
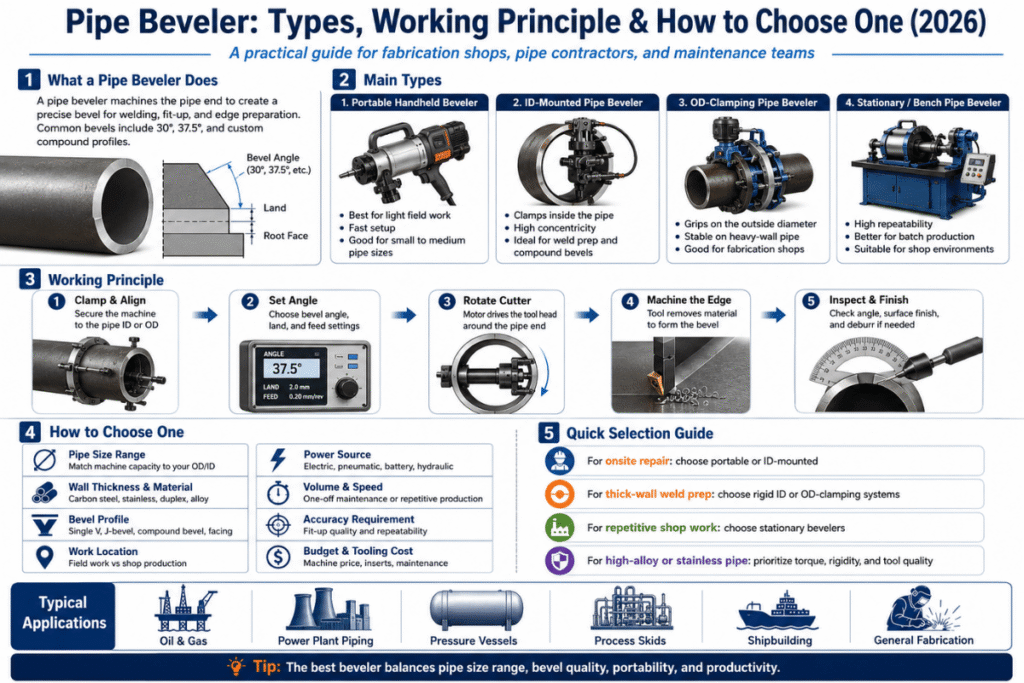
La chanfreineuse de tubes est l'outil qui détermine si votre soudure est approuvée ou si elle doit être retravaillée. Choisir le mauvais modèle (un modèle différent ou le bon modèle avec des spécifications incorrectes) représente la dépense la plus courante et évitable dans la fabrication de tuyauteries. Cet article passe en revue tous les types de chanfreineuses de tubes, leur principe de coupe et une méthode en 7 étapes pour faciliter votre prochain achat, avec une correspondance entre les angles de chanfrein et les normes AWS D1.1, ASME B31.3 et API 1104.
Quick Specs
| Plage de travail | 0.5″ à 24″ (≈12 à 610 mm) typique ; jusqu’à 40″ avec les kits d’extension |
| Angles de biseau | réglable de 0° à 60° (37.5° le plus courant pour les coudes en V simples ; 30° pour les canalisations ; 45° pour les structures) |
| Options d'alimentation | Pneumatique, électrique (à fil/sans balais/à batterie), hydraulique |
| Epaisseur | ≤ 38 mm portable ; > 40 mm nécessite généralement un établi/une fraiseuse à biseau composée CNC |
| Emplacements pour outils | 1–3 (dressage, lamage, chanfreinage — la multi-fentes permet une préparation en une seule passe) |
| Angle Précision | CNC stationnaire ±0.5° / Électrique portable ±1° / Pneumatique ±1–2° |
| Normes | AWS D1.1 · ASME B31.3 · ASME B16.25 · API 1104 · ISO 9692 |
Qu'est-ce qu'une chanfreineuse de tubes ? (Et pourquoi la préparation des bords détermine la qualité de la soudure)
Une chanfreineuse de tubes est un outil électrique qui prépare l'extrémité d'un tube à assembler en la coupant en biseau. Le chanfrein ainsi créé offre au soudeur un point d'appui pour réaliser une soudure à pleine pénétration. La gorge ainsi formée retient le métal d'apport, régule l'apport de chaleur et assure la pénétration pour la passe de fond entre les deux extrémités du tube.
N'importe quel soudeur peut produire une mauvaise fusion ou un manque de pénétration sans une géométrie correctement préparée.
Les trois autres applications de cette machine la distinguent d'une scie, d'une meuleuse et d'un outil à chanfreiner. Une scie ne peut effectuer de coupe à un angle autre que 90° puisqu'elle coupe perpendiculairement à l'axe du tuyau. Une meuleuse d'angle enlève de la matière, mais il est impossible de maintenir le même angle sur toute la circonférence du tuyau.
Un outil de chanfreinage ajoute un petit bord décoratif ou d'ébavurage (moins de 30°), et non la gorge de soudure complète d'un chanfreineur. Le chanfreineur de tubes maintient des angles constants (30°, 37.5°, 45°) sur toute l'extrémité du tube, joint de soudure après joint de soudure, de manière répétable par l'utilisateur.
Pourquoi c'est important : Code de soudage des structures en acier AWS D1.1 et Tuyauterie de processus ASME B31.3 Les deux documents précisent que la préparation des bords doit être conforme à un descriptif de procédure de soudage (DPS) qualifié. Un DPS est un document décrivant la géométrie à reproduire. Les procédures de soudage étant contrôlées par la géométrie, un écart dans la forme du chanfrein constitue un motif suffisant de non-conformité, même si la soudure finie paraît parfaite.
Pour une explication plus détaillée de cette catégorie plus large, consultez notre description de Qu'est-ce qu'une chanfreineuse ? et le but du biseautage en fabrication.
Comment fonctionne une chanfreineuse de tubes : le principe de coupe en 60 secondes
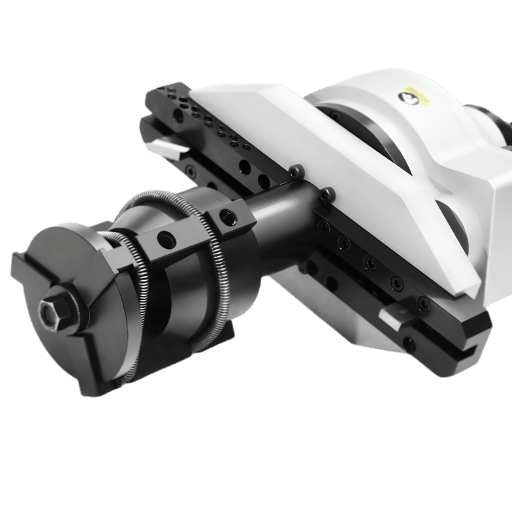
La chanfreineuse de tubes se fixe sur le tube, puis fait pivoter la tête d'outil jusqu'à l'extrémité du tube tout en enlevant de la matière grâce à des plaquettes en carbure selon un angle prédéfini. Elle se compose de quatre éléments principaux : un système de serrage, un système d'entraînement, une tête d'outil rotative et les plaquettes de coupe.
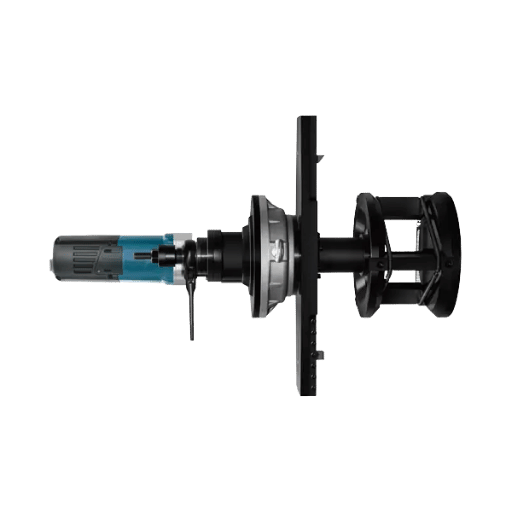
Le système de serrage est l'élément qui distingue une chanfreineuse professionnelle d'un outil d'amateur. Il existe deux types de systèmes de serrage universels. Le premier serre de l'intérieur en dilatant un mandrin interne à l'intérieur du tube.
Ce type de collier est très précis et rapide, et c'est le plus courant lorsque le diamètre intérieur du tube est accessible. Le second type utilise des mâchoires de serrage externes, percées à l'extérieur du tube. C'est le seul collier adapté aux plaques tubulaires des échangeurs de chaleur et à toutes les autres applications où l'accès à l'intérieur du tube est impossible.
Les données de GBC Industrial Machines permettent de déterminer les domaines d'application des systèmes de serrage de mandrins. Ces données indiquent que les systèmes de serrage peuvent accueillir des mandrins de 10 mm de diamètre intérieur à l'extrémité la plus étroite jusqu'à 1 016 mm (40 pouces) à l'extrémité la plus large, selon la catégorie de machine.
Une fois le tube positionné dans la machine, la tête d'outil pivote autour de son axe et réalise le chanfrein en un seul tour. Les chanfreineuses sont classées selon leur vitesse de rotation (tours par minute, tr/min) : les modèles portables offrent une vitesse de 5 à 120 tr/min avec un couple élevé (pour les aciers à parois épaisses), tandis que les machines stationnaires et les machines à commande numérique peuvent atteindre 2 000 à 6 000 tr/min avec des plaquettes de diamètre nettement inférieur. L'entraînement peut être pneumatique (privilégié pour les environnements ATEX ou les zones à risques), électrique (principal achat) ou hydraulique.
Le carbure est l'outil de coupe. L'insert spécifique possède une géométrie définie : plate, à rayon ou à profil en J. Un même opérateur peut passer d'un chanfrein en V à un chanfrein en J sans changer de machine, simplement en changeant d'insert.
Une formule courante de calcul de la charge de copeaux, utilisée sur les machines CNC industrielles et souvent publiée sur des sites spécialisés, est la suivante : charge de copeaux = diamètre de l'outil / 200. La durée de vie des outils en carbure est exprimée en mètres linéaires de coupe, et non en heures d'usinage. Une plaquette peut usiner de 50 à 300 mètres d'acier au carbone (épaisseur moyenne) avant rupture, selon le matériau et le liquide de refroidissement.
Le chanfreinage mécanique à froid maintient le tube à température ambiante pendant la coupe. Zone affectée thermiquement (ZAT) nulle ; absence de calamine ; absence de modification microstructurale au bord. Ceci a été confirmé dans Guide technique du chanfreinage à froid de GBC, Analyse de la zone affectée thermiquement de la fracturation et Référence de la zone affectée thermiquement du fabricant.
Les aciers sur lesquels il fonctionne le mieux sont les aciers inoxydables, duplex et les alliages à base de nickel : les coupures thermiques sur ces matériaux induisent une bande de chrome appauvrie ou modifient le rapport austénite-ferrite et réduisent ainsi la résistance à la corrosion en cours de fonctionnement.
5 types de chanfreineuses de tubes : portables, de table, CNC, à coupe à froid et à montage intérieur/extérieur
Une façon de catégoriser le marché consiste à le diviser en cinq niveaux fonctionnels, selon le lieu d'exécution des travaux, la méthode de préhension et de maintien du tuyau par la machine, et son niveau d'automatisation. Cette taxonomie à cinq niveaux remplace les catégories marketing traditionnelles (« usage léger », « usage industriel », « usage intensif ») par des spécifications pertinentes pour les achats, comme suit :
| Type | La taille du tuyau | Epaisseur | Où ça marche | Industries typiques | Bande de prix |
|---|---|---|---|---|---|
| Carte d'identité portable montée | 0.5″-12″ | ≤25 mm | Sur le terrain, sur site, en place | Maintenance des pipelines, du pétrole et du gaz, des installations | $ 1,500- $ 8,000 |
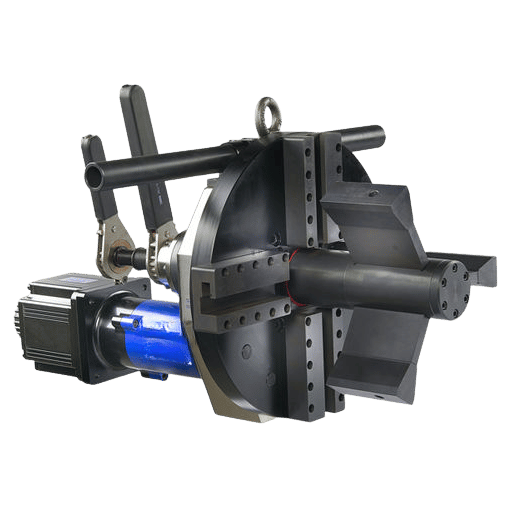
| portable monté sur le diamètre extérieur | 2″-24″ | ≤30 mm | Échangeurs de chaleur, travaux à ID bloqué | Production d'énergie, pétrochimie | $ 3,500- $ 15,000 |
| Banc / Papeterie | 1″-24″ | ≤40 mm | Magasin, station fixe | Ateliers de fabrication, parcs à bobines préfabriquées | $ 8,000- $ 25,000 |
| CNC automatisée | 2″-40″ | Jusqu'à 120 mm avec chanfrein composé | Lignes de production à haut volume | récipients sous pression, construction navale, nucléaire | 25,000 80,000 $ à XNUMX XNUMX $+ |
| Plastique / PVC dédié | 2″-24″ | Parois en plastique certifiées SDR | terrain ou magasin | Drainage, alimentation en eau, fusion PEHD | $ 200- $ 2,500 |
Deux distinctions méritent d'être soulignées. Premièrement, la distinction entre découpe à froid et découpe à chaud tranche avec ces types de machines ; bien que la plupart des chanfreineuses de tubes modernes soient à découpe mécanique (à froid), la découpe au chalumeau et au plasma est encore utilisée pour l'ébauche initiale, suivie d'une finition mécanique. Deuxièmement, le choix entre montage intérieur et extérieur concerne le système de serrage, et non une différence de produit ; une même marque propose généralement les deux systèmes de serrage sur un même châssis.
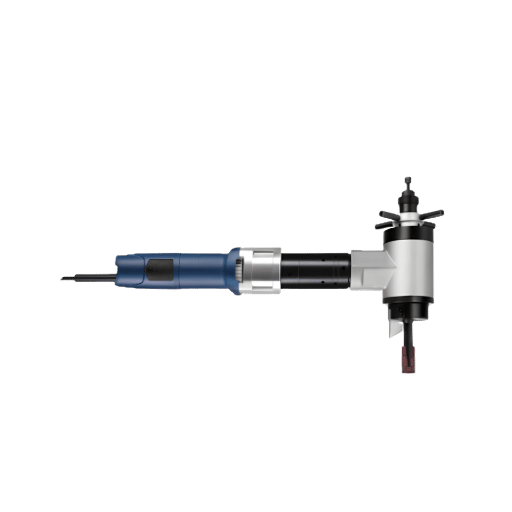
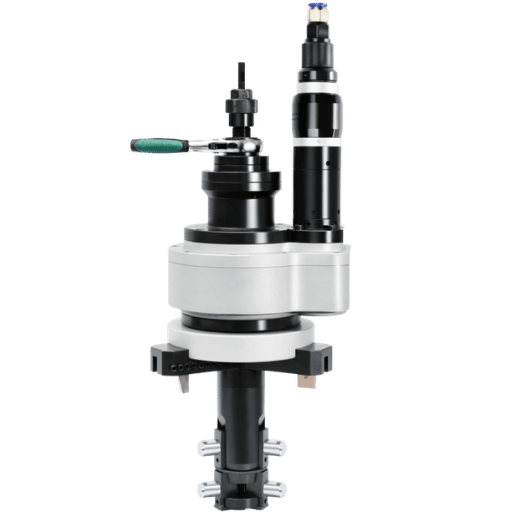
Qu'est-ce qu'une chanfreineuse de tuyaux portative ?
Une chanfreineuse de tuyaux portable est une machine modulaire, généralement de 8 à 27 kg, que l'opérateur déplace jusqu'au tuyau à chanfreiner, et non l'inverse. La machine est fixée sur le tuyau à l'aide d'un mandrin interne ou de mâchoires externes, puis la tête pivote autour de l'extrémité du tuyau pour le chanfreiner en une seule passe. Les recherches pour « chanfreineuse de tuyaux portable » ont été multipliées par dix en 2025 (données Google Ads de DataForSEO : de 30 recherches mensuelles en mai 2025 à 320 en septembre 2025), ce qui indique une tendance croissante à la préparation des tuyaux existants sur site pour les projets de construction et les points de raccordement de pipelines. Les chanfreineuses portables sont généralement réglables pour tout diamètre de tuyau compris entre 12,7 et 610 mm (0.5 à 24 pouces) et peuvent traiter des épaisseurs de paroi jusqu'à environ 30 mm avant que l'utilisateur n'ait besoin d'utiliser une machine d'établi ou une machine à commande numérique (CNC). Le compromis : le contrôle précis de l'angle d'une machine CNC, limité à 12,7 mm (0,5 pouce). Là où l'angle précis détermine l'intégrité de la soudure, par rapport à la préparation de soudure typique de 1.0 sous 1.0 sur de nombreuses soudures critiques : l'OSWPS exige une tolérance de 2.5.
Biseauteuses spécifiques aux matériaux : acier, acier inoxydable, PVC et plastique PEHD

On ne peut pas utiliser la même lunette sur tous les matériaux avec le même insert. Bien que similaires en apparence au niveau du tranchant, les aciers et les PVC diffèrent considérablement en termes d'outil, d'avance et de stratégie de refroidissement. Un outil inadapté, combiné à des paramètres inappropriés, peut entraîner la formation de stries sur les plastiques ou une usure rapide de l'acier inoxydable.
| Source | Outil recommandé | Refroidissement | Attention |
|---|---|---|---|
| Acier au carbone (A53, A106) | Plaquette en carbure, profil en V ou en J | Huile de coupe légère ou à l'air | Formation de bavures sur paroi mince — terminer par une passe d'ébavurage |
| Acier inoxydable (304, 316) | Carbure revêtu (TiAlN), avance réduite | liquide de refroidissement synthétique requis | Durcissement par travail — éviter les pauses, maintenir une alimentation continue |
| Duplex / super-duplex | carbure à revêtement de qualité supérieure, régime plus lent | Inondation à haut débit de liquide de refroidissement | Rapport de phase sensible à la chaleur locale — mécanique froide uniquement |
| Alliages Inconel/nickel | Céramique ou carbure de qualité supérieure | Inondation du liquide de refroidissement | Le coût de l'usure des outils est prépondérant ; les plaquettes sont facturées séparément. |
| PVC / CPVC | Fraise à défoncer ou fraise HSS | Air uniquement — pas de liquide de refroidissement | Chaleur = refusion ; réduire l'avance pour les coupes plus profondes |
| PEHD (préparation pour fusion bout à bout) | Face plane, non de style insert | Air seulement | La planéité de la surface est plus importante que l'angle. |
Peut-on utiliser un outil à chanfreiner sur un tuyau en PVC ?
Oui, mais pas avec le même insert que celui utilisé sur l'acier. Les chanfreineuses pour PVC utilisent une fraise ou un outil de coupe en acier rapide qui cisaille le plastique sans générer suffisamment de chaleur pour faire fondre les bords. La plupart des outils de chanfreinage pour plastique fonctionnent sans liquide de refroidissement, l'air assurant une dissipation thermique suffisante, et tournent à des vitesses de rotation nettement supérieures et à des avances inférieures à celles utilisées pour le chanfreinage de l'acier. Utilisé sur les canalisations d'évacuation et d'irrigation résidentielles, l'outil Bevel Pro – un mécanisme à poignée affleurante ou à deux positions – réalise un chanfrein de 15° sur l'extrémité d'un tuyau C-35 ou SDR 26 en une dizaine de secondes par extrémité. Utilisé pour la préparation au soudage bout à bout de tuyaux en PEHD, le corps de l'outil se transforme en une fraise plane à face perpendiculaire afin de produire une surface plane, et non chanfreinée, pour le collage. Utiliser un insert en acier sur du PVC donnera un bourrelet fondu et vitrifié dans lequel la colle solvante risque de s'incruster ; utiliser une fraise pour PVC sur de l'acier Schedule 40, c'est casser ou émousser la fraise en quelques minutes.
Géométrie et normes des chanfreins : explication des rainures en V, J, U et K

La géométrie est à l'origine de la plupart des problèmes de qualité et des reprises. L'angle de chanfrein est une variable parmi d'autres ; la surface de contact (ou face d'encastrement), l'ouverture d'encastrement et le type de rainure sont tout aussi critiques et dépendent des normes en vigueur. Les quatre géométries les plus courantes dans les tuyauteries industrielles et structurelles sont les sections en V, J, U et K ; aucune ne peut être assemblée sans respecter les spécifications d'épaisseur de paroi et de soudage appropriées.
| Groove | Gamme murale | Angle typique | Quand utiliser | Volume de remplissage |
|---|---|---|---|---|
| Simple V | 5 – 20 mm | Biseau de 37.5° (75° inclus) | Accès unilatéral, soudage TIG ou GMAW | Ligne de base (1×) |
| Double V (biseau en X) | 15 – 40 mm | 37.5° de chaque côté | Accès des deux côtés, réduit le besoin de remplissage | ~50% des V uniques |
| Préparation J | 15 – 40 mm | 10°–20° avec rayon arrondi | Mur épais, accès unilatéral | ~40% des V uniques |
| rainure en U ou en K | > 40 mm | 10°–15° avec un rayon profond | nucléaire, paroi épaisse à haute pression | ~30% des V uniques |
Les valeurs ci-dessus sont dérivées des géométries articulaires détaillées dans ISO 9692-1 Soudage et procédés connexes — Recommandations pour la préparation des jointset vérifié par rapport aux détails de joint préqualifiés AWS D1.1. Le V simple à 37.5° de chaque côté (75° inclus) est la valeur par défaut pour le fonctionnement utilisé dans la géométrie d'extrémité de soudure standard ASME B16.25 sur un tuyau de 22 mm d'épaisseur alimentant une tuyauterie de procédé ASME B31.3.
Les exigences en matière de réglementation varient. C'est là que les commerces perdent de l'argent. Fiche récapitulative de l'industrie de Kedes Machine Ce document relate la perte d'un contrat de 200 000 $ pour un atelier de fabrication ayant réalisé des chanfreins à 37.5° sur un projet de pipeline exigeant un angle de 30°, conformément à la norme API 1104. Bien que présents, les chanfreins n'étaient pas conformes au WPS qualifié, ce qui a nécessité la reprise de chaque joint. Leçon à retenir : il n'existe pas de solution universelle.
« Il n'existe pas d'angle standard. Couper un biseau à 37.5° simplement parce que c'est ce que tout le monde fait est la raison pour laquelle vous devez retravailler les joints ou échouer aux inspections. Il n'y a qu'un seul angle droit : celui qui figure dans votre WPS qualifié. »
— Dongmei Guo, Fondateur, Kedes Machine (plus de 15 ans d'expérience dans la fabrication de chanfreins de tubes)
| Code | Angle de biseau | Tolérance | Face racine |
|---|---|---|---|
| ASME B16.25 (référencé par B31.3) | 37.5° (≤22 mm de paroi) | ± 2.5 ° | 1.5mm ±0.5mm |
| AWS D1.1 (préqualifié CJP) | biseau simple à 45° | ± 5 ° | 0–3 mm typique |
| AWS D1.1 (PJP) | 30° minimum | ± 5 ° | Détails par joint |
| API 1104 (pipeline principal) | 30 ° | ± 5 ° | 1.6mm ±0.8mm |
| API 1104 (installation) | 37.5 ° | ± 2.5 ° | 1.6mm ±0.8mm |
Pour obtenir les références complètes aux codes et comprendre la différence entre l'angle de biseau et l'angle inclus, consultez nos guides complémentaires. normes de biseautage, symboles de soudure en V et qualité et inspection des soudures de bord.
Au-delà de 15 mm d'épaisseur, le passage d'une préparation en V simple à une préparation en J permet généralement de réduire le volume de métal d'apport et le temps d'arc de soudage de 60 % ou plus. Le coût réside dans l'utilisation d'un insert à profil radial (plus onéreux, s'usant plus lentement et nécessitant une vitesse d'avance de l'outil plus faible) et d'outils capables de maintenir la forme radiale sans erreur – ce qui semble impossible, selon la norme ISO 9692. Pour la plupart des structures et réservoirs sous pression à parois épaisses, les coûts d'usinage de la préparation en J justifient l'investissement dans l'outillage après seulement 200 chanfreins d'ébauche.
Caractéristiques critiques à comparer : plage de diamètre extérieur/intérieur, vitesse de rotation, nombre d’encoches pour outils, épaisseur de paroi

Lorsque les devis pour des chanfreineuses de tuyaux aux spécifications similaires présentent des différences considérables, la fiche technique révèle la liste des cinq éléments qui la rendent performante : plage de travail, épaisseur de paroi admissible, fentes pour outils, vitesse de rotation/avance, précision de resserrage.
- Plage de travail (OD ou ID) - Repérer les valeurs min/max nominales plus la zone morte, où le mandrin ne peut pas s'engager (la plupart des boîtes de vitesses ont une zone morte de 0.5″ à 1.0″ entre les tailles de mandrin).
- Épaisseur de paroi indiquée : la valeur maximale est supposée pour une coupe en V simple. Réduire de 0.30 pour les préparations en J ou les chanfreins composés. Une paroi de 40 mm correspond généralement à une préparation en J de 28 mm.
- Emplacements pour outils : un emplacement pour les chanfreins, deux pour le dressage, trois pour le lamage. Les machines de préparation multi-emplacements permettent d’obtenir la géométrie d’assemblage complète en une seule opération, éliminant ainsi les erreurs de réajustement dues au serrage.
- Contrôle de la vitesse de rotation et de l'avance : le choix entre un contrôle progressif ou grossier de la vitesse de rotation (régulateur électronique ou pneumatique) est plus avantageux que la vitesse de rotation maximale. Souhaitez-vous que l'acier inoxydable et l'acier soient alimentés différemment, ou préférez-vous un compromis (vitesses de rotation fixes) ?
- Répétabilité du serrage : après un resserrage, demander la « concentricité TIR » (faux-rond total) du mandrin. Toute valeur supérieure à 0.25 mm indique une planéité circonférentielle irrégulière du chanfrein.
Les données publiées par l'industrie concernant la précision des équipements, même si elles ne proviennent pas d'une norme de test neutre commune, peuvent donner une idée du fonctionnement pratique :
En raison de la tolérance maximale de 5 de l'API 1104 contre 2.5 pour l'ASME B16.25, une chanfreineuse électrique portative à 1, n'aurait que 2.01 à 4.95 en tenant compte de l'angle serré - soit environ la moitié du budget de tolérance rendu à l'opérateur.
Comment choisir une chanfreineuse de tuyaux : un cadre de sélection en 7 étapes
Le cadre ci-dessous détaille sept décisions successives. Chaque décision élimine progressivement les machines candidates, de sorte qu'à la septième étape, il ne reste généralement qu'une ou deux machines offrant le meilleur rapport qualité-prix. Ce cadre a été élaboré à partir des exigences des codes de soudage publics et de l'expérience pratique en matière de travaux de structure, de procédés et de canalisations ; il ne s'agit pas d'une recommandation d'une marque de machines en particulier.
- Le choix du matériau est primordial. L'acier, l'inox, le plastique et les alliages spéciaux requièrent tous des stratégies d'insertion et d'avance différentes. Si vous usinez deux matériaux, vous aurez besoin de deux jeux d'inserts ; pas forcément de deux machines – assurez-vous simplement que le châssis soit compatible avec les deux.
- Déterminez le diamètre extérieur du tuyau selon la règle des 90 %. Choisissez la machine dont le diamètre du mandrin dépasse 90 % des diamètres que vous prévoyez de couper cette année, et non la plus grande que vous ayez jamais vue. Les tuyaux de très grand diamètre, dans des cas limites, seront probablement confiés à un atelier ou à un sous-traitant.
- Déterminez l'épaisseur maximale admissible pour les murs et le plafond. Prévoyez une réduction de 25 % pour la préparation en J. Si vous découpez aujourd'hui un mur de 30 mm, il vous faudra une machine d'une capacité de 40 mm si vous prévoyez d'effectuer une préparation en J demain.
- Choisissez entre un chantier ou un atelier. Pour les travaux sur site de plus de 60 cm (24 pouces), une machine portable est nécessaire. Pour la production en série de joints identiques, une machine d'établi ou une machine CNC est recommandée. En environnement mixte, une machine portable avec une machine stationnaire de secours est plus économique qu'une machine CNC dédiée.
- Adaptez la forme du chanfrein au programme. L'outillage à simple V convient à 80-90 % des applications ASME B31.3. Si vous devez respecter les normes API 1104 (30 degrés) et B31.3 (37.5 degrés), vous aurez besoin d'une machine à angle réglable plutôt que d'une machine à angle fixe.
- Choisissez la motorisation en fonction de l'environnement. Pneumatique pour les atmosphères ATEX/explosives. Électrique (sur secteur ou sur batterie) pour les chantiers généraux. Hydraulique pour les pipelines principaux ou sous-marins. L'électrique est aujourd'hui le choix le plus courant pour les nouvelles machines, hors atmosphères ATEX.
- Tenez compte du volume et du cycle de fonctionnement. Moins de 50 assemblages/semaine = machine portable. 50 à 500 = machine montée sur établi. Plus de 500 assemblages/semaine = machine CNC. L'investissement est généralement amorti en 18 mois, selon les taux de main-d'œuvre nord-américains standards.
Matériau OD 90 % Épaisseur de paroi 1.25 Géométrie site vs atelier Procédure Environnement d'entraînement Volume Cycle de service. Exécutez les sept décisions dans l'ordre ; le premier résultat unique indique la catégorie de votre machine. Si deux catégories de machines résistent à chacune des sept décisions, la moins chère est retenue.
Une note à contre-courant de un fil de discussion du forum Practical MachinistPour le chanfreinage d'un simple tuyau de petit diamètre, un monteur expérimenté maniant une lime bâtarde à double coupe de 38 cm (15 pouces) peut probablement réaliser le joint plus rapidement qu'avec n'importe quelle chanfreineuse portative, avant même que cette dernière ne soit déballée et fixée. Investir dans une machine pour une seule soudure annuelle n'est pas vraiment judicieux ; le calcul présenté ici repose sur un volume d'utilisation important sur le long terme.
Pour découvrir de manière instructive le fonctionnement de ces machines, consultez notre article sur le sujet. machines professionnelles de fraisage et de chanfreinage, qui répertorie les plages de fonctionnement et les fourchettes de prix par configuration.
Prix et retour sur investissement : ce que vous obtenez réellement avec 1 500 $ au lieu de 30 000 $.

L'écart de 20 % entre les chanfreineuses de tubes les moins chères et les plus chères illustre les différences de performances liées à l'achat : précision de serrage, plage de diamètres de tubes, automatisation ou commande manuelle. Vous trouverez ci-dessous les fourchettes de prix publiques pour 2025-début 2026 des nouveaux équipements, issues des principaux résultats de recherche (Steelmax, Tri Tool, Reed, Mathey Dearman et Amazon) et des gammes portables et d'établi de RESIZE. Ces prix sont donnés à titre indicatif et représentent une mise à jour régulière ; ils ne reflètent pas nécessairement les prix du marché actuels. Pour obtenir un devis à jour, veuillez nous contacter directement.
| Bande de prix | Ce que vous obtenez | Falaise des capacités |
|---|---|---|
| $ 200- $ 2,500 | Outils dédiés au PVC/plastique, biseauteuses manuelles, outils portables basiques en acier au carbone montés sur l'intérieur | Paroi de moins de 12 mm, matériau unique, sans parement ni lamage |
| $ 2,500- $ 8,000 | Kits de mandrins portables pneumatiques ou électriques de 2″ à 12″, coupes en V simple | Paroi de moins de 25 mm, 1 à 2 types de matériaux, un seul emplacement pour outil |
| $ 8,000- $ 15,000 | Outillage portable robuste à plusieurs rainures (rectification/chanfreinage/alésage), gamme de diamètres extérieurs/intérieurs plus étendue | Épaisseur de paroi jusqu'à 30 mm, compatible avec les pré-perçages en J, variateur de vitesse électrique |
| $ 15,000- $ 31,000 | Banc / stationnaire, banc avec alimentation automatique, diamètre extérieur plus important jusqu'à 24″ | Épaisseur de paroi jusqu'à 40 mm, production répétable, CNC d'entrée de gamme |
| $31,000 + | Usinage CNC complet, alimentation automatisée, grand diamètre (24″+) et chanfreins composés | Production en grande série, précision de ±0.5°, automate programmable intégré |
Un calcul simple du retour sur investissement (ROI) : (gain de temps de préparation manuelle par joint) × (taux horaire de main-d’œuvre) × (joints/an) × (coût de la machine) = Retour sur investissement la première année (si positif). Une chanfreineuse portable permettant un gain de 8 minutes par joint à un taux horaire de 75 $ (taux horaire de main-d’œuvre), appliquée à 1 200 joints/an, génère environ 12 000 $ d’économies de main-d’œuvre et permet d’amortir une machine portable de 5 000 $ à 8 000 $ en un peu moins d’un an. La rentabilité de la machine diminue en dessous d’environ 200 joints par an, sauf si les coûts de retouche sont pris en compte et que le coût d’investissement est amorti séparément.
Erreurs courantes et meilleures pratiques sur site
Les erreurs qui entraînent des reprises lors d'un travail de chanfreinage sont documentées dans les ouvrages de référence de l'industrie du soudage, et elles sont remarquablement constantes. Les neuf problèmes courants de soudage de tuyaux chez Miller Electric Les études de cas de Kedes Machine sur la conformité WPS convergent vers les mêmes cinq erreurs évitables.
- Évitez de vérifier les chanfreins lors de la découpe. C'est l'erreur la plus coûteuse sur chantier. Le chanfrein qui « semble correct » est celui qui a été validé pour votre procédure de soudage. Vérifiez toujours la validation avant la première découpe.
- L'angle de chanfrein se lit comme un angle inclus. Un dessin indiquant « rainure à 75° » peut signifier 37.5° par côté (correct) ou 75° par côté (incorrect – angle inclus de 150° ; erreur). Confirmez avec le propriétaire avant l'usinage.
- Épaisseur de la face de racine incorrecte. Une épaisseur excessive (supérieure à 3 mm) entraîne une pénétration insuffisante ; une épaisseur insuffisante (inférieure à 1 mm) provoque une perforation. La plage de 1.5 à 1.6 mm (0.5 à 0.8 mm) préconisée par les normes ASME B16.25 et API 1104 constitue un compromis délibéré.
- Préparation des joints pour soudage à l'électrode enrobée appliquée au soudage TIG. Ces deux procédés présentent des stratégies de conception de joints très différentes ; au quotidien, le soudage à l'électrode enrobée entraîne un défaut de fusion. Lors du soudage de composants à orifices sales, le soudage à l'électrode enrobée peut fonctionner avec un écartement de 32 mm (1/8″) et une profondeur de passe de 2,4 mm (3/32″) ; les procédés TIG et RMD nécessitent un écartement de 32 à 4 mm (1/8″ à 5/32″) et une profondeur de passe de 2,4 mm (3/32″). Appliquer la même préparation aux trois procédés provoque un défaut de fusion à la racine.
- L'absence de rectification à plat après la préparation des tuyaux par plasma ou oxycoupage est problématique. Ces deux procédés laissent une couche d'oxydes autour du bord de coupe, engendrant porosité, inclusions ou défauts de fusion. L'utilisation d'une chanfreineuse à froid avec rectification par meule abrasive permet d'éviter ces problèmes et constitue l'une des principales raisons pratiques de la préconiser, notamment pour les tuyaux critiques.
Les acteurs du secteur signalent un sixième problème que les rapports d'inspection ne prennent pas en compte : l'improvisation avec du matériel. Des solutions de fortune, efficaces pour les interventions non critiques et les petites séries, comme la fileteuse de tuyaux Ridgid 300 avec meuleuse, sont régulièrement évoquées dans les discussions sur les forums. L'avis général est le suivant : « Ça marche pour les petites interventions ponctuelles et non critiques ; ça ne marche pas pour les travaux nécessitant une production régulière. »
Un exemple concret pour illustrer le coût : un atelier de fabrication du sud-est des États-Unis a réalisé des chanfreins de 37.5° pour un projet de raccordement de pipeline de 32 km (20 miles) conforme à la norme API 1104 (30° requis). L’angle en lui-même ne posait pas de problème, mais il était hors spécifications. Les 480 joints ont dû être meulés, préparés et ressoudés. Le coût de la main-d’œuvre à lui seul, à 85 $/heure pour deux équipes, a dépassé 200 000 $. La machine était adéquate, le chanfrein correct ; le problème venait d’un oubli : la spécification du projet n’avait pas été consultée avant le réglage de l’angle.
Pour découvrir un exemple de secteur parallèle où le coût des matières premières est plus avantageux, consultez nos guides complémentaires sur assemblage par soudure de tuyaux et biseautage vs chanfreinage.
Perspectives de l'industrie : entraînements électriques, chanfreineuses intelligentes et découpe adaptative par IA
Trois courbes modifient les coûts unitaires des pipelines jusqu'en 2027 et bien au-delà, et chacune dispose de données suffisamment récentes pour influencer un achat effectué aujourd'hui.
Électrique contre air. Selon Reports and Data, le marché des chanfreineuses électriques de tubes représentait 0.45 milliard de dollars en 2024 et devrait atteindre 0.85 milliard de dollars d'ici 2034.Selon les prévisions de LinkedIn sur les tendances du secteur, le TCAC du segment des machines à chanfreiner devrait atteindre 5.6 % à partir de 2026, soit une croissance plus rapide que celle du marché global (4.16 %). Les principaux moteurs de cette croissance sont l'amélioration des batteries embarquées sur les moteurs sans balais, capables d'assurer une journée de travail complète, et la suppression des compresseurs sur la plupart des chantiers (Business Research Insights, 0.4 milliard de dollars en 2026, avec une hausse prévue à 0.57 milliard de dollars en 2035).
Découpe adaptative intelligente. Perspectives de Pemamek en matière d'automatisation du soudage à l'horizon 2026 L'accent est mis sur le soudage adaptatif par IA et les jumeaux numériques, tandis que les mêmes efforts d'ingénierie sont déployés pour le chanfreinage : des capteurs d'angle de coupe et d'avance ajustent les paramètres en temps réel, compensant ainsi l'ovalisation du tube ou les variations d'épaisseur de paroi. Cette technologie a été présentée pour la première fois par des fournisseurs en 2024 ; elle est désormais disponible sur les chanfreineuses CNC de production depuis 2025-2026.
Convergence des normes vers la découpe à froid. La norme ISO 9692 exige déjà que les chanfreins en J et en U sur les tubes trop épais pour la découpe thermique respectent des tolérances trop strictes pour le soudage. Les normes EN 1090 et ISO 3834 s'appuient sur cette exigence pour les constructions marquées CE, imposant la même précision pour les soudures et l'ajustement/la finition des composants de tuyauterie. En pratique, si votre atelier fabrique des tuyauteries de structure/marquées CE, nucléaires ou pour appareils à pression, vous vous orienterez prochainement vers une chanfreineuse automatisée mécanique à froid, et non l'inverse.
Vous prévoyez des dépenses d'investissement pour 2026 ? Dans ce cas, il est judicieux de privilégier un entraînement électrique plutôt que pneumatique, d'investir dans une capacité multi-rainures pour les outils à cône J et de prévoir un budget pour le remplacement des plaquettes carbure en fin de mois, à raison d'une tous les 12 à 18 mois selon le rythme de production. La machine mise en service aujourd'hui sera encore opérationnelle jusqu'en 2031, contrairement aux plaquettes.
Questions fréquemment posées
Q : Quelle est la différence entre le biseautage et le chanfreinage ?
Voir la réponse
Q : Quel angle dois-je biseauter un tuyau avant de le souder ?
Voir la réponse
Q : Une chanfreineuse de tuyaux portable peut-elle traiter l'acier inoxydable de type 80 ?
Voir la réponse
Q : Quelle est la durée de vie d'un insert en carbure sur une chanfreineuse de tubes ?
Voir la réponse
Q : Ai-je besoin d'une machine différente pour les tuyaux en PVC par rapport aux tuyaux en acier ?
Voir la réponse
Q: Quelle est la chanfreineuse de tubes fiable et la moins chère pour un petit atelier ?
Voir la réponse
Vous avez besoin d'une chanfreineuse de tuyaux adaptée à la taille et à l'épaisseur de paroi de vos tuyaux ?
RESIZE propose des machines portables, de table et compatibles CNC pour le chanfreinage et le fraisage de tubes, couvrant des diamètres extérieurs de 0.5″ à 24″ et des épaisseurs de paroi de 40 mm. Les fiches techniques, les capacités et les configurations sont disponibles sur cette page produit.
À propos de ce guide
Ce guide des chanfreineuses de tubes s'appuie sur les normes AWS D1.1, ASME B31.3, B16.25, API 1104 et ISO 9692, comparées aux guides techniques et aux discussions de forums professionnels de 2024 à 2026. La méthodologie de sélection en 7 étapes est basée sur des codes publics et des exemples concrets, et non sur une marque spécifique. Elle a été validée par les ingénieurs de RESIZE en fonction des caractéristiques de chanfreinage, des matériaux et des spécifications des équipements.
Références et sources
- AWS D1.1 / D1.1M:2020 Code de soudage des structures en acier — Société américaine de soudage
- Guide de tuyauterie de procédé ASME B31.3 – Normes d'ingénierie du Laboratoire national de Los Alamos
- ISO 9692-1 Soudage et procédés connexes — Recommandations pour la préparation des joints — Organisation internationale de normalisation
- Techniques de soudage de tuyaux pour éviter 9 problèmes courants – Miller Electric
- Chanfreinage à froid pour tubes et plaques : un guide complet — Outils industriels GBC
- Zone affectée par la chaleur — Causes, effets et réduction — Fractorie
- Tout ce que vous devez savoir sur la zone affectée par la chaleur — Le Fabricant
- Angles de biseau des tuyaux selon les normes : Aide-mémoire ASME, AWS et API — Machine Kedes
- Marché des machines électriques à chanfreiner les tubes – Prévisions et tendances – Rapports et données
- Tendances qui façonneront l'automatisation du soudage en 2026 — Pemamek
Articles Relatifs
- Qu'est-ce qu'une chanfreineuse ? — Définitions et principales catégories
- Normes de chanfreinage : explications des normes AWS, ASME, API et ISO 9692
- Assemblage des soudures de tuyauterie — face de racine, ouverture de racine et tolérance
- Symboles de soudure en V et interprétation des dessins de soudage
- Chanfreinage et biseautage : opérations, outils et normes
- Le guide ultime des positionneurs de soudage de tuyauterie









{kind=link}
{kind=link}
{kind=link}
{kind=link}