
從建築到汽車製造,焊接在各種活動中都至關重要,需要極高的精度和技巧,因為這兩者都是確保金屬零件結構完整性和功能性的關鍵。因此,焊接系統的結構和焊接品質受諸多因素的影響,而焊接位置正是其中一個主要因素。通常,焊接分為四種基本類型(焊接位置)。這些位置的焊接實踐通常基於個人學習和應用經驗。對於任何希望成為焊接大師的人來說,了解不同的焊接位置至關重要,以便最大限度地發揮焊接技術和生產流程的優勢。本文將深入探討這四種焊接類型,並討論每種焊接位置的設定、條件、配置、挑戰和最佳實踐。試想一下,對於那些想要獲得焊工資格並了解焊接方法的人來說,或者對於其他希望從中獲得有益見解的行業專業人士來說,本文都將大有裨益。
焊接位置介紹
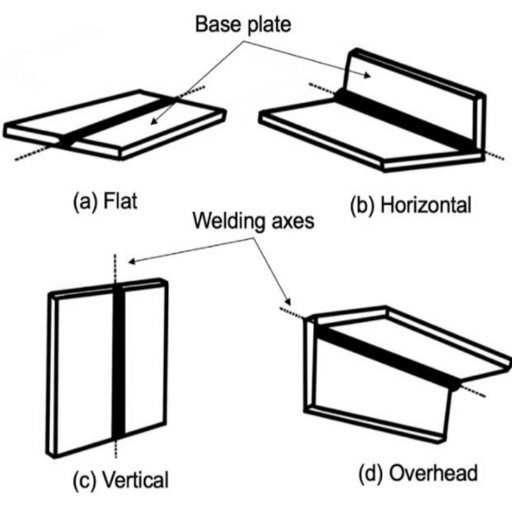
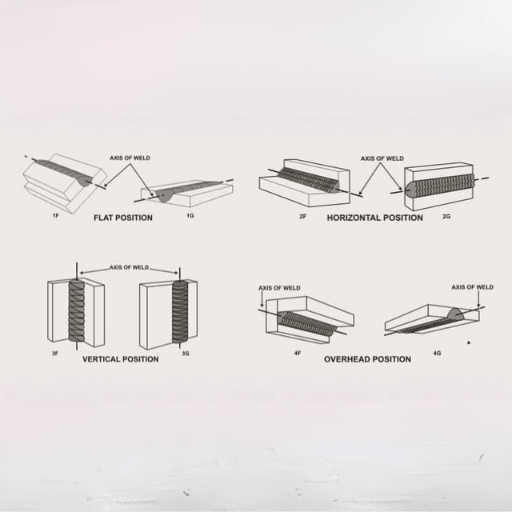
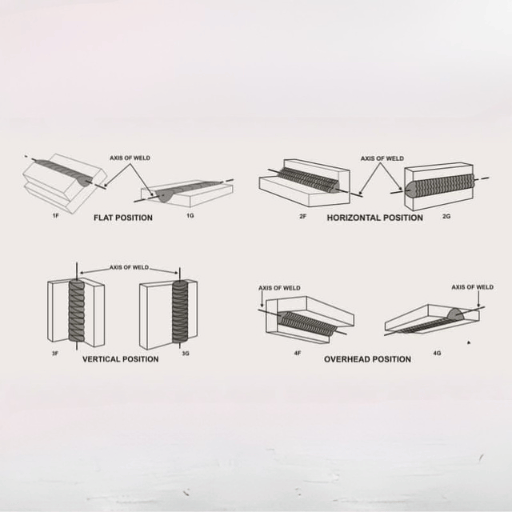
焊接位置,通常指的是焊工為了有效焊接兩種材料而採取的特定角度。四種常見的焊接位置包括平焊、橫焊、立焊和仰焊;這些位置的命名取決於焊縫相對於焊工的角度和方向,在某些情況下,也取決於焊工所處的地面。每種焊接位置都存在一些獨特的挑戰,這些挑戰體現在對熔融金屬的控製程度上,從而確保焊接的一致性。因此,充分理解所有這些焊接位置至關重要,這有助於有效地焊接出適用於各種工程應用的牢固可靠的焊接。
重點外賣
掌握四種主要焊接位置——平焊、橫焊、立焊和仰焊——對於確保各種工程和建築應用中的結構完整性至關重要。
了解焊接位置的重要性
焊接位置至關重要,它直接影響焊接的品質和結構完整性。每個位置都決定了所需的焊接技術、焊接設備設定和技能水平,以確保良好的熔合和熔深。例如,平焊位置幾乎是最直接、最實用的,因為重力在幫助熔化金屬平穩流動方面起著至關重要的作用。而仰焊位置則需要運用各種先進的控制技術來克服重力,以防止夾渣或氣孔等缺陷的產生。焊工需要掌握各種焊接技術和位置,因為他們必須精通所有這些技術。能夠熟練掌握特定位置的焊接技術似乎是焊工的必備素質,這在航空航太領域尤其重要。
4種基本焊接位置概述
四種常見的焊接位置是平焊、橫焊、立焊和仰焊,每種位置都有其應用和技術挑戰。平焊(也稱為 1G/1F)要求最低,因此適合初學者培訓和高熔敷率焊接作業。橫焊(2G/2F)需要更高的精度來控制垂直表面上的熔池下垂。它是結構焊接和管道焊接中最常用的位置。立焊(3G/3F)是逆重力焊接,根據焊接工藝的不同,焊縫會向上或向下移動,適用於在限制區域或非標準(非 90°)工作空間內進行焊接作業。最後,仰焊(4G/4F)是最具挑戰性的位置,因為焊工必須在頭頂上方操作熔融金屬,因此適用於高空平台或組件的建造和維修。熟練這些位置的焊接技術是滿足嚴格的行業規範中關於焊接強度要求的必要條件。強制性標準保證了焊工所焊接接頭的強度、堅固性和專業性。
焊接行業的常見應用
從建造堅固的骨骼到生產耐用的管道,焊接在眾多領域都不可或缺;建築業廣泛採用焊接來製造結構骨架、橋樑和管道。此外,汽車和航空航太市場在車輛組裝、維修和高性能零件生產方面也依賴焊接。製造業利用焊接來製造機械、電器和其他重型設備。焊接同樣用於管道系統和石油勘探領域,例如鷹架、動力裝置和風力渦輪機等再生能源系統。焊接的廣泛應用凸顯了其在全球經濟基礎建設和技術發展的核心地位。
平焊位置
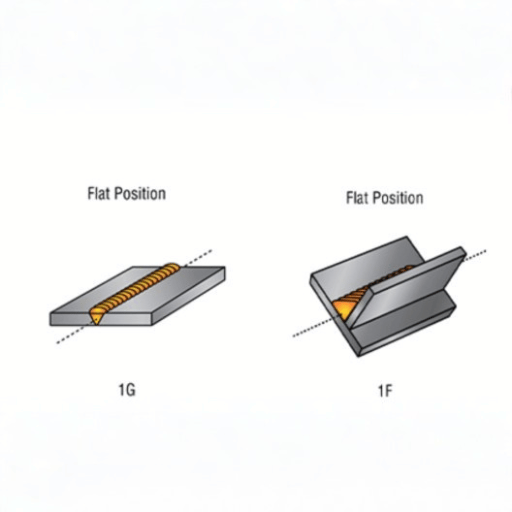
平焊位置俗稱1G位置,是最基礎、最容易掌握的焊接位置。在此位置,工件水平放置,焊接從上方向接縫處熔化。此位置可形成光滑平整的表面,使熔融金屬均勻分佈,從而實現均勻焊接。平焊位置具有較高的熔敷率,因其焊接作業高效簡便,被廣泛應用於建築領域,尤其是在鋼結構、船舶製造和管道建設等行業。
平坦位置的定義和特徵
平焊位置,也稱1G位置,是指焊縫軸線水平,焊縫面朝上。在這種位置,熔池本身較為穩定,不易出現熔體下垂或焊接不均勻等問題。平焊位置能夠更好地控制焊絲用量,從而實現均勻的熔深和優異的成品品質。由於其操作原理簡單,平焊是最有效的焊接位置,因為它能夠以較低的操作複雜度獲得乾淨、精確的焊接。
應用程式和通用項目
平焊因其速度快、精度高,在工業領域廣泛應用。這種焊接方式適用於多種場合,例如結構鋼部件的成型、管道和重型機械的焊接以及壓力容器的製造。平焊焊縫完整性高、缺陷率低,因此在橋樑、造船和工業基礎設施等關鍵工程項目中,平焊是最佳選擇。此外,在製造業中,平焊也因其能夠快速、可靠地完成焊接並提高產量(即確保最終產品的品質)而廣泛應用。
掌握平面焊接的挑戰與技巧
要精通水平焊接,需要克服許多挑戰,例如焊縫品質的一致性、焊條的正確握持以及控制熱輸入以避免焊縫變形或產生缺陷。這些都可能導致嚴重的咬邊、飛濺,以及對各種尺寸焊接的完全失控。為了使承包商能夠高效工作,實踐經驗、對工藝原理的掌握以及對設備和材料的了解至關重要。必須定期檢查焊縫,並嚴格遵守公司標準指南(例如 AWS D1.1),以確保水平焊接工藝的品質。
水平焊接位置
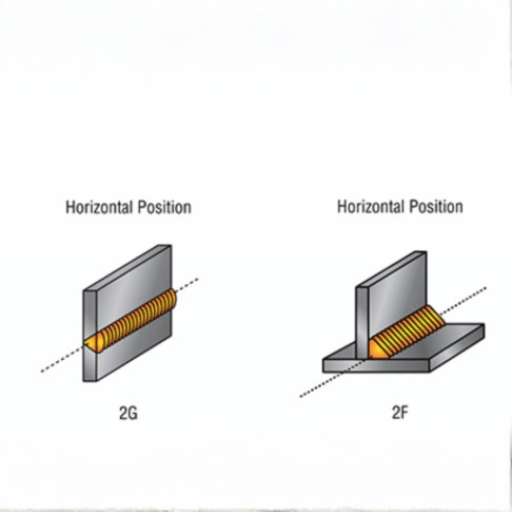
水平焊接是指在垂直表面上沿著水平軸線進行焊接-由於重力作用,熔融金屬容易下垂,因此需要熟練的焊接技巧來確保焊接在焊接過程中保持穩定。這種焊接方式主要用於儲槽、結構梁或裝置等需要水平焊接的場合。成功的水平焊接需要焊條角度正確、焊接速度控制得當,這些因素都能有效減少咬邊和焊接不規則等缺陷的發生。水平焊接比平焊更具挑戰性,需要反覆練習才能熟練。
了解水平位置
水平焊接技術用途廣泛,但也面臨一些棘手的挑戰,往往需要焊工全神貫注、精準操作。早晨焊接的主要問題是,由於重力作用,熔融金屬不可避免地會下垂和流淌。為了避免這種情況發生,焊工需要將焊條保持在理想的角度,並在整個焊接過程中保持恆定的焊接速度,從而形成均勻的焊縫,並防止咬邊和未熔合等缺陷。這在結構製造任務中幾乎總是至關重要,例如連接樑柱或進行儲罐的焊接;真正掌握水平焊接技術對於獲得可靠耐用的高品質專業焊接至關重要。
在各行業的典型應用
仰焊工藝因其對結構堅固耐用的顯著貢獻,在大多數行業中已廣泛應用。在建築業,它用於連接鋼結構框架,例如梁、柱和桁架,從而確保結構完整性。仰焊在能源產業中也發揮著重要作用,用於建造和維修各種壓力容器、管道和儲罐,這些設備將承受高應力和極端耐久性條件。此外,在造船和航空航天領域,儘管仰焊系統的複雜性會導致一些特殊現象,但對於連接將在惡劣環境下運行的先進材料而言,仰焊仍然至關重要。在這些應用環境中,仰焊對於保障安全、合規性和可靠性至關重要。
💡
專業提示:水平拍攝技巧
為防止水平焊縫下垂,保持水平面以上 0 至 15 度的工作角度,並保持穩定的焊接速度。
成功進行水平焊接的技巧
要成功掌握水平焊接技術,需要掌握多種要素。其中之一是準確選擇焊條,焊條的類型和尺寸必須與材料和焊接條件相符。同樣重要的是使用正確的焊接角度——水平面以上0到15度——以避免夾渣和未熔合的情況。最終,透過控制焊接速度和擺動,可以實現均勻的熔深和美觀的焊接。正確的準備工作,例如清潔母材或解決組裝問題,是確保焊接接頭可靠性的關鍵。適當的保護氣體流量以及電壓和電流設定有助於解決一些問題,例如氣孔和飛濺。掌握這些技巧,即使在最嚴苛的工業環境中,也能獲得牢固的水平焊接。
立焊位置
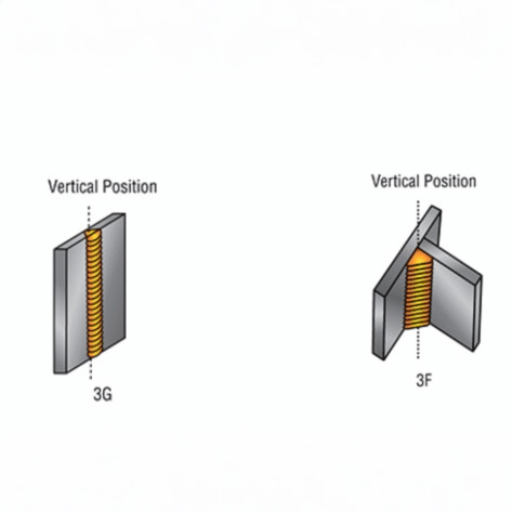
立焊是指焊縫沿著垂直表面向上或向下移動的焊接姿勢。它常用於牆體、柱子或管材等立式結構的焊接。立焊難度較高,因為重力可能導致熔融金屬下垂或滴落。為了確保每道焊接的焊接效果一致,正確的焊條操作、精確控制焊接速度和電流設定至關重要。立焊需要焊工注重細節,才能焊出美觀、牢固、乾淨且焊縫蓋面均勻的焊接。
確定立焊位置
立焊是一種焊接技術,即沿軸線垂直焊接;焊接方向可以是沿軸線向上或向下。當需要將材料以直立姿勢連接以增強結構強度時,可採用此焊接位置。由於重力會導致焊接歪斜和缺陷,因此需要非常精確的控制。專業人士深知立焊在各行各業的重要性,尤其是在管道、建築物和重型機械等大型結構連接中。
項目的應用和類型
在結構耐久性和精度至關重要的產業中,立焊的應用最為廣泛。其應用包括高層建築、結構極為複雜的鋼框架結構以及石油和天然氣輸送管。由於製造重型機械或建造船舶離不開立焊,因此在橋樑和儲罐的維修中,立焊的應用也變得至關重要。立焊能夠確保所有結構在長期使用中承受應力和環境變化,以保障安全性和功能性,為專案做出重大貢獻。
⚠️ 重要提示
垂直向下焊接速度較快,但熔深比垂直向上焊接弱。焊接方向的選擇應始終根據結構要求而定。
常見錯誤和最佳實踐
焊接過程中,如果對母材疏於處理,例如清潔不徹底或對準不良,就會造成焊接接頭強度不足或結構損壞。同樣常見的情況是選擇錯誤的焊接工藝、不考慮焊絲材質或未選擇合適的設備工作條件;在這種情況下,如果僅發現氣孔、咬邊或裂紋等缺陷,那就算幸運了。缺乏實際培訓或職業健康與安全知識,只會降低工作品質——破壞工藝——並危及工人的安全。
這些卓越標準為焊接過程的每個階段奠定了堅實的基礎,從表面處理到焊接清理都是如此。經驗豐富的焊工應始終根據特定項目的要求選擇合適的焊接工藝和材料。妥善的維護、安全標準以及透過認證不斷提陞技能同樣至關重要。透過這些改進和最佳實踐,焊接作業能夠更好地實現其目標,使製造的結構更安全,也更符合業界標準。
仰焊位置
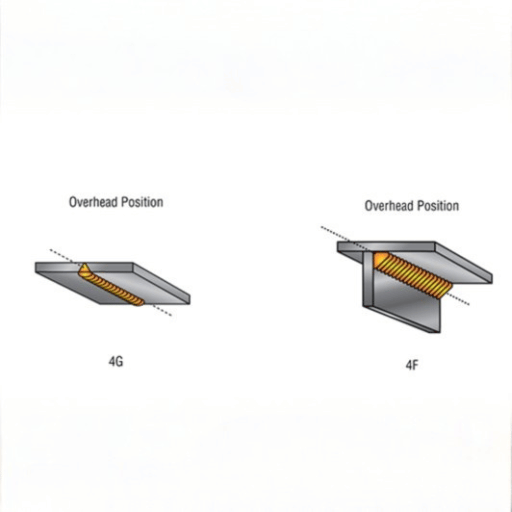
仰焊的一大難點在於其獨特的焊接姿勢,即焊接必須位於接合處下方,並熔融金屬逆重力流動。這種姿勢對焊接精度和控制力提出了更高的要求,因為重力的向下作用會增加熔融金屬滴落或飛濺的風險,從而導致焊接缺陷或安全隱患。因此,從事仰焊的焊工必須具備精準的焊接技巧、耐心和適當的焊接速度,以及正確的電流和焊條角度。焊工經常採用新技術,以確保焊接結果的準確性和穩定性,並避免不必要的過熱,以免焊接強度降低。
俯視位置的特徵
仰焊的獨特之處在於其方法上的特殊性以及對焊工技能和經驗的高度依賴。例如,仰焊需要控制熱輸入以避免熔融金屬下垂,並需適當操控焊條以保持電弧穩定。使用低飛濺焊條可以減少污染。為了更好地熔合和熔深,在焊接兩個表面時,應採用擺動焊接技術,同時考慮到重力作用下熔池的移動。此外,由於有熔渣和其他碎屑飛濺的風險,必須穿戴合適的防護服。掌握仰焊的定位對於焊接的強度和最終的功能性至關重要。
高空焊接的關鍵應用
仰焊技術非常重要,廣泛應用於需要在嚴苛條件下維持結構強度和耐用性的產業。尤其是在焊接結構中,這些因素至關重要。此外,由於該技術能夠進行位置相對固定的異位焊接,因此也被廣泛用於橋樑、管道和工業框架的建造。在造船和航空航太製造中,由於複雜的幾何形狀需要在高空或狹小空間內進行快速精準的焊接,因此焊接應用也變得至關重要。該技術也應用於重型機械和結構的維護和修理,從而提高安全性並保障關鍵系統的正常運作。
有效仰焊技術的技巧
- ✓ 使用合適的防護裝備: 確保您擁有合適的防護裝備,例如具有合適遮光度的焊接頭盔、阻燃服、手套和靴子,以防止火花和墜落物傷害。
- ✓ 調整 焊接參數:調整電流和電壓設定 產生穩定的電弧和可控的熱輸入,這對於防止高空焊接缺陷至關重要。
- ✓ 優化電極選擇: 選擇可進行頂部作業的電極,最好是低飛濺型電極,以便更好地控製作業並減少清理時間。
- ✓ 保持正確的身體姿勢: 坐到那個座位上,這樣你就可以站著保持靜止,精神抖擻地完成一次漂亮的焊接。
- ✓ 控制熔池運動: 透過較短的弧長和恆定的行進速度來保持焊接,確保熔池流動順暢,使焊接工作更加輕鬆,同時最大限度地減少滴焊和下垂。
- ✓ 焊前清理: 在焊接過程開始之前,母材應徹底清潔,以去除鏽跡、油污或油漆等污染物,進而改善焊縫的熔深和附著力。
- ✓ 技術發展: 要精進仰焊技藝,必須定期練習焊接。不斷改進工作技巧可以提高效率。
四種主要焊接姿勢的比較
主要的焊接位置有平焊、橫焊、立焊和仰焊。每個位置都有其特定的優勢和挑戰,取決於工作要求和環境條件:
| 位置 | 複雜 | 主要挑戰 |
|---|---|---|
| 公寓 (1G/1F) | 低 | 保持高沉積速率 |
| 水平 (2G/2F) | 媒材 | 防止熔融金屬下垂 |
| 垂直(3G/3F) | 高 | 重力和熱控制 |
| 開銷(4G/4F) | 專家 | 滴漏和安全風險 |
- 1
平面位置
平躺式焊接姿勢似乎提供了最佳的焊接效果,因為地球引力會使熔融金屬向下流動,從而形成極其整齊的焊接。對於經驗尚淺的焊接工或需要完全掌控焊接過程的焊接工來說,平躺式焊接姿勢是最佳選擇。 - 2
水平位置
水平焊接不如平焊容易,它還面臨重力會使熔融金屬向下衝擊極薄壁面的額外問題。這種焊接姿勢可用於在傾斜或垂直表面(例如牆壁或管道)上進行焊接,但需要更高的技能和精度。 - 3
垂直位置
立焊是指在垂直位置(垂直表面)進行的焊接。焊接方向可以是向上垂直焊接或向下垂直焊接。向上垂直焊接熔深較強,而向下垂直焊接則較省時,較適用於較薄的材料。這種焊接方式需要精細控制,以避免焊縫下垂。 - 4
仰焊位置
仰焊是最繁瑣、最費力的焊接姿勢,因為焊接工作是在頭頂正上方進行的。必須確保焊縫熔透,避免熔融金屬滴落到焊工身上。因此,必須採取特殊的安全措施。這種焊接姿勢通常用於建築或維修工作中,因為在這些工作中,某些區域的空間會受到限制。
對於每個焊接位置,都需要採用不同的焊接技巧才能獲得高品質的焊接。焊工必須精通這些技巧,並力求完美地完成專案。
各職位的優勢和劣勢
1. 平躺位置 (1G/1F)
優點: 由於平焊姿勢操作最簡單,因此對於初學者來說,它最容易實現完美焊接,因為其工作面與水平線呈90°角,視野開闊。平焊姿勢不僅能提供此優勢,還能確保焊接結構穩定,降低缺陷風險。
缺點: 如果專案需要大量移動、焊接或操作設備,則該方法的適用範圍相當有限。因此,使用者需要尋找其他固定的工作平面或採用典型的焊接定位方式。
2. 水平位置(2G/2F)
優點: 該設備在立焊模式下翻轉焊接時展現出卓越的穩定性。它能更好地控制焊縫,並在飛濺率較低的情況下提供可接受的焊縫間隙。本設備最適用於角焊縫和坡口焊縫。
缺點: 使用時非常敏感,尤其是在失去平衡時容易出現下垂和斜切的情況;因此,初學者很容易犯這種錯誤。
3. 垂直位置(3G/3F)
優點: 垂直工件的生命和生存空間以及受限空間都因垂直位置(即向上/垂直位置 (3F))而得以釋放。它能產生良好的熔深;確保整體上獲得可靠且牢固的焊接接頭。
缺點: 控制金屬流動以防止紫外線和氣孔等缺陷的形成需要技巧。然而,下坡焊接速度更快,但焊接強度較弱。
4. 頂部位置(4G/4F)
優點: 在高空結構作業或進行其他位置無法觸及的維修工作時,這些位置必不可少。所有位置都展現了該位置焊接技能的較高水平。
缺點: 由於重力作用於熔融金屬,操作起來非常困難且費力,因此存在很高的安全性和缺陷風險。所以,根據經驗,操作時必須格外小心謹慎。
每種焊接姿勢都有其優缺點,應根據焊接項目的結構和功能要求來選擇合適的姿勢。熟練掌握所有這些姿勢能夠使焊工在焊接行業中履行職責時更具靈活性和適應性。
為您的專案選擇合適的位置
焊接位置的選擇取決於多種因素,其中接頭類型、材料厚度和專案流程最為重要。例如,如果待焊接表面平整且條件允許,則平焊是最明智的選擇。平焊的穩定性確保了在焊接台上安全進行平面焊接作業。如果需要焊接任何立面或仰面結構,則需要根據專案設計採用下焊、立焊和仰焊等不同焊接位置,這本身就是一項技術挑戰。可選擇立焊、立下焊、仰焊和仰下焊等焊接位置,一旦選定,即可採用5G或6G焊接位置,對與其他部件連接的桶形或其他圓形部件進行焊接。最後,決策者必須根據施工要求、所用材料以及操作人員的技能水平來判斷最終的焊接位置,以確保焊接的精度和品質。
現實世界的案例研究和例子
1)高層建築焊接
另一個典型的例子是高層建築框架樑的焊接。焊工必須在幾乎不可能的條件下進行垂直作業,例如在哈利法塔這樣的高空,他們需要進行一些極其艱苦的頭頂作業來連接關鍵的結構部件。連接高空管道或立柱時,通常會採用6G姿勢,因為接頭的剛度必須非常高才能承受巨大的荷載。
2)管道焊接活動
石油和天然氣行業的管道焊接要求熟練5G和6G焊接姿勢。阿拉斯加跨州管道公司的一個案例研究研究如何有效運用這些焊接方法,確保焊接即使在劇烈波動和高溫環境下也能保持良好的抗應力性能。這些焊縫順利投入使用,無需擔心洩漏問題。
3)航空航太製造
鈦、鋁等大尺寸薄材料的焊接通常在工廠進行。例如,在航太活動中,5G焊接位置被用於焊接圓柱形燃料箱。因此,材料與焊接設備(包括手工焊接和機器焊接)的潤濕性至關重要,同時焊接現場的材料配合和對準也同樣重要,所有這些都直接影響最終產品的結構性能。
不同焊接位置所需的基本工具與設備
正確選擇合適的工具和設備對於在不同位置成功進行焊接至關重要。以下列出了區分不同焊接類型的主要要素,這些要素的重要性各不相同:
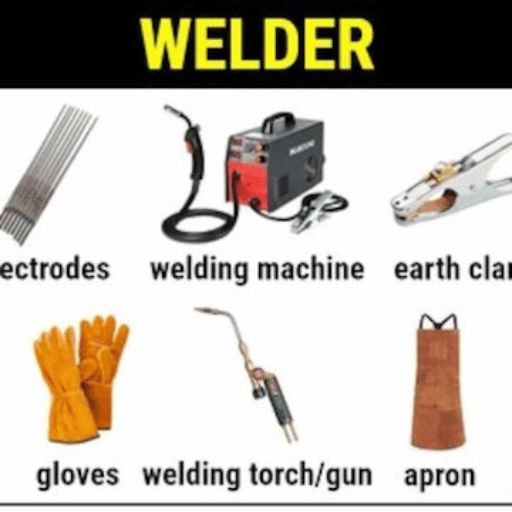
設備清單
- • 防護用具: 頭盔、安全手套、防火衣和呼吸器用自動變色濾鏡。
- • 焊接機: 多功能焊接機,可進行手工電弧焊 (SMAW)、熔化極氣體保護焊 (GMAW) 或氬弧焊 (GTW)。
- • 電極: 位置特定的桿,例如用於垂直/高空的 E7018。
- • 定位工具: 用於保持非正常位置穩定性的夾具、虎鉗、磁鐵和旋轉器。
- • 檢查工具: 用於完整性檢查的焊接量規和無損檢測設備。
推薦的焊接工具和耗材
選擇合適的焊接工具和耗材對焊接品質和生產效率至關重要。必不可少的工具包括適用於不同焊接工藝(氬弧焊、熔化極氣體保護焊或手工電弧焊)的焊機、高循環焊槍和優質焊鉗。此外,還必須選擇與母材和焊接工藝要求相符的配套耗材,例如焊條、焊嘴、焊劑或保護氣體。維修人員應重點選用耐磨耗材,例如焊嘴或焊襯。這些投入有助於延長焊接設備的使用壽命,並最大限度地減少停機時間。精心挑選的有效方案能夠顯著提高焊接質量,尤其適用於對安全性和耐用性要求極高的工業應用。
特定焊接位置的設備
為了提高焊接精度和效率,必須根據不同的焊接位置選擇合適的設備。在平焊位置,使用重型設備(例如重型焊接工作台、夾具和夾持式夾具)至關重要,以確保焊接操作的穩定性和良好的靈活性。對於仰焊,輕巧且符合人體工學設計的MIG焊槍、TIG焊槍以及其他任何此類設備都必不可少,它們可以最大限度地減少疲勞並提供良好的操作靈活性。立焊位置則需要使用具有高精度控制設定的可調電源來調節熱輸入和熔深。使用旋轉或定位設備可以為管道或圓柱體加工提供正確的焊接角度,從而確保焊接品質和均勻性。選擇合適的定位工具需要根據專案規格和材料特性進行深入分析。
安全裝備和注意事項
在任何焊接作業中,配備合適的防護裝備至關重要,以應對燒傷、紫外線輻射和有毒煙霧等風險。這些裝備包括自動變光焊接頭盔(用於保護眼睛和臉部)、阻燃手套以及由皮革或阻燃材料製成的厚重圍裙或夾克。根據污染物和通風情況,在通風不良且有害煙霧瀰漫的室內作業時,必須使用呼吸防護設備,例如動力送風式呼吸器 (PAPR) 或煙霧抽排系統。防滑鋼頭靴有助於保護雙腳。長時間使用高分貝工具時,需配戴聽力保護裝置。遵循這些規則有助於將風險降至最低,並有助於遵守美國職業安全與健康管理局 (OSHA) 的規定和各項行業標準。
參考資料
米勒焊接: 基本接頭焊接位置分解圖。
ESAB部落格: 主要關節的理論與準備。
EZG製造公司: 位置對焊接操作的影響。
焊接大師: 難度和方法指南。
弧光隊長博客: 焊接接頭位置的組成部分。
常見問題(FAQ)
四個是什麼? 主要焊接位置?
四種主要的焊接位置是平焊、橫焊、立焊和仰焊。
什麼是平焊位置?
平放位置是指工件平放,焊接面朝上,焊工在下方,這通常是初學者最容易掌握的焊接位置。
水平焊接位置如何?
水平焊接位置是指在垂直表面上進行焊接,需要更高的技巧來防止焊接下垂。
立焊位置如何?
立焊位置沿著垂直焊縫方向進行焊接,可以垂直向上焊接,也可以垂直向下焊接。
以及仰焊位置?
在焊工頭部上方進行焊接屬於高空焊接,因此是最困難的焊接位置之一。









{kind=link}
{kind=link}
{kind=link}
{kind=link}