
![Обзор станка для снятия фаски с труб RIDGID B-500: характеристики, цена и лучшие альтернативы [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-4-1024x683.webp)
Краткие характеристики — RIDGID B-500: краткий обзор
| Параметр | Значение |
|---|---|
| Номер в каталоге | 49298 |
| Минимальный диаметр трубы | Диаметр 4 дюйма и более (также подходит для плоских пластин) |
| Диапазон толщины стенки | 0.188 ″ - 0.500 ″ (4.8 мм - 12.7 мм) |
| Стандартный угол скоса | 37.5° |
| Дополнительные ракурсы | 30° и 45° (необходимо внести изменение) |
| Скорость вращения двигателя | 950 об/мин |
| Режущие вставки | 6 сменных твердосплавных пластин |
| Рекламируемое время работы фаски | 45 секунды* |
| Вес | 56.5 фунтов (25.6 кг) |
| Электропитание | 120 В, однофазный |
| Цена по прейскуранту (приблизительно) | $4,885 |
| Рейтинг | 3.8 / 5 (6 отзывов, 67% рекомендуют) |
*Время обработки для снятия фаски составляет 45 секунд на 10-дюймовой трубе из углеродистой стали Schedule 40. Время может варьироваться в зависимости от диаметра трубы, толщины стенки, материала и состояния вставки.
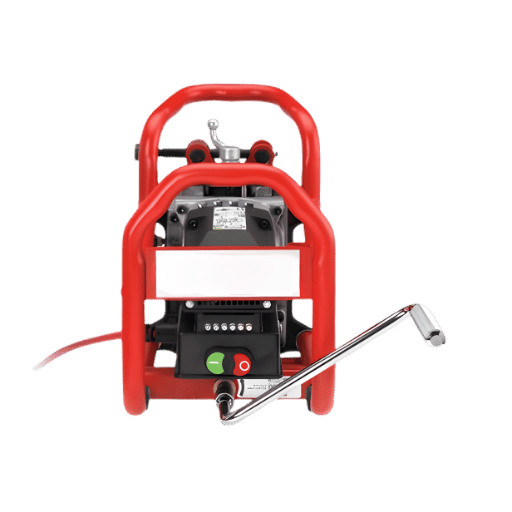
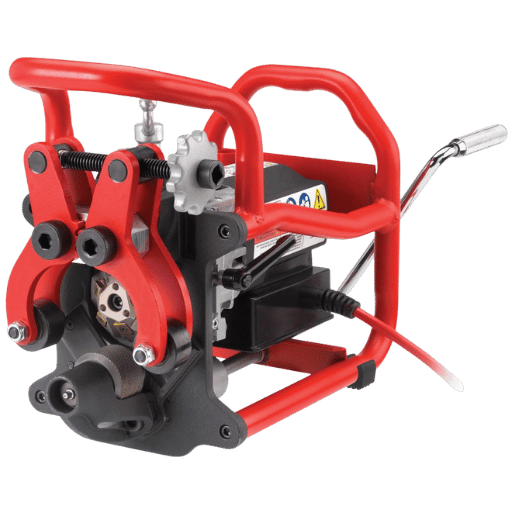
В отличие от большинства портативных устройств для снятия фаски с труб, у B-500 зажим расположен снаружи трубы, а не внутри. Установите его на трубу, выберите угол наклона, и двигатель со скоростью вращения 950 об/мин будет вращать режущую головку вокруг трубы — без шлифовального круга и открытого пламени. В процессе происходит отслаивание материала, а не образование искр, что особенно важно, когда трудно найти место для проведения работ с использованием открытого огня.
Для получения более подробной информации о сравнении всех вариантов обработки (фрезерные станки с внутренним зажимом, ручные шлифовальные станки и т. д.) см. нашу статью. Что такое станок для снятия фаски?.
Что такое RIDGID B-500 и как он работает?
B-500 — это портативный электрический станок для снятия фаски с наружного диаметра трубы. Он отличается от более распространенных альтернатив: ручного станка для снятия фаски с труб (работающего от кислородно-топливной или плазменной горелки) и станков для снятия фаски с внутреннего зажима (которые должны крепиться внутри трубы).
Установка проста. Вы зажимаете его на наружном диаметре трубы, устанавливаете шесть сменных твердосплавных пластин под нужным углом и включаете двигатель 120 В. Режущая головка вращается со скоростью 950 об/мин, срезая материал с торца трубы за один проход. Поскольку это чисто механическая резка – без использования источника тепла – зона термического воздействия минимальна, а длина фаски остается точной. Фаска под углом 37.5° получается ровной и равномерной, в соответствии со спецификациями ASME B16.25 для прохода труб под давлением.
Преимущество конструкции по сравнению с седлорезными станками с горелкой заключается в стабильности. Снятие фаски горелкой невероятно чувствительно к скорости перемещения горелки и углу её наклона — факторам, которые значительно различаются от оператора к оператору и от партии к партии. Станок B-500 поддерживает постоянный угол и положение режущей кромки. Он не меняется от первого до сотого скоса.
Следует упомянуть некоторые особенности установки. Конструкция зажима для наружного диаметра требует доступа к концу трубы, что исключает возможность резки трубы непосредственно на месте установки, если труба предварительно не будет разрезана. При весе 56.5 фунтов (около 26 кг) инструмент портативен, но для труб большего диаметра может потребоваться два оператора на месте установки. Требование к электропитанию 120 В может стать проблемой, если вы не привезете свой собственный генератор – пневматические инструменты работают от компрессора.
С какими диаметрами труб может работать B-500?
В технических характеристиках производителя указано: «4 дюйма и более, включая плоские листы». Ограничивающим фактором является не диаметр, а толщина стенки. Модель B-500 подходит для труб со стенками толщиной от 0.188 до 0.500 дюймов. Диапазон размеров охватывает стандартные (Std), сверхпрочные (XS) трубы и часть труб стандарта 80 Schedule для большинства распространенных типоразмеров.
Ограничение имеет важное значение. Толщина стенки шестидюймовой трубы Schedule 160 составляет 0.718 дюйма – на 44% больше максимального значения, установленного стандартом B-500. Восьмидюймовая труба Schedule 120 имеет толщину стенки 0.719 дюйма. Если толщина стенки вашей трубы соответствует требованиям для работы с патрубками сосудов под давлением, коллекторами пара высокого давления или толстостенными конструкционными трубами, проверьте это перед тем, как полагаться на стандарт B-500 для данного применения. Он не подойдет.
Для получения помощи в согласовании производительности оборудования с графиком прокладки трубопроводов, обратитесь к нашему разделу Руководство по выбору станков для резки и снятия фаски с труб.
Производительность: отзывы реальных пользователей
На данный момент RIDGID B-500 имеет рейтинг 3.8 из 5 звезд по результатам шести опубликованных отзывов, при этом 67% рецензентов рекомендуют этот инструмент. Шесть отзывов статистически незначимы как выборка, но их содержание достаточно сильно группируется для рекомендации к покупке.
Наиболее распространенная похвала – скорость, обычно от пользователей, которые используют свой станок для обработки стандартных труб из углеродистой стали диаметром от 6 до 12 дюймов. Быстрое время цикла подтверждается пользователями, работающими с угловыми шлифовальными машинами диаметром 4.5 дюйма, при этом время обработки составляет от 3 до 8 минут в зависимости от диаметра трубы, опыта сварщика и других факторов. Для цеха с большим объемом производства экономия времени часто является достаточным основанием для покупки.
В двух из шести опубликованных обзоров упоминается отказ двигателя — 33% отказов двигателя в этой небольшой выборке. Этого недостаточно для статистической достоверности, но этого достаточно, чтобы вызвать опасения, прежде чем устанавливать инструмент стоимостью 4,885 долларов на производственную линию.
| Силы | Ограничение |
|---|---|
| Быстрое время цикла при работе с трубами со стандартной толщиной стенки. | В 2 из 6 обзоров сообщалось о поломке двигателя. |
| Запрещено использование открытого огня — работы проводятся в местах, где действуют ограничения на проведение огневых работ. | Толщина стенки ограничена 0.500 дюйма — за исключением конструкций с усиленной конструкцией. |
| Постоянный угол скоса — отсутствие смещения оператора между проходами. | Доступны только 3 варианта угла наклона без замены вставок. |
| Удаление только стружки — без пыли и искр от шлифовки. | Вес 56.5 фунтов — это не совсем портативный инструмент для одного человека. |
| Тщательная подготовка для последующей автоматической или орбитальной сварки. | Минимальный диаметр трубы 4 дюйма — не подходит для труб малого диаметра. |
Чтобы получить представление о том, как оценивается качество фаски и какие допуски на размеры устанавливаются при подготовке сварного шва, ознакомьтесь с нашей статьей на эту тему. стандарты снятия фаски и снятия фаски.
RIDGID B-500 против лучших альтернатив: сравнительный анализ.
Модель B-500 занимает свою нишу на рынке: это электрический, портативный, однооператорный станок для снятия фаски с труб диаметром 4 дюйма и более, имеющих стандартную или сверхпрочную толщину стенок. Вот как он выглядит в сравнении с четырьмя другими станками, которые обычно рассматривают покупатели в той же категории.
| Инструмент | Механизм | Диапазон труб | Макс Уолл | Углы | Вес | Цена (USD) |
|---|---|---|---|---|---|---|
| RIDGID B-500 | Электрический зажим для наружного диаметра | Внешний диаметр 4 дюйма и более | 0.500 " | 30 °, 37.5 °, 45 ° | 56.5 фунтов | ~ $ 4,885 |
| H&M HM02 | Ручное седло (фонарь) | 6–12 дюйма наружный диаметр | Любой (факел) | регулируемый | ~ 20 lbs | $2,848 |
| Мэти Дирман 2SA | Ручное седло (фонарь) | 6–12 дюйма наружный диаметр | Любой (факел) | регулируемый | ~ 18 lbs | $2,495 |
| ESCO Mini MILLHOG | Электрический зажим внутреннего диаметра | 1.25–6.6 дюйма наружный диаметр | Тяжелая стена | Любая степень | ARCXNUMX | котировка |
| Изменение размера фрезерования и снятия фаски | Электрический двигатель с приводом | Внутренний диаметр 0.5–24 дюйма | Подходит для настенных креплений 12 дюймов и более. | Любая степень | Зависит от модели | от $ 1,565 |
В этом сравнении можно отметить несколько существенных различий. Седловидные станки H&M и Mathey Dearman работают от кислородно-топливных или плазменных горелок и не вращают режущие элементы. Они легче, дешевле, но требуют подачи газа или плазменной энергии и относятся к другой категории безопасности при работе с открытым огнем. Качество получаемых фасок не зависит от оператора, а определяется качеством резки горелкой. Электроинструменты обеспечивают постоянную точность даже при сертифицированных работах по сварке конструкций или сварке под давлением для атомных электростанций, морских платформ или установок высокого давления.
Линейка MILLHOG от ESCO Tool — это промышленный стандартный электрический станок для снятия фаски с внутреннего диаметра с помощью зажима. Компания ESCO производит инструменты для снятия фаски с 1954 года — ассортимент продукции охватывает трубы с внутренним диаметром от 0.5 дюйма до 36 дюймов внешнего диаметра. Mini MILLHOG предназначен для обработки труб малого диаметра, недоступных для B-500. Dictator MILLHOG подходит для обработки труб диаметром до 18 дюймов (по стандарту Schedule 160) — что значительно превышает ограничение B-500 в 0.500 дюйма. Цены ESCO устанавливаются дистрибьюторами на основе предварительных заказов и не публикуются, находясь в ценовом диапазоне промышленного оборудования.
Для предприятий, которым требуется один станок, охватывающий широкий спектр задач, или которые регулярно работают с толстостенными трубами большого диаметра, подойдет следующее: Линия фрезерных и фасоковых станков для изменения размера Охватывает трубы с внутренним диаметром от 0.5 до 24 дюймов в различных конфигурациях. Для более подробного ознакомления с типами оборудования и тем, как оно используется в различных областях применения, ознакомьтесь с нашей информацией. направляющая для станка для снятия фаски с труб.
Стоит ли RIDGID 4,885 долларов? Анализ соотношения цены и качества.

Для предприятий с большим объемом производства расчеты часто говорят в пользу инвестиций. Сварщику, работающему с угловой шлифовальной машиной диаметром 4.5 дюйма, обычно требуется от 3 до 5 минут, чтобы подготовить конец типичной 6-дюймовой трубы из углеродистой стали. Номинальное время цикла B-500 в 45 секунд для 10-дюймовых труб Sch40 предполагает, что 30-45 секунд — это разумное время для труб меньшего диаметра и с более тонкими стенками. При полной оплате труда в размере 75 долларов в час эта разница в 3 минуты эквивалентна примерно 3.75 долларам экономии на каждом скосе. Предприятие, обрабатывающее 20 скосов в день, окупает стоимость оборудования в 4,885 долларов примерно за 65 рабочих дней.
Этот расчет теряет смысл, если двигатель выходит из строя. Замена или ремонт высококачественного инструмента быстро сводит на нет рентабельность инвестиций, а распределение отказов двигателей в ненаучных обзорах может создать впечатление, что это не пустяк. Для производственных сред, где станок работает 8 часов в день, рабочий цикл двигателя становится более важным, чем для незапланированных цеховых работ.
Ограничение на толщину стен в 0.500 дюйма представляет собой еще одну скрытую статью расходов в цехах смешанного типа. Если 20% ваших заказов требуют обработки более тяжелых материалов, вам потребуется две машины, а не одна – это абсолютная необходимость. Владение станком для снятия фаски стоимостью 4,885 долларов, который не используется в дни обработки тяжелых стен, обходится вам в серьезную сумму.
Станок B-500 оправдан для покупателей, чьи трубы и толщина стенок точно соответствуют его параметрам и которым не требуется снимать фаску с труб, превышающих типичный вес. Для покупателей, чья работа включает в себя обработку обычных толстостенных, нержавеющих или труб большого диаметра, станок с большей производительностью обеспечит лучшую экономичность при снятии фаски по всей рабочей нагрузке.
Более подробное обсуждение важности станков для снятия фаски для качества сварки и экономической эффективности производства см. в нашем руководстве по применению станков для снятия фаски в производственной сварке.
Как выбрать портативный труборез: модель принятия решений из 4 этапов
Большинство ошибок при покупке фаскорезного станка происходит из-за оптимизации по одному фактору – чаще всего по цене – при игнорировании трех других. Этот опросник поможет вам разобраться в этих четырех аспектах перед покупкой.
Решение 1: Какие диаметры труб вам нужны для снятия фаски?
Если вы работаете с трубами диаметром 4 дюйма и более по стандартным или сверхпрочным стандартам, то B-500 подойдет для этого диапазона диаметров. Если же вы регулярно снимаете фаску с труб диаметром 2 или 3 дюйма – что типично для технологических трубопроводов, линий КИП и химических заводов – то минимальный диаметр 4 дюйма, который обеспечивает B-500, оставляет зазор, который вам потребуется заполнить другим инструментом. Инструменты для снятия внутреннего диаметра, такие как ESCO Mini MILLHOG или инструменты RESIZE для труб малого диаметра, подходят для труб диаметром от 1 дюйма и более. Приобретение B-500 для цеха, работающего с трубами разного диаметра и не имеющего другого оборудования для обработки труб малого диаметра, означает шлифовку вручную – что сводит на нет цель приобретения станка с точки зрения скорости производства.
Решение 2: установка в мастерской или переносное использование на объекте?
Вес B-500 составляет 25.7 кг (56.5 фунтов), что позволяет транспортировать его куда угодно, но не в том смысле, что один человек сможет поднять его по лестнице, пронести через замкнутое пространство и т. д. Для реальной полевой работы (на строительных лесах, платформах и т. д.) обычно лучше подходят более легкие ручные или пневматические станки для снятия фаски. Для работы в мастерской с фиксированной рабочей зоной и легким доступом к электросети 120 В вес становится несущественным. Прежде чем рассматривать вопрос о портативности, честно определите, где именно будет использоваться станок.
Решение 3: Какая толщина стенки определяет вашу работу?
Этот вопрос часто упускается из виду. Толщина стенки определяется как выбором оборудования, так и используемым сварочным кодом. Максимальная толщина стенки 0.500 дюйма (12.7 мм), которую может обеспечить станок B-500, легко покрывает стенки от стандартных до сверхпрочных на большинстве распространенных диаметров труб. Патрубки сосудов под давлением, трубопроводы реакторов и коллекторы пара высокого давления обычно превышают этот предел. 6-дюймовая труба Schedule 160 имеет толщину стенки 0.718 дюйма – на 44% больше номинального предела B-500. Прежде чем выбирать станок для цеха по изготовлению труб или сосудов, определитесь, где вы будете работать с толстостенными материалами.
Решение 4: Какой сварочный стандарт регулирует данную работу?
Угол скоса — это требование стандарта, а не предпочтение. Стандарт ASME B16.25 (стыковые сварные швы трубопроводов под давлением) устанавливает угол 37.5° для стенок толщиной до 22.5 мм — это стандартный угол для B-500, никаких модификаций не требуется. API 1104 (нефтегазопроводы) использует 30° в качестве стандартного угла канавки. Стандарт AWS D1.1 (конструкционная сталь) варьируется в зависимости от конфигурации соединения. Если ваш контракт предусматривает угол 30°, а вы приобрели B-500, рассчитывая на стандартный угол 37.5°, вам потребуется дополнительный комплект вставок — он доступен, но не входит в базовую цену. Ознакомьтесь с требованиями стандарта, прежде чем настраивать станок.
См. Нашу статью о стандарты снятия фаски при сварке Для получения полной подробной информации о стандартах снятия фаски по кодам.
Стандарты снятия фаски с труб: ASME B16.25, API 1104 и AWS D1.1
В сертифицированных сварочных работах угол скоса не является необязательным — это требование нормативных документов. Вот четыре стандарта, регулирующие большинство видов сварки труб в Северной Америке и за рубежом.
| Стандарт | Области применения | Угол скоса | Корневая грань | Заметки |
|---|---|---|---|---|
| ASME B16.25 | стыковые сварные швы трубопроводов высокого давления | 37.5 ° ± 2.0 ° | 1/16″ ± 1/32″ | Для толщины стенки ≤22.5 мм (0.88″). Для толщины стенки >22.5 мм требуется J-образная канавка под углом 19° ± 4°. |
| API 1104 | Нефте- и газопроводы | 30° (стандартная канавка) | Зависит | Меньший угол наклона уменьшает количество присадочного металла при стыковой сварке трубопроводов большого диаметра. |
| AWS D1.1 | Сварка конструкционной стали | Зависит от сустава | Зависит | Различные профили канавок — одинарная V-образная, двойная V-образная и J-образная канавка в зависимости от толщины сечения. |
| ISO-9692 1: 2013 | Международная сварка плавлением | Обычно 35°–37.5° | По чертежу | Распространен в европейских и международных проектных спецификациях; регулирует подготовку сварных швов для стальных конструкций. |
В каких случаях следует использовать J-образную подготовку канавки вместо стандартной V-образной фаски?
Стандарт ASME B16.25 указывает на использование J-образной фаски при толщине стенки более 22.5 мм (около 7/8 дюйма). При обработке J-образной фаски используется угол 22° с закругленным корневым радиусом вместо плоской V-образной формы. Результат: на 30–50% меньше присадочного металла, чем требуется для заполнения стандартной V-образной фаски при той же толщине, что приводит к очень значительной экономии средств при сварке нержавеющей стали, дуплексных сталей или других высоколегированных материалов.
Вкратце, критическое ограничение заключается в следующем:
Для подготовки J-образного профиля требуется прецизионный станок. Угловая шлифовальная машина не может обеспечить равномерный J-образный профиль. Станок RIDGID B-500 не поддерживает геометрию J-образного профиля — только V-образный скос, три фиксированных угла. Для J-образного профиля на толстостенных трубах необходим станок для снятия фаски с зажимного внутреннего диаметра или система подготовки сварных швов с ЧПУ.
Полный перечень типов фасок, от одинарной V-образной до сложной J-образной, см. в нашем разделе. Полное руководство по станкам для резки и снятия фаски с труб.
Будущее обработки кромок труб: ЧПУ, автоматизация и перспективы на 2025–2026 годы.
Рынок портативных станков для снятия фаски оставался структурно стабильным на протяжении десятилетий, но два сегмента меняются быстрее, чем остальные.
Станки с ЧПУ для подготовки сварных швов все чаще используются в цехах среднего уровня, которые ранее полагались на ручные или полуавтоматические электрические станки для снятия фаски. ЧПУ-управляемая обработка фаски позволяет задавать сложные углы, J-образные профили канавок и осуществлять автоматическую подачу — функции, недоступные для портативных инструментов с фиксированным углом, таких как B-500. Для цехов, обрабатывающих трубы из нержавеющей стали, дуплексной стали или никелевых сплавов, где точность имеет первостепенное значение, а переделка сварных швов обходится дорого, анализ затрат все чаще склоняется в пользу более высокой начальной стоимости станков с ЧПУ.
Системы орбитальной резки и снятия фаски, которые выполняют резку и подготовку фаски за один проход, набирают популярность в строительстве трубопроводов и обслуживании морских сооружений. Эти системы полностью исключают необходимость предварительной резки перед снятием фаски и, как правило, представляют собой системы холодной резки — без открытого пламени — что решает проблемы, связанные с получением разрешений на проведение огневых работ, которые не могут быть решены с помощью станков с горелкой.
Интеграция автоматизированных систем стимулирует спрос на оборудование для снятия фаски, которое может подключаться к роботизированным сварочным установкам и автоматизированным системам обработки труб. Модель B-500 не предназначена для автоматизации — это автономный инструмент с ручным управлением. Оборудование, разработанное для автоматизированного линейного производства, требует других приводных систем и интерфейсов управления.
Для производителей, выбирающих оборудование сегодня, вопрос заключается не просто в том, что нужно сегодня, а в том, какая гибкость технологического процесса потребуется через три-пять лет. Линия фрезерных и фасоковых станков для изменения размера Включает трубы диаметром от малого до 24 дюймов и предлагает конфигурации, подходящие как для существующего производства, так и для обеспечения гибкости углов, необходимой для автоматизированной снятия фаски.
Часто задаваемые вопросы
- Для чего используется труборезный станок RIDGID B-500?
- RIDGID B-500 — это портативный электрический станок для снятия фаски с труб, используемый для подготовки концов труб к стыковой сварке. Он позволяет получить V-образную фаску — стандартный угол 37.5°, опционально 30° или 45° путем смены вставки — на трубах диаметром 4 дюйма и более с толщиной стенки до 0.500 дюйма. В основном он используется сантехническими подрядчиками, механическими мастерскими и производителями металлоконструкций, работающими со стандартными и сверхпрочными трубами из углеродистой стали. Он не предназначен для труб малого диаметра (менее 4 дюймов), труб с толстыми стенками (более 0.500 дюйма) или труб с J-образным профилем.
- Можно ли с помощью станка RIDGID B-500 срезать фаску на трубе из нержавеющей стали?
- При толщине стенки, превышающей рекомендуемую, спецификация производителя относится к нержавеющей стали. Нельзя быть уверенным, что B-500 справится с задачей. Упрочнение нержавеющей стали происходит в 1.5–2.0 раза интенсивнее, чем у углеродистой стали, а скорость упрочнения увеличивает износ пластины и может привести к увеличению времени цикла сверх заявленных 45 секунд, особенно при работе с высоколегированными сталями. Для выполнения любых стандартных работ с нержавеющей сталью, особенно с дуплексной или другими марками с высоким содержанием серы, мы обычно рекомендуем использовать станки с внутренним зажимом и жестким виброгасящим зажимом для достижения оптимальных результатов в качестве поверхности и воспроизводимости геометрии. Перед тем как выбрать B-500 в качестве основного инструмента для подготовки нержавеющей стали, убедитесь в наличии пластин и ожидаемой скорости их износа.
- Какой диапазон диаметров труб подходит для прибора RIDGID B-500?
- Станок B-500 подходит для труб диаметром 4 дюйма и более, включая плоские листы. Практическое ограничение для больших диаметров заключается не в диаметре трубы, а в толщине стенки. Станок может обрабатывать стенки толщиной от 0.188 до 0.500 дюйма. Это ограничивает практическое применение трубами очень большого диаметра стандартного или сверхпрочного сечения, исключая трубы тяжелого сечения. Трубы диаметром 6 дюймов (Schedule 160, толщина стенки 0.718 дюйма) и 8 дюймов (Schedule 120, толщина стенки 0.719 дюйма) превышают номинальную толщину стенки инструмента. При выборе станка B-500 для конкретного проекта следует ориентироваться на толщину стенки, а не только на диаметр трубы.
- Сколько времени занимает снятие фаски с трубы с помощью станка B-500?
- Заявленное время цикла B-500 составляет 45 секунд. В сноске, касающейся общей темы, указано, что это время цикла подходит для 10-дюймовых труб из углеродистой стали Schedule 40. На основе приблизительных расчетов фактическое время цикла снятия фаски для труб любого заданного размера будет зависеть от толщины стенки, сплава пилотного материала и остроты пластины. Для труб меньшего диаметра и с более тонкими стенками время цикла будет быстрее, как и для труб с толщиной стенки значительно меньше порогового значения 0.500 дюйма. Для труб, близких к верхнему пределу диапазона, время цикла будет медленнее, и это создаст большую нагрузку на двигатель. Износ пластины — это переменная, которую операторы обычно недооценивают: затупившиеся пластины замедляют время цикла и негативно влияют на качество обработки фаски. Используйте 45 секунд как оптимальное значение, а не как гарантированное время цикла для всех проектов.
- В чём разница между инструментом для снятия фаски с труб и инструментом для снятия фаски с труб?
- Инструмент для снятия фаски с труб позволяет выполнить фаску для подготовки сварного шва – V-образную или J-образную канавку с размерными характеристиками, указанными в любом сварочном стандарте, применяемом в данном проекте (ASME, API, AWS). Инструмент для снятия фаски с труб удаляет крайнюю кромку торца трубы, обычно под углом от 15 до 20 градусов, для подгонки, удаления заусенцев или подготовки соединения методом «нажимной посадки». По сравнению с фаской для подготовки сварного шва, инструменты для снятия фаски более портативны, легче и дешевле, но не могут обеспечить профильные и размерные допуски, требуемые сварочным стандартом. Когда речь идет о сертификации, вам нужен станок для снятия фаски, а не инструмент для снятия фаски. Прочитайте нашу статью о снятии фаски и снятии фаски, чтобы увидеть полное сравнение.
- Какой инструмент для снятия фаски лучше всего подходит для труб с толстыми стенками?
- Для стенок толщиной более 0.500 дюймов инструмент RIDGID B-500 не предназначен для тяжелых условий эксплуатации. Для толстостенных труб – Schedule 160, двойного сверхпрочного профиля (XXS), напорных труб для сосудов и сужений – требуется другой инструмент, значительно превосходящий по силе усилие, высокая жесткость, прочная конструкция и более совершенное оборудование. Типичными инструментами являются электрические зажимные станки для внутренних диаметров (серия ESCO MILLHOG, тяжелые модели RESIZE). Для толстостенных труб, требующих подготовки J-образного паза (условие, установленное стандартом ASME B16.25 при толщине стенки более 22.5 мм), подходящим методом обработки является токарный станок для снятия фаски с внутренних диаметров или система ЧПУ для снятия фаски при сварке. См. Ассортимент станков для снятия фаски RESIZE Технические характеристики указаны для моделей, предназначенных для труб с толстыми стенками и большим диаметром.
Кому стоит покупать RIDGID B-500, а кому нет.
Шлифовальная машина RIDGID B-500 хорошо подходит для конкретного покупателя: подрядчика по механическим работам или цеха по изготовлению металлоконструкций, работающего преимущественно со стандартными или сверхпрочными трубами из углеродистой стали диаметром 4 дюйма и более, в условиях, требующих работы без искр, и выполняющего достаточное количество операций по снятию фасок в день, чтобы оправдать цену в 4,885 долларов по сравнению с ручной шлифовкой. В этом случае она полностью оправдывает свои основные преимущества.
Этот инструмент не подойдёт покупателям, которые регулярно работают с трубами толщиной стенки более ½ дюйма, нуждаются в работе с трубами малого диаметра (менее 4 дюймов), требуют подготовки J-образных пазов или нуждаются в станке, интегрируемом с автоматизированными производственными линиями. Перед началом ежедневного использования в производстве также стоит учитывать показатели надёжности двигателя, описанные в опубликованных обзорах.
Если диапазон диаметров труб, требования к толщине стенок или объем производства превысили возможности портативного углового фаскорезного станка, стоит рассмотреть станки, предназначенные для более широкого спектра применений. Линия фрезерных и фасоковых станков для изменения размера В ассортименте представлены трубы с внутренним диаметром от 0.5 до 24 дюймов, различных конфигураций, предназначенные для толстостенных, крупнодиаметрных, многоугольных и производственных условий.
Связанные ресурсы: Типы и области применения станков для снятия фаски с труб | Сварочные позиционеры | Сварочные вращатели









{kind=link}
{kind=link}
{kind=link}
{kind=link}