
Especificações rápidas — Corte a plasma de alumínio
| Capacidade de plasma (alumínio) | 1 mm – 6 pol. (0.04″ – 152 mm) |
| Faixa de amperagem típica | 45 A (folha) – 260 A (placa de 1+ polegada) |
| Tolerância alcançável | ±0.015″ – ±0.020″ (±0.4 – 0.5 mm) |
| Gás de plasma recomendado (<5 mm) | Plasma de nitrogênio (N₂) + escudo de N₂ ou ar |
| Gás de plasma recomendado (>6 mm) | Plasma de N₂ + escudo de água (N₂/H₂O) |
| Gás de plasma recomendado (>20 mm) | Plasma H-35 (35% H₂ / 65% Ar) + escudo de N₂ |
| Corte subaquático | Possível com aerador + treinamento. Nunca para ligas de Al-Li. |
É possível cortar alumínio com um cortador de plasma? Sim — aqui está a resposta certa.
Sim. Os modernos sistemas de plasma de chapa estilo Powermax/Forsyth oferecem uma ampla gama de cortes em alumínio. O mito ultrapassado de que o plasma não funciona em alumínio remonta aos equipamentos Tellurian do início dos anos 00, com controles e opções limitadas de gases. Na última década, HipertermiaAs máquinas de corte ESAB, Lincoln e Miller processam alumínio com uma qualidade de corte que rivaliza com a do laser a menos da metade do custo operacional (acima de [inserir valor] polegadas), ou com a do jato de água em praticamente qualquer liga, por um custo operacional semelhante.
As máquinas de corte a plasma realmente funcionam em alumínio?
Sinceramente, o resultado é melhor do que a maioria dos fabricantes espera, com três ressalvas. Primeiro, o acabamento superficial é totalmente determinado pela escolha do gás de proteção: o plasma com ar puro deixará uma borda áspera, fosca e revestida de óxido, que precisará de retrabalho antes da soldagem. Segundo, a tolerância da borda é mais folgada do que a do laser (0.015-0,020″ para plasma, 0.005″ para laser, de acordo com valores da indústria publicados pela revista Fabricator); embora seja mais do que suficiente para reboques, vagões ferroviários, blindagem de veículos militares e a maioria das peças soldadas, parece ser insuficiente para muitos trabalhos aeroespaciais de precisão zero. Terceiro, o corte em mesa de água pode exigir sistemas de mitigação de hidrogênio, ou as ligas de alumínio-lítio podem estar sujeitas a uma detonação real.
Para trabalhos com ligas comuns usadas na fabricação de reboques, embarcações, transportes, equipamentos militares, automóveis e estruturas, como 5052, 6061 ou 5083, o corte a plasma será quase sempre a solução ideal. Dados da indústria identificam as sobreposições com as recentes implantações de máquinas de corte a plasma da Resizeweld, desde o segmento até a área de nuvem de segmentos. Para uma introdução à tecnologia, consulte O que é uma máquina de corte a plasma?.
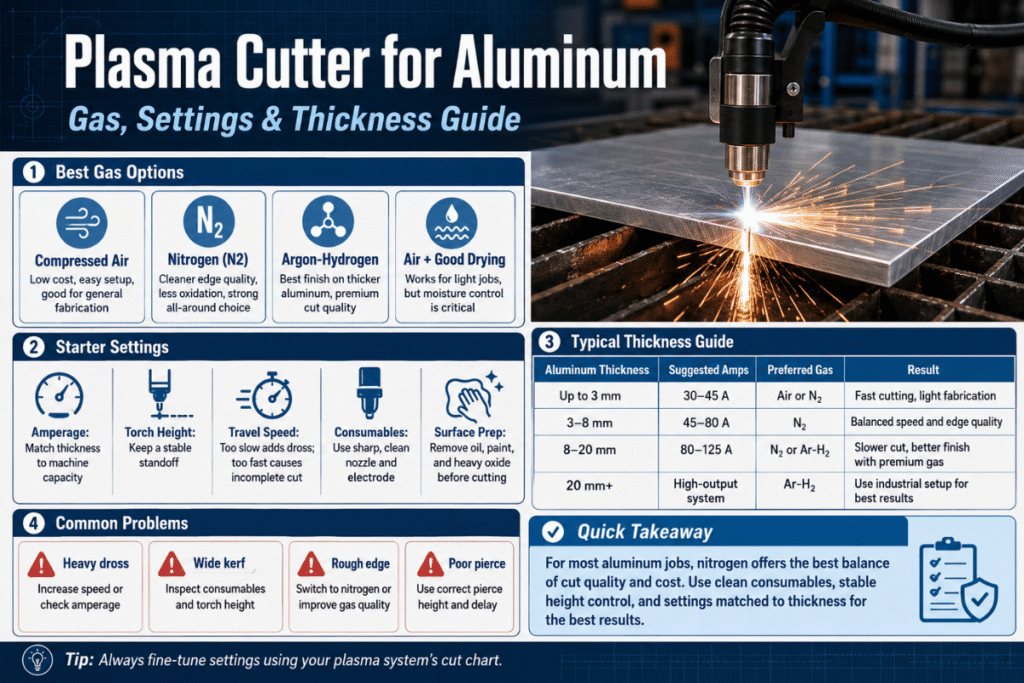
Seleção de gás: ar, nitrogênio, argônio-hélio ou H-35? Matriz de decisão por espessura

A escolha dos gases certos faz toda a diferença. Usar os gases errados resulta em bordas ásperas e oxidadas que nenhuma habilidade do operador consegue corrigir; um resultado inaceitável. Plasma e proteção. Dois fluxos de gás diferentes que toda oficina com plasma sem cloro precisa dominar. Veja como os gerentes de oficina os ajustam para alumínio.
Que gás você usa para cortar chapas de alumínio com plasma?
Para chapas de alumínio com menos de 5 mm (cerca de 0.2 polegadas), tanto o plasma quanto o nitrogênio de proteção (processo N/N) produzem bordas de solda extremamente limpas. É simples com uma máquina de corte a plasma a ar do tipo Powermax, mas custa cerca de US$ 30 em dois ou três cilindros de nitrogênio por semana para economizar uma hora de retrabalho. Vale a pena, afirma Bob Fernicola, gerente de negócios de plasma da ESAB: "Com a seleção adequada de gases, você consegue uma borda muito boa em alumínio com plasma".
| Espessura de Alumínio | Gás Plasma | Gás de Proteção | Mais Adequada Para | Troca |
|---|---|---|---|---|
| < 5 mm (< 3/16″) | ar | ar | Custo mais baixo, trabalho bruto | Borda oxidada, retrabalhar antes da soldagem. |
| < 5 mm (< 3/16″) | azoto | azoto | Borda impecável, pronta para soldar. | custo do gás engarrafado |
| 6–12 mm (¼–½″) | azoto | Água (H₂O) | Superfície lisa, baixo custo por metro quadrado | Requer tocha com proteção contra água. |
| 12–20 mm (½–¾″) | Mistura H-35 ou H-2 | azoto | Alta densidade de energia, corte profundo | Gás contendo hidrogênio, sem lençol freático |
| > 20 mm (> ¾″) | H-35 | azoto | Placa grossa, estrutural | Custo de gás mais elevado, treinamento necessário |
| Qualquer (evitar) | Oxigênio / F5 | - | Somente aço macio/aço inoxidável | Acabamento ruim no alumínio, não use. |
Tabelas de corte derivadas das orientações do fabricante (séries Hypertherm Powermax e XPR, boletins técnicos de plasma da ESAB). AWS Z49.1 Segurança em Soldagem, Corte e Processos AfinsO corte a plasma em qualquer gás requer ventilação mecânica local. Para aplicações de plasma em ar, consulte Compressor de ar para cortador de plasma Guia de tamanhos.
Comece sempre consultando a tabela de corte no manual do proprietário da sua máquina para obter a espessura exata e, em seguida, faça os ajustes necessários. As tabelas de corte do fabricante são calibradas para conjuntos específicos de consumíveis – um desvio de mais de 10% da amperagem recomendada acelerará o desgaste dos consumíveis.
Limites de espessura do alumínio: de chapa de 1 mm a placa de 6 polegadas.
As máquinas de corte a plasma são vendidas em classes de amperagem, e a classe de amperagem determina a espessura máxima de uma peça de alumínio que a máquina consegue cortar. ASTM B209A chapa de alumínio é definida como um produto plano com 0.250 polegadas (6.35 mm) ou mais de espessura; materiais mais finos são considerados chapas. A espessura mínima também é importante – abaixo de 1 mm, a largura do corte e a entrada de calor do plasma deformam a peça de trabalho em vez de cortá-la. Abaixo dessa espessura, a escolha da liga metálica influencia ainda mais a faixa de amperagem necessária.
Qual a espessura máxima que um cortador de plasma de 50 A consegue cortar alumínio?
Uma máquina de corte a plasma de ar de 45-50 A, como a Hypertherm Powermax 45, corta alumínio com precisão até cerca de 12 mm (12 polegadas) e perfura até 8 mm (5/16 de polegada) em condições de produção. Acima disso, o arco começa a se dissipar, a escória torna-se difícil de controlar e a vida útil dos consumíveis diminui drasticamente. As oficinas de produção geralmente atualizam para 65 A ou 85 A para trabalhos rotineiros em chapas com espessura superior a 8 mm.
| Classe de amperagem | Versão de produção | Capacidade de perfuração | Melhor aplicação de alumínio |
|---|---|---|---|
| 45 A | Até 12 mm (½″) | 8 mm (5/16 ″) | HVAC, sinalização, fabricação de luz |
| 65-85 A | Até 22 mm (⅞″) | 16 mm (⅜″) | Reboques, transporte, marítimo |
| 105-130 A | Até 38 mm (1½″) | 25 mm (1 ″) | Estrutural, militar, vagão ferroviário |
| 200–260 A (Definição X) | Até 152 mm (6″) | 75 mm (3 ″) | Placa grossa, base moldada |
📐 Nota de Engenharia — A liga metálica afeta a calibração da amperagem
As ligas 5052-H32 e 6061-T6 compartilham a maioria das características de corte, mas a maior condutividade térmica da 6061 (167 W/mK contra 138 W/mK da 5052, de acordo com dados da indústria) significa que o calor se dissipa mais rapidamente da zona de corte. Em espessuras no limite, a liga 6061 pode exigir de 5 a 10% mais amperagem ou uma velocidade de corte menor do que a 5052 para evitar uma borda não fundida. A chapa naval 5083 comporta-se como a 5052. Sempre faça um corte de teste ao trocar de liga em uma espessura que já esteja no limite da sua máquina.
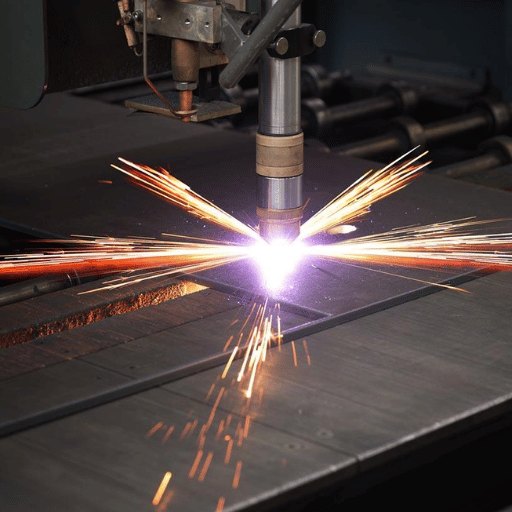
Configurações da máquina de corte a plasma para alumínio: amperagem, velocidade e distância de afastamento.

Três parâmetros determinam a qualidade do corte em alumínio: amperagem, velocidade de deslocamento e altura de afastamento da tocha (que é definida indiretamente pela tensão do arco em sistemas automatizados). Acertar essa relação resulta em uma borda reta com o mínimo de escória. Errar resulta em uma superfície chanfrada, oxidada e com muita escória, que precisa ser esmerilhada antes de qualquer operação subsequente.
Amperagem: Utilize a amperagem máxima permitida pela espessura do material, conforme indicado na tabela de corte do fabricante. Uma amperagem maior significa corte mais rápido, menor largura da zona afetada pelo calor e menos distorção. Profissionais de campo relatam que utilizar a amperagem máxima é quase sempre a opção correta em sistemas automatizados – apenas o corte manual exige configurações mais baixas para acompanhar o deslocamento da tocha pelo operador.
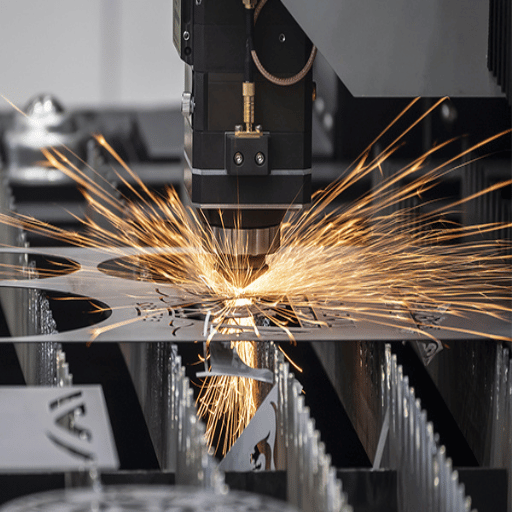
Velocidade de deslocamento: Execute na velocidade máxima de IPM/TS (velocidade do fluxo de faíscas sob a peça em relação à direção da tocha) onde as faíscas se projetam a aproximadamente 15-30° atrás da direção da tocha. Se as faíscas se projetarem diretamente para baixo à frente da tocha ou ultrapassarem consideravelmente o rastro da tocha, reduza a velocidade – ausência de escória na superfície, alargamento do corte e fusão das bordas indicam um corte muito lento. Se o arco se curvar para dentro do bocal, aumente a velocidade – corte incompleto. A velocidade manual de corte em chapa de alumínio é de aproximadamente 10-15 IPM (250-350 mm/min).
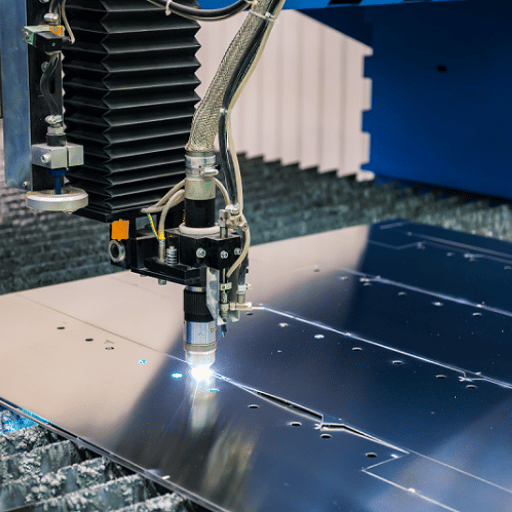
A máquina CNC e o robô colaborativo operam constantemente a uma velocidade superior a 100 IPM (mais de 2,500 mm/min) na mesma chapa.
Distância de corte e altura de perfuração. A distância de corte é ajustada em cerca de 1.5 mm (0.060 pol.) acima da peça de trabalho na grande maioria das máquinas do tipo Powermax. A altura de perfuração deve ser de 1.5 a 2 vezes a altura de corte (como regra geral, perfuração de 2.3 a 3.0 mm) para evitar que o alumínio fundido retorne ao bico e danifique os consumíveis.
A tensão aumenta com a distância de afastamento em sistemas do tipo Powermax. Em máquinas com controle automático de altura da tensão do arco, basta definir a tensão desejada e o sistema de controle garante uma distância de afastamento constante, mesmo em chapas deformadas ou irregulares.
O corte por arrasto (apoiando o bico na peça) é aceitável em aço macio com um consumível de proteção contra arrasto; não deve ser usado em alumínio – o material fundido, macio e pegajoso, entope o bico, prolongando a vida útil do consumível em apenas 20 a 40%.
Plasma vs. Laser vs. Jato de Água para Alumínio: Quando Cada Um Vence
A seleção entre plasma, laser de fibra ou jato de água para alumínio é uma decisão de aquisição que impactará o custo por metro, a qualidade da borda e o limite de capacidade pelos próximos 10 anos. Cada processo tem um nicho dentro do amplo espectro operacional. A matriz a seguir utiliza valores referenciados de O fabricanteArtigo sobre equívocos e especificações atuais do fabricante.
| Variável | Plasma | Laser de fibra | Jacto de água |
|---|---|---|---|
| Espessura máxima do alumínio | 152 mm (6 ″) | ~19 mm (¾″) | 200 mm (8″)+ |
| Tolerância de borda | ±0.015–0.020″ | ± 0.005 ″ | ± 0.003 ″ |
| Velocidade de corte (6 mm Al) | pomposidade | pomposidade | Devagar |
| Custo por pé (6 mm Al) | Baixo | Suporte: | Alto (abrasivo) |
| Zona afetada pelo calor | Moderado | Estreito | Nenhum (frio) |
| Investimento de capital | Baixo | Alto | Suporte: |
Opte pelo corte a plasma ao cortar alumínio em volumes de produção elevados, se não se importar (ou puder arcar com) que a borda fique com 0,5 mm (0,020") e se o seu orçamento não permitir o investimento em uma célula de laser de fibra. Opte pelo laser se estiver processando grandes volumes de chapas com tolerâncias rigorosas. Opte pelo jato de água se a entrada de calor não for possível (ligas tratadas termicamente próximas da têmpera final, alumínio revestido com compósito) ou se o material tiver mais de 15 cm (6") de espessura.
Para uma comparação lado a lado mais detalhada, veja corte a plasma x corte a laser e Corte a laser vs. plasma vs. jato de água.
Qualidade de corte: escória, oxidação e tolerância de borda — o que é possível e o que não é.
O corte a plasma em alumínio não atingirá a mesma qualidade de corte a laser em chapas finas, mas alcançará a qualidade necessária para soldagem em chapas maiores, desde que os parâmetros de gás, amperagem e velocidade de deslocamento sejam ajustados corretamente. Na prática, quase todos os defeitos de corte são causados por um dos quatro motivos a seguir. A tabela de diagnóstico abaixo associa cada defeito à sua causa raiz e solução.
Por que minha máquina de corte a plasma não está cortando alumínio corretamente?
De 80 a 90% das reclamações sobre limpeza provêm de uma das quatro causas a seguir: superfície áspera e oxidada (problema com o gás), acúmulo excessivo de escória (problema com a velocidade ou a amperagem), ângulo de bisel muito acentuado (problema com a distância ou a amperagem) ou borda porosa (problema com o gás ou a velocidade). Analisando dados de fóruns da indústria, como os da Practical Machinist e da comunidade Miller, observa-se que a escória ocorre com mais frequência em alumínio fino de 2.4 mm (3/32"), onde o operador utiliza uma amperagem muito baixa na tentativa de "ser cuidadoso" ou uma velocidade muito alta para "evitar distorções".
| Sintoma | Causa provável | Fixar |
|---|---|---|
| Borda preta áspera e oxidada | Plasma de ar sobre alumínio | Mudar para o processo N₂/N₂ ou N₂/H₂O |
| Escória de solda na parte inferior do corte (escória de baixa velocidade) | Velocidade de deslocamento muito baixa ou amperagem muito alta | Aumente a velocidade em 10 a 15% ou diminua a amperagem em uma faixa. |
| Respingos superficiais (escória em alta velocidade) | Velocidade de deslocamento muito alta ou amperagem muito baixa. | Diminua a velocidade em 10 a 15% ou aumente a amperagem. |
| Ângulo de bisel excessivo (um lado alargado) | Distância de segurança muito alta (tensão muito alta) | Abaixe a tocha e recalibre a tensão AVHC. |
| Borda porosa e incompatível com soldagem | Contaminação por hidrogênio ou mistura de gases inadequada para a espessura | Verificar a combinação de gases de acordo com a tabela de espessura; verificar a pureza do gás de proteção. |
| Corte inconsistente em chapa deformada | Tocha de altura fixa em peça de trabalho irregular | Ative o controle de altura da tensão do arco ou use um robô colaborativo com sensores. |
A verdade é que, para bordas de solda em chapas, o plasma realmente se equipara ao laser na grande maioria dos trabalhos de produção. Aaron Brandt, gerente de engenharia de sistemas mecanizados da Hypertherm, afirmou: “Com os mais recentes sistemas de plasma de alto desempenho, estamos mantendo excelentes tolerâncias em todas as espessuras e materiais de chapas. A variação angular no alumínio é bastante boa, mesmo em comparação com o aço carbono e o aço inoxidável.” Em termos de prática de campo, essa tem sido a experiência para oficinas de estruturas metálicas e de transporte nos últimos dez anos.
Segurança do lençol freático: a armadilha do hidrogênio (e como evitá-la)
Esta é a parte que ninguém menciona até que ela cause problemas. Ao cortar alumínio com plasma em uma mesa de água, o gás hidrogênio pode ser liberado em taxas que formam bolsas explosivas sob a peça. O óxido de alumínio (as partículas de escória que caem na água) neutraliza quimicamente o oxigênio do H₂O, deixando hidrogênio livre. O hidrogênio escapa na forma de pequenas bolhas – geralmente inofensivas – até que mesas de água mal projetadas se encham de bolsas sob as placas e em câmaras submersas. Quando o próximo corte perfura a seção sem suporte e o arco atinge a bolsa de hidrogênio, ocorre uma explosão.
Nunca corte alumínio-lítio (Al-Li) com plasma na presença de água — nem sobre uma mesa com água, nem com proteção contra água, nem com piso úmido. O Al-Li é extremamente reativo. Os documentos de segurança da Hypertherm e da ESAB concordam nesse ponto.
Um cenário típico de incidente, conforme documentado pela equipe técnica da ESAB: um operador carrega uma chapa, eleva o nível da água, corta algumas partes e termina seu turno. Enquanto a chapa permanece na água, na maioria das vezes, o hidrogênio se acumula em bolsas sob ela. O próximo operador perfura a chapa, o arco elétrico inflama a bolsa de hidrogênio presa e a explosão causa danos e sério risco de ferimentos.
Medidas de mitigação que realmente funcionam, classificadas por confiabilidade:
- ✔
Sistema de aeração — Uma matriz de tubos perfurados na parte inferior da mesa fornece uma cortina constante de bolhas de ar comprimido que impede a formação de bolsas de hidrogênio. Controle eficaz com o menor custo. - ✔
Silenciador de bolhas — um acessório montado em tocha que permite a passagem de ar por um bocal interno e água por um bocal externo, agitando a água ao redor e evitando o acúmulo. - ✔
Filtração de água com separação centrífuga (Ex.: sistemas da classe GRS da Ebbco) — bombeia água através de bicos, remove partículas de alumínio antes que continuem gerando hidrogênio e mantém o banho agitado. - ✔
Disciplina operacional — Nunca deixe placas de alumínio submersas durante a noite; abaixe e levante a água antes de cortar para romper as bolhas acumuladas; treine os operadores sobre os processos químicos.
Além do hidrogênio, o corte a plasma em qualquer mistura gasosa é um processo reconhecido por gerar fumos. De acordo com Ficha informativa da OSHA sobre o controle de fumos e gases perigosos durante a soldagem.O corte a plasma se enquadra na mesma categoria de controle de fumos que o corte e a brasagem oxiacetilênica. A norma AWS Z49.1 exige ventilação mecânica local para corte a plasma em espaços ocupados. A fumaça de óxido de alumínio em si é levemente irritante, mas não é classificada como perigosa pela HWPS (Healthy Work Protection System - Sistema de Proteção contra Riscos à Saúde); se metais mistos ou alumínio cromado ou revestido com cromo estiverem sendo cortados, os níveis de exposição ao cromo hexavalente são excedidos de acordo com o NEP (National Environmental Policy - Plano Nacional de Exposição) para Cr(VI) da OSHA (Administração de Segurança e Saúde Ocupacional). Para detalhes sobre a mesa de água, consulte o guia de mesa de água para CNC.
Cinco equívocos que estão prejudicando o desempenho do seu corte de alumínio.
Os cinco mitos a seguir têm assombrado o corte a plasma desde a década de 1980, quando as opções de gás e os controles das máquinas eram primitivos. Os modernos sistemas de controle a ar comprimido evoluíram; muitas montadoras e oficinas mecânicas, porém, não. As declarações de especialistas citadas abaixo são provenientes de um artigo da revista The Fabricator sobre corte a plasma.
Conceito errôneo 1: O alumínio não é um bom candidato para plasma porque a porosidade prejudica a borda.
Isso é uma falha no projeto do sistema de gás, apresentada como uma limitação da tecnologia. Ao usar laser, dobradeiras, oxicorte ou plasma para cortar alumínio, não há diferença na qualidade do corte entre plasma e laser. É óbvio que os parâmetros do meu trabalho com plasma agora são comparáveis ou melhores do que os do laser, mas, para referência, obtenho um bom corte com uma mistura padrão de gases de oxigênio, nitrogênio e argônio no meu sistema.
“Com a seleção adequada de gases, é possível obter um acabamento muito bom no alumínio com plasma”.
Conceito errôneo 2: O plasma não consegue atender a tolerâncias rigorosas.
Verdade para máquinas da década de 1980. Não é verdade para os sistemas atuais. O plasma de classe X-Definition de hoje pode ser facilmente programado para 0.015 a 0.020 polegadas em uma placa de alumínio — uma borda extremamente precisa, mas bem dentro das tolerâncias que um fabricante de reboques, veículos militares e vagões ferroviários considerará aceitáveis.
“Nas indústrias de veículos militares e vagões ferroviários, geralmente não se busca uma precisão de mais ou menos cinco milésimos de polegada, enquanto que no corte a plasma podemos manter uma precisão de mais ou menos 15 ou 20 milésimos, o que está bem dentro das tolerâncias estabelecidas nessas indústrias.”
Conceito errôneo 3: O alumínio cortado a plasma deixa uma superfície difícil de limpar.
O mesmo problema ocorre na seleção do gás. Com plasma de ar, sim, você obtém resíduos oxidados ásperos. Com processos de gás inerte (N/N ou N/HO), o acabamento da superfície é liso e as soldas ficam com aparência de costura na borda do corte, com preparação mínima.
Conceito errôneo 4: O laser é mais econômico que o plasma para alumínio.
Verdadeiro em chapas finas (abaixo de aproximadamente 100 µm) em alto volume. Falso acima de 100 µm, onde o laser precisa usar nitrogênio de alta pressão como gás auxiliar (não há reação exotérmica disponível no alumínio) e os custos operacionais aumentam drasticamente. O plasma mantém uma vantagem significativa de custo por metro em chapas, além de um limite de espessura maior (15 cm de plasma contra aproximadamente 100 cm para laser de fibra).
Conceito errôneo 5: O corte de alumínio a plasma exige um operador especialmente treinado em observação.
Nos modernos sistemas de plasma mecanizados de alta tecnologia, o afastamento, o movimento e o atraso de perfuração são controlados automaticamente. Por outro lado, uma questão em que a atenção do operador é realmente importante é o corte em mesa de água (veja a seção Armadilha de Hidrogênio acima) – trata-se de um risco químico, não de uma dificuldade no corte em si.
“A maioria dos sistemas mecanizados de corte a plasma possui controles que permitem que a máquina opere, mantenha a altura de afastamento adequada e controle o movimento da máquina automaticamente.”
Para onde caminha o corte a plasma de alumínio: perspectivas para 2025–2030
O mercado de máquinas de corte a plasma atingiu US$ 811.4 milhões em 2025. A previsão do IMARC Group indica que ele continuará crescendo anualmente a uma taxa composta de crescimento anual (CAGR) estável de 4.16% a 4.5%, alcançando US$ 2.2 bilhões até 2034. Espera-se que as máquinas de corte a plasma de uso industrial cresçam a taxas ainda mais expressivas, à medida que substituem os investimentos em lasers de fibra na fabricação automatizada.
Existem três conjuntos específicos de razões para optar por uma solução de plasma em alumínio em 2026 ou 2027. Primeiro, a penetração vertical do plasma CNC em relação ao manual está bem estabelecida nos fabricantes de carrocerias de reboques, estruturas e veículos elétricos; segundo, a integração avançada de robôs colaborativos está rapidamente tornando o plasma automatizado acessível a oficinas que antes não podiam justificar o uso de um CNC dedicado. Terceiro, as ligas premium para baterias de veículos elétricos, iluminação especial e outros componentes de transporte leves — das séries 5xxx e 6xxx — para os quais o plasma é extremamente adequado, estão sendo produzidas em escala nas mesmas ligas. Todos esses fatores se combinam para formar um argumento convincente de investimento em uma oficina de corte a laser de fibra com trabalho consistente em chapas acima de 1/4 de polegada em 2026, utilizando um sistema de plasma sobre alumínio. Veja a cobertura relacionada em [link para a cobertura relacionada]. Cortador de plasma CNC panorama de capacidades.
Perguntas frequentes sobre o corte de alumínio a plasma
P: Uma serra circular Hypertherm Powermax 45 consegue cortar alumínio?
Ver resposta
P: É possível cortar alumínio com plasma usando apenas ar?
Ver resposta
P: Qual é a melhor máquina de corte a plasma para chapas de alumínio?
Ver resposta
P: Como evitar a formação de escória no corte a plasma do alumínio?
Ver resposta
P: Uma máquina de corte a plasma CNC consegue cortar alumínio?
Ver resposta
Sobre esta análise
Este levantamento de referência combina dados obtidos de tabelas de corte de máquinas de corte a plasma — séries de produção Hypertherm Powermax e XPR, boletins técnicos da ESAB sobre o uso de plasma, normas publicadas AWS Z49.1 e ASTM B209, orientações da OSHA sobre controle de fumos e fontes especializadas citadas na revista The Fabricator — com a prática real de produção para todos os trabalhos com chapas de alumínio estruturais, incluindo reboques e veículos de transporte, documentados com plasma.
Explore as máquinas de corte a plasma da Resizeweld →
Referências e fontes
- Controle de fumos e gases perigosos durante a soldagem (OSHA FS-3647) — Administração de Segurança e Saúde Ocupacional dos EUA
- Programa Nacional de Ênfase — Cromo Hexavalente (CPL 02-02-076) — Administração de Segurança e Saúde Ocupacional dos EUA
- AWS Z49.1 Segurança em Soldagem, Corte e Processos Afins — Sociedade Americana de Soldagem
- ASTM B209 Especificação padrão para chapas e placas de alumínio e ligas de alumínio. — ASTM Internacional
- Conceitos errôneos sobre o corte de alumínio a plasma — O Fabricante
- Tamanho, crescimento e previsão do mercado de máquinas de corte a plasma para 2026-2034 — Grupo IMARC
- Perspectivas do mercado de máquinas de corte a plasma para 2026-2030 — GlobeNewswire
Artigos Relacionados
- Corte a plasma versus corte a laser — Comparação direta de processos para trabalhos em chapa e placa
- Corte a laser vs. plasma vs. jato de água — estrutura de decisão tripartite para alumínio e aço
- Cortador de plasma CNC Guia — o que muda ao passar do corte manual para o corte automatizado?
- guia para mesa de plasma CNC — mesas de água, mesas de exaustão e configurações seguras para alumínio
- Compressor de ar para cortador de plasma — dimensionamento do suprimento de ar para trabalhos de plasma de ar em produção
- O que é uma máquina de corte a plasma? — Guia básico de tecnologia para compradores iniciantes em plasma









{kind=link}
{kind=link}
{kind=link}
{kind=link}