-terrain. Épaisseurs variées, de la tôle de calibre 16 à la tôle de 12,7 mm. Les systèmes de puissance moyenne (65-85 A) conviennent à la plupart des travaux ; les fabricants de remorques et de châssis utilisent des tables de 122 cm pour un ajustement standard. Les machines de découpe plasma industrielles avec tables aspirantes assurent une meilleure qualité de l'air dans l'atelier lors des productions en grande série.
Plasma vs Laser vs Oxy-combustible : une comparaison objective des procédés
Aux alentours de 6 mm d'épaisseur, le compromis entre les procédés de découpe s'inverse. En dessous de 6 mm, la découpe laser à fibre offre une meilleure qualité de coupe et une vitesse accrue. Entre 6 et 50 mm pour les métaux conducteurs, la découpe plasma reste plus avantageuse en termes de coût au mètre et d'investissement. Au-delà de 50 mm pour l'acier au carbone, la découpe oxyacétylénique demeure la plus économique en termes de coût de coupe, malgré une qualité de coupe médiocre.
| Dimension | Plasma CNC | Laser à fibre | Oxy carburant |
|---|---|---|---|
| Épaisseur idéale | conducteur de 6 à 50 mm | 0.5–25 mm, idéalement <6 mm | Acier au carbone uniquement, de 25 à 200 mm |
| Qualité des bords | Biseau de ±1 à 4°, scories légères | ±0.5°, quasi-net | Brut, nécessite un nettoyage |
| Vitesse de coupe à 1/4″ d'acier doux | ~80–120 IPM (85 A) | ~200–400 IPM (4 kW) | ~16–24 IPM |
| Capex (clé en main) | 15 200 $ à XNUMX XNUMX $ | 80 500 $ à XNUMX XNUMX $ et plus | 5 30 $ à XNUMX XNUMX $ |
| Le coût d'exploitation | ~0.10 à 0.30 $/pi | ~0.05 à 0.15 $/pi (moins cher pour les volumes importants) | ~0.08–0.20 $/pi (oxygène + gaz combustible) |
| Matériel Requis | Tous les métaux conducteurs | Tous les métaux + défis de réflexion | Acier au carbone et faiblement allié uniquement |
Sélecteur de processus à 3 questions
- Quelle est l'épaisseur de matériau la plus courante ? Moins de 6 mm : découpe laser fibre avec exigences de qualité des bords. De 6 à 50 mm : découpe plasma pour métaux conducteurs. Plus de 50 mm : découpe oxyacétylénique pour acier au carbone.
- Quel est votre volume de découpe mensuel maximal ? En dessous de 200 heures de fonctionnement de l’arc par mois, le plasma, grâce à ses coûts d’investissement inférieurs, est généralement plus avantageux. Au-delà, le coût au mètre linéaire inférieur du laser à fibre est amorti.
- Quelle est la proportion de métaux non ferreux (inox, aluminium) dans votre mélange ? Si elle dépasse 30 % et que la qualité des bords est importante, le laser à fibre justifie l’investissement initial plus élevé. Si l’utilisation de métaux non ferreux est occasionnelle, la flexibilité du plasma est un avantage.
Pour une comparaison plus approfondie de la qualité de coupe, côte à côte, avec des exemples de bords et une modélisation des coûts par processus, consultez notre découpe plasma vs découpe laser analyse et angle alternatif dans Comparaison entre la découpe laser et la découpe plasma.
Coût d'exploitation et durée de vie des consommables : analyse de la réalité du coût total de possession
Les machines de découpe plasma industrielles ont une durée de vie de 10 à 20 ans. Les consommables sont des pièces d'usure, à remplacer selon le calendrier prévu. Le coût total de possession est principalement déterminé par la consommation de consommables, elle-même fortement influencée par les pratiques de l'opérateur, et non par les caractéristiques techniques de la machine.
Quelle est la durée de vie d'une machine de découpe plasma CNC ?
Sur les équipements industriels, le châssis mécanique et le système de mouvement fonctionnent généralement entre 10 et 20 ans avant une révision majeure. Les sources d'alimentation correctement entretenues offrent une durée de vie similaire. Les consommables de la torche – électrode, buse, anneau de turbulence, capuchon de retenue et écran – sont des pièces d'usure qui doivent être remplacées toutes les quelques heures de coupe. La « durée de vie » se résume donc à deux questions : la durée de vie de la machine (à l'échelle de la décennie) et le cycle de remplacement des consommables (à l'échelle de l'heure à quelques jours).
| Consommables | Vie typique | Remplacer quand |
|---|---|---|
| Électrode (à pointe d'hafnium) | 1 500 à 3 000 piercings | Creux d'hafnium de plus de ~1.5 mm |
| Ajutage | 1 500 à 3 000 piercings | L'orifice n'est plus rond, des entailles internes sont visibles. |
| Anneau tourbillonnant | Long — remplacer uniquement en cas de dommage | Fissures, brûlures d'arc électrique, trous obstrués par la saleté |
| Shield | Réutilisable après nettoyage des éclaboussures | Déformation visible ou perforation |
| capuchon de retenue | Durée de vie de la lampe torche | Fils endommagés ou marques de brûlure |
« On obtient généralement une qualité de coupe optimale et une durée de vie des pièces maximale lorsque l'ampérage est réglé à 95 % de la valeur nominale de la buse. Si l'ampérage est trop faible, la coupe sera imprécise ; s'il est trop élevé, la durée de vie de la buse sera réduite. »
— Service technique Hypertherm, « 10 erreurs courantes de découpe à l'arc plasma »
La rentabilité des consommables dépend de quatre variables contrôlées par l'opérateur : la hauteur de perçage, la qualité de l'air, la maîtrise de l'intensité et la programmation des sorties de courant. Un perçage trop bas provoque des projections de métal en fusion sur la buse. L'utilisation d'air humide non filtré entraîne une corrosion prématurée de l'électrode en hafnium. Un fonctionnement chronique avec une intensité supérieure à 95 % de la valeur nominale de la buse réduit de moitié sa durée de vie. Des sorties de courant qui maintiennent l'arc après la coupe endommagent l'intérieur de la buse par étirement de l'arc. Ces problèmes ne sont pas imputables à la machine et ne figurent pas dans la fiche technique.
Percez à une hauteur de coupe 1.5 à 2 fois supérieure à la hauteur recommandée. De loin, la plupart des défaillances prématurées de buses, d'après les rapports d'atelier, sont directement liées à ce réglage. Si votre THC abaisse la torche à la hauteur de coupe avant la fin du perçage, votre buse est malmenée : les « coupes hésitantes » sont presque toujours dues à l'usure des consommables, et non à la machine.
Limites et situations où la découpe plasma CNC n'est pas le bon choix
Le plasma est le meilleur choix pour une grande variété de pièces, mais pas pour tous les travaux de découpe. Cinq contraintes définissent le périmètre.
- Les tolérances de fonctionnement inférieures à 0.5 chanfrein sont impossibles à atteindre. Le procédé plasma par lots fonctionne à 1-4 ; le procédé plasma haute précision à 0.5-1 par temps chaud, avec un four à micro-ondes. Pour des opérations plus précises à court terme et ailleurs, il est nécessaire d'utiliser le laser à fibre, le jet d'eau ou l'usinage après découpe.
- Un calibre très fin, inférieur à 16 ga (environ 1.5 mm), est techniquement possible, mais rarement le choix optimal. Comme l'ont démontré Gauzeiron et d'autres, la zone affectée thermiquement (ZAT) est alors maximisée, et les bords présentent des défauts plus importants qu'un laser à fibre, contrairement aux procédés bon marché comme le traitement au plasma (effet arc-en-ciel violet/bleu/effet respirant). Le plasma n'est pas à exclure, mais il n'est tout simplement pas la meilleure solution.
- Les matériaux non conducteurs ne se découpent pas. Plastique, verre, fibre de verre, céramique : tous résistent à l’arc plasma. La découpe au jet d’eau ou au laser est la solution.
- Les angles internes aigus et les orifices minuscules se heurtent aux limitations géométriques de la saignée interne. La largeur de la saignée (1.5 à 3 mm) et la largeur du dôme de perçage empêchent la réalisation d'orifices de très petite taille et d'un rayon interne parfaitement ajusté pour un plasma standard. (Seuil de fiabilité : la réalisation d'orifices plus petits que l'épaisseur de la plaque est quasiment garantie dans des conditions de procédé constantes, et non simplement moyennes.)
- L'émission de fumées est réelle et ne peut être négligée. À mètre linéaire de produit, le plasma génère plus de fumées visibles que le laser à fibre. Une teneur accrue en chrome ou en zinc dans le matériau (inox, peint, galvanisé, revêtu) augmente la concentration de fumées, nécessitant le port de masques respiratoires et l'utilisation d'un système de filtration plus performant.
Les fabricants peuvent investir dans le plasma pour de mauvaises raisons et découvrir ses limites trop tard : « Nous avons acheté un plasma pour tout faire, de la découpe de détails en tôle à la découpe de plaques », ce qui conduit généralement à l’achat d’un laser à fibre pour pallier les lacunes du plasma. Cette pratique courante justifie de prévoir le budget pour deux machines plutôt qu’une seule.
Perspectives du marché de la découpe plasma CNC à l'horizon 2026
Le plasma n'est pas voué à disparaître. Les études de marché indiquent une expansion, le laser à fibre s'empare de certaines applications où le plasma était auparavant peu présent, et le segment de marché dominant pour le plasma reste celui de la commande numérique par ordinateur (CNC).
Selon Aperçu du marché mondial, le secteur des machines de découpe au plasma a dépassé 811.4 millions de dollars en 2025, avec un taux de croissance annuel composé de 5.9 % jusqu'en 2034. Une prévision distincte Les projections indiquent un TCAC de 4.5 % jusqu'en 2030. Les deux analyses s'accordent sur la même direction : la croissance, et non le déclin.
Trois évolutions technologiques façonneront les décisions d'achat en 2026 :
- Le plasma de haute technologie révolutionne le domaine du laser. Les systèmes X-Definition et comparables atteignent désormais une qualité de coupe comparable à celle des lasers à fibre sur de l'acier doux d'épaisseur moyenne, tout en maintenant le flux de plasma à plus de 6 mm.
- Le secteur industriel continue d'adopter l'Internet des objets et la maintenance préventive. Les systèmes modernes transmettent plus que jamais des données sur les consommables disponibles, le cycle de fonctionnement et la tension d'arc aux outils de maintenance, réduisant ainsi les temps d'arrêt imprévus et les coûts par pièce.
- Les têtes de découpe angulaire automatisées, autrefois réservées au haut de gamme, deviennent désormais courantes. On observe, sous différentes formes, des têtes de découpe angulaire 5 axes avec programmation angulaire adaptée au soudage dans la fabrication de structures et de conteneurs sous pression.
Si vous prévoyez un investissement pour 2026 : prévoyez un système de classe HD ou X-Definition si votre activité principale concerne l’acier doux d’épaisseur moyenne. Si vous achetez pour la découpe de tôles de moins de 6 mm en grande quantité, évaluez le coût d’une découpeuse laser à fibre avant d’opter pour une découpeuse plasma. Dans tous les cas, planifiez un audit du système de ventilation avant la livraison de la machine de découpe : la qualité de l’air est déterminante pour le respect du budget des consommables.
Questions fréquemment posées

Q : Quelle est la puissance du compresseur nécessaire pour faire fonctionner un découpeur plasma ?
Voir la réponse
Q : Quel est l'inconvénient des machines de découpe plasma CNC ?
Voir la réponse
Q : Quelle est la précision des découpeuses plasma CNC ?
Voir la réponse
Q : Peut-on gagner de l'argent avec une machine de découpe plasma CNC ?
Voir la réponse
Q : Quelle est la différence entre une machine de découpe plasma CNC et une table de découpe plasma CNC ?
Voir la réponse
Q : Comment programme-t-on une machine de découpe plasma CNC ?
Voir la réponse
À propos de cette analyse
Cet article combine les spécifications des abaques de coupe publics Hypertherm Powermax SYNC, les recherches de la FHWA sur le comportement des découpes plasma dans les structures métalliques, les normes de travail à chaud de l'OSHA et de l'AWS, ainsi que les retours d'expérience d'opérateurs issus de forums de fabrication industrielle. Les valeurs de capacité et de consommables sont typiques des équipements industriels ; elles peuvent varier selon les combinaisons machine/matériau. Cet article a été relu par l'équipe d'ingénierie de Resizeweld en avril 2026.
Références et sources
- Norme OSHA 29 CFR 1910.252 — Exigences générales pour le soudage, le découpage et le brasage — Département du Travail des États-Unis, Administration de la sécurité et de la santé au travail
- Index des normes OSHA en matière de soudage, de découpage et de brasage — Département du Travail des États-Unis
- Évaluation des trous fabriqués par découpe à l'arc plasma (FHWA-HRT-20-056) — Administration fédérale des autoroutes des États-Unis
- Publication spéciale 847 du NIST : Usinage des matériaux avancés — Institut national américain des normes et de la technologie
- AWS Z49.1 — Sécurité dans le soudage, le découpage et les procédés connexes — Société américaine de soudage
- Fiche d'information AWS sur la sécurité et la santé n° 36 : Ventilation pour le soudage et le découpage — Société américaine de soudage
- Taille du marché des machines de découpe plasma, rapport prévisionnel 2026-2035 — Perspectives du marché mondial
- Perspectives du marché des machines de découpe plasma 2026-2030 — GlobeNewswire / Recherche et Marchés
Articles Relatifs
- Découpe au plasma vs découpe au laser — Comparaison de la qualité de coupe, de la vitesse et du coût avec des échantillons de bords
- Comparaison entre la découpe laser et la découpe plasma — une autre perspective sur ce même compromis, axée sur l'amortissement des dépenses d'investissement
- Comparaison des types de soudage — adaptation des procédés de soudage aux ébauches découpées au plasma en aval
- Soudage de la tôle — Considérations relatives au soudage en aval des pièces en tôle découpées au plasma
- Qu'est-ce qu'une chanfreineuse ? — préparation du soudage par chanfreinage au-delà des angles que le plasma peut réaliser nativement
- Machines de découpe plasma — Page pilier — Spécifications complètes du système et options de configuration









{kind=link}
{kind=link}
{kind=link}
{kind=link}