
Сварка в различных отраслях, от строительства до автомобилестроения, выполняется с высочайшей точностью и мастерством, поскольку и то, и другое помогает обеспечить структурную целостность и лучшую функциональность любой металлической детали. Поэтому структура сварного шва и качество самого сварного соединения зависят от множества факторов, которые его тесно связывают. Одним из таких основных факторов является положение при сварке. В целом, существует четыре основных типа сварки (положения при сварке). Практика сварки в этих положениях, как правило, основана на личном опыте обучения и применения. Для тех, кто хочет стать мастером-сварщиком, очень важно понимать различные положения при сварке, чтобы максимально эффективно использовать сварочные технологии и производственные процессы. В этой статье рассматриваются четыре типа сварки и обсуждаются настройки, условия, конфигурации, проблемы и лучшие практики для каждого типа положения при сварке. Представьте себе, что вы хотите получить квалификацию сварщика и узнать, как это может работать для вас, или другие специалисты отрасли, которые могли бы извлечь из этой информации ценные сведения.
Введение в сварочные позиции
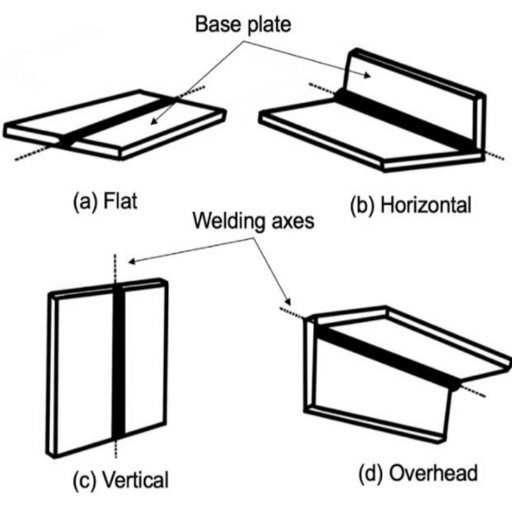
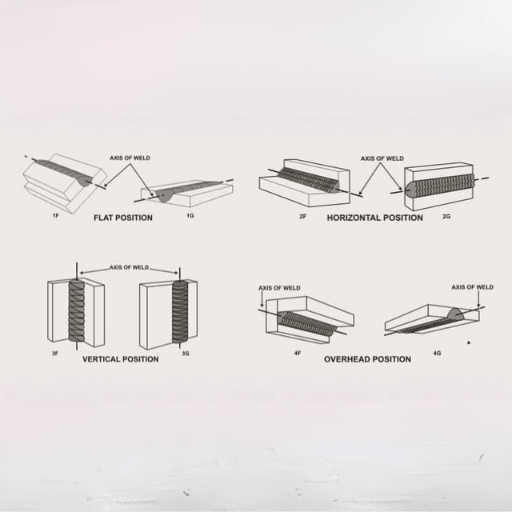
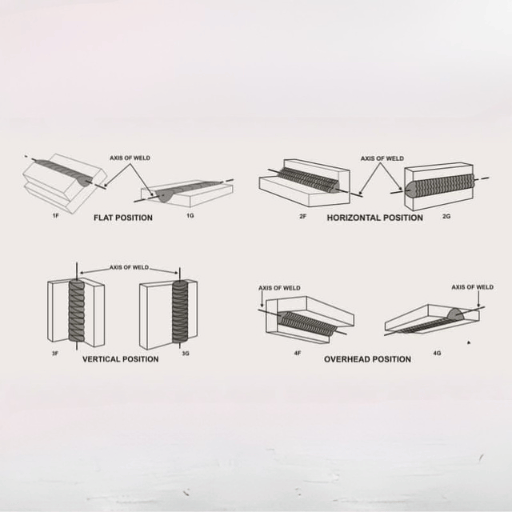
Обычно используемые положения при сварке представляют собой определенные угловые ориентации, необходимые сварщику для эффективной сварки двух материалов. Четыре распространенных положения включают горизонтальное, вертикальное и потолочное; название этих положений зависит от угла и ориентации шва относительно сварщика и, в некоторых случаях, от поверхности, на которой он работает. Каждое из положений при сварке сопряжено с определенными трудностями, связанными с уровнем контроля над расплавленным металлом и обеспечением однородности сварного шва. Поэтому крайне важно правильно понимать все эти положения при сварке, которые являются частью процесса получения прочных и надежных сварных швов, пригодных для различных инженерных применений, и все это с высокой эффективностью.
Ключ на вынос
Овладение четырьмя основными положениями сварки — плоским, горизонтальным, вертикальным и потолочным — имеет решающее значение для обеспечения структурной целостности в различных инженерных и строительных областях.
Понимание важности положения сварного шва
Положение сварщика играет ключевую роль, определяя качество и структурную целостность сварного шва. Каждое положение определяет технику, настройки сварочного оборудования и уровень квалификации, необходимые для обеспечения надлежащего сплавления и хорошего проплавления. Например, плоское положение является практически самым простым и наиболее удобным, поскольку сила тяжести играет важную роль в плавном перемещении расплавленного металла. В то же время, потолочное положение демонстрирует все необходимые возможности контроля, позволяющие работать против силы тяжести, предотвращая такие дефекты, как шлаковые включения или пористость. Сварщики осваивают различные техники и положения сварки, поскольку им необходимо знать их все. Умение работать в любом положении является отличительной чертой сварщика, что особенно важно в аэрокосмической отрасли.
Обзор 4 основных положений сварки
Четыре распространенных положения при сварке — плоское, горизонтальное, вертикальное и потолочное, каждое из которых имеет свои области применения и технические сложности. Плоское положение, также известное как 1G/1F, является наименее сложным и поэтому подходит для обучения начинающих сварщиков и задач с высокой скоростью наплавки. Горизонтальное положение (2G/2F) требует большей точности для контроля провисания сварочной ванны на вертикальной поверхности. Это наиболее распространенное положение, используемое при сварке конструкций и трубопроводов. Вертикальное положение (3G/3F) предполагает сварку против силы тяжести, то есть движение вверх или вниз в зависимости от техники, и используется для работы в пределах заданных параметров или в неверных (не 90°) рабочих зонах. Наконец, есть потолочное положение (4G/4F), которое является наиболее сложным, поскольку здесь сварщик должен работать с расплавленным металлом, находящимся над его головой, что характерно для строительства и ремонта подъемных платформ или узлов. Для соответствия строгим отраслевым стандартам прочности сварных соединений требуется компетентность в работе в этих положениях. Обязательные стандарты гарантируют прочность, надежность и профессионализм сварных соединений, выполняемых сварщиком.
Типичные области применения в сварочной промышленности
От создания прочных конструкций до производства долговечных воздуховодов, сварка является неотъемлемой частью множества отраслей; она широко используется в строительстве для изготовления несущих конструкций, мостов и трубопроводов. Более того, автомобильная и аэрокосмическая отрасли полагаются на сварку при сборке транспортных средств, ремонте и производстве высокопроизводительных компонентов. В обрабатывающей промышленности сварка применяется для создания машин, приборов и другого тяжелого оборудования. Аналогичным образом сварка используется в сантехнике и нефтедобыче, в частности, для строительных лесов, силовых установок и систем возобновляемой энергии, таких как ветряные турбины. Разнообразие применений сварки подчеркивает ее центральную роль в развитии инфраструктуры и распространении технологий в мировой экономике.
Плоское положение сварки
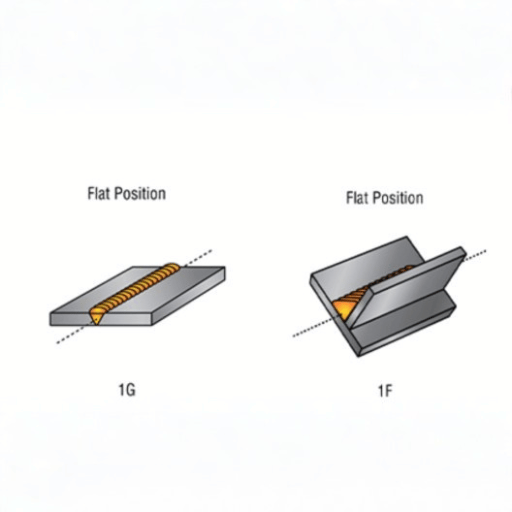
Плоское положение при сварке, широко известное как положение 1G, является наиболее базовым и простым в освоении. В этом положении заготовка располагается горизонтально, и сварной шов выполняется с верхней стороны в шов. Это положение обеспечивает гладкие и ровные поверхности, благодаря чему расплавленный металл равномерно распределяется, обеспечивая равномерную сварку. Плоское положение используется для достижения более высоких скоростей наплавки и широко применяется в строительстве, особенно в металлоконструкциях, судостроении и трубопроводном строительстве, благодаря своей эффективности и простоте выполнения сварки.
Определение и характеристики плоского положения
Плоское положение, также называемое положением 1G, — это положение, при котором ось сварного шва горизонтальна, а сварочная поверхность направлена вверх. В таком положении сварочная ванна стабильна (по своей природе), с меньшим количеством осложнений, таких как провисание расплавленного металла или непропорциональное образование сварного шва. Это оптимальное положение, позволяющее с высокой степенью контроля над сварочным присадочным материалом, что приводит к равномерному проплавлению и превосходному качеству готового изделия. Ввиду своей простой механики, сварка в плоском положении является наиболее эффективным и действенным положением, поскольку широко известна своей способностью получать чистые, точные сварные швы при меньшей сложности процесса.
Приложения и совместные проекты
Сварка в плоском положении широко используется в промышленности благодаря своей скорости и точности. Этот способ сварки применяется во многих областях, например, при изготовлении стальных конструкций, сварке трубопроводов и тяжелой техники, а также при строительстве сосудов под давлением. Высокая прочность сварных швов и низкий процент дефектов делают сварку в плоском положении наиболее подходящей для ответственных проектов, таких как мосты, судостроение и промышленная инфраструктура. Она также широко используется в производственных условиях, где ее применение обеспечивает быстрые, надежные результаты с высокой производительностью, то есть всегда конечную продукцию.
Трудности и советы по освоению плоской сварки
Достижение высокого уровня мастерства в горизонтальной сварке требует преодоления многочисленных трудностей, таких как обеспечение стабильного качества сварного шва, надлежащая фиксация электрода и контроль подводимой температуры во избежание деформации или дефектов. Это может привести к значительному подрезу, разбрызгиванию металла и полной потере контроля над сваркой различных размеров. Для эффективной работы подрядчиков необходимы практика, знание технологических принципов, а также понимание оборудования и материалов. Сварные швы необходимо часто проверять, и необходимо строго соблюдать стандарты компании (например, AWS D1.1), чтобы поддерживать качество сварочного процесса при выполнении горизонтальных работ.
Горизонтальное положение сварки
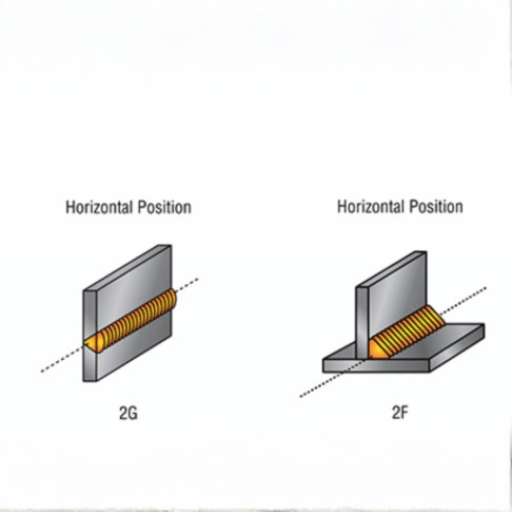
Сварка в горизонтальном положении предполагает сварку по горизонтальным осям, но на вертикальных поверхностях, что вносит существенный вклад в процесс под действием силы тяжести, из-за чего расплавленный металл имеет тенденцию к оседанию, требуя высокого мастерства и техники, обеспечивающей стабильное качество сварного шва. Это положение чаще всего используется из-за необходимости горизонтального шва в таких проектах, как резервуар для хранения, балка в конструкции или какое-либо устройство. Успешная горизонтальная сварка требует правильных углов наклона электрода и дисциплинированной скорости перемещения, что ограничивает различные виды дефектов, например, подрезы и неровные сварные швы. Горизонтальная сварка считается более сложной, чем сварка в горизонтальном положении, и требует постоянной практики до достижения удовлетворительных результатов.
Понимание горизонтального положения
Использование горизонтального положения при сварке достаточно универсально, хотя и сопряжено с определенными трудностями, которые часто требуют от сварщиков полной концентрации и точности. Главная проблема работы по утрам заключается в том, что расплавленный металл неизбежно провисает и растекается под действием силы тяжести. Чтобы этого не произошло, необходимо удерживать электрод под идеальным углом и поддерживать постоянную скорость перемещения по всей длине сварного шва, что, в свою очередь, обеспечивает ровный шов и предотвращает образование дефектов, таких как подрез и плохое сплавление. Это почти всегда играет очень важную роль в задачах по изготовлению металлоконструкций, таких как соединение балок или выполнение конструктивных сварных работ в случае резервуаров; истинное мастерство в этом вопросе имеет первостепенное значение для достижения высококачественных профессиональных сварных соединений, которые являются одновременно надежными и долговечными.
Типичные области применения в различных отраслях промышленности
Потолочная сварка широко используется в большинстве отраслей промышленности благодаря своему значительному вкладу в создание прочных и долговечных конструкций. В строительстве она применяется для соединения стальных каркасов, таких как балки, колонны и ригели, обеспечивая тем самым структурную целостность. Потолочная сварка используется в энергетическом секторе для строительства и ремонта всех сосудов под давлением, трубопроводов и резервуаров, которые подвергаются высоким напряжениям и экстремальным условиям эксплуатации. Кроме того, в судостроении и аэрокосмической отрасли потолочная сварка необходима для соединения современных материалов, которые будут подвергаться воздействию суровых условий окружающей среды, несмотря на то, что сложная природа сварки потолочных систем может вызывать необычные явления. Потолочная сварка крайне важна для обеспечения безопасности, соответствия стандартам и надежности в этих сложных условиях эксплуатации.
Примечание:
Совет профессионала: Горизонтальная техника
Для предотвращения провисания при горизонтальной сварке поддерживайте рабочий угол от 0 до 15 градусов над горизонталью и следите за постоянной скоростью перемещения.
Методы успешной горизонтальной сварки
Для успешной горизонтальной сварки необходимо учитывать различные факторы. Одним из таких факторов является точный выбор электродов, поскольку тип и размер электрода должны соответствовать материалу и условиям сварки. Также критически важен правильный угол наклона — от 0 до 15 градусов выше горизонтали — чтобы избежать образования шлаковых включений и неполного сплавления. Равномерное проплавление и привлекательный внешний вид сварного шва в конечном итоге достигаются за счет контролируемой скорости перемещения и колебаний. Правильная подготовка, например, очистка основного металла или устранение проблем с подгонкой, гарантирует надежное сварное соединение. Соответствующий уровень потока защитного газа и учет параметров напряжения и силы тока помогают справиться с некоторыми проблемами, включая пористость и разбрызгивание металла. Освоение этих приемов позволит получить прочный горизонтальный сварной шов в самых сложных промышленных условиях.
Вертикальное положение сварки
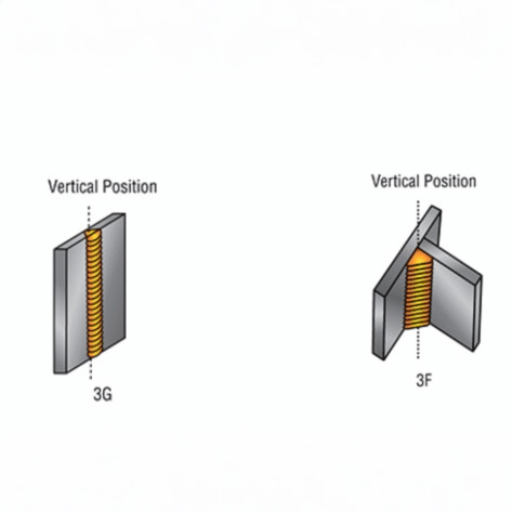
Вертикальная сварка — это положение, при котором сварной шов наносится вверх или вниз по вертикальной поверхности. Она широко используется при работе с вертикальными конструкциями, такими как стены, колонны или трубы. Вертикальная сварка может быть сложным процессом, поскольку сила тяжести может привести к провисанию или стеканию расплавленного металла. Правильное обращение с электродом, точно отрегулированная скорость перемещения и правильная настройка силы тока имеют важное значение для получения идентичных результатов при каждой сварке. Это положение требует внимания к деталям, чтобы обеспечить получение привлекательных, прочных и чистых сварных швов с равномерным покрытием по всей поверхности.
Определение вертикального положения при сварке
Вертикальное положение при сварке — это метод сварки, выполняемый вертикально вдоль оси объекта; либо вверх по оси, либо вниз по ней. Такое положение используется, когда материалы необходимо соединить в вертикальном положении для обеспечения прочности конструкции. Необходим очень строгий контроль, чтобы предотвратить воздействие силы тяжести, которая приводит к неровным швам и дефектам. Специалисты осознают важность вертикальной сварки для различных отраслей промышленности, особенно в случае крупных конструкционных соединений, таких как трубопроводы, здания и тяжелая техника.
Области применения и типы проектов
Вертикальная сварка чаще всего применяется в отраслях, где прочность и точность конструкций являются важнейшими факторами. К областям применения относятся высотные здания, сложные стальные каркасные конструкции и трубопроводы для транспортировки нефти и газа. Поскольку вертикальная сварка неизбежна при производстве тяжелой техники или строительстве судов, она стала крайне необходима при ремонте мостов и резервуаров. Вертикальная сварка вносит существенный вклад в проект, обеспечивая устойчивость конструкций к нагрузкам и воздействию окружающей среды в течение длительного времени, что гарантирует безопасность и функциональность.
⚠️ Важное примечание
Вертикальная сварка сверху вниз выполняется быстрее, но приводит к менее глубокому проплавлению по сравнению с вертикальной сваркой снизу вверх. Направление сварки всегда выбирайте в зависимости от требований к конструкции.
Распространенные ошибки и лучшие практики
Пренебрежение качеством основного материала во время сварки — это ошибка, например, некачественная очистка или неправильная центровка; такие недостатки могут привести к ослаблению сварных швов или структурным повреждениям. Не менее распространены ошибки при выборе сварочных процессов, игнорирование выбора присадочного материала или неправильные условия работы оборудования; в этом случае повезет, если будут обнаружены только пористость, подрезы или трещины. Отсутствие надлежащей подготовки или знаний в области охраны труда и техники безопасности может лишь снизить качество работы — свести на нет все усилия — и подвергнуть риску рабочих.
Эти стандарты качества обеспечивают прочную основу для каждого этапа сварочного процесса, от подготовки поверхности до удаления сварочной крошки. Опытный сварщик всегда должен выбирать подходящий метод сварки и материалы в соответствии с требованиями конкретного проекта. Надлежащее техническое обслуживание, стандарты безопасности и непрерывное повышение квалификации посредством сертификации также имеют важное значение. Благодаря этим улучшениям и передовым методам сварочные работы могут лучше достигать своей цели, делая изготовленную конструкцию более безопасной, а также лучше соответствующей отраслевым стандартам.
Положение сварки сверху
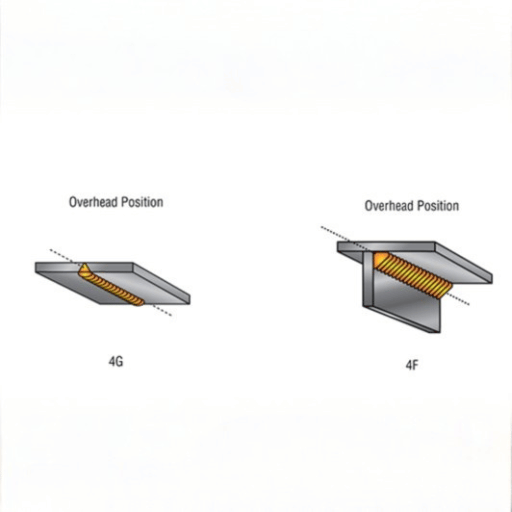
Одна из распространенных трудностей при сварке в потолочной плоскости связана с неудобным положением, требующим нанесения сварных швов на нижнюю сторону соединения таким образом, чтобы расплавленный металл стекал против силы тяжести. Такое положение предъявляет более высокие требования к точности и контролю, поскольку сила тяжести увеличивает риск капания или разбрызгивания расплавленного металла, что приводит к дефектам сварных швов или создает угрозу безопасности. Сварщики, работающие в этой вертикальной плоскости, должны обладать двумя точными и терпеливыми руками, соответствующей скоростью перемещения, а также правильной силой тока и углом наклона электрода. Рабочие часто внедряют новые технологии, обеспечивая точные и стабильные результаты и избегая излишнего нагрева, который может ослабить сварной шов.
Характеристики положения сверху
Сварка в потолочном положении является уникальной задачей из-за методологических особенностей и высокой степени зависимости от навыков и опыта сварщиков. Задача включает, например, контроль подводимой температуры для предотвращения провисания расплавленного металла, а также правильную манипуляцию электродом для поддержания стабильности дуги. Использование электродов с низким разбрызгиванием приводит к меньшему загрязнению. Важно применять технику плетения для соединения двух поверхностей для лучшего сплавления и проплавления, учитывая движение расплавленной ванны под действием силы тяжести. Также необходима соответствующая защитная одежда из-за угрозы падения расплавленного шлака и других обломков. Мастерство позиционирования этого шва имеет решающее значение для прочности сварного шва и его функциональности.
Основные области применения потолочной сварки
Технология потолочной сварки имеет важное значение, поскольку применяется в отраслях промышленности, где требуется высокая прочность и долговечность конструкций в суровых условиях. Особенно в сварных конструкциях эти факторы имеют решающее значение. Кроме того, эта технология широко используется при строительстве мостов, трубопроводов и промышленных сооружений, поскольку позволяет выполнять сварку в нестандартных положениях, когда места соединений относительно фиксированы. Применение сварки в судостроении и аэрокосмической отрасли становится необходимым, поскольку сложные геометрические формы требуют мгновенной и точной сварки в потолочных или замкнутых пространствах. Дополнительные области применения этой технологии – техническое обслуживание и ремонт тяжелой техники и конструкций, что, в свою очередь, повышает безопасность и функционирование жизненно важных систем.
Советы по эффективной технике сварки в потолке
- ✓ Используйте надлежащие средства защиты: Убедитесь, что у вас есть соответствующее защитное снаряжение, такое как сварочные шлемы с подходящим затемнением, огнестойкая одежда, перчатки и сапоги для защиты от искр и падающих обломков.
- ✓ Регулировать Параметры сварки: настройка силы тока и напряжения. для создания устойчивой дуги и контролируемого подвода тепла, что, в свою очередь, необходимо для предотвращения дефектов сварки в потолке.
- ✓ Оптимизация выбора электродов: Для лучшего контроля и сокращения времени уборки выберите электрод, подходящий для работы над головой, скорее всего, с низким уровнем разбрызгивания.
- ✓ Соблюдайте правильное положение тела: Усядьтесь поудобнее, чтобы вы могли стоять, оставаться неподвижным и достаточно внимательным, чтобы выполнить качественную сварку.
- ✓ Управление движением сварочной ванны: Поддерживайте короткую длину дуги и постоянную скорость перемещения, что значительно упростит работу благодаря стабильному потоку расплавленной сварочной ванны и сведет к минимуму подтеки и провисания.
- ✓ Предварительная очистка перед сваркой: Перед началом сварочных работ необходимо тщательно очистить основной металл от загрязнений, таких как ржавчина, масло или краска, что, в свою очередь, улучшит проплавление и адгезию сварного шва.
- ✓ Развитие навыков: Для совершенствования навыков потолочной сварки необходимо регулярно практиковаться. Регулярное совершенствование техники работы повышает эффективность.
Сравнение 4 основных типов положений при сварке.
Основные положения при сварке — горизонтальное, вертикальное и потолочное. Каждое положение имеет свои преимущества и сложности, зависящие от требований работы и условий окружающей среды.
| Позиция | Многогранность | Основная задача |
|---|---|---|
| Квартира (1G/1F) | Низкий | Поддержание высоких темпов осаждения |
| Горизонтальный (2G/2F) | Средний | Предотвращение провисания расплавленного металла |
| Вертикальный (3G/3F) | Высокий | Гравитационный и тепловой контроль |
| Накладные расходы (4G/4F) | ExpertXNUMX | Капание и риски для безопасности |
- 1
Плоское положение
Положение лежа, по-видимому, обеспечивает наилучшие возможности для сварки, поскольку расплавленный металл под действием земной гравитации сильно притягивается вниз. Это позволяет получать исключительно аккуратные сварные швы. Это лучшее положение для начинающих сварщиков или в случаях, когда необходим полный контроль над процессом. - 2
Горизонтальная позиция
Горизонтальное положение не так удобно, как горизонтальное, поскольку к нему добавляется проблема силы тяжести, которая притягивает расплавленный металл к очень тонким стенкам. Это положение может использоваться для сварки наклонных или вертикальных поверхностей, таких как стены или трубы, но требует более высокого уровня мастерства и точности. - 3
Вертикальная позиция
Вертикальное положение подразумевает сварку в вертикальном положении (на вертикальной поверхности). Операция может выполняться вертикально вверх или вертикально вниз. Сварка в вертикальном положении обеспечивает более глубокое проплавление, в то время как сварка в вертикальном положении вниз экономит время и предпочтительна для более тонких материалов. Это положение требует тщательного контроля во избежание провисания. - 4
Положение сварки сверху
Потолочное положение является самым неудобным и трудоемким из всех, поскольку сварка выполняется непосредственно над головой. Требуется тщательная проверка герметичности, так как расплавленный металл не должен капать на сварщика. Необходимо соблюдать особые меры безопасности. Это положение часто требуется при строительных или ремонтных работах, где доступ к месту сварки ограничен.
Для каждой позиции необходим разнообразный набор техник, чтобы добиться высококачественной сварки. Мастерство владения ими и безупречное выполнение проекта имеют решающее значение для сварщика.
Сильные и слабые стороны каждой позиции
1. Плоское положение (1G/1F)
Преимущества: Поскольку плоское положение является наиболее простым вариантом, оно обеспечивает наиболее благоприятные условия для получения безупречной сварки для начинающих, с чистой рабочей поверхностью под углом 90° к горизонтальной линии. Плоское положение обеспечивает это. Кроме того, оно обеспечивает равномерную структуру сварного шва с меньшим риском дефектов.
Минусы: Область применения довольно ограничена, если рассматриваемый проект требует слишком много перемещений, сварочного или боевого оборудования. Поэтому пользователям приходится искать другие рабочие плоскости или типичные положения для сварки.
2. Горизонтальное положение (2G/2F)
Преимущества: Это обеспечивает превосходную стабильность при сварке в вертикальном режиме. Позволяет лучше контролировать шов и обеспечивает приемлемо большой зазор при разбрызгивании металла. Наилучшим образом подходит для угловых и канавочных сварных швов.
Минусы: Очень чувствителен в использовании, особенно к провисанию и косым разрезам при нарушении равновесия; поэтому это легко может произойти у начинающего пользователя.
3. Вертикальное положение (3G/3F)
Преимущества: Срок службы и условия эксплуатации вертикальной заготовки и замкнутого пространства обеспечиваются вертикальным положением заготовки (в вертикальном/верхнем направлении, 3F). Это обеспечивает хорошее проплавление; необходимо гарантировать получение надежных и прочных сварочных соединений в целом.
Минусы: Искусство контроля потока металла для предотвращения образования дефектов, таких как ультрафиолетовое излучение и пористость, требует мастерства. Сварка под углом вниз, однако, быстрее, но имеет более слабые сварочные свойства.
4. Верхняя позиция (4G/4F)
Преимущества: Необходим для работы на подвесных конструкциях или при ремонте в местах, недоступных для других позиций. Все указанные позиции демонстрируют высокий уровень квалификации сварщика.
Минусы: Это очень трудоемкий и утомительный процесс из-за воздействия силы тяжести на расплавленный металл, что, в свою очередь, сопряжено с высокими рисками для безопасности и образованием дефектов. Поэтому, исходя из опыта, при выполнении этой работы требуется крайняя осторожность.
Каждая сварочная позиция имеет свои преимущества и недостатки, и выбор соответствующей позиции должен определяться в соответствии со структурными и функциональными требованиями проекта, для которого выполняется сварочный процесс. Владение всеми этими позициями обеспечивает специалисту гибкость и универсальность при выполнении своих обязанностей в сварочной отрасли.
Выбор правильной позиции для вашего проекта
Положение при сварке определяется несколькими факторами, среди которых наиболее значимыми являются тип соединения, толщина материала и ход выполнения проекта. Например, если необходимо сварить плоскую поверхность, и такая поверхность легкодоступна, наиболее разумным выбором будет сварка в плоском положении. Прочность сварки в плоском положении обеспечивает безопасное выполнение плоских работ на сварочном столе. Если необходимо сваривать вертикальные и потолочные конструкции, то для работы в соответствии с проектом требуются нижнее, вертикальное и потолочное положения, что само по себе является сложной технической задачей. Можно выбрать вертикальное, вертикальное нижнее, потолочное и верхнее нижнее положения сварки, и после выбора можно сваривать цилиндрические или другие круглые детали, соединенные с другими деталями, в положениях 5G или 6G. Наконец, сварщик должен учитывать конечное положение, исходя из требований конструкции, типа используемого материала и навыков оператора, необходимых для точности и качества.
Реальные практические примеры и примеры
1) Сварка высотных зданий
Еще один яркий пример — сварка балок на каркасе высотного здания. Сварщикам здесь приходится работать в вертикальном положении в практически невыполнимых условиях, как, например, в Бурдж-Халифе, где может потребоваться тяжелая работа над головой для соединения важных конструктивных элементов. Положение с перегрузкой 6G типично для соединения труб или колонн, расположенных над головой, где жесткость соединения должна быть исключительной, чтобы выдерживать невероятные нагрузки.
2) Работы по сварке трубопроводов
Сварка труб в нефтегазовой отрасли требует отработки положений 5G и 6G с высочайшей квалификацией. Пример из практики подразделения Трансаляскинского трубопровода наглядно демонстрирует, как эффективное использование этих процедур обеспечило практически полное отсутствие напряжений в сварных швах, несмотря на сильные колебания температуры. Сварные работы выполнялись без каких-либо опасений по поводу утечек.
3) Аэрокосмическое производство
Сварка крупных и тонких материалов, таких как титан и алюминий, осуществляется на заводских предприятиях. Примером может служить сварочная позиция 5G, используемая для сварки цилиндрических топливных баков во время космических операций. Отсюда вытекает важность смачиваемости материала при работе с основными сварочными аппаратами и оборудованием в этой отрасли, а также правильного сопряжения материала и выравнивания на сварочном участке, что в значительной степени влияет на конечные структурные характеристики готового изделия.
Необходимые инструменты и оборудование для различных положений при сварке
Правильный выбор инструментов и оборудования для успешной сварки в различных положениях имеет решающее значение. Ниже перечислены основные элементы различной степени важности, определяющие тип выполняемой сварки:
Контрольный список оборудования
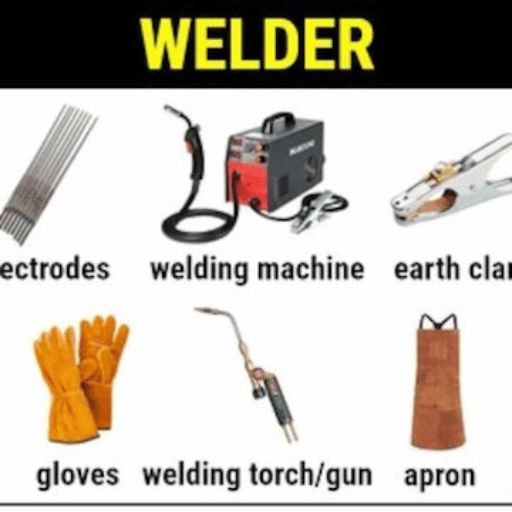
- • Защитное снаряжение: Фильтры с автоматическим затемнением для шлемов, защитных перчаток, огнестойкой одежды и респираторов.
- • Сварочные аппараты: Многофункциональные сварочные аппараты, способные выполнять сварку дуговой сваркой (SMAW), MIG-сваркой (GMAW) или TIG-сваркой (GTW).
- • Электроды: Специальные стержни, например, E7018, для вертикального/потолочного монтажа.
- • Инструменты позиционирования: Зажимы, тиски, магниты и вращатели для обеспечения устойчивости в смещенном положении.
- • Инструменты проверки: Измерительные приборы для сварки и оборудование для неразрушающего контроля для проверки целостности.
Рекомендуемые сварочные инструменты и расходные материалы
Правильный выбор сварочного оборудования и расходных материалов имеет решающее значение для качества сварки и производительности. К необходимым инструментам относятся сварочные аппараты, подходящие для конкретных процессов сварки — TIG, MIG или SMAW — а также высокоцикловые горелки и качественные держатели электродов. Дополнительные расходные материалы, такие как электроды, прутки, наконечники или флюс, а также защитные газы, также должны быть выбраны таким образом, чтобы они наилучшим образом соответствовали основному металлу и конструктивным ограничениям работы. Обслуживающий персонал должен уделять особое внимание износостойким расходным материалам, включая наконечник сопла или вкладыш. Эти приобретения помогают увеличить срок службы сварочного оборудования и минимизировать время простоя. Тщательно подобранные эффективные решения значительно повышают качество сварки и особенно востребованы в промышленности, где важны безопасность и долговечность.
Оборудование для выполнения конкретных сварочных работ.
Для повышения точности и эффективности работы необходимо правильно выбирать оборудование для сварки в различных положениях. В горизонтальном положении важно использовать тяжелые станки, такие как прочные сварочные столы, зажимы и струбцины, чтобы обеспечить устойчивость и хорошую подвижность при сварке. Для сварки в потолке необходимы сварочные горелки MIG, TIG и любые другие легкие и эргономичные устройства, которые минимизируют утомляемость и обеспечивают маневренность. Вертикальное положение выигрывает от использования регулируемого источника питания с высокими настройками управления для регулирования подводимой температуры и глубины проплавления. Добавление поворотных или позиционирующих устройств позволит обеспечить правильный угол сварки трубы или цилиндра, гарантируя тем самым качество сварки и равномерность. Выбор подходящего инструмента для конкретного положения должен основываться на тщательном анализе технических условий проекта и свойств материала.
Защитное снаряжение и меры предосторожности
При выполнении любых сварочных работ крайне важно иметь соответствующее защитное снаряжение для предотвращения таких рисков, как ожоги, ультрафиолетовое излучение и токсичные пары. К такому снаряжению относятся сварочные шлемы с автоматическим затемнением для защиты глаз и лица, огнестойкие перчатки, а также прочные фартуки или куртки из кожи или огнестойких материалов. В зависимости от уровня загрязнения и адекватности вентиляции, при работе в помещениях с плохой вентиляцией и выбросом вредных паров необходимы средства защиты органов дыхания, такие как респираторы с принудительной подачей воздуха (PAPR) или системы вытяжки дыма. Защитные ботинки со стальными носками и нескользящей подошвой помогут защитить ноги. Защита слуха необходима при длительной работе с высокодецибельными инструментами. Соблюдение этих правил поможет свести риски к минимуму и обеспечит соблюдение правил OSHA и различных отраслевых стандартов.
Справочные источники
Miller Welds: Базовая схема положения при сварке соединения.
Блог ESAB: Теория и подготовка к основным суставам.
EZG Manufacturing: Влияние положения тела на сварочные работы.
Гуру сварки: Руководство по сложности и методологии.
Блог Arc Captain: Неотъемлемые элементы сварных швов.
Часто задаваемые вопросы (FAQ):
Какие четыре Основные сварочные позиции?
Четыре основных положения при сварке — горизонтальное, вертикальное и потолочное.
Каково положение при сварке в горизонтальном положении?
В горизонтальном положении заготовка устанавливается ровно, сварочной стороной вверх, а сварщик находится снизу; это, как правило, самое простое положение для начинающего.
А что насчет горизонтального положения при сварке?
Сварка в горизонтальном положении подразумевает сварку вертикальной поверхности и требует немного больше навыков, чтобы избежать провисания сварного шва.
А что насчет вертикального положения при сварке?
Вертикальное положение при сварке обеспечивает точное перемещение свариваемого изделия вдоль вертикального шва и позволяет сваривать как вертикально вверх, так и вертикально вниз.
А как насчет положения при сварке над головой?
Сварка соединения, расположенного над головой сварщика, представляет собой потолочное положение и, следовательно, одно из самых сложных положений.









{kind=link}
{kind=link}
{kind=link}
{kind=link}