

Неудачная сварка трубы редко начинается в сварочной дуге. Она начинается за десять минут до этого, на этапе подготовки шва. Неравномерные углы скоса, окисленные поверхности среза и неровные грани являются общими скрытыми факторами, приводящими к неполному проплавлению, пористости и дорогостоящему ремонту сварных швов на месте — и все это еще до того, как сварщик поднесет горелку.
Переносной труборезный станок устраняет это отклонение. Он обрабатывает конец трубы с точностью до заданных нормами параметров – на месте, одним оператором, за один проход. В результате получается одинаковый угол скоса на трубе № 1 и трубе № 200. Именно такая стабильность является обязательным условием для подготовки сварных швов в промышленных масштабах.
В этом руководстве рассматривается все, что необходимо для правильной эксплуатации такого устройства: сравнительные типы мощности, логика расчета диаметра труб, стандарты угла скоса (ASME B31.3 и AWS D1.1) и пошаговый алгоритм настройки на месте. Для работ с трубами разных диаметров матрица выбора 3-позиционного устройства для снятия фаски с труб, представленная в разделе 4, значительно сокращает время выбора при определении диаметров труб и условий на объекте.
Предположим, вы готовы выбрать подходящий прибор? Ознакомьтесь с полным ассортиментом портативных систем для снятия фаски с труб RESIZE диаметром от 0.5 до 24 дюймов, доступных в моделях с электрическим, пневматическим и гидравлическим приводом.
Что такое портативный труборезный станок?

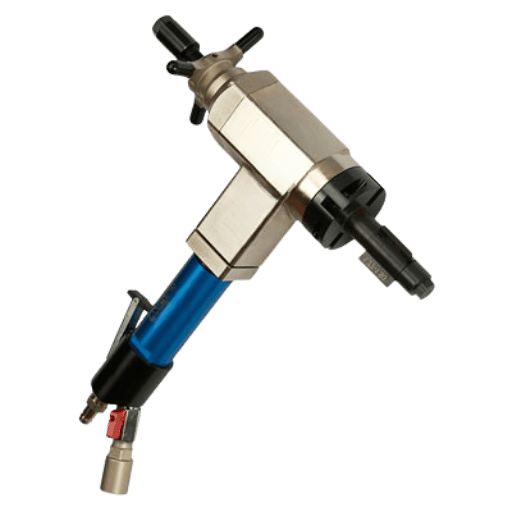
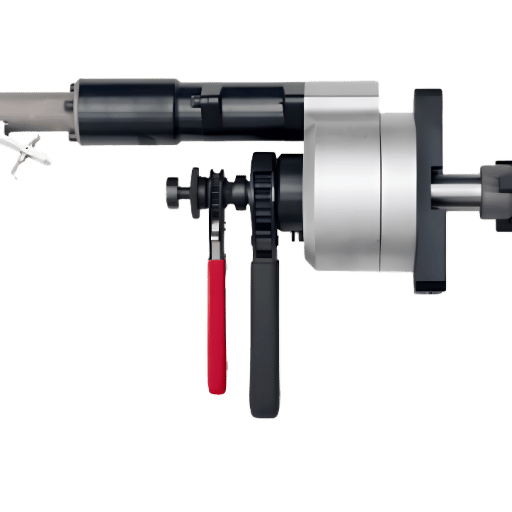
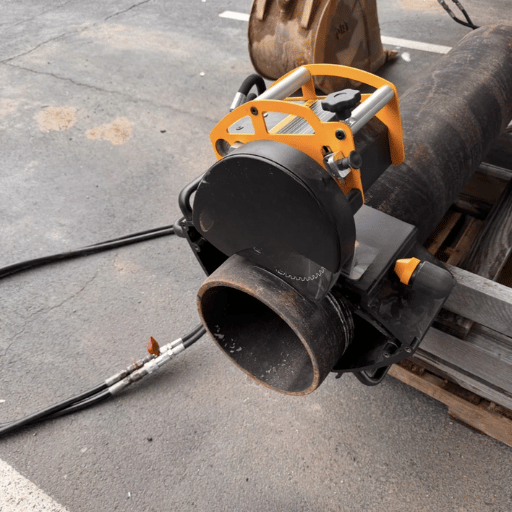
Переносной станок для снятия фаски с труб – иногда называемый переносным инструментом для снятия фаски с труб или системой подготовки торцов – это станок, ориентированный на внутренний диаметр, который непосредственно на месте формирует геометрию для подготовки к сварке на концах труб. В отличие от стационарного токарного станка, станок для снятия фаски перемещается к трубе, закрепляясь внутри отверстия с помощью выдвижной оправки, которая автоматически центрирует режущий инструмент. Не требуется стационарное приспособление, поддержка крана или помощь второго человека для стабилизации детали.
Большинство портативных систем для снятия фаски выполняют три операции одновременно в одном цикле:
- Снятие фаски – это обработка поверхности под переменным углом, выполняемая в соответствии с требуемой геометрией (обычно 30-45 градусов).
- Облицовка – плоская, квадратная поверхность для обеспечения бесшовной и ровной установки.
- Зенкерование – внутреннее отверстие для улучшения соосности труб с несовместимой толщиной стенок.
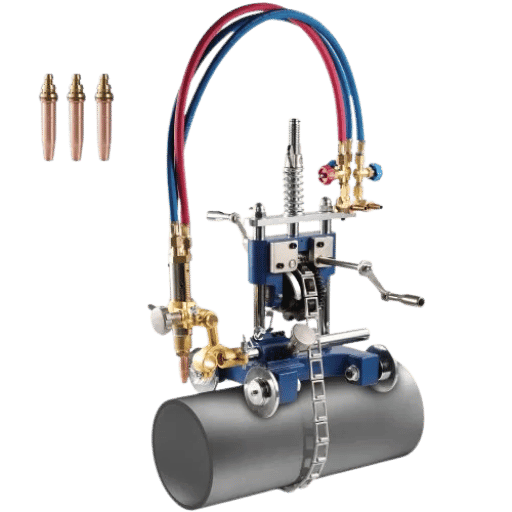
Термин «холодная резка» применим ко всем трем методам. Механическое фрезерование с использованием твердосплавных пластин позволяет извлекать материал и одновременно избегать зоны термического воздействия (ЗТВ). Это полная противоположность плазменной резке или кислородно-топливной строжке, где в процесс вступает тепло, создавая оксиды и микроструктурные изменения, требующие последующей шлифовки для подготовки к сварке.
Они используются в строительстве нефтегазопроводов, замене труб котлов электростанций, трубопроводах для химических процессов, судостроении, изготовлении конструкционных труб. Любая профессия, требующая снятия фаски и подготовки трубы в соответствии с нормами, может получить больше пользы от специального инструмента для снятия фаски, чем от любого шлифовального инструмента, имеющегося на судне или в башне. Вот краткое объяснение того, чем правильная обработка кромок отличается от других методов подготовки кромок, таких как снятие фаски. Для получения более подробной информации см. снятие фаски против снятия фаски сравнение.
| Параметр | Ассортимент/Варианты |
|---|---|
| Диапазон внутреннего диаметра трубы | 0.5 ″ - 24 ″ (13 мм - 610 мм) |
| Стандартные углы скоса | 15°, 20°, 30°, 37.5°, 45° (настраиваемые) |
| Диапазон оборотов | 5 – 120 об/мин (переменная скорость) |
| Масса станка | 18–60 фунтов (8–27 кг), в зависимости от модели. |
| Операции (за один проход) | Скос + Поверхность + Зенкал |
| Опции для приводов | Электрический / Пневматический / Гидравлический |
| Вставить материал | Твердосплав (стандартный); кобальтовая быстрорежущая сталь или сталь с покрытием из нитрида титана (нержавеющая сталь / супердуплексная сталь) |
Типы портативных труборезных станков: электрические, пневматические и гидравлические.
Существует три типа приводов, и они значительно различаются по точности, портативности и условиям работы на объекте. Неправильный выбор — пустая трата денег. Правильный выбор — и работа станет проще:
| фактор | Электрический | Пневматический | Гидравлический |
|---|---|---|---|
| Точность угла скоса | ± 1 ° | ±1–2° | ± 1 ° |
| Требуемая мощность | Розетка 110 В/230 В или генератор | Воздушный компрессор (80–120 PSI) | Гидравлический силовой агрегат |
| Лучшее приложение | Мастерские, строительные площадки с доступом к электросети. | Морские платформы, нефтеперерабатывающие заводы, зоны, защищенные от взрывозащиты (ATEX/взрывозащищенные зоны) | Толстостенная труба большого диаметра (>16″) |
| Непрерывное использование | Хорошо; соответствует стандарту тепловой защиты. | Отлично — двигатель не перегревается. | Хороший; ограничен возможностями гидронасосной установки. |
| Типичный диапазон цен | 3,000 $ - $ 12,000 | 2,500 $ - $ 10,000 | 8,000–25,000 долларов США + |
Замечание, которое часто удивляет клиентов: пневматические машины менее точны (но более портативны), чем электрические. Переменный крутящий момент пневматического двигателя приводит к небольшой угловой неточности (1-2), в то время как стабильный крутящий момент электродвигателя обеспечивает точное управление (1). Пневматика имеет преимущества во взрывоопасных средах и при непрерывной марафонской резке, но не в точности.
Правило принятия решения о выборе
Источник питания: электрический. Точный, недорогой, легкодоступный в морских условиях или в зонах с повышенной взрывоопасностью. Пневматический. Модели, соответствующие стандарту ATEX, являются стандартными моделями для безопасных зон на рынке нефти и газа. Гидравлический. Высокий крутящий момент позволяет легко работать с толстостенной углеродистой сталью и нержавеющей сталью.
Если вам нужен общий обзор различных станков для снятия фаски с труб, включая станки с фиксированным расположением и с зажимом наружного диаметра, см. направляющая для станка для снятия фаски с трубА если вы хотите увидеть, как резка и снятие фаски работают вместе, то... Полное руководство по резке и снятию фаски с труб проходит через трубу от разреза до соединения.
Переносной труборез против угловой шлифовальной машины: что лучше для подготовки к сварке?
Угловая шлифовальная машина — наиболее распространенная альтернатива специализированному инструменту для снятия фаски, и наиболее распространенная причина брака при подготовке сварного шва на объекте. Вот прямое сравнение факторов, имеющих значение для сварки труб в соответствии с нормами:
| фактор | Переносной труборезный станок | Угловая шлифовальная машина |
|---|---|---|
| Точность угла скоса | ±1° (портативный электрический) | ±2°–3° (зависит от оператора) |
| Соответствие стандарту ASME B16.25 (предел ±2.5°) | Надежный | Незначительные отклонения — ±2–3° означают, что вы находитесь на пределе или за его пределами. |
| Последовательность от сустава к суставу | Идентичные — управляемые машиной | Переменная — зависит от усталости оператора и его навыков. |
| Чистота поверхности | Машинная обработка, без оксидов, без последующей шлифовки. | Шероховатая поверхность; при нагревании образуются оксиды, требующие дополнительной шлифовки. |
| Зона термического влияния (ЗТВ) | Ноль — холодная резка | В настоящее время измельчение приводит к локальному нагреву. |
| Время на один конец трубы (труба диаметром 6 дюймов) | 2–5 мин (включая подготовку) | 8–20 мин (опытный оператор, ровная поверхность) |
| Стоимость инструмента | $ $ 3,000 12,000- | $ $ 100 500- |
⚠ Предупреждение для полевых условий: проблема оксидов
Шлифовка создает тепло. Это тепло вызывает окисление поверхности трубы. Сварка на окисленной поверхности чревата образованием пористости, включений и дефектов непроварки, которые трудно обнаружить без рентгеновского или ультразвукового контроля, и устранение которых впоследствии обойдется дорого. Компания Miller Welds даже приводит следующее утверждение: «Окислы могут оставаться в сварном шве и вызывать пористость, включения, непроварку и другие дефекты сварного шва». В областях применения, одобренных нормативными документами, после шлифовки не рекомендуется никаких дополнительных вмешательств.
Давайте напрямую сравним допуски. Стандарт ASME B16.25 для подготовки концов труб, используемый в большинстве норм по трубопроводам, таких как B31.3, устанавливает допуск на угол скоса 2.5. Переносной электрический фаскорез может обеспечить угол 1, оставляя 1.5 для запаса. Угловая шлифовальная машина с углом 2-3 находится на самом краю допустимого диапазона. Один неправильно выполненный срез — и инспектор признает соединение непригодным. Для большого количества соединений в действующей линии такой темп просто неприемлем.
Достаточно ли угловой шлифовальной машины для подготовки поверхности труб к сварке?
В случае разовых ремонтных работ, а также при поставках или услугах, не соответствующих нормативным требованиям, квалифицированный сварщик-шлифовщик может выполнить сварку, соответствующую стандартам. Вопрос в том, сможет ли он сделать это достаточно качественно и эффективно.
Для выполнения любого из следующих действий требуется специальный станок для снятия фаски:
- Производственная сварка (более 10 трубных концов за смену)
- Работы, регулируемые стандартами ASME B31.3, API 1104 или AWS D1.1, с документированной процедурой сварки.
- Используется в трубах из нержавеющей стали, дуплексной стали или сплавов, где зона термического воздействия и загрязнение являются чувствительными факторами.
- для труб с толщиной стенки > Schedule 80, где точный контроль за поверхностью у основания трубы необходим для полного прохода.
Для работ с небольшим объемом — например, замены одного некритичного участка трубы из углеродистой стали — использование шлифовальной машины с осторожным подходом к финишной обработке и последующему удалению оксидов является оправданным вариантом. Но такие проекты являются исключением на строительных площадках.
Как подобрать размер портативного трубореза: диаметр трубы, спецификация и толщина стенки.
Наиболее распространенная ошибка при определении размеров заключается в указании наружного диаметра (OD), в то время как оправка зажимает внутренний диаметр (ID). Поскольку расширяющаяся оправка давит на внутренний диаметр трубы, необходимо указывать внутренний диаметр (ID), который значительно различается в зависимости от типоразмера трубы — даже в пределах одного номинального размера трубы.
В следующей таблице соотносятся значения NPS и графика работ с толщиной стенки и приблизительным внутренним диаметром. АСМЭ Б36.10МПеред оформлением заказа проверьте столбец ID, чтобы убедиться в совместимости с вашими размерами:
| NPS | Назначить | OD (дюйм) | Стена (дюймы) | Приблизительный внутренний диаметр (дюймы) | Класс Бевелера |
|---|---|---|---|---|---|
| ½” – 1″ | 40 / 80 | 0.840 – 1.315 | 0.109 – 0.179 | 0.622 – 1.049 | Компактный |
| 1½” – 2″ | 40 / 80 | 1.900 – 2.375 | 0.145 – 0.218 | 1.610 – 1.939 | Компактный |
| 3 ″ - 4 ″ | 40 / 80 | 3.500 – 4.500 | 0.216 – 0.337 | 2.900 – 3.826 | Средний уровень |
| 6 " | 40 / 80 | 6.625 | 0.280 – 0.432 | 5.761 – 6.065 | Средний уровень |
| 8 " | 40 / 80 | 8.625 | 0.322 – 0.500 | 7.625 – 7.981 | Большой |
| 12 " | 40 / STD | 12.750 | 0.406 | 11.938 | Большой |
| 16 ″ - 18 ″ | STD | 16.000 – 18.000 | 0.375 | 15.250 – 17.250 | Очень большой |
| 24 " | STD | 24.000 | 0.375 | 23.250 | Очень большой |
Всегда сверяйте фактический внутренний диаметр трубы (включая допуск фрезеровки и любую овальность) с заявленным диапазоном зажима вашего стержня. Подрядчикам, которым требуется труба нескольких диаметров, следует выбирать модель с модульным стержнем, а не с фиксированным стержнем.
Матрица выбора трехпозиционного станка для снятия фаски с труб
Наружный диаметр трубы, класс толщины стенки, мощность на объекте, рекомендуемая настройка фаскоснимателя.
| Класс внутреннего диаметра трубы | Толщина стенки | Сеть / Генератор | Воздух (80–120 PSI) | Пульт дистанционного управления / Нет питания |
|---|---|---|---|---|
| Внутренний диаметр ½–2 дюйма |
Sch 40 / стандарт | Компактный электромобиль ✅ | Компактный пневматический ✅ | Компактный аккумулятор ✅ |
| Sch 80+ / тяжелый | Компактный электрический (с высоким крутящим моментом) ✅ | Компактный пневматический ✅ | Компактный аккумулятор ⚠ (проверьте допустимый крутящий момент) | |
| Средний Внутренний диаметр 2–8 дюйма |
Sch 40 / стандарт | Электромобиль среднего класса ✅ | Пневматические шины среднего класса ✅ | Требуется генератор ⚠ |
| Sch 80+ / тяжелый | Электромобиль среднего класса ✅ | Пневматические шины среднего класса ✅ | Гидравлическая система + ГПУ ✅ | |
| Большой Внутренний диаметр 8–16 дюйма |
Школа 40 / STD | Большой электрический ✅ | Большой пневматический ✅ | Гидравлический ✅ |
| Sch 80 / XH | Большой электрический (с высоким крутящим моментом) ✅ | Большой пневматический ✅ | Гидравлический ✅ (предпочтительно) | |
| Очень большой Внутренний диаметр 16–24 дюйма |
STD / Sch 40 | XL электрический ✅ | XL пневматический ✅ | Гидравлический ✅ |
| Тяжёлый / XH | Гидравлический ✅ (предпочтительно) | Гидравлический ✅ | Гидравлический ✅ |
Смотрите полный Диапазон диаметров фаски для труб: от 0.5 до 24 дюймов (внутренний диаметр). — Технические характеристики оправки, данные о крутящем моменте и конфигурации мощности по моделям.
Какой размер портативного трубореза мне нужен для труб диаметром от 2 до 8 дюймов?
В большинстве проектов с диаметром трубы от 2 до 8 дюймов (NPS) подходит инструмент среднего класса для снятия фаски, предназначенный для труб с внутренним диаметром от 1.9 до 8 дюймов. Одна современная модель с необходимым комплектом оправок позволит использовать инструмент для труб Schedule 40 в этом диапазоне диаметров.
Примечание: труба Schedule 80 диаметром 8 дюймов имеет внутренний диаметр примерно 7.625 дюйма, а не 8 дюймов. Убедитесь, что вы учли допуски и овальность, и что внутренний диаметр 7.625 дюйма подходит для выбранного вами размера. Модели среднего диапазона обычно рассчитаны на внутренний диаметр от 8 до 8.5 дюймов — нюанс с трубой Schedule 80 должен быть приемлемым; я бы посоветовал уточнить у вашего поставщика информацию о трубах Extra Heavy.
Покупателям, работающим с двумя диаметрами, следует выбирать ручную фрезерную машину со сменными комплектами шпинделей, а не несколько машин одновременно. Заранее уточните у поставщика совместимость данной модели с другими типами станков.
Стандарты угла скоса при сварке труб: AWS D1.1 и ASME B31.3
Наиболее предпочтительное значение — 37.5 — взято из стандартов ASME B31.3 и B16.25 для технологических трубопроводов. Оно не встречается в стандарте AWS D1.1, который требует минимального значения 30 для V-образных соединений в сварных швах конструкционной стали. Распространенной ошибкой является выбор неправильного стандарта.
Примечание инженера — Какой стандарт регулирует вашу работу?
Технологические трубопроводы (трубопроводы нефтеперерабатывающих заводов, химических заводов, электростанций): ASME B31.3 / B16.25 — V-образная канавка 37.5° ±2.5°
Трубы из конструкционной стали (здания, мосты): AWS D1.1 – минимум 30 труб с V-образным пазом.
Нефтегазопровод: API 1104 – 30 V-образный паз
Трубы с толстыми стенками (>20 мм): при соблюдении любых норм следует рассмотреть вариант с J-образным пазом (20-22 мм), для которого потребуется меньше шпатлевки.
Когда в технической документации проекта указаны стандарты ASME и AWS, стандарт AWS отводится на второе место. Следуйте технической документации проекта. Всегда консультируйтесь со своим отделом контроля качества, прежде чем предпринимать какие-либо действия. Резка.
| Code | Объем | Тип паза | Угол скоса | Отказоустойчивость | Корневая грань |
|---|---|---|---|---|---|
| ASME B31.3 (B16.25) | Технологические трубопроводы | V-образный паз | 37.5° | ± 2.5 ° | 1.6 мм ± 0.8 мм |
| AWS D1.1 | Конструкционная сталь | V-образный паз | 30° (мин) | ± 5 ° | 0–3 мм (деталь соединения) |
| API 1104 | Трубопровод | V-образный паз | 30° | ± 5 ° | 1.6 мм ± 0.8 мм |
| Любой стандарт (толщина стенки >20 мм) | Тяжелое изготовление | J-паз | 20 ° -22 ° | ±1° (обычно) | По WPS |
Спецификация MoSt: Стандарт AWS D1.1 по сварке металлоконструкций – сталь (aws.org); ASME B31.3 Технологические трубопроводы (asme.org); Стандарт API 1104 для сварки трубопроводов (api.org); размеры труб на АСМЭ Б36.10М.
Подробное руководство по углам снятия фаски и тому, что это влечет за собой, см. в нашем руководстве по... стандарты снятия фаски объяснены, процесс подгонки сварных швов труб Рассматривается, как углы скоса напрямую влияют на допуски при посадке и настройки зазора в корне зуба.
Пошаговая инструкция: Как использовать портативный труборез в полевых условиях.
Правильная настройка занимает пять минут. Ошибка часто приводит к повреждению всего участка трубы, а в некоторых случаях и к отмене всей проверки. Процедура настройки на месте:
- Проверьте торц трубы. Срез должен быть выполнен достаточно ровно. Отклонение от перпендикулярности не должно превышать 3–5° в зависимости от требуемой ширины корневой поверхности. Зачистите кромку и удалите все зазубрины и плоские участки с трубы на расстоянии не более 6 см от торца. Если труба была разрезана плазмой или кислородно-топливной резкой, удалите все оксидные слои шлифованием перед установкой фаски.
- Выберите оправку подходящего размера. Подберите размер оправки в соответствии с фактическим внутренним диаметром ваших труб. Номинальный и фактический внутренний диаметры стандартных труб из углеродистой стали достаточно близки, чтобы не иметь значения. Измерьте диаметр использованных или поврежденных труб с помощью цифрового штангенциркуля. Оправка установлена правильно только в том случае, если она входит на место с небольшим люфтом.
- Полностью разверните оправку. Вставьте оправку в отверстие. Разверните оправку до тех пор, пока все ее части не коснутся стенки трубы равномерно. Проверьте рукой. Если вы чувствуете небольшое движение станка, все в порядке. Если вы чувствуете, что труба движется сильнее, чем незначительно, значит, вы забыли развернуть оправку дальше.
- Установите угол скоса в соответствии со спецификациями вашего курса, поля или проекта (ASME B31.3 37.5; AWS D1.1 30 минимум; API 1104 30). Для проверки выберите фланец с угловым упором или используйте заведомо исправный цифровой угломер. Сделайте это перед первым распилом.
- Установите ограничитель глубины. Ограничитель глубины контролирует ширину фаски, а также ширину корневой поверхности. Целевая ширина корневой поверхности B16.25: 1.6 мм 0.8 мм. Перед продолжением выполните пробный проход на обрезках, чтобы подтвердить работоспособность системы.
- Выполните проход. Убедитесь, что давление подачи постоянно. Не подавайте слишком быстро. Это вызовет вибрацию, недостаточно быстро — приведет к засаливанию пластины и повреждению инструмента. При сварке труб из нержавеющей стали, супердуплексной стали или инконеля используйте пластины из быстрорежущей стали с покрытием TiN и/или кобальтом, работайте на более низких оборотах и используйте смазочно-охлаждающую жидкость.
- Проверьте готовый скос. Проверьте угол с помощью угломера или транспортира. Измерьте корневую поверхность штангенциркулем. Убедитесь, что поверхность однородна и не содержит оксидных полос, разрывов или выемок. Любые загрязнения на скосе попадают в сварной шов.
⚠ Наиболее распространенная ошибка настройки: Неполное расширение оправки
Когда оправка раздвинута лишь частично — или когда рычаги оправки неравномерно соприкасаются с внутренним диаметром трубы — режущая головка смещается относительно центра трубы. В результате получается слишком глубокий скос на верхней стороне конуса и неглубокий на нижней — что приводит к неравномерной ширине корневой поверхности по окружности трубы. Под микроскопом это выглядит как «некруглый» скос. Можете быть уверены, дело не в трубе. При полностью выключенном питании вы должны видеть равномерный контакт рычагов.
Рекомендации по техническому обслуживанию: В типичных условиях обработки труб методом модерации твердосплавные пластины необходимо осматривать после обработки первых 50-100 отрезков. Изношенные пластины более склонны к вибрации и создают более шероховатую поверхность, что приводит к нагреву. Своевременная замена пластин при обнаружении признаков повреждения предотвращает сбои в процессе производства и вторичное повреждение режущей головки.
Требования безопасности на рабочем месте при резке и сварке относятся к следующим категориям: OSHA 29 CFR 1910.252 — Сварка, резка и пайкаОсновные требования: обязательное присутствие наблюдателя за пожарной безопасностью, если в пределах 35 футов от рабочей зоны находятся горючие материалы; адекватное освещение при работе в замкнутых пространствах; и обязательное использование средств индивидуальной защиты (шлем/щиток и защитный фартук) при выполнении всех работ, связанных с электрической дугой.
После того, как конец трубы будет скошен, следующим шагом будет сборка и приварка. См. наше руководство по этому вопросу. процесс подгонки сварных швов труб для требований к зазору между корнями и выравниванию, а также наши позиционеры для сварки труб и вращатели для сварки труб характеристики вспомогательного оборудования для сборочных линий на последующих этапах производства.
Переносная обработка кромок труб в 2025–2026 годах: ключевые тенденции, за которыми следует следить.
Хотя портативные станки для снятия фаски с труб в основном известны своей эффективностью, рынок портативных станков для снятия фаски фактически опережает другие инструменты для обработки материалов по темпам роста. Согласно отраслевым прогнозам, мировой рынок портативных станков для снятия фаски с труб в 2025 году оценивался почти в 846 миллионов долларов США и, по оценкам, будет расти со среднегодовым темпом роста (CAGR) в 5.9% до 2035 года. Этого было достаточно, чтобы вызвать почти 19-процентное увеличение закупок оборудования для снятия фаски с труб в нефтегазовой отрасли в период с 2023 по 2025 год в результате активизации строительства трубопроводов как в Северной Америке, так и на Ближнем Востоке.
Три технологических изменения, за которыми стоит следить командам по закупкам:
3. Интеграция углов с ЧПУ. Большинство (57%) производителей оригинального оборудования (OEM) представили системы снятия фаски с труб, совместимые с ЧПУ, в 2024-2025 годах. Эта технология интеграции углов с ЧПУ обеспечивает сокращение времени цикла обработки кромок примерно на 31% по сравнению с ручной установкой угла за счет автоматизации смены угла и многократной установки ограничителей глубины. Почти три четверти (72%) недавно выпущенных на рынок станков для снятия фаски с труб имели ту или иную форму управления с ЧПУ для непрерывной или дискретной смены угла.
4. Сигналы спроса, связанные с тенденциями поисковой оптимизации. Согласно данным агентства DataForSEO, объем поисковых запросов по фразе «портативный станок для снятия фаски с труб» увеличился с 40 до 480 в месяц в период с мая по октябрь 2025 года — рост на 1,100% всего за шесть месяцев. Этот всплеск спроса был вызван развитием трубопроводной инфраструктуры и расширением электростанций, а не внезапным снижением активности на рынке.
3. Диверсификация материалов. Переход к дуплексной нержавеющей стали, супердуплексной стали и никелевым сплавам в морской и химической промышленности требует, чтобы выбор резцов выходил за рамки типичных твердосплавных материалов. Вставки из быстрорежущей стали с кобальтовым покрытием и покрытием из нитрида титана теперь не являются опциями только для специальных заказов, а входят в коммерческие предложения крупных поставщиков станков для снятия фаски. Холодная резка — это ключевая технология: эти сплавы невозможно получить термической обработкой без образования зоны термического воздействия, которая ухудшает коррозионную стойкость и микроструктуру. Если вам нужен контекст холодной резки для другого оборудования в вашем более широком комплексе производственных процессов, см. станки плазменной резки а в случаях, когда холодная резка подходит лучше.
Полезный совет — обеспечьте устойчивость ваших закупок в будущем.
При выборе портативных инструментов для вашего нового строительного проекта запросите номера моделей, включающих цифровой индикатор угла и моторизованный ограничитель глубины. Экономия средств обычно незначительна ([укажите в предложении]), а вы получаете повторяемость критически важных работ в соответствии с нормами, без ошибок ручного ввода данных. В настоящее время распространены варианты с возможностью работы от батарей в более портативных размерах, позволяющие осуществлять многократные мобилизации на площадках, где нет надежного воздушного или сетевого электроснабжения – рассмотрите их для вашего следующего проекта с несколькими мобилизациями.
Часто задаваемые вопросы
В чём разница между труборезным инструментом и угловой шлифовальной машиной при подготовке к сварке?
В чём разница между труборезным инструментом и угловой шлифовальной машиной при подготовке к сварке?
Переносной труборез — это станок, предназначенный для обрезки торца трубы под заданным, повторяемым углом. Он одинаково эффективен для получения поверхности без оксидов за один проход, в отличие от прецизионного станка угловой шлифовальной машины, для работы с которым оператор должен точно определить угол и добиться стабильности. Угловые шлифовальные машины, хотя и быстрые и эффективные, требуют точности от оператора; точность шлифовальной машины обычно достигается на отметке 2-3, что очень близко или превышает предел изгиба 2.5 для кода ASME B16.25 — угловая шлифовальная машина не является дополнительным инструментом, позволяющим избежать брака в отчёте о сварке.
Сможет ли портативный труборез обработать трубы из нержавеющей стали?
Сможет ли портативный труборез обработать трубы из нержавеющей стали?
Да. Нержавеющая сталь, дуплексная и супердуплексная стали хорошо обрабатываются, при условии правильной настройки инструмента: используйте пластины из быстрорежущей стали с кобальтовым покрытием или покрытием из нитрида титана (а не из твердосплава, предназначенного только для этих целей), снизьте частоту вращения шпинделя и используйте смазочно-охлаждающую жидкость во время резки. Механическая очистка фаски — это процесс холодной резки, поэтому зона термического воздействия отсутствует; микроструктура и коррозионная стойкость не ухудшаются независимо от типа привода. Эта операция не создает зоны термического воздействия, и поэтому микроструктура и коррозионная стойкость остаются неизменными независимо от типа привода, при условии использования правильной настройки инструмента.
Какой стандартный угол скоса используется для стыковых сварных швов в трубах?
Какой стандартный угол скоса используется для стыковых сварных швов в трубах?
Это зависит от правил конкретного стандарта. В стандарте B16.25 (согласно B31.3 для трубопроводов) указан требуемый угол скоса 37.5 2.5 для стандартных стыковых соединений с V-образным пазом. Стандарт AWS D1.1 (конструкционная сварка) требует не менее 30 для предварительно квалифицированных соединений. В стандарте API 1104 (сварка трубопроводов) указан угол 30 5 для боковых сварных швов. При толщине стенки более 20 мм (7/8 дюйма) многие стандарты допускают скос углов J-образного паза, что существенно снижает потребность в присадочном металле. Как всегда, сверяйтесь со своей технологической картой сварки (WPS), поскольку автор данной статьи не всегда является уполномоченным лицом.
Сколько времени занимает снятие фаски с трубы с помощью портативного фаскоснимателя?
Сколько времени занимает снятие фаски с трубы с помощью портативного фаскоснимателя?
На начальном этапе планирования, например, при установке и выравнивании оправки, угловых и глубинных упоров, обычно требуется десять минут. Для обрезки одного конца трубы следует ожидать еще пять минут, в зависимости от толщины стенки и диаметра: для 4-дюймового конца трубы из стали Schedule 40 обрезка обычно занимает 1-2 минуты; для 12-дюймового конца из стали Schedule 80 может потребоваться более 4 минут. Время подготовки AG для того же сварного соединения X0/4 может составлять в среднем 8-20 минут.
Подходят ли портативные труборезные инструменты для снятия фаски с труб из ПВХ и ПЭВП?
Подходят ли портативные труборезные инструменты для снятия фаски с труб из ПВХ и ПЭВП?
Да, электрические модели эффективны для резки термопластичных труб, включая ПВХ, ПНД и ХПВХ. Используйте подходящие для пластика режущие пластины, установите минимальную частоту вращения, рекомендованную производителем, и не используйте смазочно-охлаждающую жидкость (большинство коммерческих смазочно-охлаждающих жидкостей не подходят для термопластов). Пневматические модели доступны, отсутствие искр и перегрева является немедленным преимуществом для ПВХ, наиболее подверженного воздействию тепла при термической резке.
Убедитесь, что материал оправки не оставит следов, если необходимо сохранить чистоту внутренней поверхности отверстия.
Какой диапазон диаметров труб обычно обрабатывают портативные труборезные станки?
Какой диапазон диаметров труб обычно обрабатывают портативные труборезные станки?
Стандартные компактные приводные устройства обычно обеспечивают внутренний диаметр от 1 до 3 дюймов. Стандартные приводные устройства среднего класса работают с внутренним диаметром от 2 до 8 дюймов. Приводные устройства среднего класса имеют диапазон рабочего диаметра от 6 до 16 дюймов, а устройства большого класса — от 10 до 24 дюймов.
Портативный станок для снятия фаски с труб RESIZE охватывает внутренний диаметр от 0.5 до 24 дюймов во всей линейке моделей — каждая модель оснащена сменными комплектами оправок, поэтому один приводной блок может работать с трубами разных размеров.
Есть технические характеристики трубы? Получите рекомендации по модели.
Все наши портативные станки для снятия фаски с труб имеют функцию регулировки размера и подходят для обработки труб с внутренним диаметром от 0.5 до 24 дюймов, оснащены электрическим, пневматическим и гидравлическим приводом. Доступны все типы вставок для всех материалов – твердосплавные, кобальтовые быстрорежущие стали и с покрытием из нитрида титана.
Посмотреть полные технические характеристики и модели труборезных станков →
Отправьте спецификацию трубы в WhatsApp для получения рекомендаций.
Продукт Find также был проверен инженерной командой RESIZE – компания RESIZE разрабатывает и производит фрезерные и фаскосборные станки, сварочные позиционеры и вращатели для сварки труб для промышленного производства по всему миру. Представленные здесь технические данные получены на основе глубокого опыта проектирования продукции, опубликованных стандартов сварочных работ и отзывов клиентов из нефтегазовой, энергетической и трубопроводной отраслей.
Прозрачность: Компания RESIZE производит портативные станки для снятия фаски с труб. В данной статье представлены рекомендации по выбору оборудования с учетом образовательных требований; приводятся ссылки на соответствующие стандарты (AWS, ASME, API, OSHA). Диапазон цен является приблизительной рыночной оценкой и варьируется в зависимости от региона и конфигурации.
Статьи по теме
- Руководство по станкам для снятия фаски с труб — все типы, приводные системы и критерии выбора.
- Выбор подходящего станка для снятия фаски для вашего производства труб
- Полное руководство по резке и снятию фаски с труб
- Стандарты снятия фаски: объяснение (AWS, ASME, API и ISO)
- Снятие фаски против снятия фаски — когда применим каждый метод









{kind=link}
{kind=link}
{kind=link}
{kind=link}