
![Biselamento e chanfro: Guia de preparação de bordas industriais [2026]](https://resizeweld.com/wp-content/uploads/2026/04/0-1024x683.webp)
Um guia de referência para engenheiros, fabricantes e equipes de compras. Compatível com as especificações AWS, ASME, API e ISO, além de uma matriz de decisão de chanfro de 8 juntas que você não encontrará em outras páginas.
Especificações rápidas: Biselamento e chanfro
| Faixa comum de ângulo de bisel | 15° a 75° (lado único); 30°, 37.5°, 45° são os mais comuns na preparação de solda industrial. |
| Ângulo de chanfro comum | Simetria de 45° (também 30° e 60° para geometrias de ferramentas especiais) |
| Normas que regem | AWS D1.1 (estrutural), ASME B31.3 / B16.25 (tubulação de processo), API 1104 (dutos), ISO-9692 1 (preparação internacional de soldagem) |
| Padrão de qualidade de corte | ISO 9013: 2017 — Tolerância de perpendicularidade: Faixa 1 (mais rigorosa) até Faixa 5 |
| Precisão do ângulo do equipamento | CNC ±0.5° · Elétrica portátil ±1° · Pneumática ±1-2° · Manual ±2-3° |
| Regra prática da espessura da parede | Bisel simples ≤6 mm · Sulco em V 6-15 mm · Preparação em J 15-40 mm · Sulco composto ou em U >40 mm |
| Penalidade financeira por preparação inadequada das bordas | Aumento de até 84% no uso de metal de solda. (Reddy, 2014) |
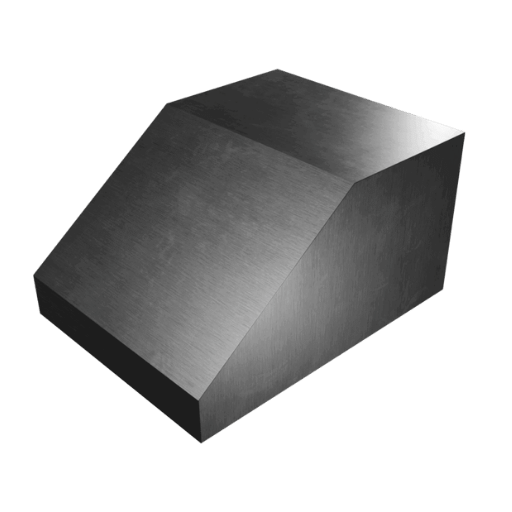
O biselamento e o chanfro removem uma aresta (tipicamente) de 90 graus ao cortar uma superfície angulada, mas os dois não são intercambiáveis. A falta de compreensão da diferença entre eles pode custar caro: soldadores que aplicam a geometria de ranhura incorreta podem acabar adicionando 84% mais metal de enchimento a uma junta de solda (Reddy, 2014), e uma simples confusão entre ângulo de bisel e ângulo incluído pode atrasar todo o cronograma de construção de um oleoduto em semanas.
Esta matriz de decisão combina normas, geometria de juntas, precisão de ferramentas e conhecimento de materiais, que são essenciais para oficinas de fabricação, empreiteiras de dutos e oficinas de usinagem CNC. Ela foi projetada como uma referência rápida: as regras de decisão e as tabelas devem ser consultadas regularmente, não lidas apenas uma vez.
Qual a diferença entre biselar e chanfrar?
O chanfro remove uma aresta viva de 90 graus. O bisel remodela uma aresta. O uso incorreto de qualquer uma dessas técnicas compromete a penetração da solda. Essa frase simples resume o problema de engenharia cotidiano envolvido, mas vamos examinar os detalhes da forma por trás dela.
Um chanfro é um corte plano e simétrico que une duas superfícies, normalmente executado a 45° para eliminar um canto vivo de 90° que poderia ser danificado, causar ferimentos ou falhar na fixação de alguma outra forma. Um bisel é um corte inclinado que pode se estender por toda a espessura de uma chapa ou largura de tubo, e pode ser angulado em qualquer ângulo de 15° a 75° em relação à perpendicular. ISO-9692 1: 2013– uma norma internacional para preparação de juntas soldadas – considera, de forma otimista, o bisel como um requisito puramente estrutural de forma, deixando de fora completamente a geometria do chanfro como parte do seu processo de acabamento de bordas.
O mesmo objetivo geral guia ambos os processos: converter uma aresta viva de 90 graus que falha em serviço em uma forma controlada sobre a qual a próxima etapa possa ser construída de forma confiável. Embora as duas formas possam ser usadas de forma intercambiável se o projeto for planejado adequadamente, elas são mais frequentemente encontradas lado a lado em desenhos de oficina: um chanfro de 45 graus pronto para um furo de parafuso, um cordão biselado de 30 graus para a solda que virá a seguir.
| Dimensão | Chanfro | Bisel |
|---|---|---|
| Geometria | Plana, simétrica, duas superfícies que se encontram em um ângulo fixo | Borda inclinada, pode ser assimétrica, frequentemente transversal à espessura. |
| Ângulo típico | 45° (também 30°, 60° para ferramentas) | 15°-75° (mais frequentemente 30°, 37.5°, 45°) |
| Material removido | Apenas uma pequena porção da borda | Remove mais material; pode ser em toda a extensão da borda. |
| Finalidade principal | Segurança, preparação para montagem, estética, rebarbação | Preparação da junta de solda, ajuste estrutural, preparação da extremidade do tubo |
| Sempre corta? | Sim — o chanfro é uma característica usinada. | Não — o chanfro também pode ser uma característica de conformação (fundição, laminação) |
| Norma regulamentadora | Notação dimensional ASME Y14.5 | ISO 9692-1, AWS A2.4, ASME B16.25 (geometria de solda) |
Como interpretar o gráfico: lembre-se de que todo chanfro é um bisel, mas nem todo bisel é um chanfro. Chanfrar é um bisel bem definido, de pequeno ângulo e pequena profundidade, usado para acabamento de bordas; biselar é um termo mais amplo que abrange preparação para soldagem, alterações estruturais e design visual. Essa diferença de terminologia deixa de importar quando a forma atinge seu destino final.
Especificar "chanfro" em um desenho geralmente impõe limites ao comprimento da perna (por exemplo, "0.5 45"). Quando se especifica "bisel", a restrição dimensional se aplica ao ângulo incluído, que pode ser combinado com uma especificação de face raiz para maior controle. Leia a especificação do recurso antes de selecionar a ferramenta – a pequena variação na terminologia pode fazer diferença no corte final.
Valores padrão de ângulo de bisel e ângulo de chanfro (15°-75°)
Não existe um ângulo de bisel "padrão". O ângulo necessário é determinado pelo código de soldagem em vigor, pelo procedimento de soldagem qualificado (EPS) e pela espessura da parede. Simplesmente cortar 37.5° em todas as juntas porque "é o que sempre fazemos" é o que leva à reprovação na inspeção de trabalhos pré-qualificados – e isso acontece com frequência.
Ângulo de Bisel vs. Ângulo Incluído: A Leitura Errada de US$ 50,000
O ângulo de bisel é o ângulo medido em um dos lados do corte. O ângulo incluído é o ângulo total do chanfro em V formado entre duas bordas biseladas, desde o canto original de 90° até a abertura total da superfície. Um ângulo de bisel de 37.5° cria um ângulo incluído de 75° (37.5° x 2). Quando um desenho indica "chanfro de 75°", a intenção pode ser tanto o ângulo incluído quanto o ângulo de bisel em cada lado. Um erro de leitura pode dobrar ou reduzir pela metade a área de preparação – exatamente o erro responsável pela conhecida história de um retrabalho de um contrato de gasoduto de US$ 200,000, após a oficina cortar 37.5° em cada lado de uma junta API 1104, quando o correto era 30° por lado. Sempre confirme com o responsável pelo desenho: ângulo de bisel ou ângulo incluído?
| Code | Ângulo de chanfro | Tolerância | rosto raiz | Notas |
|---|---|---|---|---|
| ASME B31.3 | Por WPS | Por WPS | Por WPS | Consulte a norma ASME B16.25 para geometria de preparação final. |
| ASME B16.25 | 37.5° | ± 2.5 ° | 1.5 mm típico | Espessura de parede padrão ≤22 mm |
| AWS D1.1 CJP | 45° | ± 5 ° | 0-3 mm | Juntas pré-qualificadas, Tabela 3.4 |
| AWS D1.1 PJP | 30° min | ± 5 ° | - | Penetração articular parcial |
| API 1104 mainline | 30° | ± 5 ° | 1.6mm ± 0.8 | Construção de oleodutos transcontinentais |
| Instalação API 1104 | 37.5° | ± 2.5 ° | 1.6mm ± 0.8 | Conexões, tubulação da estação |
Tríade de ângulos de bisel 30-37.5-45
Analisando os quatro principais códigos de soldagem, três ângulos de bisel representam 70% de toda a preparação de solda industrial:
- 30 – gasoduto principal (API 1104), penetração parcial de junta (AWS D1.1)
- 37.5 – Tubulação de processo (ASME B16.25), interligações de dutos, soldas de topo em vasos de pressão
- 45 – Aço estrutural CJP (AWS D1.1), soldagem de chapas finas, fabricação geral
Primeiro, escolha um dos três ângulos. Só divirja quando o WPS (Especificação de Procedimento de Soldagem), a espessura da parede ou o processo (GTAW orbital, SAW de fenda estreita) assim o exigirem.
Lista de verificação de 5 etapas para seleção do ângulo de bisel
- ✔
Identifique o código apropriado (AWS D1.1, ASME B31.3, API 1104 ou ISO 9692-1). - ✔
Leia o WPS e a planta em conjunto. Verifique todos os ângulos, faces da raiz e aberturas da raiz. - ✔
Identifique se a impressão especifica um ângulo de chanfro (um lado) ou um ângulo incluído (ambos os lados combinados). - ✔
Verifique a tolerância. A Seção IX da ASME especifica a requalificação para reduções no ângulo da ranhura superiores a 5°. - ✔
Verifique novamente o chanfro usando um gabarito após o corte – nas posições de 12, 3, 6 e 9 horas no tubo.
Tipos de juntas chanfradas soldadas: Matriz de decisão de 8 juntas
"Qual tipo de junta chanfrada devo usar?" é uma pergunta completamente diferente de "qual ângulo de chanfro". O tipo de junta – chanfro simples, chanfro duplo, V simples, V duplo, J, U, chanfro alargado, filete – deve ser selecionado com base na espessura da parede, acesso, tolerância à tensão residual e consumo de material de enchimento necessário. AWS A2.4:2020 Reconhece todos os oito como símbolos de soldagem distintos; a norma ISO 9692-1:2013 descreve a geometria para cada processo de soldagem a arco transversal.
| Tipo de junção | Geometria | espessura da parede | Ângulo típico | Processo comum | Quando escolher |
|---|---|---|---|---|---|
| Quadrado (sem chanfro) | Borda de 90°, apenas espaço | ≤3 mm | N/D | GTAW, GMAW | Chapa fina, soldas de filete, juntas de baixa tensão |
| Bisel único | Um lado chanfrado | 3-12 mm | 30 -45 ° ° | SMAW, GMAW | Acesso apenas por um lado |
| Único V | Ambos os lados chanfrados, ranhura em V | 6-20 mm | 37.5° por lado (75° incluídos) | SMAW, GTAW, GMAW | Fabricação geral, soldas de topo de tubos |
| Duplo V | Sulco em V em ambas as faces (formato de X) | 15-40 mm | 30°-37.5° por lado | SAW, FCAW | Acesso pelos dois lados, menor distorção do que o acesso único em V. |
| J simples (preparação J) | Raiz curva, sulco estreito | 15-40 mm | 15°-25° (parede lateral) | GTAW, SMAW | Reduz o enchimento em 30-40% em comparação com um V simples em paredes espessas. |
| Ranhura em U | Raiz curva, em ambos os lados | ≥25 milímetros | parede lateral de 10° a 20° | SMAW, SAW, FCAW | Vasos de pressão de parede espessa, uso mínimo de enchimento |
| Bisel alargado | Membro curvo encontra membro plano ou curvo | Varia | De acordo com a AWS A2.4 | GMAW, SMAW | Tubo para placa, vergalhão, cantoneiras estruturais |
| Bisel composto | Dois ângulos em uma preparação (íngreme + raso) | ≥25 milímetros | 37.5° raiz + 10° parede lateral | Raiz GTAW + preenchimento SMAW | Tubulação de alta pressão, acesso balanceado e enchimento |
📐 Nota de Engenharia
A largura do sulco é proporcional à espessura da parede tan(ângulo do chanfro). Para uma parede de 8 mm e um chanfro de 37.5°: 8 tan(37.5) 8 0.767 6.1 mm de largura do sulco por lado, 12.2 mm incluídos. A mudança para um preparo em J na mesma junta de 8 mm normalmente subtrai 30-40% desse volume, o que explica por que os fornecedores de paredes espessas especificam o preparo em J para paredes com mais de 15 mm, mesmo onde o acesso permite um preparo em V.
A peça precisa ser soldada ou utilizada para aplicações que suportam carga?
Se a resposta for afirmativa, então o chanfro é um elemento estrutural, não um acabamento. A geometria da junta deve permitir que o soldador alcance a raiz, funda ambas as paredes laterais e não apresente defeitos de solda por falta de fusão que possam reprovar a inspeção ultrassônica ou radiográfica. Uma preparação inadequada das bordas está longe de ser apenas um problema estético; um artigo de pesquisa de 2014 publicado no ResearchGate mostrou que uma preparação inadequada das bordas pode aumentar o consumo de metal de solda em impressionantes 84%, com a consequência secundária se manifestando em tensões residuais e distorção (Reddy, 2014).
Para juntas estruturais de suporte de carga, seguindo a norma AWS D1.1, o filete isolado é raro para juntas com mais de 6 mm; a maioria das juntas exigidas por norma necessita de uma solda de topo com chanfro especificado.
A norma AWS D1.1 considera uma solda feita sem reforço ou goivagem traseira como não pré-qualificada. Isso já foi apontado diversas vezes por engenheiros no fórum Eng-Tips. O detalhe aparentemente pequeno de remover a goivagem traseira de uma junta em V simples pode fazer com que o trabalho passe da fase de pré-qualificação para a de qualificação de procedimento.
Preparação da borda do tubo versus preparação da borda da chapa

O chanfro em chapas é feito em linha reta. O chanfro em tubos é circunferencial, o mesmo ângulo deve ser mantido em toda a circunferência, e o diâmetro interno e externo limitam o acesso. As normas se diferenciam com base nisso: a API 1104 trata de tubos de tubulação; a AWS D1.1, de chapas de aço.
| Aspecto | Preparação da borda do prato | Preparação da borda do tubo |
|---|---|---|
| Corte o caminho | Reto, linear | Circunferencial, contínuo |
| Código regulador | AWS D1.1 (estrutural) | API 1104 (duto), ASME B16.25 (processo) |
| Ângulo de referência | 45° CJP pré-qualificado | Linha principal de 30° / Conexões de 37.5° |
| Verificação | Medidor de ângulo ao longo do comprimento da aresta | Esquadro de ângulo nas posições 12, 3, 6 e 9 horas |
| defeito comum | Desvio angular ao longo do comprimento | Biséis em forma de boca de peixe, ângulo circunferencial irregular |
| Equipamento típico | Máquina de biselar chapas, cabeçote de fresagem e biselamento | Biselador de tubos (montagem interna ou externa), cortador a frio portátil |
O corte em "boca de peixe" é um erro comum entre encanadores iniciantes: o ângulo varia conforme o operador gira em torno do tubo, resultando em um corte profundo em um quadrante e raso em outro. A solução é mecânica: pode-se utilizar uma biseladora de montagem externa que utiliza uma referência angular estática em relação à parede do tubo — muito mais fácil do que esmerilhar manualmente. Máquinas industriais de biselamento de tubos com mandril autocentrante eliminam a necessidade de habilidade do operador em trabalhos de grande volume.
Para uma análise mais detalhada dos equipamentos (incluindo o que observar ao escolher entre modelos de corte a frio ou fresagem), consulte o Guia de corte e biselamento de tubos.
Ferramentas e métodos: manuais, portáteis, CNC, industriais
Diferentes opções de equipamentos resultam em diferenças na precisão angular, repetibilidade e custo. Cada um dos quatro níveis do inventário de ferramentas possui uma faixa de precisão específica.
| camada | Tipo de ferramenta | Precisão do ângulo | capacidade de largura da borda | Preço indicativo | Destaques |
|---|---|---|---|---|---|
| Nível 1 | Esmerilhadeira manual/portátil, faca de chanfrar | ±2°-3° | Até ~6 mm | $ 200- $ 1,500 | Retoques, reparos, lotes muito pequenos |
| Nível 2 | Biseladora pneumática | ±1°-2° | Até ~15 mm | $ 1,000- $ 3,500 | Áreas perigosas (sem faíscas), espaços confinados |
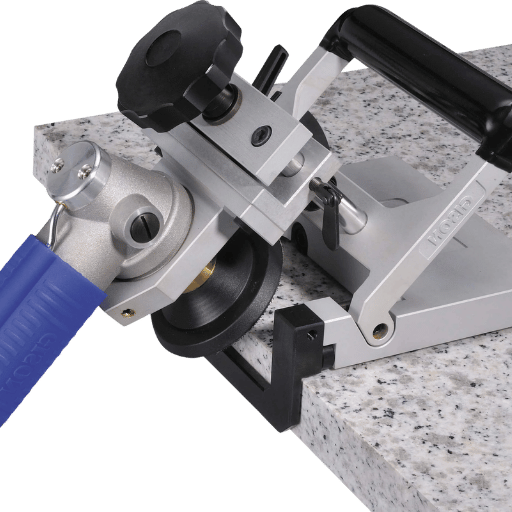
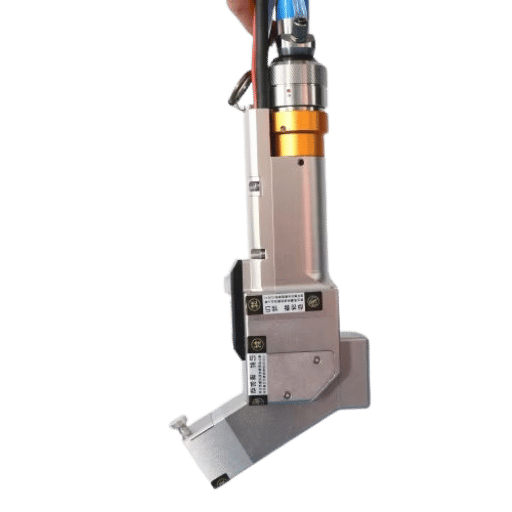
| Nível 3 | Biselador de fresagem elétrico portátil | ± 1 ° | Até ~21 mm | $ 2,000- $ 10,000 | Trabalho de campo, fabricação no local, oficinas de médio volume |
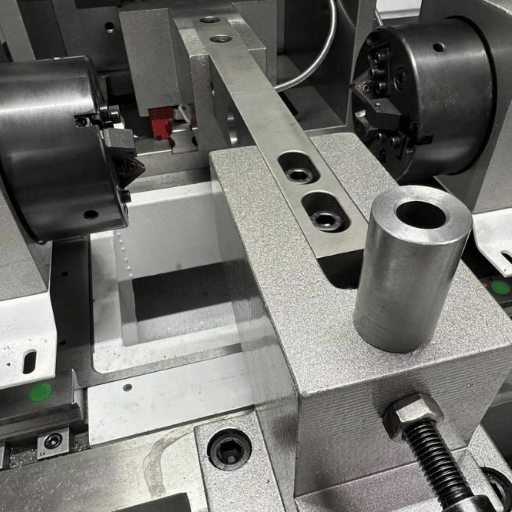
| Nível 4 | Máquina de fresagem e biselamento industrial CNC | ± 0.5 ° | Até aproximadamente 35 mm (típico) | $ 10,000- $ 50,000 + | Produção em grande volume, trabalho que atende a requisitos críticos de código, tolerâncias repetíveis. |
✔ Biselamento CNC industrial
- Repetibilidade de ±0.5° em milhares de juntas
- Chanfros compostos em várias etapas em uma única passada
- Habilidade do operador removida da equação de tolerância
- Tempo de ciclo previsível para o planejamento da produção
⚠ Limitações do CNC industrial
- Custo de capital; o retorno do investimento exige produção contínua.
- Área de fixação da peça necessária
- Não é portátil — reparos em campo ainda exigem ferramentas manuais.
- Tempo de programação em pedidos de pequenos lotes
Para uma oficina que precisa escolher entre uma fresadora CNC portátil de nível 3 ou uma CNC de nível 4, o ponto de equilíbrio é de 3,000 a 5,000 juntas por ano com geometria normal. Abaixo desse volume, a fresadora biseladora elétrica portátil atende à maioria das necessidades; acima disso, a CNC se paga mesmo com o aumento do refugo. Para explorar outras opções de máquinas de biselar industriais: alternativas para máquinas de biselar industriais.
Decisão de compra: uma maneira rápida de dimensionar uma compra é pegar o código mais exigente na fila da loja (geralmente AWS D1.1 CJP ou API 1104), calcular a tolerância angular e escolher um nível acima. Escolher o mesmo nível da tolerância não deixa margem para desgaste da ferramenta.
Comparar máquinas de biselar industriais →
Compatibilidade de materiais: Aço, aço inoxidável, alumínio, materiais compósitos.
O material em si não define a geometria do chanfro – a espessura da parede e o processo de soldagem são os fatores determinantes. A especificação do material define os parâmetros de corte (velocidade, avanço, lubrificação) e os critérios de acabamento superficial a serem aceitos. A norma ISO 9013:2017 divide os cortes térmicos em faixas de tolerância de perpendicularidade de 1 a 5, sendo que a maior tolerância permitida aumenta com a espessura do material – 5 mm tem uma dimensão máxima diferente de 50 mm.
Como chanfrar uma borda perfeita?
O conceito de "perfeito" depende do processo de soldagem subsequente. Em tubos de aço inoxidável, um passe de raiz GTAW exige uma borda limpa e livre de contaminação, com uma face de raiz controlada (2,5 mm ± 0.5 mm); em chapas de aço carbono, um passe de enchimento SMAW tolera uma abertura de raiz maior e uma rugosidade superficial mais acentuada. Ajuste o corte ao processo seguinte – nenhuma especificação perfeita isolada garante uma solda melhor e um custo menor.
| Material | Método de chanfro preferido | Cuidado com | Padrão de acabamento de superfície |
|---|---|---|---|
| aço carbono | Corte a frio, plasma e oxicorte para chapas grossas. | Zona afetada pelo calor em cortes térmicos >25 mm | Faixa ISO 9013 2-3 |
| Aço inoxidável | Corte a frio (sem contaminação por carbono) | Evite rebolos de aço carbono (contaminação cruzada). | ISO 9013 Faixa 1-2; 3-A Sanitário para higiene |
| Alumínio: | Biselador para fresamento a frio com fresa de metal duro. | Camada de óxido na borda — limpar antes de soldar | AWS D1.2 (código de soldagem de alumínio) |
| Tubo de PVC/termoplástico | Ferramenta manual para chanfrar, biselador de tubos de plástico | Evite o calor — o derretimento por fricção deforma a borda. | Conforme especificação de soldagem com solvente do fabricante do tubo |
| Materiais compósitos (FRP, CFRP) | Roteador com ponta de diamante, jato de água | Arrancamento de fibras, delaminação na borda | Conforme as especificações do fabricante do painel |
Tubos higiênicos de aço inoxidável para alimentos, bebidas e produtos farmacêuticos são cobertos por EHEDG e as normas sanitárias 3-A. O acabamento da superfície chanfrada deve ser suficientemente fino para evitar a formação de "bolsões" bacterianos na base da solda – a usinagem orbital é o processo típico subsequente, portanto, o chanfro precisa fornecer uma alimentação limpa.
Por que o chanfro e o biselamento são importantes (casos de uso industrial)

A preparação das bordas é um seguro estrutural. Todo o trabalho realmente árduo acontece antes do início da soldagem, e o que você faz nas chapas determina se elas atendem às normas ou se, em duas semanas, você terá uma inspeção reprovada. A precisão não é tão importante quanto a maioria dos profissionais de usinagem imagina.
Qual é a finalidade do chanfro?
O chanfro cria quatro vantagens muito práticas: elimina o ângulo reto de 90° que corta os dedos e rasga as luvas, fornece uma superfície guia para que os fixadores entrem retos, elimina a concentração de tensões nos cantos que, de outra forma, iniciariam trincas por fadiga e proporciona uma melhor aparência nas bordas expostas. Em usinagem CNC, 0.5° a 45° é o valor padrão aproximado para furos passantes – essa é a razão para a montagem, não para a estética.
Em comparação com o chanfro, o biselamento beneficia o soldador, não o montador. Sua função é garantir que os depósitos de solda sejam depositados nos locais corretos, que a fusão da parede lateral seja completa e adequada e que a qualidade final da raiz seja alcançada. Quando o processo errado substitui o correto, a solda, embora pareça boa no final, pode falhar em serviço.
Conceito Errado Comum do Tipo D: “O chanfro é apenas para fins estéticos”
Para trabalhos estruturais ou de soldagem sob pressão, o chanfro é o único fator que permite ao soldador formar a solda corretamente. A preparação da borda – conforme um relatório técnico da Dtic sobre o que caracteriza uma boa borda – afeta diretamente a vida útil do revestimento sobre a solda, bem como a qualidade da própria solda que ele suporta. Um chanfro "bonito" poderia ter comprometido o trabalho anos atrás.
“A maioria das oficinas acha que entende as especificações de chanfro AWS D1.1. Aí, quando reprovam no raio-X, culpam imediatamente o soldador. Corrijam o problema na origem, começando pelo próprio chanfro.”
| Caso de uso | Por que a preparação das bordas é importante | Indústria típica |
|---|---|---|
| Preparação para soldagem | Define a profundidade de penetração e a qualidade da fusão. | Construção naval, vasos de pressão, oleodutos e gasodutos, aço estrutural |
| Montagem adequada | A geometria de entrada guia as peças para dentro dos orifícios/encaixes correspondentes. | Automotivo, aeroespacial, fabricação de fixadores |
| Remoção segura de rebarbas | Remove cantos afiados que cortam as mãos, prendem na roupa e danificam as vedações. | Todo o trabalho em metal; especialmente produtos manuais. |
| Redistribuição do estresse | Suaviza as transições e reduz a concentração de tensão nos cantos. | Estrutural, pastilhas de freio automotivas, bordas de engrenagem |
| Superfície de vedação | Proporciona uma superfície de apoio controlada para juntas e anéis de vedação. | Sistemas hidráulicos, tubulações farmacêuticas/alimentícias (EHEDG, 3-A) |
Chanfrar, rebarbar e filetar: não confunda os processos.

Na linguagem técnica de oficina, quatro processos de acabamento de bordas são usados de forma intercambiável: chanfrar, biselar, rebarbar e arredondar. Cada um desses processos realiza funções diferentes e, em vez de serem usados como alternativas, geralmente são executados em sequência.
| Processo | Geometria produzida | Finalidade principal | Ordem no fluxo de trabalho |
|---|---|---|---|
| Bisel | Borda inclinada, ângulo variável, frequentemente na espessura. | Preparação da junta de solda, ajuste estrutural | Pré-soldagem, conforme definido pelo WPS. |
| Chanfro | Corte plano em ângulo no canto, normalmente a 45°. | Entrada de montagem, segurança de borda | Pós-usinagem, antes da rebarbação |
| Rebarbar | Remove resíduos metálicos soltos, sem ângulo definido. | Segurança da superfície, aderência da tinta, proteção do selante | Após o chanfro, última operação antes da montagem. |
| Filé (redondo) | Borda curva, raio definido | Alívio do estresse, fluxo de fluidos, sensação ergonômica | Projetado em CAD; produzido por ferramental ou usinagem posterior. |
"Chanfrar é o mesmo que rebarbar." Isso não é verdade. Chanfrar cria um ângulo definido e com tolerância, por exemplo, 0.5 × 45°. Rebarbar, por outro lado, é o processo de remoção do metal residual, não uniforme e irregular que sobra após a usinagem e não deixa uma geometria definida. Embora um chanfro possa rebarbar como efeito colateral, o trabalho orientado por especificações considera os dois como operações separadas, pois estão sujeitos a inspeções diferentes.
Em uma CNC mais convencional, uma ordem típica é: a máquina de goivagem cria o chanfro, todas as arestas restantes são então inspecionadas quanto a cantos vivos. ISO 13715 Classe de tolerância de borda. O filete parece ser um recurso de apenas alguns sistemas CAD, pois é criado a partir de uma ferramenta de raio de canto durante a usinagem, e não posteriormente.
Perspectivas da Indústria para 2025-2026: Automação CNC e Evolução das Normas
O setor de preparação de bordas provavelmente será influenciado por três fatores principais nos anos de 2025-2026: automação de precisão, adoção de biseladoras portáteis para uso no local e mudanças nas normas. Cada um desses fatores é corroborado por dados de tendências de busca. Nos dados mais recentes do Google nos EUA sobre o volume de buscas por "preparação de bordas", o termo aumentou aproximadamente cinco vezes entre junho e setembro de 2025. Um aumento semelhante foi observado no volume de buscas por "chanfro" durante o mesmo período, indicando que as equipes de compras estão pesquisando possíveis atualizações.
Tendência 1: A automação de precisão torna-se o padrão para grandes volumes.
As fresadoras e biseladoras CNC com precisão angular de ±0.5° estão deixando de ser equipamentos de ponta para se tornarem padrões básicos em trabalhos críticos para a conformidade com normas. A razão é simples: considerando as faixas de tolerância de ±5° para AWS D1.1 e ±2.5° para ASME B16.25, uma máquina CNC utiliza apenas 10-20% da faixa permitida, deixando ampla margem para o desgaste da ferramenta. Em contraste, ferramentas manuais e pneumáticas com precisão de ±2-3° sofrem desgaste devido ao corte das lâminas e ultrapassam a tolerância rapidamente após o primeiro uso. Elas consomem de 40 a 60% da faixa permitida.
Tendência 2: Biselamento portátil no local em expansão
As biseladoras elétricas portáteis estão se tornando cada vez mais populares em reparos de campo na construção naval, em oleodutos e gasodutos, e em paradas programadas para manutenção de instalações de petróleo e gás. O principal fator que impulsiona essa tendência é a precisão angular mensurável. Enquanto as biseladoras podem produzir bordas com uma tolerância de até um grau, o uso de maçaricos oxiacetilênicos seguido de retificação manual raramente produz bordas dentro das normas. Na maioria das aplicações de campo, as biseladoras elétricas portáteis podem ser usadas em vez das biseladoras pneumáticas sem faíscas, que ainda são obrigatórias em certos ambientes perigosos.
Tendência 3: Revisão de normas (ISO 9013:2017 e AWS A2.4:2020)
A norma ISO 9013 foi revisada em 2017, substituindo a edição de 2002, com faixas de tolerância de perpendicularidade mais rigorosas — as especificações de soldagem (EPS) desatualizadas podem estar usando esses valores antigos de 2002. A AWS A2.4:2020 (8ª edição) introduziu regras explicativas de uso para soldas de chanfro de alargamento, que antes eram definidas pelos detalhistas a seu critério. Espere resistência por parte da inspeção se sua oficina estiver utilizando símbolos de solda anteriores a 2020.
O que planejar para 2026
Para oficinas que planejam adquirir equipamentos em 2026, a recomendação mais prática é comprar com um nível de precisão um pouco acima da especificação mais rigorosa disponível, ou seja, uma biseladora elétrica portátil com precisão de 1" como mínimo e uma CNC com precisão de 0.5" como máximo – ferramentas pneumáticas e manuais devem ser reservadas para trabalhos específicos. Para oficinas que trabalham com padrões mistos AWS D1.1 / ASME B16.25, isso significa que uma biseladora portátil de corte a frio com precisão comprovada de 1" é o ponto de partida, e não uma opção de upgrade.
Perguntas frequentes
P: O que é um chanfro biselado?
Ver resposta
P: Chanfrar também é chamado de biselar?
Ver resposta
P: Quando é necessário chanfrar em vez de usar biselar?
Ver resposta
P: Quais são os benefícios de chanfrar componentes?
Ver resposta
P: Por que o chanfro de alta precisão é tão importante?
Ver resposta
Referências e fontes
- Código de Soldagem Estrutural AWS D1.1/D1.1M — Aço — Sociedade Americana de Soldagem
- Código ASME B31.3 para Tubulações de Processo — Sociedade Americana de Engenheiros Mecânicos
- API 1104 Soldagem de Oleodutos e Instalações Relacionadas — Instituto Americano de Petróleo
- ISO 9013:2017 Corte térmico — Classificação de cortes térmicos — Organização Internacional de Normalização
- ISO 9692-1:2013 Soldagem e processos afins — Tipos de preparação de juntas — Organização Internacional de Normalização
- AWS A2.4:2020 Símbolos padrão para soldagem, brasagem e ensaios não destrutivos — Sociedade Americana de Soldagem
- Reddy et al., “Um estudo sobre os efeitos da preparação de juntas e bordas para produzir soldas com redução de custos e sem distorção” — Seminário Nacional de Soldagem / IIT (artigo de pesquisa)
- Relatório DTIC ADA452427: O Efeito da Preparação das Bordas na Vida Útil do Revestimento — Centro de Informação Técnica de Defesa dos EUA
- Conhecimento prático da TWI: Custos de soldagem (continuação) — O Instituto de Soldagem
- Grupo Europeu de Engenharia e Design Higiênico (EHEDG) — associação de engenharia higiênica
- 3-A Normas Sanitárias, Inc. — organização de normas sanitárias
- ISO 13715:2017 Bordas de forma indefinida — Indicação e dimensionamento — Organização Internacional de Normalização
Sobre esta análise de preparação de bordas industriais
Este guia sintetiza os requisitos da AWS, ASME, API e ISO com um estudo de 2014 da ResearchGate sobre a economia do metal de solda e faixas de precisão de equipamentos testados em campo por fabricantes de máquinas de biselamento industriais. A matriz de 8 juntas na Seção 3 foi compilada a partir de referências cruzadas da AWS A2.4:2020, ISO 9692-1:2013 e orientações publicadas sobre espessura de parede — não foi extraída de nenhuma fonte concorrente. Os níveis de preço na Seção 5 refletem os preços de tabela de 2025-2026 para equipamentos de fresamento e biselamento nos mercados OEM dos EUA e da China.
Revisado pela equipe de engenharia da RESIZE — A RESIZE fabrica fresadoras e biseladoras, posicionadores de soldagem, rotadores, manipuladores, mandris, cortadores de plasma e linhas de produção de torres eólicas. A revisão de engenharia baseia-se em dados de comissionamento em chão de fábrica em linhas de produtos para vidro, tubos e biseladoras portáteis (profundidade de corte de 0 a 25 mm, ângulos de 15° a 75°, potência de 2.8 kW, 2,000 a 6,000 RPM).
Artigos Relacionados
- O que é uma máquina de biselar? — fundamentos de equipamentos
- Qual é o padrão para chanfrar? — referências de código detalhadas
- Como escolher a máquina de biselar tubos certa — seleção de equipamentos por tamanho do tubo
- Fresadora e chanfradora — Pilar — gama completa de equipamentos e especificações









{kind=link}
{kind=link}
{kind=link}
{kind=link}