
氣體保護金屬極電弧焊(GMAW)是現代製造和加工行業中最通用、需求量最大的焊接過程之一。它也被稱為金屬惰性氣體保護焊(MIG)或金屬活性氣體保護焊(MAG),這項技術徹底改變了焊工在精度、速度和效率方面的操作方式。
與其他焊接技術相比,GMAW(熔化極氣體保護焊)的獨特之處在於其對保護氣體、送絲和電弧控制的複雜協調,從而實現牢固可靠的焊接。本文對GMAW的基本概念進行了概述,深入探討了其應用、優勢和關鍵技術考量。無論您是經驗豐富的專業焊工還是行業新手,本指南都能為您提供理想的背景知識,幫助您理解GMAW作為主要焊接工藝的優勢所在。
重點外賣
GMAW 是一種高效的半自動或全自動焊接工藝,因其高熔敷率和對多種金屬類型的通用性而備受青睞,可顯著縮短生產時間和焊後清理工作。
氣體保護金屬極電弧焊(GMAW)簡介

氣體保護金屬電弧焊 熔化極氣體保護焊(GMAW),也稱為MIG焊,是一種靈活且高效的焊接工藝,它使用連續焊絲和保護氣體來熔化和連接金屬。焊絲和工件之間產生的電弧會熔化兩者,從而形成牢固的焊接。 GMAW焊接工藝因其操作簡便、熔敷率高以及對鋼、鋁、不銹鋼等多種材料的適應性強而被廣泛應用。在汽車、建築和製造業等對效率和精度要求極高的產業,GMAW焊接工藝更是不可或缺。
什麼是氣體保護金屬極電弧焊?
氣體保護金屬極電弧焊 (GMAW) 是一種利用連續焊絲、電源和保護氣體,高效、高品質地完成焊接的過程。其優點包括可自動化、飛濺少,以及能夠靈活焊接不同厚度和類型的金屬。由於其焊接速度快、易於機械化,且焊縫強度高、焊接後清理工作量小,因此此方法被廣泛應用於高產量生產環境。
MIG焊與MAG焊概述
MIG焊和MAG焊都屬於GMAW(熔化極氣體保護焊)範疇,主要差異在於所使用的保護氣體。 MIG焊使用氬氣或氦氣等惰性氣體,因為這些氣體不會與熔池發生化學反應,因此非常適合焊接鋁、銅等有色金屬。而MAG焊則使用二氧化碳或特殊混合氣體等活性氣體,這些氣體有助於電弧穩定,因此非常適合焊接低碳鋼、不銹鋼等黑色金屬。這兩種焊接技術都是行業標準,可用於各種應用領域,並獲得高品質的焊接。
💡
專業建議:
從 MIG(惰性氣體)切換到 MAG(活性氣體)時,請記住重新校準電壓設置,因為與純氬氣相比,CO2 等活性氣體需要更高的電壓才能維持穩定的電弧。
GMAW的歷史與發展
熔化極氣體保護焊(GMAW)製程起源於20世紀40年代初,旨在滿足製造業對更快、更有效率焊接技術的需求。最初,GMAW採用連續實心焊絲電極,並以氬氣或氦氣等惰性氣體保護,主要用於焊接鋁和有色合金。雖然高昂的氣體價格最初限制了其應用,但1950年代中期二氧化碳作為輔助保護氣體的引入(MAG焊接)顯著降低了成本,從而提高了GMAW的普及度。如今,隨著設備、焊絲配方和氣體混合物的不斷進步,GMAW技術仍在持續發展,使其成為精密高速製造領域不可或缺的工具。
GMAW工藝

GMA焊接是指將連續的焊絲經由焊槍送入,同時保護氣體在熔池周圍流動,以防止大氣污染。焊絲與母材之間產生電弧,產生熔化金屬所需的熱量,冷卻後形成牢固的焊接。 GMAW是最有效、最常用的焊接工藝之一,適用於手動和自動焊接。
GMAW的工作原理
MIG焊接的原理依賴關鍵部件的協同工作。它在工件和連續送入的焊絲之間產生電弧。電弧產生的熱使焊絲熔化。 保護氣體作用下的熔池 它能保護焊接區域免受氧氣和水分等環境污染物的侵害。這些條件確保了焊接品質高、效率高,使GMAW焊接成為一種經濟高效且用途廣泛的焊接方式,適用於各個行業。
GMAW裝置的組成部分
- ✓
電源: 提供可調節且穩定的電流,以實現穩定的電弧性能。 - ✓
送絲機: 實現向焊接區域持續供應焊絲。 - ✓
焊槍(焊炬): 可精確輸送導線、保護氣體和電流。 - ✓
保護氣體來源: 形成一層惰性或半惰性的包覆層,以防止氧化。 - ✓
電極(焊絲): 用於填充接縫的耗材。
了解焊接電弧
焊接電弧是電極與工件之間可控的電流通路,它產生的熱量足以熔化金屬並形成牢固的焊接。電弧由電子和離子流維持,這些電子和離子流電離周圍氣體,從而形成等離子體。電弧長度、電流、電壓和氣體保護等參數對電弧穩定性、熱量分佈和整體焊接品質都有顯著影響。
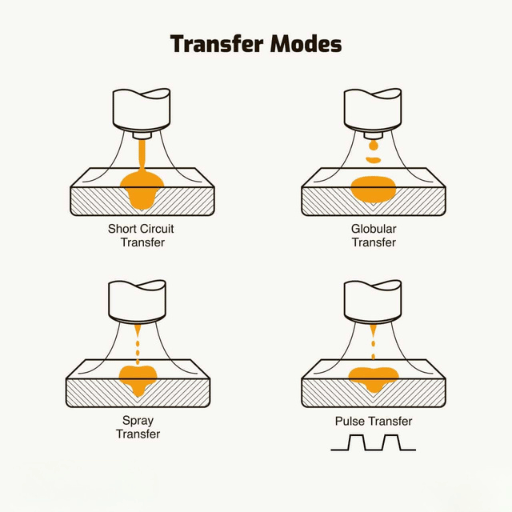
GMAW中的金屬過渡模式
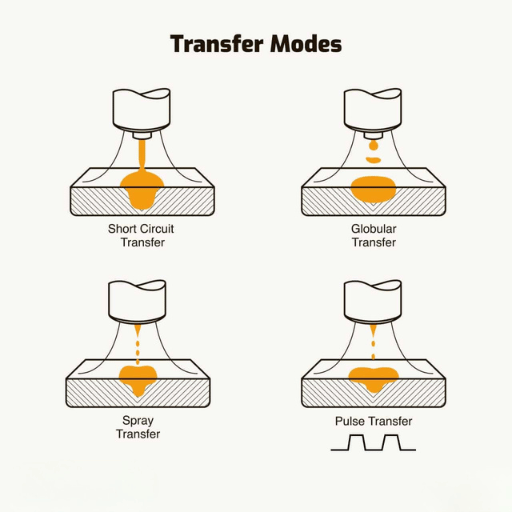
在GMAW焊接中,金屬過渡是指熔融金屬從焊條流向熔池的過程。主要有三種過渡模式,每種模式都有其獨特的特點:
- 1
短路轉移
當焊絲接觸到熔池時,就會發生短路。由於熱輸入低,因此非常適合薄金屬和非標準位置焊接。 - 2
球狀體移植
熔融金屬液滴以笨拙的方式從電極尖端脫落。雖然它適用於需要高沉積量的厚材料,但會產生更多飛濺物。 - 3
噴霧轉移
高速噴射的細小液滴流,可在較厚板材的平面焊接上形成光滑、無飛濺的焊接。
短路轉移
短路過渡,也稱為熔滴過渡,是指焊絲接觸工件時所發生的現象。隨著電流上升,焊絲熔化脫落,在熔池中形成熔滴。這種焊接模式工作電壓和電流都較低,因此非常適合薄材料和對熱輸入要求不高的應用。雖然短路過渡本身會產生較多的飛濺,但透過正確的參數優化可以顯著提高焊接品質。
球狀體移植
球狀轉移是指熔融金屬液滴以較大且不規則的方式在電弧上流動。與短路轉移相比,此製程需要更高的電壓和電流,從而導致更高的熱輸入和大量的飛濺。雖然不適用於薄材料,但它適用於需要高沉積速率的厚截面。選擇合適的保護氣體-特別是富氬混合氣體-有助於穩定該模式的電弧。
噴霧轉移
噴射過渡是一種高速焊接技術,它利用高電壓和大電流,將細小的熔融熔滴噴射到電弧上。該技術能夠提供穩定的電弧並最大限度地減少飛濺,從而獲得高品質的焊接。對於使用富氬保護氣體焊接厚壁工件(平焊或橫焊),噴射過渡是最佳選擇。優化焊接參數對於實現高熔敷率和良好的焊縫完整性至關重要。
GMAW的應用

由於其靈活性和高效性,GMAW焊接製程在各個工業領域的需求量都很高。主要應用包括:
| 行業領域 | 具體應用 |
|---|---|
| 汽車業 | 車身結構和薄鋼/鋁連接組件。 |
| 建設 | 結構框架和預製鋼結構建築。 |
| 造船 | 快速、精確的大尺寸板材焊接,確保水密性。 |
| 航太 | 輕質合金和飛機機身的精密焊接。 |
使用GMAW焊接工藝的行業
GMAW(氣體保護金屬極電弧焊)是多個產業不可或缺的製造流程。汽車業依靠它製造高精度結構件,而建築業則利用其強度和速度優勢連接結構鋼。造船業發現GMAW非常適合製造模組化零件,能夠提供卓越的水密強度。此外,航太業也利用GMAW製造高性能合金。其廣泛的適用性確保了它在嚴苛的工業應用中成為值得信賴的工藝。
採用GMAW焊接的常用材料
GMAW焊接技術用途廣泛,可根據材料的機械和化學特性進行焊接。碳鋼因其耐用性和低成本而備受青睞,廣泛應用於建築和汽車行業。不銹鋼因其耐腐蝕性而用於醫療和食品行業。鋁因其導熱性和輕質特性而備受重視,廣泛應用於船舶和航空航太領域。這種多功能性使GMAW始終處於工業效率的領先地位。
GMAW在各種應用上的優勢
多種優勢使GMAW焊接製程成為工業領域的首選。它以高熔敷率著稱,能夠在更短的時間內完成高品質的焊接,從而最大限度地提高產量和利潤。其對自動化系統的適應性使其成為航空航太和汽車製造等高精度焊接領域的理想選擇。此外,它能夠焊接碳鋼、鋁和不銹鋼,使其用途廣泛。透過使用保護氣體來減少氧化和飛濺,GMAW焊接製程能夠保持清潔的作業環境,並最大限度地減少焊接後清理時間。這些優勢鞏固了其在複雜工業應用中的地位。
⚠️ 重要提示
GMAW焊接對風和氣流非常敏感。在戶外焊接時,務必採取適當的防護措施,防止保護氣體被吹走,從而避免產生氣孔和焊接缺陷。
參考資料
- •
英特爾市場研究: 對GMAW焊機市場和製造趨勢的深入分析。 - •
Grand Research Store: 全球市場預測及主要利害關係人詳情。 - •
市場與市場: 對焊接氣體和GMAW長期主導地位的研究。
常見問題(FAQ)
什麼是GMAW(氣體保護金屬極電弧焊)?
它是一種焊接工藝,其中連續的焊絲電極和保護氣體通過電弧將金屬連接起來。
GMAW焊接工藝有哪些優勢?
GMAW焊接速度快、操作簡單、適應性強,適用於多種金屬和厚度的焊接。
MIG焊和MAG焊有什麼差別?
MIG焊使用氬氣等惰性氣體焊接有色金屬;MAG焊使用二氧化碳等活性氣體焊接黑色金屬。
GMAW焊接技術可以焊接哪些類型的材料?
常用材料包括碳鋼、低合金鋼、不銹鋼和鋁。
GMAW有哪些共同的應用領域?
它廣泛應用於汽車製造、建築、航空航天和一般生產領域。









{kind=link}
{kind=link}
{kind=link}
{kind=link}