
Une table de découpe plasma CNC est un système composé d'un portique et d'une table de travail qui transforme un découpeur plasma portatif en une plateforme de découpe industrielle à commande numérique. Le choix de la table idéale ne repose que rarement sur la fidélité à une marque : il s'agit autant de la course de la table, de la rigidité du portique, du logiciel utilisé et de la répartition du cycle de service que du coût de base du projet. Ce guide présente la structure, les dimensions, les principaux aspects économiques et les prévisions pour 2026 concernant les ateliers de fabrication industrielle. Il s'appuie sur des données issues de l'OSHA, du NIOSH, de la FMA et de Future Market Insights, ainsi que sur des retours d'expérience clients recueillis sur le forum Practical Machinist.
Caractéristiques techniques : Table de découpe plasma CNC industrielle
| enveloppe de découpe courante | 4×8 pi (sol industriel) / 5×10 pi (atelier de fabrication lourde) |
| Acier doux découpé, Powermax 85 SYNC | Couper 1¼ po (32 mm) / Percer ¾ po (19 mm) |
| Acier doux découpé, Powermax 125 | Couper 1½ po (38 mm) / Percer 1 po (25 mm) |
| Répétabilité du positionnement | ±0.005 pouce dans un servomoteur industriel typique ; le fournisseur annonce une précision de ±0.001 pouce. |
| Alimentation en air minimale | 15 CFM à 90 PSI (réservoir de 60 à 80 gal, moteur de 5 HP) |
| Gamme de prix des systèmes industriels 4×8 | Table de base à 18 000 $ → 35 000 à 45 000 $ avec écran plasma 125 A + système d’emboîtement + séchoir à air (3e trimestre 2025) |
Qu'est-ce qu'une table de découpe plasma CNC ?
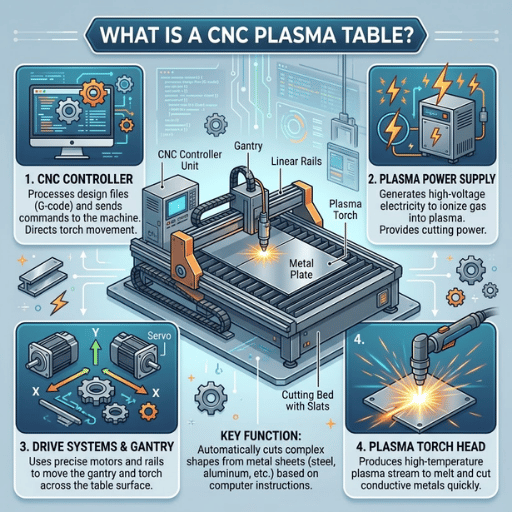
Dans une configuration de découpe plasma à commande numérique, une table de découpe plasma CNC est le dispositif de direction de travail. La découpe plasma elle-même constitue la source d'énergie ; la table comprend le portique, le système d'entraînement et la surface de travail (à lattes, à eau ou autre) qui positionne la torche au-dessus de la plaque à partir d'un schéma CAO. Commande numérique par ordinateur, dans ce contexte, signifie que les mouvements XY du portique et la hauteur de l'axe z de la torche sont commandés par un contrôleur qui lit un fichier de trajectoire d'outil plutôt que par une main humaine.
Cette distinction est importante lors de l'acquisition d'une machine. Une source de plasma Hypertherm Powermax de 65 ampères permet de chanfreiner de l'acier de 25 mm (1 pouce), qu'elle soit montée sur un poste à souder ou sur un portique CNC ; la qualité de la table CNC sous-jacente détermine la répétabilité du maintien. Fixer la même source de plasma sur une table CNC d'entrée de gamme pour amateurs ou sur une table CNC industrielle en acier soudé produira des pièces fondamentalement différentes.
Si vous êtes encore en train d'adapter les principes fondamentaux de la découpe plasma à votre atelier (potentiel), consultez notre article complémentaire sur le Machine de découpe plasma et son fonctionnement Ce chapitre aborde les principes physiques en amont. Cette section est consacrée à l'analyse de la table en tant que critère d'achat : elle définit les caractéristiques d'une table de découpe plasma CNC de qualité industrielle et estime son prix.
« On peut presque toujours ajouter des rails, mais on ne peut pas élargir la machine une fois qu'elle est construite. »
Applications courantes du découpage au plasma
Les tables de découpe plasma CNC sont l'élément central des projets impliquant le déplacement en série de plaques métalliques conductrices dans l'atelier. Selon le Perspectives de FMA Fabrinomics D'après la Fabricators & Manufacturers Association, la reprise du secteur automobile, la demande soutenue du secteur aérospatial et la vigueur de l'activité de construction non résidentielle ont été les principaux moteurs de la demande d'ateliers de fabrication aux États-Unis jusqu'en 2024-2025.
Là où les tables de découpe plasma CNC industrielles font leurs preuves :
- Fabrication de structures métalliques – poutres, consoles, goussets et assemblages de poteaux utilisant des tôles jusqu'à 1 mm d'épaisseur. Le format 5 x 10 pieds domine ce segment de marché car il permet l'utilisation de tôles entières, évitant ainsi les découpes secondaires ultérieures.
- Fabricants de tôlerie – conduits de CVC, signalétique, limons d'escalier, de calibre 16 à ¼ po. Ce secteur est généralement le moins cher pour l'achat de sa première machine de découpe plasma CNC.
- Fabricants de pièces pour l'automobile et le sport automobile – supports de châssis, arceaux de sécurité, fabrication de panneaux en acier doux et en chromoly 4130.
- Équipement lourd et systèmes de manutention agricole – plaques d'usure, pièces de tracteur, supports de fixation de ⅜ à ¾ po. Souvent associé à une presse plieuse en aval.
- Construction navale et fabrication de wagons de chemin de fer – plaques épaisses ≥1 pouce entraînées par des sources plasma de 200 A sur des portiques 6×12 ou plus grands.
- Fabrication de réservoirs et de cuves sous pression – préparation des plaques avant soudage par l'utilisateur, souvent combinée avec des têtes de découpe en biseau sur les systèmes avancés.
Un signal clé que les prévisions de la FMA ne parviennent pas à établir est le calendrier. Panel industriel FABTECH 2024 Les prévisions tablent sur une forte croissance de la fabrication métallique jusqu'à la fin de 2025, et le volume de recherche américain pour « table plasma CNC » a augmenté d'environ 50 % en septembre 2025 par rapport à la période de référence du premier et du deuxième trimestre 2025, dépassant largement la croissance annuelle d'environ 5 % de la taille du marché, ce qui indique que l'intention de recherche des acheteurs augmente plus rapidement que les capacités installées.
Anatomie : Composants clés d'une table de découpe plasma CNC industrielle

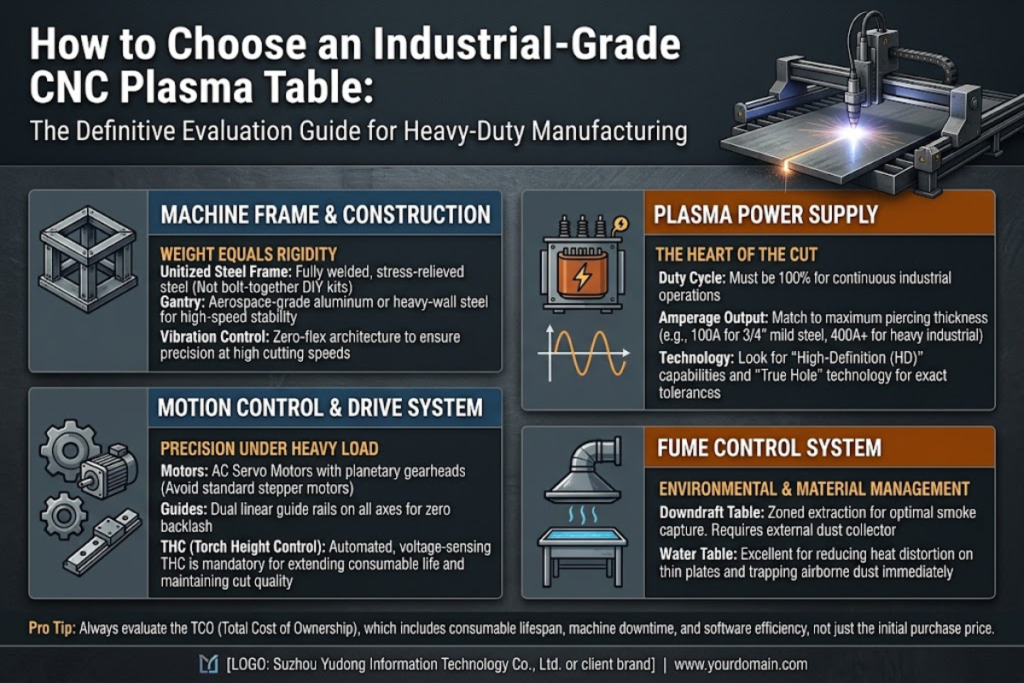
Les tables de qualité industrielle se distinguent des tables destinées aux amateurs non pas par leurs caractéristiques techniques, mais par le comportement de chaque composant en conditions d'utilisation. Les six composants qui déterminent la qualité de coupe sont présentés ci-dessous, suivis des mécanismes de défaillance souvent sous-estimés par les acheteurs.
1. Portique et châssis
Un portique en acier soudé résiste à la déformation lors des changements de direction à grande vitesse, contrairement à un portique en profilés d'aluminium boulonnés. Cette flexion se traduit par des bords festonnés et des variations dimensionnelles sur les longues coupes. Les châssis industriels sont entièrement soudés sur leur périmètre avec des plaques de 9,5 mm (3/8 po) ou plus, tandis que les tables destinées aux amateurs utilisent généralement des profilés d'aluminium de type 80/20. La rigidité du châssis est un investissement permanent ; il est impossible d'améliorer la rigidité d'un portique a posteriori.
2. Système d'entraînement
Les axes X et Y sont actionnés par des servomoteurs à crémaillère et engrenage planétaire, tandis que l'axe Z est actionné par une vis à billes pour le mouvement vertical. Les moteurs pas à pas sont courants sur les tables d'entrée de gamme, mais ils perdent des pas lors des accélérations sans boucle de rétroaction, ce qui entraîne une dérive de position sur les programmes longs. La répétabilité industrielle est généralement de 0.13 mm (0.005 pouce). Certains fournisseurs annoncent une précision de positionnement de 0.025 mm (0.001 pouce), une valeur marketing optimale plutôt qu'une mesure fiable en conditions réelles sur l'ensemble de la zone de travail.
3. Contrôle de la hauteur de la torche (THC)
Le contrôle de la hauteur de la torche (THC) fonctionne en boucle fermée : il mesure la tension d'arc et ajuste l'axe Z pour maintenir une distance constante malgré la déformation thermique de la tôle. Le profil THC d'Hypertherm réduit le signal de tension d'arc grâce à un diviseur de tension 25:1 avant que le contrôleur n'intervienne. La tension d'arc sur l'acier doux se situe généralement entre 100 et 150 V, en fonction de l'intensité et de l'épaisseur de la tôle. Sans le THC, la régularité de la coupe est compromise sur les tôles déformées ou huileuses ; avec le THC, la durée de vie des consommables est sensiblement améliorée.
📐 Note technique — THC et consommables
Les spécifications de durée de vie des consommables Hypertherm sont basées sur une tension d'arc nominale de 100 à 150 V. Un écart supérieur à 5 % par rapport au point de consigne du tableau de coupe indique généralement des buses usées, des électrodes érodées ou une plaque déformée, ce qui entraîne une surélévation de la torche. Assurez-vous que votre diviseur de tension THC est calibré par rapport au tableau de coupe correspondant à votre source plasma et à votre intensité spécifiques ; l'utilisation d'un tableau de coupe de 85 A avec une source de 65 A provoque une usure prématurée des consommables.
4. Source de plasma
Le matériel de la source plasma est rarement fourni avec la table. La plupart des soudeurs industriels utilisent le portique avec un Hypertherm Powermax 65/85/125 SYNC ou un MaxPro 200 ; ESAB et Lincoln proposent des options industrielles similaires. Choisissez l'ampérage en fonction de l'épaisseur de tôle que vous utilisez habituellement, et non de l'épaisseur maximale. Utiliser une source de 200 A pour des travaux réguliers avec des tôles de 0,25 mm (10 ga) entraîne un gaspillage de consommables, tandis qu'une source de 45 A pour des travaux occasionnels avec des tôles de 25 mm (1 pouce) est inefficace.
5. Surface de travail — Lattes (aspiration descendante) ou table à eau
Le choix du plan de travail a des conséquences sur la ventilation et l'indexation. OSHA 29 CFR 1926.353 La découpe de métaux chromés en espaces clos exige une ventilation mécanique générale ou par aspiration locale, notamment pour l'acier inoxydable ou les pièces zinguées. Une table à lattes aspirante aspire les fumées à travers la surface de travail vers un collecteur filtré ; une table à eau, quant à elle, immerge la zone de découpe, limitant ainsi la remontée des fumées. Les tables à eau réduisent également la réflexion des UV, source de fatigue pour l'opérateur. Un compromis inévitable : l'indexation des feuilles sur une table à eau est impossible sans risque d'inondation, et la découpe plasma haute définition ne permet pas la précision de positionnement requise par le portique, contrairement à ce qu'impose une table à eau. Publication NIOSH 2013-128 L'OSHA recommande de durcir encore davantage la limite d'exposition admissible (PEL) pour le chrome hexavalent ; les petits ateliers devraient adapter leur infrastructure de ventilation en prévision de futures réductions de la PEL. Recommandations du CDC et du NIOSH sur les risques pour la santé liés au soudage et au découpage Il convient de noter que les opérations en espace confiné augmentent considérablement l'exposition des opérateurs aux fumées métalliques — le même principe s'applique aux baies de découpe plasma fermées sans ventilation locale par aspiration.
6. Contrôleur CNC et logiciel
Le contrôleur constitue la couche logicielle entre la trajectoire d'outil générée par le logiciel de FAO et les variateurs de vitesse. Les contrôleurs industriels (Hypertherm EDGE Connect, ESAB Vision, FANUC) bouclent la boucle au niveau des codeurs moteurs et intègrent la commande THC et la console de commande à gaz. Les contrôleurs destinés aux amateurs (Mach3 sous Windows, LinuxCNC) fonctionnent, mais introduisent une latence et bouclent rarement la boucle THC nativement. équipement de positionnement de soudage Dans votre atelier, la connexion avec la logique de commande de mouvement en aval se fera de la même manière : choisissez une famille de contrôleurs que vous pourrez prendre en charge avec des pièces de rechange et une formation sur un horizon de cinq ans.
Un élément essentiel souvent négligé lors de l'achat d'appareils : la mise à la terre. Les forums convergent : la mise à la terre est la cause la plus fréquente de pannes silencieuses. Les symptômes incluent des vibrations du moteur, des déclenchements intempestifs des capteurs et l'arrêt du contrôleur en cours de coupe. Pour y remédier, installez une prise de terre dédiée sur la table, isolée des générateurs et des postes de soudage TIG à amorçage HF qui partagent la même prise de terre.
Quels matériaux et épaisseurs une table de découpe plasma CNC peut-elle découper ?
Le plasma découpe les matériaux conducteurs : acier doux, acier inoxydable, aluminium, cuivre et laiton. Il ne découpe pas le bois, le plastique, la céramique ni le verre ; pour les matériaux non conducteurs, il faut utiliser une fraiseuse CNC, un laser à fibre ou une découpeuse à jet d'eau. La capacité de votre atelier dépend de l'ampérage de la source plasma par rapport au portique.
Les tableaux de coupe d'Industrial Hypertherm indiquent deux valeurs par classe d'ampérage : la capacité de coupe (l'épaisseur en régime permanent que la source peut découper proprement à la cadence de production) et la capacité de perçage (l'épaisseur à laquelle elle peut réaliser une coupe fiable à partir d'une torche stationnaire). La capacité de perçage correspond toujours à la plus faible des deux valeurs. Les processus de perçage suivis d'une découpe échouent lorsque les clients spécifient la capacité de coupe puis tentent de percer un matériau à cette épaisseur.
| Source de plasma | Acier doux — Découpe | Acier doux — Pierce | Acier inoxydable — Coupe | Aluminium — Découpe |
|---|---|---|---|---|
| Powermax 45 XP | 1 po (25 mm) | 1/2 po (12 mm) | ⅜ po | ¼ po |
| Powermax 65 SYNC | 1 po (25 mm) | ⅝ po (16 mm) | 1/2 po | ⅜ po |
| Powermax 85 SYNC | 1¼ po (32 mm) | ¾ po (19 mm) | ⅝ dans | 1/2 po |
| Puissance max 125 | 1½ po (38 mm) | 1 po (25 mm) | ¾ po | ⅝ dans |
| MaxPro 200 | 2 po (50 mm) | 1¼ po (32 mm) | 1 " | 1 " |
Source : Tableaux de coupe Hypertherm Powermax SYNC (810500MU R4) et guide de référence côté machine.
Une table de découpe plasma CNC peut-elle découper de l'aluminium ?
Oui, l'aluminium est conducteur et se découpe proprement au plasma, mais la qualité de finition est inférieure à celle de l'acier. Les scories d'aluminium adhèrent fortement à la face inférieure de la coupe et la finition des bords est plus rugueuse car l'aluminium fondu se resolidifie avant que l'air comprimé ne l'élimine. La plupart des ateliers de fabrication qui découpent des pièces de production en aluminium optent pour un laser à fibre ou un jet d'eau pour les épaisseurs inférieures à 12,7 mm (½ pouce) afin d'obtenir une meilleure finition. Au-delà de 12,7 mm, le plasma reste plus avantageux en termes d'investissement et de coûts d'exploitation. Si vous découpez occasionnellement de l'aluminium structurel plutôt qu'esthétique, une Powermax 85 SYNC constitue une solution satisfaisante sur une table industrielle de 122 x 244 cm (4 x 8 pieds).
La capacité devient plus nuancée au-delà de 25 mm. Plusieurs sources éditoriales industrielles (telles que le Comparaison laser/plasma chez Esprit Automation) confirment que la capacité des lasers à fibre atteint un plateau aux alentours de 25 mm dans l'acier doux, le plasma dominant la plage de 50 mm avant l'utilisation du jet d'eau. Comparaison des compromis entre laser, plasma et jet d'eau Ce phénomène de convergence est décrit plus en détail. À l'inverse, sur PracticalMachinist, un fabricant expérimenté, utilisant à la fois une table de découpe plasma haute définition de 5×10 et un laser à fibre de 4.5 kW, privilégie le laser même pour des applications où le plasma offre un meilleur contrôle de la largeur de découpe sur papier. En effet, le coût du nettoyage des scories pour des séries de 1 000 pièces en acier inoxydable est supérieur à l'investissement initial réalisé. Ce changement de paradigme s'opère donc au niveau de la production sans pour autant impacter les dépenses d'investissement.
Choisir la bonne zone de découpe : 4×4 vs 4×8 vs 5×10

Les dépenses d'investissement sont le seul paramètre qui, une fois choisi, ne peut plus être modifié sans remplacement. Choisissez l'enveloppe qui convient à vos feuilles de papier standard, plus 15 cm de marge de chaque côté, et non celle qui correspond à votre espace au sol.
| Enveloppe | Empreinte au sol avec dégagement | Ajustement des feuilles | Meilleur pour |
|---|---|---|---|
| 2×4 pi | ~5×7 pieds | Demi-feuille | Prototypage, signalétique, art |
| 4×4 pi | ~6×7 pieds | Demi-feuille (indexation) | Petits supports, mais voir l'avertissement ci-dessous |
| 4×8 pi | ~7×13.5 pieds | Fiche technique complète ✓ | sols industriels les plus courants |
| 5×10 pi | ~8×13 pieds | Feuille entière + chute | Lourd / structurel / agricole |
| 6×12+ pi | 9×15+ pi | Plaque surdimensionnée | Chantier naval, grande structure |
Quelle taille de table de découpe plasma CNC me faut-il ?
Les fabricants professionnels sur PracticalMachinist s'accordent sur une règle : n'utilisez pas de dimensions inférieures à 4×8 pieds, sauf si l'espace disponible dans votre atelier est vraiment trop restreint. Pour des options de dimensions adaptées aux espaces de production courants, consultez notre catalogue. spécifications de la machine de découpe plasma industrielleUn fabricant professionnel, membre du forum PracticalMachinist, affirme sans ambages : « Les commandes, les variateurs et la table plasma de qualité coûtent le même prix pour une machine de 4 x 4 cm que pour une machine de 5 x 10 cm. » En pratique, le marché industriel des machines de 4 x 4 cm est structurellement inférieur, car la nomenclature d'une machine industrielle de 4 x 4 cm est quasiment identique à celle d'une machine industrielle de 4 x 8 cm, tandis que la valeur de revente et la flexibilité d'utilisation d'une machine de 4 x 8 cm sont bien supérieures. Découper des plaques entières de 4 x 8 cm implique d'adapter la taille de la table à chaque projet, ce qui engendre des coûts de main-d'œuvre, compromet la répétabilité du plasma haute définition et rend la découpe incompatible avec une table à eau.
Ajoutez une allée de service de 24 à 30 cm de chaque côté de l'encombrement de la table, ainsi que le rayon d'ouverture de la porte de l'armoire du processeur et le dégagement nécessaire à la manutention pour permettre le chargement de la feuille suivante par un chariot élévateur. De nombreux ateliers sous-estiment ces dimensions et se retrouvent avec une table trop étroite pour le chargement ou la maintenance. La surface à calculer doit être environ 1.5 fois supérieure à l'encombrement de chaque côté.
Logiciels de CAO/FAO et contrôle de mouvement
Le logiciel de commande numérique d'une table de découpe plasma industrielle comporte trois couches. Le mélange de couches provenant de fournisseurs incompatibles représente un piège financier caché.
- CAO – la bibliothèque de logiciels de conception. AutoCAD, Fusion 360, SolidWorks, QCAD, Inkscape. Formats d'exportation : DXF, DWG ou fichiers paramétriques natifs.
- FAO et imbrication : disposition des pièces et calques de trajectoire d’outil. Noms commerciaux : SheetCAM, FastCAM, Hypertherm ProNest, Lantek, SigmaNEST. Code G ou code M.
- Micrologiciel du contrôleur CNC – couche d'exécution des mouvements. Hypertherm EDGE Connect, ESAB Vision, FANUC, Mach3 (amobbyist), LinuxCNC. Lit le code post-traité et commande les variateurs.
Entre le logiciel de FAO et la commande numérique se trouve un post-processeur : un traducteur spécifique au fabricant qui convertit le code G neutre du logiciel de FAO en un langage compréhensible par votre commande numérique. Un post-processeur intégré à la commande numérique est rare ; la plupart sont conçus ou achetés auprès du fabricant du logiciel de FAO en fonction de la configuration spécifique de votre machine.
L'efficacité de l'imbrication est le point fort des logiciels industriels. La mise en page manuelle sur une plaque de 122 x 244 cm (4 x 8 pieds) entraîne généralement un gaspillage de 15 à 20 % de matière. Les études de cas publiées par ProNest, Lantek et SigmaNEST démontrent une récupération de matière de 8 à 15 % grâce à l'imbrication automatique. La mise à jour 2024-2025 des solutions des trois fournisseurs intègre une imbrication basée sur l'apprentissage automatique, réduisant encore davantage les rebuts. Pour une machine industrielle de découpe d'acier de 122 x 244 cm (4 x 8 pieds) utilisant quotidiennement une Powermax 85, ces 8 à 15 % peuvent représenter le principal poste de dépenses après les consommables. Notre analyse de Principes de base des machines de découpe plasma passe en revue les considérations en amont.
Tables industrielles ou tables pour amateurs : comment choisir ?

Le choix entre un modèle pour amateur et un modèle industriel est une décision binaire que la plupart des acheteurs interprètent mal en la réduisant à une simple question de budget. Or, il ne s'agit pas d'une question de cycle de vie, de tolérance et de coût global sur l'ensemble du cycle de vie.
Une table de découpe plasma CNC est-elle un bon investissement pour une petite entreprise ?
Un simple calcul : si votre atelier sous-traite actuellement la découpe et que ces dépenses dépassent environ 3 000 $ par mois, une table de découpe plasma CNC industrielle 4×8 sur une Powermax 85 est généralement amortie en 18 à 30 mois, consommables, logiciels et formation des opérateurs inclus. Comparaison sectorielle d'Esprit Automation On estime le retour sur investissement à 2-3 ans en moyenne pour les équipements plasma, contre environ cinq ans pour les équipements laser à fibre de capacité comparable. Si vos dépenses de découpe externalisée sont inférieures à 1 500 $ par mois, une table reste inutilisée et l'investissement n'est jamais rentable.
Le test en trois questions pour l'investissement dans le plasma industriel
Une question de filtrage binaire que nous avons développée pour les acheteurs comparant des équipements de niveau industriel aux arguments marketing des équipements d'entrée de gamme :
- Cycle de service : la table fonctionnera-t-elle plus de deux heures par poste ? Si oui, les spécifications des roulements et du moteur des tables d’entrée de gamme ne permettent pas de supporter une telle charge. Un portique renforcé et un servomoteur industriel sont nécessaires.
- Tolérance – Les pièces sont-elles destinées à des opérations de soudage, d'usinage ou d'assemblage en aval, où une dérive de position supérieure à 0.020 pouce entraîne des retouches ? Si oui, les tables d'entrée à commande par moteur pas à pas ne respectent pas les spécifications.
- Coût total sur la durée de vie – le tableau est-il spécifié pour une production de plus de cinq ans ? Si oui, la rigidité du cadre, le réseau d’approvisionnement en pièces détachées et le lieu de garantie sont bien plus importants que le prix catalogue.
Si deux des trois réponses sont oui, une table de qualité industrielle est justifiée. Si une seule réponse est oui, une table d'entrée de gamme peut suffire pendant 18 à 24 mois avant un nouvel achat. Si aucune réponse n'est oui, vous achetez une table pour vos loisirs.
✔ Résistance de qualité industrielle
- Châssis en acier soudé, faible déflexion du portique à grande vitesse
- Servomoteur à engrenage planétaire, répétabilité de ±0.005
- Norme THC avec rétroaction de tension en boucle fermée
- Conçu pour une fiabilité de production en deux équipes
- Chaîne d'approvisionnement des consommables sous garantie, désignée OEM
⚠️ Limites du niveau amateur
- Les profilés en aluminium boulonnés fléchissent lors des changements de direction.
- Entraînements par moteurs pas à pas, risque de perte de pas, dérive typique de ±0.020
- Le THC est souvent optionnel, uniquement ohmique sur les tables les moins chères
- Conçu pour deux à quatre heures de coupe hebdomadaire
- Risque lié aux consommables uniquement disponibles sur le marché secondaire, remplacement lent des pièces
Un risque qu'aucune annonce commerciale ne signalera : les stocks obsolètes des fournisseurs et l'effondrement de la disponibilité des pièces détachées. Un article de PracticalMachinist de 2024 relate l'histoire d'un acheteur qui a acquis une petite table de découpe plasma CNC et s'est retrouvé avec un servomoteur de 2009 ; après des mois d'attente pour un remplacement, il a perdu un contrat et a dû licencier un employé. Le nom du fournisseur était réputé, la clause de non-lieu relative à la garantie rendait toute action en justice non rentable, et ce problème de stocks obsolètes était apparemment récurrent chez ce fournisseur. Le coût total de possession ne se résume pas à un simple débat sur le prix d'achat ; il s'agit avant tout d'une question de disponibilité des pièces. À titre de comparaison, consultez notre analyse détaillée. Comparaison entre la découpe laser et la découpe plasma aborde des questions similaires tout au long du cycle de vie, du côté des lasers.
Quels sont les facteurs qui déterminent le coût d'une table de découpe plasma CNC ?
Le prix catalogue d'une table de découpe plasma CNC sous-estime généralement de 30 à 60 % son coût réel en fin de vie. Connaître le détail des coûts permet de comparer des offres comparables et d'éviter les mauvaises surprises après le versement de l'acompte.
- Table de base – portique, entraînements, surface de travail. Le choix entre soudure et boulonnage est le facteur de décision principal.
- Alimentation plasma – souvent non incluse dans le tableau de base. Une Powermax 65 SYNC coûte entre 4 500 et 5 000 $ ; une Powermax 125 coûte entre 9 500 et 11 000 $ (prix catalogue du fabricant).
- Sous-système de contrôle de la hauteur de la torche (THC) – souvent inclus sur les modèles industriels, mais seulement un supplément (800 à 2 500 $) sur les tables d'entrée de gamme.
- Logiciels de CAO/FAO et d'imbrication – SheetCAM monoposte coûte environ 400 $ ; ProNest LT Unlimited coûte environ 3 500 $ à vie ; les licences industrielles Lantek et SigmaNEST coûtent plusieurs milliers de dollars par an.
- Alimentation en air comprimé : les acheteurs industriels sous-dimensionnent les compresseurs. Prévoyez un réservoir de 60 à 80 gallons avec un moteur de 5 CV à un débit de 15 CFM à une pression minimale de 90 PSI, ainsi qu’un sécheur d’air (type Tsunami, coût : +1 500 à 2 000 $) pour une découpe précise.
- Réduction des fumées – une unité de collecte à flux descendant ajoute 3 000 à 8 000 $ ; la réduction des fluides par plaque d’eau est l’option d’entrée de gamme la moins chère, mais limite l’indexation comme décrit ci-dessus.
- Transport et emballage – emballage local : 800 à 2 500 $ ; transport maritime international : 15 à 20 % du prix catalogue, plus les droits de douane.
- Installation et formation des opérateurs — 1 500 $ à 5 000 $ selon les frais de déplacement et la durée de l’intervention sur site.
- Consommables de première année : électrodes, buses, anneaux de turbulence, écrans. Prévoir un budget de 1 500 à 3 000 $ la première année pour une table de production fournie par un fournisseur unique.
| Niveau | Enveloppe | Tout compris (avec source plasma) | Acheteur type |
|---|---|---|---|
| Débutant / Amateur | 2 × 2 à 4 × 4 | 5,000 $ - 15,000 $ | Bricolage, atelier d'art, prototype |
| Professionnel / Industrie légère | 4 × 4 à 4 × 8 | 18,000 $ - 45,000 $ | Atelier de réparation, fabrication légère |
| Industriel | 4 × 8 à 6 × 12 | 45,000 $ - 120,000 $ et plus | Fabrication, structure, automobile |
| Lourd industriel | 6×12+ avec biseau | 120,000 $ - 400,000 $ et plus | Chantier naval, engins lourds, voies ferrées |
Le coût est basé sur les données du marché américain du troisième trimestre 2025, mais les prix peuvent différer du marché actuel ; demandez un devis dès maintenant. Pour comparer les options de fabrication actuelles, consultez notre solutions de découpe plasma CNC industrielles.
Perspectives du secteur : Tendances qui façonneront la découpe plasma CNC en 2025-2026

Trois grandes tendances redéfinissent les décisions d'investissement dans les machines de découpe plasma CNC pour la période 2025-2026. Les connaître avant de signer un acompte influencera la configuration que vous choisirez.
L'effet de la relocalisation et des tarifs douaniers sur la demande
Le marché mondial des machines de découpe plasma CNC se situe à Ce chiffre s'élevait à 707.5 millions de dollars en 2025 et devrait atteindre 1 163,5 millions de dollars d'ici 2035, soit un taux de croissance annuel composé (TCAC) de 5.1 %. D'après Future Market Insights, les données de volume de recherche sont révélatrices : les requêtes américaines pour « table plasma CNC » ont augmenté d'environ 50 % en septembre 2025 par rapport au niveau de référence du premier et du deuxième trimestre, soit bien plus rapidement que le marché. Cette hausse du volume de recherche s'explique par une reprise de la numérisation des petits ateliers et la relocalisation de la production de métaux, en réaction aux récentes modifications tarifaires. Cela indique que les capacités de production, stimulées par cette relocalisation, augmentent en réalité plus vite que ne le laissent penser les données publiques du marché, et que les délais de livraison devraient s'allonger pour les futurs modèles industriels.
Positionnement par plasma ou laser à fibre à la limite d'épaisseur
Les lasers à fibre continuent de grignoter des parts de marché au plasma pour les tôles minces et moyennes de moins de 25 mm en acier léger ; au-delà de 25 mm, le plasma reste plus avantageux en termes d'investissement et de coûts d'exploitation, la découpe au jet d'eau étant l'alternative au-delà de la limite du plasma. En 2025, l'évolution la moins visible concerne la productivité : les fabricants disposant des deux technologies indiquent privilégier systématiquement le laser, même pour les productions où le plasma est plus avantageux en termes d'investissement, car le coût du nettoyage des scories sur les grandes séries (surtout en acier inoxydable) représente la part la plus importante du coût des équipements par pièce. Les ateliers combinant les deux technologies sont désormais courants. Si vous produisez des pièces en acier inoxydable de calibre 12 à 6,35 mm (12 gauge à ¼ pouce), il est essentiel de modéliser précisément le coût du nettoyage des scories avant d'opter exclusivement pour le plasma.
Imbrication assistée par l'IA et intégration multi-tables
ProNest, Lantek et SigmaNEST ont lancé des solutions d'imbrication optimisées par l'apprentissage automatique entre 2024 et 2025. Concrètement, cela se traduit par une récupération de stock supplémentaire de 8 à 15 % par rapport à l'imbrication automatique sans apprentissage automatique, soit une réduction permanente des coûts d'exploitation. Si vous prévoyez un investissement cette année, demandez aux fournisseurs si l'imbrication par apprentissage automatique est incluse dans le configurateur ou s'il s'agit d'une option payante ; d'ici 2027, elle deviendra probablement une fonctionnalité de base plutôt qu'une option premium. Les opérations en aval, comme le soudage, bénéficient également de bords de pièces plus nets – voir notre aperçu de procédés de soudage en aval aborde la propagation de la qualité du nid.
Questions fréquemment posées

Q : À quoi sert une table de plasma CNC ?
Voir la réponse
Q : Une table de découpe plasma CNC peut-elle couper de l'aluminium ?
Voir la réponse
Q : Quelle est l'épaisseur maximale de plaque qu'une table de découpe plasma CNC peut couper ?
Voir la réponse
Q : Quel est le prix d'une table de découpe plasma CNC industrielle ?
Voir la réponse
Q : Une table à eau ou une table à lattes (à courant descendant) est-elle meilleure ?
Voir la réponse
Choisissez la table de découpe plasma CNC adaptée à votre atelier.
RESIZE fabrique des solutions de découpe plasma CNC industrielles pour les ateliers de fabrication, de construction et d'équipement lourd.
Demander un devis pour des solutions de découpe plasma CNC industrielles →
À propos de cette analyse
Les sources de cet article incluent les graphiques de coupe Hypertherm Powermax, les normes OSHA 1926.353 et les recommandations NIOSH sur le chrome hexavalent, les perspectives FMA Fabrinomics, le rapport Future Market Insights 2025 sur le marché du plasma CNC, ainsi qu'une discussion sur le forum PracticalMachinist relatant l'expérience d'achat de tables de découpe plasma CNC par des fabricants professionnels. Les prix sont basés sur le marché américain du troisième trimestre 2025 et ont été évalués par l'équipe d'ingénierie de RESIZE afin de garantir leur rapport qualité-prix pour les fabricants industriels.
Articles Relatifs
- Découpe plasma ou découpe laser ? Choisir la bonne méthode de découpe
- Découpe laser, plasma et jet d'eau : comparaison de trois technologies
- Qu'est-ce qu'une machine de découpe plasma ? Principes de base et processus
- Le guide ultime des équipements de manipulation pour le soudage
- Le guide ultime des rotateurs de soudage
Références et sources
- Norme OSHA 29 CFR 1926.353 — Ventilation et protection lors du soudage, du découpage et du chauffage — Département du Travail des États-Unis, Administration de la sécurité et de la santé au travail
- Publication NIOSH 2013-128 — Critères d'une norme recommandée : Exposition professionnelle au chrome hexavalent — Centres américains de contrôle et de prévention des maladies
- Risques pour la santé liés au soudage et au découpage — Guide thématique du NIOSH — Centres américains de contrôle et de prévention des maladies
- Commande numérique par ordinateur — article d'encyclopédie - Wikipédia
- Perspectives macroéconomiques pour 2024 (Fabrinomics) — Association internationale des fabricants et des constructeurs
- Récapitulatif de FABTECH 2024 — Un panel de l'industrie de la fabrication métallique se projette vers 2025 — Le Fabricant
- Prévisions du marché des machines de découpe plasma CNC pour la période 2025-2035 — Perspectives du marché futur
- Découpe laser vs découpe plasma : comparaison entre équipementiers industriels — Esprit Automation









{kind=link}
{kind=link}
{kind=link}
{kind=link}