
管道坡口機是決定焊接是否能通過驗收或需要返工的關鍵設備。選錯坡口機——無論是選錯類型,還是選對了類型但規格不符——都是管道製造中最常見且可避免的成本。本文將介紹各種管道坡口機的類型、其切割原理,以及您下次購買時可以使用的七步驟選購指南,其中坡口角度與 AWS D1.1、ASME B31.3 和 API 1104 標準相對應。
快速規格
| 工作範圍 | 典型尺寸為 0.5 英吋至 24 英吋(≈12-610 毫米);使用延長套件可達 40 英吋。 |
| 斜角 | 0°–60°可調(37.5°最常使用單V型;30°管式;45°結構型) |
| 電源選項 | 氣動、電動(有線/無刷/電池)、液壓 |
| 室壁厚度 | ≤38 毫米便攜式;>40 毫米通常需要桌上型/CNC複合倒角機。 |
| 工具槽 | 1–3(端面加工、沉孔加工、倒角加工-多槽設計可實現一次加工完成) |
| 角精度 | 數控固定式±0.5° / 電動便攜式±1° / 氣動式±1–2° |
| 相關標準 | AWS D1.1 · ASME B31.3 · ASME B16.25 · API 1104 · ISO 9692 |
什麼是管道坡口機? (以及為什麼邊緣處理決定焊接品質)
管道坡口機是一種電動工具,它透過將管道末端切割成一定角度來準備待連接的管道末端。坡口邊緣為焊工提供了一個便於進行全熔透焊接的起始點。形成的坡口可容納填充金屬,控制熱量輸入,並為兩根管道末端之間的根焊提供熔透。
任何焊工如果沒有做好適當的幾何準備,都可能造成熔合不良或焊縫未熔透。
這台機器在其他三個應用方面與鋸子、磨床和倒角工具有所不同。鋸子只能以90度角切割,因為它垂直於管道軸線進行切割。角磨機可以去除材料,但很難在管道的整個圓週上保持相同的角度。
倒角工具用於添加一個較小的裝飾性或去毛邊(小於30°),而不是像坡口機那樣形成完整的焊接坡口。管道坡口機可在管道末端保持一致的角度(30°、37.5°、45°),並且在焊接接頭之間重複使用。
為什麼這很重要: AWS D1.1 結構焊接規範 – 鋼結構 以及 ASME B31.3 製程管道 兩者都明確規定邊緣處理必須符合合格的焊接工藝規程 (WPS)。 WPS 是一份文件,其中記錄了您試圖模仿的幾何形狀。由於焊接工藝規程是透過幾何形狀進行檢驗的,因此坡口形狀的偏差足以構成不合格的理由——即使最終焊縫看起來完美無瑕。
如需更詳細地解釋這一更大的類別,請參閱我們的描述。 什麼是倒角機 以及 加工中倒角的目的.
管道坡口機的工作原理:60秒了解切割原理
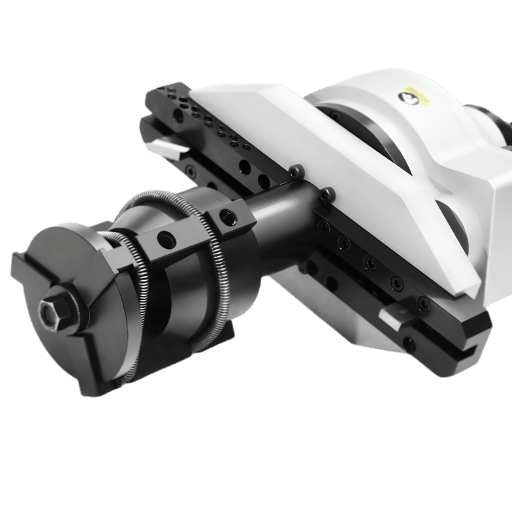
管道坡口機夾緊管道,然後旋轉刀頭至管道末端,同時以預設角度用硬質合金刀片去除材料。它主要由四個部分組成:夾緊系統、驅動裝置、旋轉刀頭和切削刀片。
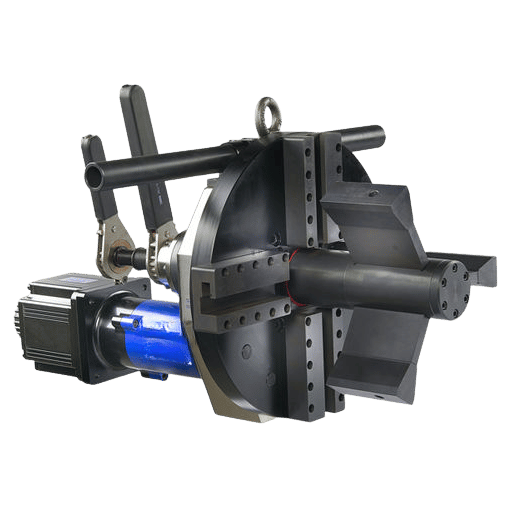
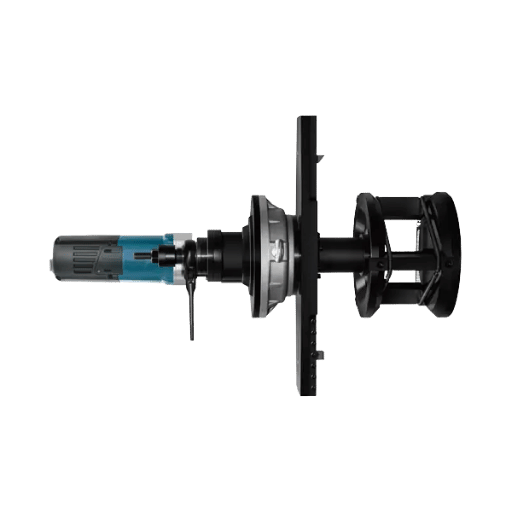
夾緊系統是區分專業倒角機和業餘工具的關鍵特徵。通用夾緊系統有兩種類型。第一種是透過膨脹管道內部的芯軸來夾緊管道。
這種類型的夾具精度高、速度快,如果可以接觸到管道內徑,則是最常用的類型。第二種是在管道外側鑽孔,形成外部夾爪。對於熱交換器管板以及其他無法接觸到管道內部的應用,這種夾具是唯一選擇。
GBC工業機械的數據可以引導芯軸夾緊系統在哪些情況下適用。他們的數據顯示,根據工具機類型的不同,這些夾具適用於內徑從小端10毫米到大端1,016毫米(40英寸)的各種尺寸。
管道在機器中成型後,刀頭將繞著管道軸線旋轉,一圈即可完成坡口切割。坡口機的等級根據每分鐘轉速 (rpm) 的範圍來劃分:便攜式坡口機的轉速範圍為 5-120 rpm,扭矩巨大(適用於厚壁鋼);而固定式數控台式坡口機的刀頭轉速可達 2000-6000 rpm,刀片直徑也小得多。驅動方式可以是氣動(適用於 ATEX 防爆區域或危險區域)、電動(主要的新購置設備)或液壓。
切削材料是硬質合金。特定的刀片具有固定的幾何形狀-平面、圓弧或J形。同一操作員無需更換機床,只需更換刀片,即可在V形斜面和J形斜面之間切換。
工業數控機床上常用的切屑負荷計算公式(許多業內人士網站上都有發布)是:切屑負荷 = 刀具直徑/200。硬質合金刀具的壽命以切削長度(英尺)來衡量,而不是以運行時間(小時)來衡量。根據材料和冷卻液的不同,一刀片在刃口失效前可以加工 50-300 英尺的中壁碳鋼。
冷機械坡口加工在切割過程中可保持管道處於環境溫度。零熱影響區(HAZ);無氧化皮;邊緣處無微觀結構變化。這一點已在以下文獻中得到證實: GBC冷倒角技術指南, 耐火材料熱影響區分析以及 製造者的熱影響區參考.
它最適用於不銹鋼、雙相鋼和鎳基合金:對這些材料進行熱切割會導致鉻帶貧化或改變奧氏體-鐵素體比例,從而降低運行過程中的耐腐蝕性。
5種類型的管道坡口機:便攜式、桌上型、數控式、冷切式和內/外徑安裝式
一種市場分類方法是根據工作地點、機器抓取和支撐管道的方式以及自動化程度,將市場劃分為五個功能等級。這種五級分類法以與採購相關的規格取代了市場分類中的「輕型」、「工業」、「重型」等概念,具體如下:
| 類型 | 管道尺寸 | 室壁厚度 | 適用範圍 | 典型產業 | 價格帶 |
|---|---|---|---|---|---|
| 便攜式 ID 安裝 | 0.5"–12" | ≤25mm | 現場、就地 | 管道、石油和天然氣、工廠維護 | $ 1,500- $ 8,000 |
| 手提式 OD 安裝 | 2"–24" | ≤30mm | 熱交換器,阻塞式ID工作 | 發電、石油化工 | $ 3,500- $ 15,000 |
| 工作台/固定式 | 1"–24" | ≤40mm | 商店,固定車站 | 加工車間、預製線軸堆場 | $ 8,000- $ 25,000 |
| 數控自動化 | 2"–40" | 複合斜面最大可達 120 毫米 | 大批量生產線 | 壓力容器、造船、核能 | $25,000–$80,000+ |
| 塑膠/PVC專用 | 2"–24" | SDR 額定塑膠牆 | 田野或商店 | 排水、供水、高密度聚乙烯熔接 | $ 200- $ 2,500 |
有兩點值得注意。首先,冷切與熱切的劃分區分了這兩種類型——儘管大多數現代管道坡口機採用機械式(冷切)加工,但火焰切割和等離子切割仍然用於初步粗加工,最後進行機械精加工。其次,內徑安裝與外徑安裝是一種夾緊方式的選擇,而非產品本身的區別——同一品牌的同一機殼通常同時提供這兩種夾緊系統。
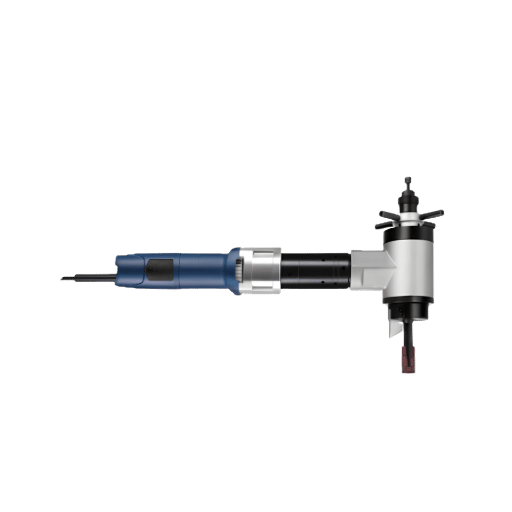
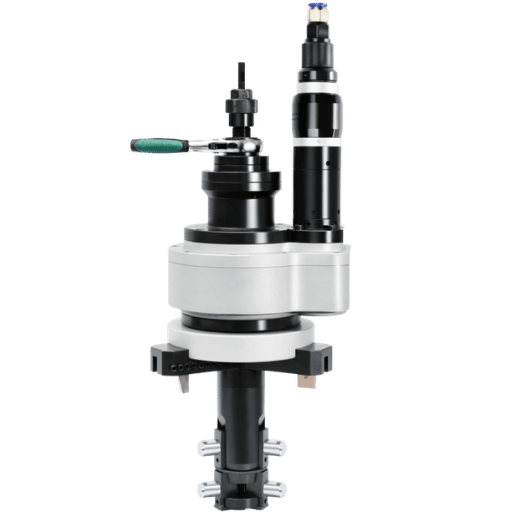
什麼是便攜式管道坡口機?
便攜式管道坡口機是一種模組化機器,通常重 8-27 公斤(18-60 磅),由技工攜帶至待坡口管道處,而非反之。該機器透過內部芯軸或外部夾具固定在管道上,然後頭部圍繞管道末端旋轉,一次完成坡口加工。根據 DataForSEO 的 Google Ads 數據顯示,2025 年「便攜式管道坡口機」的搜尋量增長了約十倍(2025 年 5 月為每月 30 次搜索,到 2025 年 9 月增至 320 次),這表明在建築項目和管道連接點,現場現有管道的坡口加工正變得越來越普遍。便攜式坡口機通常可調節,適用於 0.5-24 英寸範圍內的任何管道直徑,並且可以處理壁厚達約 30 毫米的管道,之後用戶就需要使用台式或數控機床進行加工。其缺點在於:無法像CNC工具機那樣精確控制角度,精度僅為 0.5 英吋。雖然精確的角度決定了焊接的完整性,但與許多關鍵服務焊接中典型的 1.0 小於 1.0 的焊接準備相比,OSWPS 要求 2.5 的公差。
適用於特定材質的倒角機:鋼、不銹鋼、PVC 和 HDPE 塑料

同一款刀頭和刀片並不能適用於所有材質。鋼材和PVC在切削刃表面看似相似,但在刀具、進給速度和冷卻策略等參數方面卻大相逕庭。如果刀具和參數搭配不當,塑膠加工就會出現棱紋,不銹鋼加工則會加速磨損。
| 材料 | 推薦工具 | 散熱 | 當心 |
|---|---|---|---|
| 碳鋼(A53、A106) | 硬質合金刀片,V形或J形 | 空氣或輕切削油 | 薄壁毛邊形成-最後進行去毛邊處理 |
| 不鏽鋼(304、316) | 塗層硬質合金(TiAlN),減少進給 | 需要合成冷卻液 | 工作強化-避免停留,保持進給連續性 |
| 雙工/超級雙工 | 優質塗層硬質合金,轉速較低 | 大量冷卻液淹沒 | 相位比對局部溫度敏感-僅限冷機 |
| 鎳基合金 | 陶瓷或優質碳化物 | 冷卻液溢流 | 刀具磨損成本占主導地位-刀片報價需另外列出。 |
| PVC/CPVC | 銑刀或高速鋼刀具 | 僅使用空氣冷卻—無需液體冷卻劑 | 熱量會導致熔化回流;在深切削時減少進給量。 |
| HDPE(對接熔接預處理) | 平面銑刀,而非插入式銑刀 | 僅限航空 | 表面平整度比角度更重要 |
PVC管材可以使用倒角工具嗎?
是的,但不能使用與鋼材相同的刀片。 PVC倒角機使用銑刀或高速鋼切削刀具,透過剪切塑膠來達到目的,而不會產生足夠的熱量熔化邊緣。大多數塑膠倒角工具無需冷卻液,僅靠空氣散熱即可,且其轉速遠高於鋼材倒角工具,進給速度則遠低於鋼材倒角工具。 Bevel Pro工具(一種平柄或高低柄機構)用於住宅排水和灌溉管道,可在C-35或SDR 26管端加工出15°的倒角,每個管端大約需要10秒。用於HDPE對接熔接預處理時,此工具的主體會切換到平面銑刀,其垂直面可加工出平整而非倒角的黏合面。如果在PVC上使用鋼刀片,最終會形成一個光滑的熔化脊,溶劑型膠粘劑可能會被困在其中;如果在40號鋼板上使用PVC銑刀,則會在幾分鐘內折斷或磨損刀具。
倒角幾何形狀與標準:V形、J形、U形和K形槽詳解

大多數品質問題和返工都源自於幾何形狀。坡口角度是其中一個變數;焊縫根部(或稱為焊根麵)、焊根開口和溝槽類型都同樣重要,而且都與規範密切相關。工藝和結構管道中最常見的四種幾何形狀是V形、J形、U形和K形——如果沒有合適的壁厚和相應的焊接工藝規範,這些形狀都無法連接。
| 槽 | 牆地 | 典型角度 | 何時使用 | 填充量 |
|---|---|---|---|---|
| 單V | 5–20毫米 | 37.5° 斜角(含 75°) | 單側焊接,GTAW 或 GMAW | 基線(1×) |
| 雙V形(X形斜面) | 15–40毫米 | 每邊 37.5° | 雙側開口,減少填料 | 單V型約佔50%。 |
| J-prep | 15–40毫米 | 10°–20°,圓角半徑 | 厚重的圍牆,單側入口 | 單V型約佔40%。 |
| U 型槽或 K 型槽 | > 40毫米 | 10°–15°,深半徑 | 核能、高壓厚壁 | 單V型約佔30%。 |
以上數值源自詳述的關節幾何形狀。 ISO 9692-1 焊接及相關製程-接頭準備建議並與 AWS D1.1 預認證接頭細節進行交叉核對。單 V 型接頭,每側角度為 37.5°(包含 75°),是 ASME B16.25 標準中用於 22 毫米壁厚管道(連接至 ASME B31.3 工藝管道)的焊接端部幾何形狀的預設操作規格。
代碼要求各不相同。這正是商家損失利潤的地方。 Kedes Machine 的產業速查表 本文記錄了一家加工廠因在管道工程中切割出37.5°的倒角而損失200,000萬美元合約的案例。根據API 1104標準,倒角應為30°。雖然倒角已經存在,但與合格的焊接工藝規程(WPS)不符,因此每個接頭都必須返工。由此可見,沒有一種角度可以適用於所有情況。
「沒有標準角度。如果因為大家都這麼做就切割 37.5° 的斜角,那隻會導致接頭需要返工或無法通過檢驗。只有一個直角——那就是你合格的焊接工藝規程 (WPS) 中規定的那個角度。”
——郭冬梅,科德斯機械創辦人(擁有15年以上管線坡口製造經驗)
| 推薦碼 | 斜角 | 公差 | 根麵 |
|---|---|---|---|
| ASME B16.25(B31.3 引用) | 37.5°(≤22 毫米壁厚) | ±2.5° | 1.5 毫米±0.5 毫米 |
| AWS D1.1(CJP 預審合格) | 45°單斜面 | ±5° | 典型值 0–3 毫米 |
| AWS D1.1 (PJP) | 最低30° | ±5° | 按聯合細節 |
| API 1104(主管線管路) | 30° | ±5° | 1.6 毫米±0.8 毫米 |
| API 1104(設施) | 37.5° | ±2.5° | 1.6 毫米±0.8 毫米 |
如需完整的程式碼參考以及了解倒角角度和包含角之間的區別,請參閱我們的配套指南。 倒角標準, 溝槽焊接符號以及 邊緣焊接品質及檢驗.
對於壁厚超過 15 毫米的工件,從單 V 形切削改為 J 形切削通常可以減少 60% 或更多的焊絲用量和電弧時間。其成本在於需要使用弧形刀片(成本更高、磨損更慢、刀具進給速度更慢)以及能夠無誤差保持弧形形狀的刀具——根據 ISO 9692 標準,這似乎是不可能的。對於大多數厚壁結構件和壓力容器而言,在粗加工 200 個接頭後,J 形切削的加工成本就足以抵銷刀具投入。
關鍵規格比較:外徑/內徑範圍、轉速、刀具槽數、壁厚

當規格相似的管道坡口機的報價出現巨大差異時,數據表會揭示「是什麼讓它具備這種能力?」的五個要素:工作範圍、壁厚額定值、刀具槽、轉速/進給、重新夾緊精度。
- 工作範圍(外徑或內徑)- 確定額定最小/最大值加上死區,即芯軸無法嚙合的區域(大多數變速箱的芯軸尺寸之間有 0.5″-1.0″ 的死區)。
- 壁厚額定值-所列最大值基於單V形切削。對於J形預備或複合斜面,額定值需降低0.30。 「40毫米壁厚」通常對應於28毫米J形預備。
- 刀具槽-一個槽用於倒角,兩個槽用於端面加工,三個槽用於沉孔加工。多槽預加工機一次裝夾即可完成所有接合幾何形狀的加工,避免了重新夾緊組裝誤差。
- 轉速和進給控制-粗調或細調的轉速控制(電子或氣動調節器)選項比最高轉速更有優勢。您希望不銹鋼和鋼材的進給方式不同,還是強制採用折衷方案(固定轉速)?
- 夾緊重複性-重新夾緊後,要求測量芯軸的「同心度 TIR」(總指示器跳動量)。任何大於 0.25 毫米的數值都表示圓週斜面平面度不一致。
雖然業界公佈的設備精度數據並非來自通用中性測試標準,但可以反映實際工作情況:
由於 API 1104 的最大公差為 5,而 ASME B16.25 的最大公差為 2.5,因此,手持式電動坡口機在 1 英寸處,考慮到角度較小,其公差範圍僅為 2.01 至 4.95——大約一半的公差預算都給了操作員。
如何選擇管道坡口機:7 步驟選擇框架
以下框架依序進行七項決策。每個決策都會進一步排除候選機器,因此通常到第七項時,您就能找到一到兩台性價比最高的機器。該框架是基於公開的焊接規範要求以及結構、工藝和管道作業的現場實踐經驗而構建,並非「某某品牌機器的建議」。
- 首先要考慮材料。鋼材、不銹鋼、塑膠和特殊合金都需要不同的刀片和進給策略。如果您要加工兩種材料,則應該準備兩套刀片;不一定需要兩台機床——只需確保工具機底盤能夠加工這兩種材料。
- 使用90%法則確定管道外徑。選擇芯軸直徑大於今年預計切割管道直徑90%的機床,而不是選擇你見過的最大直徑的工具機。極端情況下,最大尺寸的管道很可能需要外包加工。
- 確定牆體厚度上限。預留 25% 的 J 型預處理功率。例如,如果您今天切割的是 30 毫米厚的牆體,而明天可能需要進行 J 型預處理,則需要一台額定切割厚度為 40 毫米的機器。
- 選擇現場作業還是車間作業。現場作業(管道直徑大於 24 英吋)= 可攜式設備。批量生產相同接頭= 桌上型或CNC工具機。混合作業環境= 便攜式設備搭配固定式備用設備比專用CNC工具機更經濟。
- 根據程序搭配倒角形狀。單V形刀具可滿足80-90%的ASME B31.3應用需求。如果您需要符合API 1104主線(30度)和B31.3(37.5度)標準的刀具,則需要可調角度機床,而不是定角度機床。
- 根據環境選擇驅動方式。氣動驅動適用於ATEX/爆炸性環境。電動驅動(有線或電池)適用於一般建築施工。液壓驅動適用於幹線或海上管道。除ATEX設備外,電動驅動目前是新型機械設備最受歡迎的選擇。
- 考慮產量和工作週期。每週加工少於 50 個關節 = 便攜式機床。 50-500 個關節 = 桌上型工具機。每週加工超過 500 個關節 = CNC工具機。根據北美標準人工費率,CNC工具機的成本通常在 18 個月內即可收回。
材料外徑 90%,壁厚 1.25,現場與車間幾何形狀,加工流程,驅動環境,產量,佔空比。依序進行七項決策;當出現第一個單一結果時,即為您的機器類別。如果兩類機器在每項決策中都勝出,則價格較低的機器獲勝。
來自一位持相反意見者的評論 《實用機械師》論壇貼文對於單一小直徑管道的坡口,經驗豐富的裝配工使用15吋雙刃銼刀,很可能比任何便攜式坡口機都能更快地完成接頭的打磨,甚至在便攜式坡口機拆箱夾緊之前就能完成。僅僅為了每年一次的焊接而購買一台機器毫無意義;以上論述是基於長期焊接量計算的。
想要深入了解機器的運作方式,請參閱我們關於…的專題文章。 專業銑削和倒角機列出了按配置劃分的工作範圍和價格區間。
定價與投資報酬率:1,500美元和30,000美元究竟能買到什麼?

最便宜、最昂貴的管道坡口機之間20美元的差價,反映了不同產品性能之間的巨大差異:夾持精度、管道尺寸範圍、自動化與手動操作。以下是2025年至2026年初主要搜尋引擎結果頁面(SERP)上新設備的公開價格區間,包括Steelmax、Tri Tool、Reed、Mathey Dearman和亞馬遜平台的產品信息,以及RESIZE公司自有便攜式和台式坡口機的價格範圍。以下價格僅供參考,是價格的臨時快照,並不一定反映當前的市場價格。如需最新報價,請直接與我們聯絡。
| 價格帶 | 你會得到什麼 | 能力懸崖 |
|---|---|---|
| $ 200- $ 2,500 | PVC/塑膠專用工具、手動倒角器、基本型ID安裝式碳鋼便攜式工具 | 壁厚小於12毫米,單一材料,無面板/沉孔 |
| $ 2,500- $ 8,000 | 氣動或電動便攜式,芯軸套件 2″–12″,單 V 型切割 | 壁厚小於 25 毫米,1-2 種材料類型,單一工具槽 |
| $ 8,000- $ 15,000 | 重型便攜式多槽刀具(端面/倒角/沉孔),外徑/內徑範圍更廣 | 壁厚可達 30 毫米,支援 J 型預切,電動變速驅動 |
| $ 15,000- $ 31,000 | 桌上型/固定式,帶自動送料功能的桌上型機床,最大外徑可達 24 英寸 | 壁厚可達 40 毫米,可重複生產,CNC 入門級 |
| $ 31,000 + | 全數控加工、自動送料、大直徑(24吋以上)複合倒角 | 大批量生產,精度±0.5°,整合PLC |
簡單的投資報酬率計算方法:(每個接頭節省的人工準備時間)×(人工成本)×(每年接頭數量)×(機器成本)= 第一年的投資回收期(如果為正)。一台便攜式倒角機,每個接頭節省 8 分鐘,人工成本為每小時 75 美元,每年加工 1,200 個接頭,可節省約 12,000 美元的人工成本——一台價值 5,000 至 8,000 美元的便攜式機器,不到一年即可收回成本。如果每年加工的接頭數量低於 200 個左右,除非考慮品質返工成本並將機器成本單獨攤銷,否則機器的經濟效益將大打折扣。
常見錯誤和現場最佳實踐
焊接行業文獻中記錄了導致坡口加工返工的錯誤,而且這些錯誤具有驚人的一致性。 米勒電氣公司常見的九個管道焊接問題 Kedes Machine 的 WPS 合規案例研究也都集中在五個可預防的錯誤。
- 切割時切勿忽略焊接製程 (WPS) 的坡口檢查。這是現場最昂貴的錯誤。 「看起來正確」的坡口只是符合您焊接流程的坡口。務必在首次切割前檢查坡口是否符合規範。
- 斜角應以包含角的形式讀取。圖紙上標示的「75°槽」可能指每側37.5°(正確),也可能指每側75°(錯誤-包含角為150°;錯誤)。加工前請務必與業主確認。
- 根部焊縫厚度不正確。過厚(超過 3 毫米)會導致焊縫熔深不足;過薄(小於 1 毫米)會導致燒穿。 ASME B16.25 和 API 1104 標準中規定的 1.5-1.6 毫米和 0.5-0.8 毫米範圍是經過權衡後確定的。
- 將手工電弧焊的焊縫預處理方法應用於氬弧焊。這兩種工藝的焊接設計策略截然不同;日常使用中,黏焊會導致未熔合。焊接髒污的孔口部件時,手工電弧焊可以使用 1/8 英吋的間隙和 3/32 英吋的刀口;而氬弧焊和 RMD 焊絲焊接則需要 1/8 英吋至 5/32 英吋的間隙和 3/32 英吋的刀口。如果對這三種製程採用相同的預處理方法,則會導致根部未熔合。
- 等離子或氧氣銼削管路預處理後,若缺少平面研磨工序,會導致切割邊緣周圍殘留一層氧化物,進而產生氣孔、夾雜物或未熔合等問題。使用冷倒角機配合砂輪研磨可以避免這些問題,這也是推薦或使用冷倒角機最有力的實際理由之一,尤其是在關鍵工況管道上。
業內人士指出,登入系統無法解決檢查表上的第六問題:設備改造。一些在非關鍵服務和小批量作業中行之有效的臨時解決方案,例如普遍使用的帶有研磨功能的 Ridgid 300 管道螺紋機,經常出現在相關討論中。對此,業內人士普遍認為“它適用於非關鍵的、小規模的、一次性作業;但不適用於規範作業。”
舉個例子說明成本:美國東南部一家加工廠按照API 1104標準(要求30°)為一條20英里長的管道連接項目切割了37.5°的坡口。角度本身沒問題,但超出了合格焊接工藝規程(WPS)的範圍。所有480個接頭都必須打磨、重新預處理和重新焊接。光是人工費,以每小時85美元計算,加上兩個施工隊,就超過了200,000萬美元。機器沒問題,坡口也沒問題;只是在設定角度之前沒有仔細閱讀項目規範。
如需查看原材料成本更優惠的平行領域範例,請參閱我們的配套指南。 管道焊接裝配 以及 斜面與倒角.
產業展望:電動驅動、智慧倒角機和人工智慧自適應切割
有三條曲線正在影響到 2027 年及以後的管道單位成本,每條曲線都有足夠最新的數據來影響今天的購買決策。
電動與空氣。 Reports and Data 的數據顯示,2024 年電動管道坡口機市場規模為 0.45 億美元,預計到 2034 年將達到 0.85 億美元。LinkedIn 發布的 2025 年產業趨勢預測顯示,從 2026 年開始,該細分市場的複合年增長率將達到 5.6%,高於整體坡口機市場 4.16% 的成長率。主要驅動因素包括:無刷馬達上電池技術的改進,使其能夠全班運作;以及大多數建築工地不再使用壓縮機(Business Research Insights 預測,2026 年市場規模為 0.4 億美元,到 2035 年將增長至 0.57 億美元)。
智慧自適應切割。 Pemamek 2026 焊接自動化展望 此技術強調人工智慧自適應焊接和數位孿生,同時,同樣的工程技術也應用於坡口加工:透過切割角度和進給感測器即時調整參數,補償管道橢圓度或壁厚變化。供應商於2024年首次展示了這項技術;現在,它正從2025-2026年開始應用於量產型數控坡口機。
規範趨向冷切。 ISO 9692 標準已要求,對於厚度過大而無法進行熱切割的管道,其 J 形坡口和 U 形坡口的公差必須比焊接要求更為嚴格。 EN 1090 和 ISO 3834 標準在此基礎上,針對 CE 認證的結構,要求焊縫或管道組件的組裝/表面處理精度必須相同。實際上,如果您的車間加工結構/CE 認證管道、核能管道或壓力容器管道,那麼您很快就會轉向使用冷切機械式自動坡口機,而不是相反。
計劃2026年的資本支出?那麼,一個切實可行的考慮因素是:優先選擇電動驅動而非氣動驅動;投資建設用於加工J錐度刀具的多槽機床;並根據加工量,按每12-18個月更換一組硬質合金刀片組件的頻率,撥出預算用於刀片組件的月末更換。現在投入使用的工具機可以一直運作到2031年,但刀片則無法使用。
常見問題
Q:倒角和斜角加工有什麼差別?
看答案
問:焊接前,管道要以多大的角度倒角?
看答案
Q:攜帶式管道坡口機可以加工80號不銹鋼管嗎?
看答案
Q:管道坡口機上的硬質合金刀片可以使用多久?
看答案
Q:加工PVC管和加工鋼管需要不同的機器嗎?
看答案
Q:對於小型工坊來說,最便宜且可靠的管道坡口機是什麼?
看答案
需要一台與您的管道尺寸和壁厚相匹配的管道坡口機嗎?
RESIZE 提供便攜式、桌上型和可連接 CNC 的管道坡口銑削機,加工範圍涵蓋外徑 0.5 英吋至 24 英吋、壁厚 40 毫米的管道。產品頁面提供技術資料表、功能和配置資訊。
關於本指南
本管道坡口機指南引用了 AWS D1.1、ASME B31.3、B16.25、API 1104 和 ISO 9692 標準,並參考了 2024 年至 2026 年的技術指南和產業論壇討論。七步驟選擇方法源自公開規範和實際應用案例,而非特定品牌。此方法經 RESIZE 工程師根據坡口功能、材料和設備規格驗證。
參考文獻和來源
- AWS D1.1 / D1.1M:2020 結構焊接規範 — 鋼結構 — 美國焊接協會
- ASME B31.3 製程管道指南 洛斯阿拉莫斯國家實驗室工程標準
- ISO 9692-1 焊接及相關製程-接頭準備建議 — 國際標準化組織
- 避免管道焊接中9個常見問題的技術 米勒電氣
- 管材和板材冷倒角:完整指南 — GBC工業工具
- 熱影響區-成因、影響及緩解措施 — 耐火材料
- 關於熱影響區你需要知道的一切 ——製造者
- 依規範劃分的管道坡口角度:ASME、AWS 和 API 速查表 — Kedes Machine
- 電動管道坡口機市場 – 預測與趨勢 – 報告與數據
- 2026年焊接自動化發展趨勢 — 佩馬梅克









{kind=link}
{kind=link}
{kind=link}
{kind=link}