
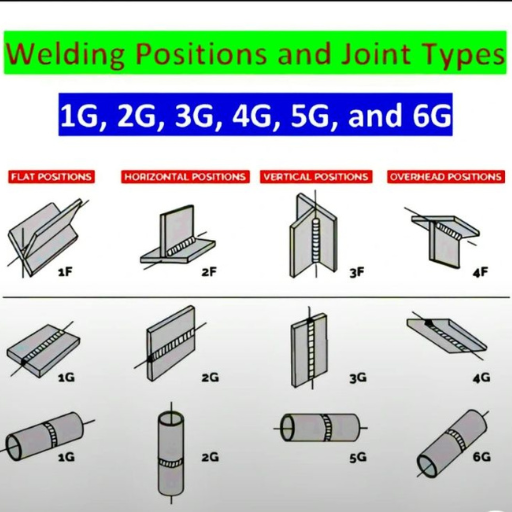
Sudarea este o abilitate esențială în centrul mai multor industrii, de la construcții și producție până la industria aerospațială și energie. O parte vitală a stăpânirii acestei meserii este înțelegerea diferitelor poziții - 1G, 2G, 3G, 4G, 5G și 6G - și a tipurilor de îmbinări corespunzătoare. Fiecare poziție prezintă dificultăți și provocări tehnice unice. Această cercetare detaliată oferă perspective atât profesioniștilor experimentați, cât și aspiranților sudori asupra identificării și aplicării acestor tehnici, oferind fundamentul pentru o călătorie tehnică de succes în domeniul sudării.
Înțelegerea pozițiilor de sudură
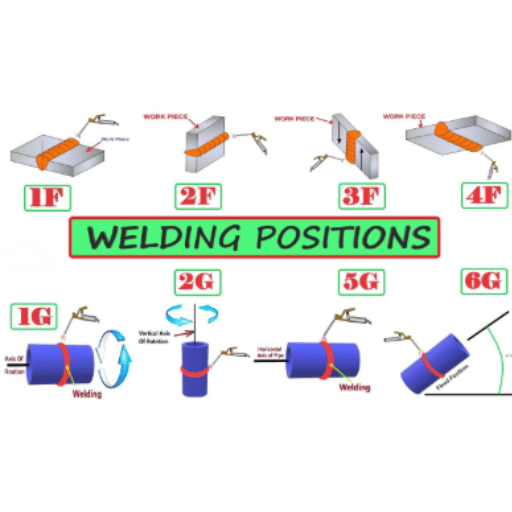
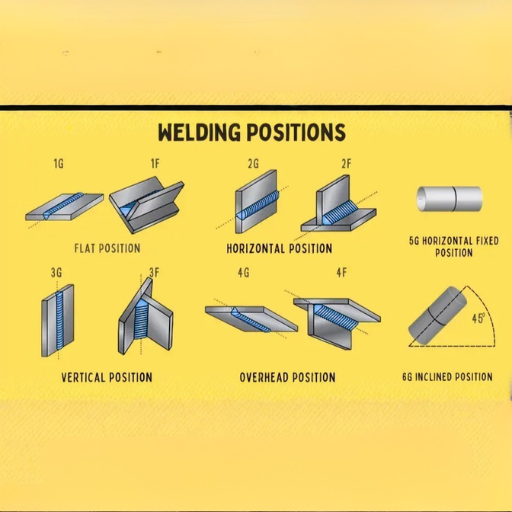
Pozițiile de sudare sunt clasificate în patru categorii principale, în funcție de orientarea îmbinării și de abordarea sudorului. Aceste poziții includ:
- •
Poziție plată (1G/1F): Cea mai ușoară și mai comună poziție; îmbinarea este orizontală, iar gravitația ajută la distribuția uniformă a sudurii. - •
Poziție orizontală (2G/2F): Se efectuează pe o suprafață verticală de-a lungul unei axe orizontale, necesitând precizie pentru a evita lăsarea sudurii. - •
Poziție verticală (3G/3F): Articulația este aliniată vertical, deplasându-se fie în sus (vertical sus), fie în jos (vertical jos). - •
Poziție deasupra capului (4G/4F): Cea mai dificilă poziție, care implică suprafețele de deasupra sudorii, necesitând un control extrem pentru a preveni picăturile.
Definiția pozițiilor de sudură
Pozițiile de sudare sunt orientări spațiale standardizate care garantează rezultate consistente în toate aplicațiile. Dincolo de cele patru tipuri principale, pozițiile sunt clasificate în continuare în suduri Groove („G”) și Suduri de colț („F”)Stăpânirea acestor orientări este esențială pentru îndeplinirea standardelor din industrie și gestionarea proiectelor complexe.
Importanța pozițiilor de sudură în industrie
Competența în diverse poziții asigură integritatea structurală și respectarea standardelor de siguranță. Sudorii trebuie să se adapteze la gravitație și orientarea materialului, afectând direct longevitatea produsului. Acest set de competențe este indispensabil în domeniile construcțiilor, auto și aerospațial, unde designurile complexe necesită un control strict al calității.
Prezentare generală a pozițiilor comune de sudură
Poziție plată: Simplu și productiv; sudarea este direcționată pe partea superioară a piesei de prelucrat.
Pozitie orizontala: Se aplică de-a lungul orizontului pentru suduri în canelură și în colț; necesită o manipulare strictă a metalului topit pentru a preveni lăsarea.
Pozitie verticala: Dificil din cauza gravitației; necesită adaptări în urcare sau în coborâre pentru a menține uniformitatea.
Poziție deasupra capului: Necesită abilități semnificative pentru a controla arc electric și previne metalul topit de la picurarea pe aparatul de sudură.
Analiza detaliată a fiecărei poziții de sudare
Poziție plată (1G/1F)
Aceasta este poziția cea mai accesibilă. Piesa de prelucrat se află orizontal, permițând gravitației să stabilizeze baia de sudură. Este benefică pentru controlul sculelor manuale și pentru îmbinările de înaltă calitate, servind drept bază pentru pregătirea de bază a metalului și instruirea inițială.
Poziție orizontală (2G/2F)
Sudarea orizontală are loc pe un plan vertical de-a lungul unei axe orizontale. Sudorii trebuie să compenseze lăsarea indusă de gravitație. Această metodă este utilizată în mod obișnuit în sudarea structurală și a conductelor, necesitând controlul vitezei și volumului pentru un efect de cordon neted.
Poziție verticală (3G/3F)
Aceasta implică sudarea pe suprafețe verticale sau aproape verticale. Vertical în sus se folosește pentru materiale mai groase pentru a asigura penetrarea, în timp ce vertical în jos favorizează materialele mai subțiri pentru o progresie mai rapidă. Este o abilitate critică pentru recipientele sub presiune și structurile grele.
Poziție deasupra capului (4G/4F)
Una dintre cele mai dificile orientări; necesită tehnici avansate și un control precis al căldurii pentru a preveni scurgerea în baia de sudură. Este esențială pentru întreținere, reparații și situații în care piesa de prelucrat nu poate fi mișcată.
🛠️
Poziții specifice pentru plăci și țevi
1G: Poziție plată; piesa de lucru este orizontală, sudată de sus.
2G: Poziție orizontală pe o suprafață verticală; combate gravitația cu un control stabil al mâinii.
3G: Plan vertical; necesită stăpânirea aportului de căldură pentru a evita subminarea.
4G: Poziție deasupra capului; necesită sfidarea gravitației pentru a preveni lăsarea metalului.
5G: Țeavă orizontală fixă; sudorul se mișcă în jurul țevii (tehnici verticale, orizontale și suspendate combinate).
6G: Poziție avansată; țeavă fixată la un unghi de 45 de grade. Rotirea țevii nu este permisă, testând abilitățile tuturor pozițiilor.
Diferențe mecanice între poziții
Diferențele tehnice sunt determinate de orientarea piesei de prelucrat și de influența gravitației asupra băii de sudură topită:
- 1G: Control maxim, efect gravitațional redus.
- 2G: Este necesară o atenție sporită la penetrarea bilelor.
- 3G: Risc semnificativ de lăsare; necesită modificări ale vitezei de depunere.
- 4G: Potențial ridicat de picurare; necesită o gestionare judicioasă a căldurii.
- 5G: Necesită coordonare în situații de atracție gravitațională inegală.
- 6G: Un amestec complex de provocări care necesită adaptabilitate avansată.
Efectul gravitației asupra băii de sudură
Gravitația îndreaptă metalul topit în jos, ceea ce poate duce la defecte precum porozitatea sau lipsa de fuziune. În cazul sudurilor de deasupra capului, acest lucru provoacă picurare, în timp ce în cazul sudurilor orizontale, dezechilibrează baia. Sudorii trebuie să ajusteze viteza de deplasare, aportul de căldură și unghiurile electrozilor pentru a menține integritatea industrială.
Tehnici pentru sudarea verticală vs. sudarea deasupra capului
Sudarea verticală ascendentă (progresie ascendentă) este superioară pentru materiale mai groase datorită penetrării și rezistenței mai mari. Sudarea verticală descendentă este potrivită pentru materiale mai subțiri, pentru a evita supraîncărcarea. Sudarea aeriană necesită o lungime a arcului mai scurtă și mai puțină căldură pentru a stabiliza baia și a preveni picăturile de metal fluorescent.
Compararea calității sudurii între poziții
Pozițiile plate și orizontale produc de obicei o calitate superioară datorită unui control mai bun al bazinului și mai puține defecte. Pozițiile în sus și deasupra capului sunt mai dificile din cauza restricțiilor de vizibilitate și a atracției gravitaționale, necesitând șnururi sau împletire controlată pentru o fuziune corectă.
Cerințe de certificare pentru posturile de sudură

Standarde de certificare
Testare specifică poziției: Competența trebuie demonstrată în poziții de la 1G la 4G sub supraveghere strictă.
Conformitatea codului: Testarea respectă coduri precum AWS D1.1 (structurale) sau ASME Secțiunea IX (recipiente sub presiune) pentru materiale specifice, cum ar fi oțelul carbon sau aluminiul.
inspecţie: Implică verificări vizuale și teste nedistructive (radiografii sau teste de îndoire).
Reînnoire: Reînnoirea periodică este necesară pentru a verifica competența continuă.
Standardele de certificare AWS și ISO
Certificările AWS (cum ar fi D1.1) garantează că sudorii sunt competenți în anumite orientări, tipuri de îmbinări și materiale de adaos. La nivel global, ISO 9606 reglementează calificarea sudorilor, asigurând stăpânirea asupra proceselor și pozițiilor pentru a asigura conformitatea cu reglementările și satisfacția clienților.
Niveluri de competență necesare pentru certificare
Standardele de certificare efectuează o verificare precisă a abilităților practice și teoretice. Candidații trebuie să îndeplinească criterii stricte de testare vizuală și nedistructivă (NDT) în condiții controlate. Acest lucru asigură că sudorul posedă expertiza necesară pentru a promova siguranța și calitatea în mediile industriale.
Surse de referință
- Weld-Mart: Explicația codurilor și orientărilor pozițiilor de sudare.
- Blogul Red-D-Arc: Detalii despre pozițiile de sudare și tipurile de îmbinări sudate cu canelură.
- Institutul de Sudură din Missouri: Concentrați-vă pe parcursul sudării țevilor de la 1G la 6G.
- Lincoln Tech: Discutează aplicații dificile pentru studenții la sudură.
- Sudură Dayang: Defalcarea pozițiilor GMAW prin 6G avansat.
Întrebări frecvente (FAQ)
Ce înseamnă 1G-6G în construcția navală și a conductelor?
Acestea sunt numere de poziție care se referă la orientarea îmbinării și la procesul de sudare în sine.
Care este poziția 1G?
O poziție de sudare plană; cel mai simplu și comun punct de plecare pentru începători.
Care este poziția 2G?
O poziție orizontală în care sudarea se face de-a lungul unei suprafețe verticale.
Care este poziția 3G?
O poziție verticală în care sudarea progresează de jos în sus sau de sus în jos.
Care este poziția 4G?
O poziție deasupra capului în care sudorul lucrează direct deasupra îmbinării.
Care este poziția 5G?
O poziție fixă orizontală a țevii în care țeava nu poate fi rotită.
Care este poziția 6G?
O poziție avansată cu țeava la un unghi de 45 de grade, care necesită îndemânare și experiență ridicate.









{kind=link}
{kind=link}
{kind=link}
{kind=link}