
![桌上型焊接變位機指南:規格、類型及選擇方法 [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8-1024x683.webp)
📐 工程快速規格 — 桌上型焊接定位器
| 容量範圍 | 250磅 – 1,000磅(常見生產等級) |
| 工作台直徑 | 8吋 – 24吋(因容量等級而異) |
| 傾斜範圍 | 0° – 135°(大多數電動型號:0°–90°) |
| 旋轉速度 | 0.1 – 6 轉/分(可變) |
| 接地電路 | 透過滑環或彈簧式接點實現 200 – 800 A 的電流 |
| 光驅類型 | 蝸輪蝸桿(大多數)/伺服馬達(高端) |
| 單位重量 | 35 – 280 磅(因容量而異) |
| 電源輸入 | 110V/220V 單相(大多數桌上型電腦型號) |
什麼是桌上型焊接變位機?哪些人真正需要它?
桌上型焊接變位器是一種電動裝置,它能夠旋轉和傾斜工件,使焊接在整個焊接過程中保持向下(水平)位置。與傳統焊接方式不同,它無需焊工圍繞固定工件進行楔入或重新定位(從而避免重力、焊槍角度不佳導致的疲勞以及焊接速度不穩定等問題),而是能夠為焊槍提供最佳角度,並在每次焊接過程中精確保持該角度。
這個概念很有道理。在所有註冊的焊接位置中,平焊速度最快,熔敷率最高,熔深也最大。將管道或法蘭接頭傾斜45度即可使其處於平焊位置;傾斜90度則可使管道端對端處於平焊位置。此外,在單一導引焊槍線後方以固定速度旋轉工件,可以形成更均勻的焊接輪廓,尤其是在圓形接頭上。
典型的客戶包括:客製化加工車間(生產少量單件零件或進行少量中小批量生產)、賽車和高性能汽車製造商(製造防滾架或懸掛部件)、暖通空調和機械承包商(安裝法蘭管道)、儀表和真空系統原始設備製造商(連接小型壓力殼體)以及航空航天維護人員(維護精密組件)。如果您的車間每週需要為同一最終用戶生產重複性很高的零件超過 3-4 次,那麼定位器幾乎總能在第一次生產時就透過節省設定時間和返工成本收回成本。
還在猶豫選擇台式還是落地式?請查看我們的桌上型與落地式定位器比較頁面。
主要規格:負載能力、傾斜範圍和旋轉速度詳解

額定承重能力是大多數買家都知道的,但往往會高估其數值。最大承重能力是指燈具居中且平衡地放置在標準水平桌面(平放位置)上時的最大承重能力。任何偏離中心的傾斜都會降低有效承重能力,有時甚至會大幅降低。
工程說明:承載能力和力臂
工作負荷等於銲件重量 + 夾具重量-車間經常忽略夾具重量。此外,XY工作台軸承上的酬載會隨著工作台軸線到工件重心距離的增加而增加。一個額定載重為200磅的卡盤定位器,在偏心距為8吋時,可能只能承受12磅的重量。當工件重心偏移時,在選擇定位器尺寸時,應至少預留1.5倍的安全係數。
| 一級 | 額定容量 | 桌子直徑。 | 速度範圍 | 典型應用 | 大概價格 |
|---|---|---|---|---|---|
| 輕鬆的工作 | 50 – 250 磅 | 8英寸– 14英寸 | 0.3 - 5 RPM | 小型法蘭、配件、賽車運動部件 | $800起 |
| 中型 | 250 – 500 磅 | 14英寸– 20英寸 | 0.1 - 4 RPM | 壓力容器封頭、泵體、閥門 | $2,500起 |
| 重型工作台 | 500 – 1,000 磅 | 12英寸– 24英寸 | 0.5 - 5 RPM | 大型歧管、結構子組件 | $ 4,500 – $ 9,000 + |
TIG焊和MIG焊分別需要多大的旋轉速度?
這是您主要的計算方法:弧速(英吋/分鐘,IPM)= 零件幾何形狀乘以確定的轉速(RPM)。通常大多數加工廠都知道零件的直徑,但不知道弧速。取一個10秒的圓形焊道,計算其長度,然後乘以6——這就是您的IPM。 TIG(GTAW)弧速通常在圓形零件上為0.1到1.0 RPM。 MIG(GMAW)弧速更快:預計為1.0到4.0 RPM。管道GMAW弧速介於兩者之間,依製程和直徑的不同,為0.5到2.0 RPM。
在我們的焊接定位器能力圖表中取得詳細計算結果,包括標準工件尺寸的範例。
🔧 店鋪場景:賽車防滾架製造商
一家製造4130鉻鉬鋼防滾架節點組件的加工廠正在選擇定位器。每個組件重18磅,但安裝位置偏離工作台中心3英寸,產生的有效力臂負載約為40-45磅。一台250磅的輕量定位器就能輕鬆應付這種情況。對於如此小的零件,使用1,000磅的定位器則顯得過於浪費,而且還會佔用更多空間。根據實際工作載重(而非零件本身的品質)來選擇合適的定位器,才是明智之舉。
桌上型焊接變位機的類型:電動式、手動式、固定式和雙軸式

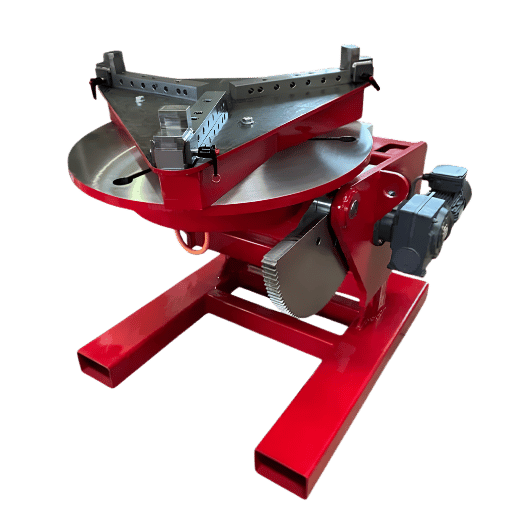
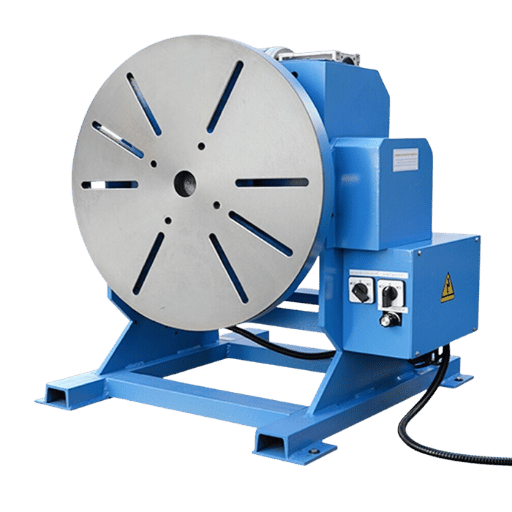
產品描述中的術語可能不一致,因此了解實際的配置選項可以避免買錯機器。固定底座的機器——更準確地說是焊接轉台——只能調整角度,而且通常比可傾斜的機器便宜。它們非常適合特定應用,例如您可以為所需的位置客製化傾斜底座。可傾斜底座的定位器可以將焊接調整到水平和垂直之間的任意角度,焊接行業通常稱之為「焊接定位器」。
| 類型 | 運動 | 最適合 | 不適合 |
|---|---|---|---|
| 電動傾斜 | 旋轉+傾斜 | 一般生產、TIG焊接、管道法蘭 | 固定專用設置,傾斜角度無關。 |
| 固定底座電動(轉盤) | 僅旋轉 | 專用單部件設置,預算較低 | 需要在同一工況下進行多位置焊接的作業 |
| 手動傾斜 | 電動旋轉,手動傾斜 | 小規模店鋪,預算有限 | 生產運作需要頻繁調整傾斜角度 |
| 雙軸/主軸箱-尾架 | 旋轉+傾斜(雙軸電動) | 長組件,結構子框架 | 零件小巧緊湊;需要更多佔地面積 |
了解更多關於旋轉配置的信息,請訪問我們的網站。 旋轉焊接定位器 以及雙軸系統頁面。加工車間常犯的一個錯誤是:為每天僅生產3件的工件投資購買全自動定位器,而一台價值300-400美元的手動傾斜器就能完成同樣的工作。
桌上型定位器、焊接轉台和旋轉滾筒:您需要哪一種?

買家在搜尋設備時經常會將這三類設備混淆。雖然它們的容量範圍有所重疊,但應用領域和機器結構卻截然不同。
| 設備 | 傾斜 | 迴轉 | 典型負載 | 典型成本 | 最適合 |
|---|---|---|---|---|---|
| 桌上型定位器 | 0°-135° | 0.1 - 6 RPM | 50 – 1,000 磅 | $ 800 – $ 9,000 + | 法蘭、配件、精密組件 |
| 焊接轉盤 | 無(固定底座) | 0.3 - 5 RPM | 50 – 500 磅 | $300起 | 以固定角度進行的專用圓形焊接 |
| 轉輪 | 無 | 連續 | 500 – 100,000 磅 | $ 1,200 – $ 40,000 + | 圓柱形容器、管道、儲槽(長軸) |
| 地板定位器 | 0°-135° | 0.1 - 3 RPM | 1,000 – 50,000 磅 | $ 5,000 – $ 60,000 + | 重型結構焊接、生產車間 |
快速選擇系統:適用於繞自身軸線旋轉的長圓柱形工件(例如槽體、容器殼體、管段)。傾斜和旋轉裝置對於接頭定位至關重要。如果接頭始終在固定位置焊接,則價格低於 800 美元的固定底座轉台即可滿足需求。重量超過 1,000 磅的零件可能需要落地式定位器,具體取決於零件的幾何形狀。
請參閱我們關於旋轉焊接變位機和雙軸系統的頁面,以了解更多關於旋轉配置的詳細資訊。加工車間常犯的一個錯誤是:為每天僅需加工三件工件的操作,投資購買全自動變位機,而一台價值 300 至 400 美元的手動傾斜機就能完成同樣的工作。
如何選擇桌上型焊接變位機:3×3 選擇矩陣
大多數採購指南僅建議「考慮您的負載和流程」。但這不足以幫助您做出明智的設備採購決策。下方的 3×3 矩陣將工件重量等級與焊接工藝對應起來,為您提供每種組合的特定初始規格。在詢價階段,可將其用作初步篩選的依據。
| 工件重量 | 氬弧焊/GTAW | MIG/藥芯焊絲 | 管道/重型結構 |
|---|---|---|---|
| 小於100磅 | 250磅重,轉速0.1-2轉/分,可選配滑環,首選直流電機 | 250磅重,轉速1-4轉/分,標準卡盤,交流或直流電機 | 250磅重的設備,確認傾斜角度大於90°,如果需要反吹,則主軸為空心的。 |
| 100 – 500 磅 | 500磅重,轉速0.1-1轉/分,連續焊接需要滑環,優選伺服驅動。 | 500磅重裝置,轉速1-3轉/分,高扭力蝸輪蝸桿,500A以上接地 | 500磅重的設備,需要135°傾斜角度,長組件需要外側滾輪支撐 |
| > 500 磅 | → 考慮 雙軸地面定位器 或主軸箱/尾架系統 | 1,000磅重的重型工作台,800A以上接地,電動傾斜 | 1,000磅工作檯面 + 長軸支撐的旋轉滾輪 |
五項購買清單
- 確定實際理想工作載重;焊接件質量和夾具總和,對於偏心重心工件乘以 1.5,等於平面載重。
- 找到傾斜載重值,並使用實際傾斜情況的值,而不是基準平面值。你會發現這兩個值不同,而傾斜載重值才是需要關注的。
- 確保接地迴路容量能夠承受製程電流:如果接地迴路容量不足,將會導致電弧不穩定。
- 如果進行連續氬弧焊或環向大電流焊接,請考慮使用滑環;否則,抵消自由流動的電纜可能會引發電阻尖峰。
- 根據您目前最高工作量,制定 50% 的產能成長計畫;隨著生產零件尺寸的增大,在合約中期更換或升級定位器是一項昂貴的負擔。
🔧 商店場景:壓力容器製造廠
一家小型加工廠生產客製化壓力容器封頭。他們目前正在生產一個180磅重的法蘭組件。由於重心偏移以及未來零件尺寸可能增加,工程師指定使用500磅重的定位器,而不是250磅重的定位器。六個月後,該加工廠獲得了一份新合同,需要在生產過程中焊接220磅重的組件。如果使用250磅重的定位器,則需要在生產過程中進行昂貴的升級。
TIG、MIG 和管道焊接:工藝與定位器規格的匹配

切割炬並非影響設備選擇的唯一因素。在旋轉工作台上進行氬弧焊(或熔化極氣體保護焊)所需的設置與在熔化極氣體保護焊(MIG焊)工作台上所需的設定不同。
| 過程 | 速度範圍 | 地電流 | 滑環 | 卡盤/夾具 |
|---|---|---|---|---|
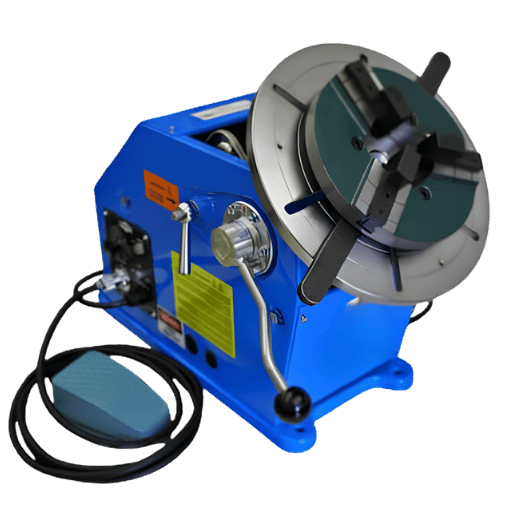
| 氬弧焊/GTAW | 0.1 - 1.5 RPM | 150 – 350 安 | 必需(連續輪換) | 首選三爪卡盤或夾頭。 |
| MIG/GMAW | 0.5 - 4 RPM | 200 – 500 安 | 建議電流≥250A | T型槽工作台或釘架 |
| 磁芯棒(FCAW) | 0.5 - 3 RPM | 250 – 600 安 | 需要(高電流) | 重型T型槽桌 |
| 管道/結構 | 0.5 - 2 RPM | 200 – 800 安 | 必填 | 三爪卡盤或V形塊夾具 |
桌上型焊接變位機進行氬弧焊時需要滑環嗎?
對於連續環向氬弧焊(夾具需連續旋轉360°或以上),必須使用滑環。否則,焊絲和惰性氣體接頭會纏繞在工件上,顯著增加電阻。這不僅會降低電弧穩定性,而且一旦發生短路,機器就會自動關機。對於每次焊接工作台旋轉角度不超過90°的短點焊,雖然可以使用不含滑環的定位器,但有一定風險,不建議常規使用。
第三個需要考慮的因素是TIG鋁焊的變速腳踏開關。此腳踏開關可讓您在熔池形成期間緩慢啟動,然後加速進入焊道,無需停止。在變速定位器上安裝一個可容納傳統TIG腳踏開關的平台既經濟又簡單。如果您打算使用TIG焊接不銹鋼,請選擇中空工作台軸和惰性氣體背面吹掃口的夾具。
專業提示:進行氬弧焊時,應將輸出線穿過定位器的內部滑環或貴金屬接點彈簧系統-切勿將電纜直接穿過夾具。如果將焊縫的接地線穿過電纜,您會發現焊縫中出現難以解釋的電阻尖峰—雖然難以排除,但必須消除。
想了解管道專用配件嗎?請查看我們的 管道焊接定位器 頁面以及我們對主軸/尾架結構的精彩分解。
安裝、調試和安全:正確操作桌上型焊接變位機
99% 的定位器故障和 92% 的焊接事故都是由以下兩個簡單錯誤中的一個或兩個直接造成的:接地不當或未對人員進行負載傾斜培訓。
「開始焊接前,請務必將焊接機的接地線連接到定位器上的螺柱上。如果定位器只是簡單地用螺栓固定在接地的鋼製工作台上,焊接時會產生高電流。如果電流流經軸承,最終會導致軸承損壞。如果電流進入電路,則會導致電路嚴重燒毀。”
📐 工程注意事項:接地電纜尺寸
對於反向電流高達 500A 的定位器,通常建議使用至少 2/0 AWG(67 毫米)的接地電纜,從定位器本體連接到工件連接點。接地電纜規格過小會導致電弧不穩定,從連接點吸收熱量,並可能燒毀定位器電路。 OSHA 1910.252 根據 ANSI Z49.1 標準,工件(或支撐工件的金屬台)必須與焊接電路連接獨立接地。
⚠️ 傾斜負載警告
一個500磅的定位器,以45°傾斜角固定一個500磅的組件,工件重心偏離中心8英寸,此時工作台軸承處的有效力臂負載超過850磅——遠超額定水平位置承載能力。在傾斜工作台上開始新的零件加工程序之前,務必先計算傾斜負載。
7項安全調試檢查清單
- 在首次電弧之前,請檢查定位器本體到工件夾具的接地電路連通性。
- 檢查工作台平衡-傾斜工作台前,在偏心夾具的對面加上配重。
- 檢查腳踏板連鎖裝置是否正常運作(如果安裝了連鎖裝置,鬆開腳踏板時旋轉應停止)。
- 每季檢查滑環觸點刷;發現點蝕或積碳跡象時更換。
- 切勿在沒有冷卻中斷的情況下超過額定佔空比-大多數桌上型定位器的額定佔空比為 60%。
- 用至少三個壓緊點夾緊工件,以防止其從工作台上旋轉脫落。
- 不使用時請鎖定工作台傾斜夾具-未固定的傾斜頭可能會在震動下擺動。
🔧 商店場景:偏心傾斜事件
一家加工車間在定位器的平台額定範圍內安裝了組件。由於工件重心偏離中心 9 英寸,沒有人考慮到傾斜負載的影響。當操作員將工作台傾斜 90 度並開始旋轉時,工作台軸承承受的有效載荷超過了額定傾斜負載的兩倍。結果:軸承滾道損壞,安裝延誤了三週。補救措施:如果在規格製定階段就明確規定,則無需額外成本-在每次新零件加工程序開始第一個循環之前計算傾斜力矩。
另見: 重新調整焊接定位器安全指南 – 一套完整的調試和日常使用操作規程。
桌上型焊接變位機的價格、品牌及購買前須知

價格區間極為巨大-從入門級轉盤到工業伺服定位器,價格相差超過一個數量級。造成這種差異的原因比價格本身更重要。
| 一級 | 價格範圍 | 典型規格 | 你能得到什麼/你不能得到什麼 |
|---|---|---|---|
| 入門/DIY | $300起 | 重量小於 150 磅,無電機,基本傾斜功能 | 手動傾斜,無速度控制,無滑環,無負載認證 |
| 專業 | $1,700起 | 200-500磅,電動,變速,腳踏式 | 蝸輪蝸桿傳動,直流電機,可選卡盤,腳踏開關,基本滑環 |
| 工業/精密 | $ 4,500 – $ 9,000 + | 500–1,000 磅,伺服驅動,全滑環,數位速度顯示 | 伺服精度、CNC介面、保固支援、美國或歐洲製造質量 |
預算中的隱性成本
- 運費:大多數定位器將透過零擔貨運卡車運送到您處——預計費用為 150-500 美元。
- 進口關稅:中國製造的焊接變位機的HCST代碼為8515.80.0000,稅率為6.5%-請向美國國際貿易委員會確認。
- 卡盤或夾具:許多標價不包含卡盤——一個不錯的3爪卡盤價格估計在200到600美元之間。 焊接夾頭.
- 調試:請記住將電氣調試時間和新定位器的首件平衡時間計算在內。
關於自製定位器:Google上搜尋「自製焊接定位器」的用戶大多是自行建造機器人工作站的工人。自製定位器適用於業餘愛好者的單件小批量作業。然而,由於蝸輪蝸桿的齒隙、未知的額定負載以及缺乏接地認證,從長遠來看,自製定位器的投資並不划算。大多數自行搭建定位器的加工業者在18個月內都必須購買商用設備。
如需了解入門級桌上型定位器的預算,請參閱我們的專屬購買指南。或直接存取 RESIZE 焊接定位器產品線,比較不同型號並取得報價。
產業展望:伺服驅動器、協作機器人整合及桌上型定位器的未來
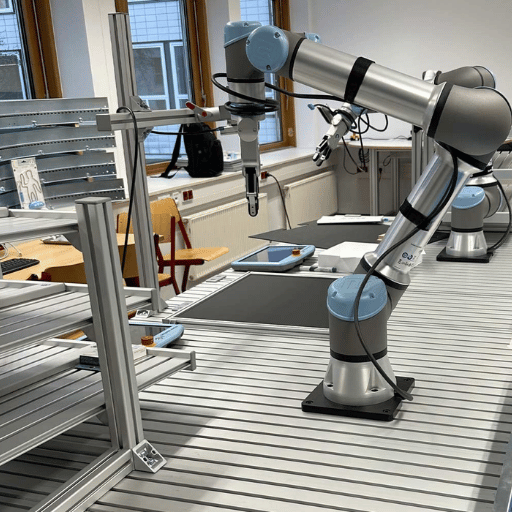
2025年全球機器人焊接市場規模為8.1億美元,預計2034年將達27.9億美元,複合年增長率(CAGR)為15.2%。這一增長並非與桌上型定位器無關,而是圍繞著它們發生的。隨著協作機器人(cobot)承擔更多環形和重複性焊接任務,定位器成為了系統的第七軸。
美國焊接協會預測,到2029年,合格焊工的缺口將達到320,500萬人。焊接車間並沒有用機器人取代焊工,而是利用協作機器人提高了單一焊工每個班次的作業效率。配備數位速度介面(RS-485或EtherNet/IP)的伺服驅動桌上型定位器可即時同步定位器的旋轉速度與協作機器人的Python焊槍運動,從而將單人焊接作業轉變為半自動化工作單元。
桌上型焊接定位器與協作機器人相容嗎?
現代伺服驅動桌上型定位器配備 RS-485 或 EtherNet/IP 通訊端口,可與大多數主流協作機器人品牌配合使用,作為同步的第七軸。此定位器接收來自機器人控制器的速度和位置指令,而非腳踏板指令,從而確保焊槍路徑和工作台旋轉在整個焊接過程中保持精確同步。僅支援模擬速度控制的交流電機定位器若要實現這種集成,則必須徹底更換驅動裝置-而且機械驅動裝置(蝸輪蝸桿、齒輪傳動)在購買後也無法升級為伺服驅動。
面向未來(2025-2026 年)的規格優先:從一開始就選擇配備伺服驅動和數位速度輸出的定位器。在 500 磅級定位器中,伺服馬達單元和交流馬達單元之間的成本差異在 800 至 1,500 美元之間——遠低於日後需要整合協作機器人時進行全面更換的成本。
相關新聞: 焊接定位器用伺服馬達與交流馬達的比較 | 機器人焊接定位器整合指南
常見問題 — 桌上型焊接變位機
我需要一台多大負載能力的桌上型焊接變位機?
取您計劃加工的最重工件的重量,加上夾具重量,然後乘以 1.5,以考慮偏心重心負荷和預期車間規模擴大帶來的影響。所得的載重即為您的最小額定水平載重。同樣重要的是:請製造商提供您實際工作角度下的傾斜負載。該數值可能比水平負載額定值低 30% 到 70%,而這才是真正決定安全操作的數值。例如,一個 500 磅的定位器,在 90 度角下夾持一個 400 磅的組件,且重心偏移 8 英寸,其傾斜載荷可能已經超過額定值——而這種計算結果很少在產品列表中顯示。
我可以使用桌上型焊接定位器進行氬弧焊嗎?
當然。若要選擇直流馬達、變速腳踏開關和額定電流與製程電流相符的滑環。如果回流電流不是透過專用接地電路而是透過工作台軸承,會損壞軸承。
桌上型焊接定位器和焊接轉台有什麼不同?
焊接轉台的底座固定在一個水平面上。它無法將焊接保持在不同的角度—焊接的方向始終與底座的方向相同。真正的焊接變位機配備電動或手動傾斜頭(大多數為 0-90° 或 0-135°),因此您可以將管法蘭接頭保持水平,然後垂直傾斜進行下一道焊接,而無需重新定位工件。
對於專門進行單角度焊接的車間來說,轉台是低成本的選擇。而對於需要焊接多種不同角度零件的工作間來說,定位器則更加靈活。請參閱我們關於定位器與轉台對比的文章,以了解完整的比較資訊。
桌上型焊接定位器多少錢?
目錄中的卡盤價格約為 300-600 美元。生產型馬達驅動卡盤起價 1,700 美元,最高可達 3,500 美元,承重能力為 250-500 磅。伺服驅動工業卡盤承重能力為 500-1,000 磅,價格在 4,500 美元到 9,000 美元以上。
現場價格通常不包含運費或貨運費。
桌上型焊接變位機需要滑環嗎?
對於連續環焊——即工作台旋轉且焊縫長度超過 270° 的任何焊接——必須採用滑環或彈簧式電刷觸點。否則,焊絲和氣管會纏繞在工件上,隨著工作台旋轉,阻力增加。這會擾亂電弧的穩定性,最終導致焊接中斷。
對於小於 1/4 圈的短弧點焊,即使不使用滑環也能正常運作,但電纜佈線設定會耗費更多時間。當製程電流超過 250A 時,使用額定電流的適當電刷觸點對於電弧品質和設備保護至關重要—電刷尺寸過小會導致定位器本體在高電流設定下發熱。
焊接定位員應該具備哪些安全認證?
檢查是否符合 OSHA 1910.252 標準,以及是否經過測試並具有額定電流的接地電路。 CE 標誌顯示符合各項歐洲指令。務必索取接地電路測試文件-大多數低價產品都附有接地端子,但沒有經過電流額定值測試。
台式定位器可以進行管道焊接嗎?
在定位器額定載重範圍內,管對法蘭和管端對管的連接均在其設計範圍內,但管對法蘭的平焊角焊縫需傾斜45°;管對接焊縫需傾斜90°。大直徑管段繞自身長軸旋轉應使用旋轉輥,而非桌上定位器。應將定位器和旋轉輥配合使用;定位器夾住一端,旋轉輥夾住另一端。
尺寸指南可在以下位置找到: 選擇用於管道焊接的定位器.
關於本指南
RESIZE 的工程師們為北美、南美、歐洲和東南亞的加工企業開發並生產了一系列焊接變位機。此處提供的桌上型變位機規格、安全說明和選型建議,均準確反映了我們設計時所遵循的規範,而非行銷口號。文中引用的第三方資料均在下文的「參考文獻」部分列出。
我們是焊接定位器設計、數控整合和製造自動化系統領域的專家。 RESIZE 技術團隊會在發布前審核所有規格資料和安全指南。
相關文章
參考文獻和來源
- OSHA 1910.252 — 一般要求:焊接、切割和釬焊職業安全與健康管理局。 [一級]
- 霍恩哈特,K.“為管材焊接用桌上型定位器注入新的活力“ 製造商 (FMA 出版品)。 [二級]
- “接地和電弧焊接安全” 林肯電力資源中心參考標準:ANSI Z49.1:2005《焊接、切割及相關製程安全標準》;NFPA 70《美國國家電氣規範》。 [三級/ANSI Z49.1=一級]
- 美國焊接協會 (AWS)。焊接勞動力現況報告:2029 年美國焊工缺口預測。 [第二層級]
- 《財富商業洞察》發布的《機器人焊接市場規模、份額及成長報告》(2025年)。機器人焊接預計到2034年複合年增長率為15.20%。 [三級市場研究;僅供參考]









{kind=link}
{kind=link}
{kind=link}
{kind=link}