
![倒角和斜角加工:工業邊緣處理指南 [2026]](https://resizeweld.com/wp-content/uploads/2026/04/0-1024x683.webp)
工程師、製造商和採購團隊的參考指南。支援 AWS、ASME、API 和 ISO 規範,並提供競爭對手網站上沒有的 8 關節斜角決策矩陣。
快速規格:倒角和斜角
| 常用倒角範圍 | 15°至75°(單側);30°、37.5°、45°是工業焊接準備中最常使用的角度。 |
| 普通倒角角 | 45°對稱(特殊刀具幾何圖形也可採用30°和60°) |
| 管理標準 | AWS D1.1(結構),ASME B31.3 / B16.25(製程管道),API 1104(管道), ISO 9692-1 (國際焊接準備) |
| 切割品質標準 | ISO 9013:2017 — 垂直度公差範圍 1(最嚴格)至範圍 5 |
| 設備角度精度 | CNC ±0.5° · 手提式電動 ±1° · 氣壓 ±1-2° · 手排 ±2-3° |
| 壁厚經驗法則 | ≤6 毫米單斜面 · 6-15 毫米 V 型槽 · 15-40 毫米 J 型預備 · >40 毫米複合槽或 U 型槽 |
| 邊緣處理不當造成的成本增加 | 焊接金屬用量增加高達 84% (雷迪,2014 年) |
倒角和斜角加工都是透過切割斜面來去除(通常為)90°的邊緣,但兩者不能互換。不了解二者的差異可能會造成經濟損失:焊工如果採用錯誤的坡口幾何形狀,最終可能導致焊縫處增加84%的焊絲用量(Reddy,2014);而坡口角度和內角之間的一個混淆,就可能使整個管道施工進度延誤數週。
此決策矩陣整合了標準、接頭幾何形狀、刀具精度和材料知識,這對加工車間、管道承包商和數控工具機車間至關重要。它旨在作為快速參考工具:決策規則和表格需要反覆查閱,而非只讀一遍。
倒角和斜角加工有什麼差別?
倒角可以去除鋒利的90度角,斜面則可以重塑邊緣。兩種方法不當使用都會導致焊接熔深不足。一句簡單易記的話概括了日常工程中涉及的問題,但讓我們來仔細探討背後的形狀細節。
倒角是一種對稱的平面切割,用於連接兩個表面,通常以 45 度角進行,以消除可能損壞、造成人身傷害或導致緊固失效的尖銳 90 度角。斜面切割是一種傾斜的切割,可以延伸至板材或管道的整個厚度,與垂直方向的夾角可以從 15 度到 75 度不等。 ISO 9692-1:2013– 焊接接頭準備的國際標準 – 樂觀地將坡口視為純粹的結構形狀要求,同時完全忽略了倒角幾何形狀作為其邊緣精加工工藝的一部分。
這兩個製程的總體目標相同:將易損的90度銳角轉化為可控形狀,以便後續工序能夠可靠地進行。雖然在設計時可以根據需要互換使用這兩種形狀,但在車間圖紙中,它們更常見的是並排出現:45度倒角用於螺栓孔,30度斜面用於後續焊接。
| 尺寸 | 倒棱 | 斜角 |
|---|---|---|
| 幾何 | 平坦、對稱,兩表面以固定角度相交 | 斜邊,可能不對稱,通常貫穿厚度方向 |
| 典型角度 | 45°(刀具加工也可使用 30°、60°) | 15°-75°(最常見的是 30°、37.5°、45°) |
| 移除的材料 | 僅邊緣的一小部分 | 去除更多材料;可去除整個邊緣長度 |
| 主要意圖 | 安全性、組裝導入、美觀、去毛刺 | 焊接接頭準備、結構配合、管端準備 |
| 總是切菜嗎? | 是的-倒角是一種機械加工特徵。 | 不——倒角也可以是成型特徵(鑄造、軋製)。 |
| 管理標準 | ASME Y14.5 尺寸符號 | ISO 9692-1、AWS A2.4、ASME B16.25(焊接幾何形狀) |
如何解讀圖表:請記住,所有倒角都是斜面,但並非所有斜面都是倒角。倒角是指用於邊緣精加工的、角度小、深度淺的斜面;而斜面則是一個更廣泛的術語,涵蓋焊接準備、結構變化和視覺設計。當形狀達到最終用途時,這些術語上的差異就不再重要了。
圖面上標示「倒角」通常會限制倒角邊長(例如,「0.5 45」)。標註「斜角」時,尺寸限制在於包含角度,可以結合根麵標註以進行更精細的控制。選擇刀具前,請仔細閱讀特徵標註-術語上的細微差別可能會影響最終的切削效果。
標準斜角和倒角值(15°-75°)
沒有所謂的「標準」坡口角度。所需的坡口角度取決於所採用的焊接規範、合格的焊接工藝規程 (WPS) 以及壁厚。僅僅因為「我們一直都這麼做」就在每個接頭處都切割 37.5 度的坡口,這種做法往往會導致預認證工作無法通過檢驗——這種情況並不少見。
斜角與內角:價值 50,000 萬美元的誤讀
斜角是指切口一側的角度。夾角是指兩個斜角邊緣之間形成的V形槽的總角度,從最初的90度銳角到完全敞開的預備槽。 37.5°的斜角會產生75°的夾角(37.5°²)。當圖紙上標示「75°槽」時,其意義可能是夾角,也可能是兩側的斜角。解讀錯誤會導致預備槽的尺寸翻倍或減半-這正是導致一條價值20萬美元的管道返工的著名案例:車間在API 1104接頭兩側各切割了37.5°,而圖紙要求每側為30°。務必與圖面所有者確認:是斜角還是夾角?
| 推薦碼 | 斜角 | 公差 | 根麵 | 筆記 |
|---|---|---|---|---|
| ASME B31.3 | 每WPS | 每WPS | 每WPS | 端部加工幾何形狀參考 ASME B16.25 |
| ASME B16.25 | 37.5° | ±2.5° | 典型值 1.5 毫米 | 標準壁厚≤22毫米 |
| AWS D1.1 CJP | 45° | ±5° | 0-3 毫米 | 預認證接頭,表 3.4 |
| AWS D1.1 PJP | 30°C | ±5° | 部分關節穿透 | |
| 原料藥 1104 主線 | 30° | ±5° | 1.6毫米±0.8 | 跨國管線建設 |
| API 1104 設施 | 37.5° | ±2.5° | 1.6毫米±0.8 | 連接件、站內管道 |
30-37.5-45 斜角三角
從四大焊接規範來看,三種坡口角度佔所有工業焊接準備工作的 70%:
- 30 – 管道主線(API 1104),部分接頭穿透(AWS D1.1)
- 37.5 – 製程管路(ASME B16.25)、管路連接、壓力容器對接焊
- 45 – 結構鋼 CJP(AWS D1.1),薄板焊接,一般製造
首先從三個角度中選擇一個。只有當焊接工藝規程 (WPS)、壁厚或工藝(軌道式 GTAW、窄間隙 SAW)需要時才採用不同的角度。
五步驟斜角選擇檢查清單
- ✔
確定適當的規範(AWS D1.1、ASME B31.3、API 1104 或 ISO 9692-1)。 - ✔
結合焊接工藝規程 (WPS) 和圖面閱讀。核實每個角度、根麵和根部開口。 - ✔
確定圖紙上指定的是斜角(單側)還是包含角(兩側組合)。 - ✔
檢查公差。 ASME 第 IX 卷規定,溝槽角度減少超過 5 度時,需要重新認證。 - ✔
切割後,使用量規在管道的 12 點、3 點、6 點和 9 點位置再次檢查斜角。
焊接坡口接頭類型:8 接頭決策矩陣
「我應該使用哪種斜接接頭類型?」與「斜接角度是多少?」是完全不同的問題。接頭類型-單斜接、雙斜接、單V形接、雙V形接、J形接、U形接、喇害形斜接、圓角接-必須根據壁厚、施工通道、殘餘應力容差及所需的填料用量來選擇。 AWS A2.4:2020 將所有八個符號都視為不同的焊接符號;ISO 9692-1:2013 概述了每個符號在電弧焊接過程中的幾何形狀。
| 接頭類型 | 幾何 | 室壁厚度 | 典型角度 | 通用流程 | 何時選擇 |
|---|---|---|---|---|---|
| 方形(無斜面) | 90°邊緣,僅有縫隙 | ≤3mm | 不適用 | 鎢極氬弧焊 | 薄板、角焊縫、低應力接頭 |
| 單斜面 | 單側斜面 | 3-12 毫米 | 30 -45°° | SMAW、GMAW | 僅可從一側進入 |
| 單V | 兩側倒角,V形槽 | 6-20 毫米 | 每邊 37.5°(含 75°) | SMAW、GTAW、GMAW | 一般製造,管道對接焊接 |
| 雙V | 兩面均有V形槽(X形) | 15-40 毫米 | 每側 30°-37.5° | SAW,FCAW | 雙側接入,失真度低於單側接入 V |
| 單 J (J-prep) | 彎曲的根部,狹窄的溝槽 | 15-40 毫米 | 15°-25°(側壁) | GTAW、SMAW | 與厚壁單V型結構相比,填料用量減少30-40%。 |
| U型插槽 | 彎曲的根部,兩側 | ≥25毫米 | 10°-20°側壁 | SMAW、SAW、FCAW | 厚壁壓力容器,最低填充量 |
| 喇叭口斜面 | 彎曲構件與平面或彎曲構件相交 | 變化 | 根據 AWS A2.4 | GMAW、SMAW | 管板連接件、鋼筋、結構角鋼 |
| 複合斜面 | 一次準備工作的兩個角度(陡峭角度+淺角度) | ≥25毫米 | 37.5° 根部 + 10° 側壁 | GTAW 根部 + SMAW 填充部 | 高壓管道,平衡通道和填料 |
📐 工程筆記
槽寬與壁厚成正比,斜角為tan(倒角)。對於8毫米厚的壁厚和37.5°的倒角:8 tan(37.5) 8 0.767 6.1毫米/側,包含12.2毫米。在相同的8毫米接縫上改用J型槽通常可減少30-40%的槽寬,這也解釋了為什麼厚壁供應商即使在V型槽允許的情況下,也建議15毫米以上的壁厚採用J型槽。
該部件是否需要焊接或用於承重用途?
如果答案是肯定的,那麼坡口就是一種承載結構,而非表面處理。接頭幾何形狀必須確保焊工能夠到達焊根,熔合兩側壁面,並且不存在任何未熔合的焊縫缺陷,從而避免超音波或射線檢測不合格。糟糕的邊緣處理絕非表面美觀問題;2014 年發表在 ResearchGate 上的一篇研究論文表明,糟糕的邊緣處理會使焊接金屬消耗量增加高達 84%,其次生後果表現為殘餘應力和變形(Reddy,2014)。
對於符合 AWS D1.1 標準的承重結構接頭,對於超過 6 毫米的接頭,很少單獨使用角焊縫,大多數規範要求的接頭需要使用 CJP 坡口焊縫並指定坡口。
AWS D1.1 標準認為,未加襯墊或未進行背面刨削的焊接不屬於預先認證範圍。這一點已被工程師在 Eng-Tips 論壇上多次指出。看似微小的細節——例如在單 V 形接頭中省略背面刨削——可能會導致焊接作業從預認證階段轉變為製程評定階段。
管材與板材邊緣處理

板材坡口沿直線進行。管道坡口則沿著圓周方向進行,必須保持圓週上的角度一致,且內徑和外徑限制了操作空間。規範也因此有所不同:API 1104 規範適用於管路;AWS D1.1 規範適用於鋼板。
| 方面 | 板材邊緣處理 | 管道邊緣準備 |
|---|---|---|
| 切割路徑 | 直線,線性 | 周向的,連續的 |
| 管理準則 | AWS D1.1(結構化) | API 1104(管道),ASME B16.25(製程) |
| 參考角 | 45° CJP 預審合格 | 30°主線/37.5°連接線 |
| 驗證狀態 | 沿邊緣長度的斜角規 | 斜面規分別位於 12 點、3 點、6 點和 9 點鐘位置。 |
| 常見缺陷 | 沿長度方向的角度漂移 | 魚嘴形斜面,不均勻的周向角 |
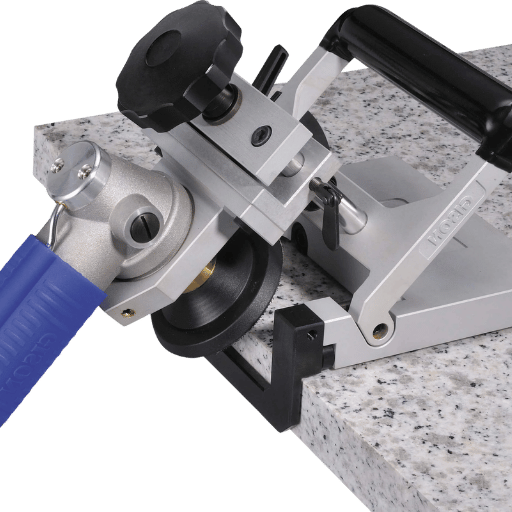
| 典型設備 | 板材坡口機,銑削坡口頭 | 管材坡口機(內徑安裝或外徑安裝),手提式冷切機 |
「魚嘴」倒角是新手水管工最容易犯的錯誤-操作人員轉動管道時,角度會偏移,導致一個象限切得太深,另一個像限切得太淺。解決方法是機械式的:可以使用安裝在管道外徑上的倒角機,該倒角機以管道壁為固定角度參考——這比徒手打磨要容易得多。工業管道倒角機配備自定心芯軸,可消除操作人員在大批量作業中的技術要求。
如需更詳細了解設備方面的資訊(包括在選擇冷切機或銑削機時需要考慮的因素),請參閱以下內容: 管道切割和倒角導引器.
工具與方法:手動、可攜式、數控、工業
不同的設備選項會導致角度精度、重複性和成本方面的差異。工具庫的四個層級各自具有特定的精度範圍。
| 一級 | 工具種類 | 角度精度 | 邊緣寬度容量 | 參考價格 | 最適合 |
|---|---|---|---|---|---|
| 一級1 | 手動/手持式研磨機,倒角刀 | ±2°-3° | 高達 ~6 毫米 | 200-1,500的 | 修補、修復、小批量 |
| 一級2 | 氣動倒角機 | ±1°-2° | 高達 ~15 毫米 | 1,000-3,500的 | 危險區域(無火花)、密閉空間 |
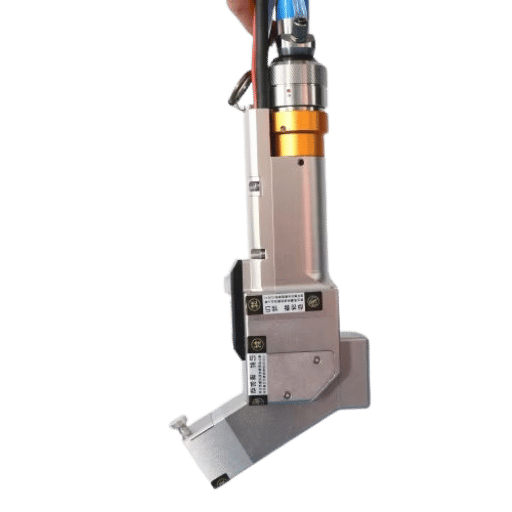
| 一級3 | 手提式電動銑削倒角機 | ±1° | 高達 ~21 毫米 | 2,000-10,000的 | 現場作業、現場製造、中等產量車間 |
| 一級4 | 數控工業銑削和倒角機 | ±0.5° | 最大約 35 毫米(典型值) | $ 10,000- $ 50,000 + | 大批量生產、程式碼關鍵型工作、可重複的公差 |
✔ 工業CNC倒角
- 數千個關節的重複性為±0.5°
- 一次即可完成多層複合斜面加工
- 操作員技能已從公差方程中移除
- 生產計劃的周期時間可預測
⚠ 工業CNC工具機的限制
- 資本成本;投資報酬率需要持續的吞吐量。
- 工件夾具佔地面積需求
- 不便攜-現場維修仍需手持工具
- 小批量訂單的程式時間
對於一家每年加工 3,000-5,000 個普通幾何形狀接頭的加工廠來說,在三級便攜式銑削坡口機和四級數控坡口機之間進行選擇時,盈虧平衡點就在這裡。低於這個數量,手提式電動銑削坡口機就能滿足大部分需求;高於這個數量,即使廢品率較高,數控坡口機也能收回成本。若要瀏覽其他工業坡口機選項,請造訪:工業坡口機替代方案。
CTA決策:快速確定採購範圍的方法是,選取商店待處理程式碼中要求最高的(通常是AWS D1.1 CJP或API 1104),反向計算角度公差,然後選擇比該公差高一個等級的產品。如果選擇與公差相同的級別,則沒有刀具磨損的餘裕。
材質相容性:鋼、不銹鋼、鋁、複合材料
材料本身並不決定斜面幾何形狀-壁厚和焊接工藝才是決定因素。材料規格決定了切割參數(速度、進給量、潤滑)和表面光潔度驗收標準。 ISO 9013:2017 將熱切割的垂直度公差分為 1 到 5 級,允許的最大公差隨材料厚度的增加而增大——5 毫米和 50 毫米材料的最大尺寸不同。
如何才能倒出完美的斜角?
「完美」取決於後續焊接工藝。在不銹鋼管材焊接中,GTAW焊根焊道需要乾淨無污染的焊縫邊緣,且焊根麵尺寸控制在2.5毫米至0.5毫米之間;而在碳鋼板焊接中,SMAW焊填充焊道則可以容忍更大的焊根開口和更高的表面粗糙度。切割流程應與後續工序相符—沒有單一的完美規格能夠同時保證更好的焊接品質和更低的成本。
| 材料 | 首選斜面加工方法 | 注意 | 表面光潔度標準 |
|---|---|---|---|
| 碳素鋼 | 厚板冷切割、等離子切割、氧燃料切割 | 熱切割處熱影響區大於 25 毫米 | ISO 9013 範圍 2-3 |
| 不銹鋼 | 冷切(無碳污染) | 避免使用碳鋼砂輪(交叉污染) | ISO 9013 範圍 1-2; 3-A 衛生 為了衛生 |
| 鋁合金 | 冷銑削倒角機,附硬質合金刀具 | 邊緣氧化層-焊接前需清除 | AWS D1.2(鋁焊接規範) |
| PVC/熱塑性管道 | 手動倒角工具,塑膠管坡口器 | 避免受熱-摩擦熔化會導致邊緣變形。 | 根據管道製造商的溶劑焊接規範 |
| 複合材料(FRP、CFRP) | 鑽石刀頭修邊機,水刀 | 纖維拔出,邊緣分層 | 根據面板製造商規格 |
用於食品飲料和製藥行業的衛生級不銹鋼管道涵蓋在內 歐洲健康教育小組 以及3-A衛生標準。坡口表面光潔度必須足夠精細,以防止細菌「聚集」在焊趾處——軌道焊接是典型的下游工藝,因此坡口需要能夠順暢地輸送焊料。
為什麼倒角和斜角加工很重要(工業應用案例)

邊緣處理是結構安全保障。所有真正艱苦的工作都發生在電弧敲擊之前,板材的處理方式決定了它們是否符合規範,或者兩週後是否會面臨檢驗不合格。精準度的重要性遠超多數鋼廠從業人員的想像。
倒角的目的是什麼?
倒角有四個非常實用的優點:消除鋒利的90度角,避免割傷手指和撕裂手套;提供導引面,使緊固件能夠筆直地安裝;消除角落的應力集中,防止疲勞裂紋的產生;以及改善外露邊緣的外觀。在數控加工中,通孔螺絲孔的倒角通常為0.5°45°左右-這是出於裝配方面的考慮,而非美觀的考量。
與倒角相比,坡口加工對焊工更有利,而非裝配工。它的作用是確保焊縫熔敷到正確的位置,側壁熔合完全且牢固,並最終達到良好的焊根品質。如果用錯誤的工藝代替正確的工藝,焊縫雖然最終看起來可能沒問題,但在使用過程中可能會出現故障。
D型常見誤解:“斜面只是為了好看”
對於結構焊接或壓力焊接作業,坡口是焊工正確成型焊縫的唯一途徑。邊緣處理——例如Dtic公司提供的關於優質邊緣處理的技術報告——實際上會影響焊接塗層的壽命以及焊接本身的品質。一個「漂亮」的坡口可能早在幾年前就導致焊接失敗了。
“大多數加工廠都認為自己了解AWS D1.1坡口規範。結果X光檢測不合格,他們就直接把責任推卸給焊工。應該從源頭入手,從坡口本身入手解決問題。”
| 用例 | 為什麼刃口處理很重要 | 典型產業 |
|---|---|---|
| 焊接準備 | 定義穿透深度和熔合質量 | 造船、壓力容器、石油天然氣管道、結構鋼 |
| 裝配配合 | 導入幾何形狀引導零件進入配合孔/插槽。 | 汽車、航太、緊固件製造 |
| 安全去除毛刺 | 去除會割傷手、勾住衣物、損壞密封件的尖角 | 所有金屬加工;特別是手持式產品 |
| 壓力重新分佈 | 平滑過渡,減少轉角處的應力集中。 | 結構性汽車煞車片、齒輪邊緣 |
| 密封面 | 為墊片和O形環提供可控的承載面 | 液壓系統,製藥/食品管(EHEDG,3-A) |
倒角、去毛邊和圓角:不要混淆這些工藝

在行業術語中,倒角、斜面、去毛邊和圓角這四種邊緣精加工製程經常被混用。實際上,這四種工藝的功能各不相同,它們並非相互替代,而是通常按順序進行。
| 過程 | 幾何圖形 | 主要意圖 | 工作流程中的順序 |
|---|---|---|---|
| 斜角 | 斜邊,角度可變,通常貫穿厚度 | 焊接接頭準備,結構配合 | 焊接前處理,由焊接製程 (WPS) 定義。 |
| 倒棱 | 轉角處採用平直斜切,通常為 45° | 組裝導入,邊緣安全 | 加工後,去毛邊前 |
| 去毛刺 | 去除鬆散的金屬殘留物,無特定角度 | 表面安全、油漆附著力、密封保護 | 倒角後,這是裝配前的最後一道工序。 |
| 魚片(圓形) | 圓角,特定半徑 | 緩解壓力、流暢體驗、符合人體工學 | 採用CAD設計;透過模具加工或後加工製造 |
「倒角和去毛邊是一樣的。」這種說法並不正確。倒角是將工件加工成特定角度,例如 0.5° × 45°。而去毛邊則是去除加工後殘留的、不均勻且未成形的金屬,這些金屬不會形成特定的幾何形狀。雖然倒角可能會附帶去毛邊的效果,但規範要求將倒角和去毛邊視為兩個獨立的工序,因為它們需要接受不同的檢驗。
在較常見的CNC工具機中,典型的加工順序是:先用鑿子加工鍵槽,然後加工倒角,加工所有邊緣,再加工剩餘邊緣,最後使用工具檢查是否有尖角。 ISO 13715 邊緣公差等級。圓角似乎只是某些CAD系統的功能,因為它是在加工過程中使用圓角工具創建的,而不是在加工後創建的。
2025-2026年產業展望:數控自動化與標準演變
2025-2026年間,刃口加工產業可能受到三大主要因素的影響:精密自動化、可攜式現場倒角機的普及以及標準的變更。搜尋趨勢數據也印證了這些觀點。根據最新的美國Google搜尋量數據,2025年6月至9月期間,刃口加工的搜尋量增加了約5倍。在同一時期,倒角的搜尋量也出現了類似的成長,顯示採購團隊正在研究潛在的升級方案。
趨勢一:精準自動化成為大量生產的預設選項
角度精度達到±0.5°的數控銑床和倒角機正從高階設備逐漸成為規範要求嚴格工作的基準標準。原因很簡單:考慮到AWS D1.1標準規定的±5°公差範圍和ASME B16.25標準規定的±2.5°公差範圍,數控機床僅使用允許範圍的10-20%,為刀具磨損留出了充足的空間。相較之下,精度為±2-3°的手動和氣動工具由於刀具變鈍和超出公差範圍,在首次使用後很快就會磨損,消耗掉40-60%的公差範圍。
趨勢二:便攜式現場倒角技術發展壯大
便攜式電動銑削倒角機在船舶建造、管道和油氣設備檢修等現場維修領域越來越受歡迎。推動這一趨勢的因素是其可測量的角度精度。雖然倒角機可以加工出符合規範要求的邊緣,但使用氧氣切割機切割後再進行手工打磨,很少能加工出符合規範的邊緣。在大多數現場作業應用中,便攜式電動倒角機可以取代無火花氣動倒角機,而無火花氣動倒角機在某些危險環境中仍然是必要的。
趨勢三:標準修訂(ISO 9013:2017 和 AWS A2.4:2020)
ISO 9013 於 2017 年修訂,取代了 2002 版,收緊了垂直度公差範圍——過時的焊接工藝規程 (WPS) 參考資料可能仍在使用 2002 版的舊數據。 AWS A2.4:2020(第八版)引入了擴口坡口焊接的使用說明規則,這些規則先前由細部設計人員自行設定。如果您的車間仍在使用 2020 年之前的焊接符號,預計會遇到檢驗員的阻力。
2026 年需要規劃什麼
對於2026年規劃資本採購的工廠而言,最明智的建議是選擇精度比當前最嚴格規範要求高一級的設備,也就是說,便攜式電動銑削倒角機的精度下限為1,數控倒角機的精度上限為0.5——氣動和手動工具僅適用於特定用途。對於同時進行AWS D1.1/ASME B16.25混合加工的工廠來說,這意味著精度為1的便攜式冷切倒角機才是入門級設備,而不是升級之選。
常見問題
Q:什麼是斜面倒角?
看答案
Q:倒角也叫斜面加工嗎?
看答案
Q:什麼時候需要倒角,什麼時候需要斜切?
看答案
Q:對零件進行倒角有什麼好處?
看答案
Q:為什麼高精度倒角如此重要?
看答案
參考文獻和來源
- AWS D1.1/D1.1M 結構焊接規範 — 鋼材 — 美國焊接協會
- ASME B31.3 製程管路規範 — 美國機械工程師協會
- API 1104 管線及相關設施銲接 — 美國石油學會
- ISO 9013:2017 熱切割-熱切割的分類 — 國際標準化組織
- ISO 9692-1:2013 焊接及相關製程-接頭準備類型 — 國際標準化組織
- AWS A2.4:2020 焊接、釬焊與無損偵測標準符號 — 美國焊接協會
- Reddy 等人,“接頭和邊緣處理對降低成本和實現無變形焊接的影響研究” — 全國焊接研討會 / 印度理工學院(研究論文)
- DTIC報告ADA452427:邊緣處理對塗層壽命的影響 — 美國國防技術資訊中心
- TWI 工作知識:焊接成本(續) 焊接學會
- 歐洲衛生工程與設計集團(EHEDG) — 健康工程協會
- 3-A 衛生標準公司 — 健康標準組織
- ISO 13715:2017 未定義形狀的邊緣-標註和尺寸標註 — 國際標準化組織
關於本次工業邊緣處理分析
本指南綜合了AWS、ASME、API和ISO的要求,並參考了2014年ResearchGate關於焊接金屬經濟性和工業坡口機製造商現場測試設備精度範圍的研究。第3節的8節點矩陣是透過交叉引用AWS A2.4:2020、ISO 9692-1:2013和已發表的壁厚指南編製而成,並非直接摘自任何單一競爭來源。第5節的價格層級反映了2025-2026年美國和中國OEM市場銑削和坡口設備的標價。
經 RESIZE 工程團隊審核 — RESIZE 生產銑削和倒角機、焊接定位器、旋轉器、機械手、卡盤、等離子切割機和風塔生產線。工程審查借鑒了玻璃、管道和便攜式倒角機產品線(切割深度 0-25 毫米,角度 15°-75°,功率 2.8 千瓦,轉速 2,000-6,000 轉/分)的工廠車間調試數據。
相關文章
- 什麼是倒角機 — 設備基礎知識
- 倒角的標準是什麼? — 深入的程式碼參考
- 選擇合適的管道坡口機 — 按管道尺寸選擇設備
- 銑削和倒角機-立柱式 — 全系列設備及規格









{kind=link}
{kind=link}
{kind=link}
{kind=link}