
掌握焊接技能,必須了解焊接符號,這對於任何專業焊工或有志成為焊工的人來說都是至關重要的。在眾多符號中,坡口焊符號因其在結構和工業應用中實現牢固、精確的連接而備受重視,並被廣泛應用。然而,解讀這些符號有時頗具挑戰性,對於缺乏相關經驗的人來說更是如此。因此,本指南旨在揭開坡口焊符號的神秘面紗,以簡單易懂的方式解析其組成部分和用途。讀完本文後,您不僅會理解這些符號的重要性,還會了解它們如何提高焊接的精確度和效率。無論您是想精進技藝還是需要一些複習,本文都將助您焊接成功。
坡口焊接簡介
坡口焊縫的特點在於,它透過熔化焊料並將其澆注到預先準備好的焊縫坡口內,將金屬連接在一起。由於其強度高、可靠性強,坡口焊縫在建築和製造業中備受青睞。坡口焊縫可分為多種類型,包括單坡口、雙坡口和V形坡口,每種類型都適用於特定的用途,具體取決於材料厚度和接頭設計。坡口焊接仍然是結構穩定性的主要保障,因此廣泛應用於需要高強度連接的行業。
什麼是溝槽焊接?
溝槽焊接是一種焊接工藝 焊接中,邊緣 透過將熔融金屬澆注在預先準備好的凹槽或空腔中,將兩個金屬部件熔化並熔合在一起。這種方法能夠確保牢固且永久的熔合,因此在建築和製造等領域,它對於維持結構穩定性至關重要。
坡口焊符號的重要性
坡口焊縫符號對於透過技術圖有效傳達精確的焊接需求至關重要,並有助於確保相關各方(例如製造商、工程師和焊工)之間的溝通清晰一致。這些符號表示焊接類型、尺寸、形狀、位置等訊息,而這些訊息正是確保結構能夠承受荷載並符合設計標準的關鍵因素。坡口焊縫符號提供了一種通用的資訊呈現方式,從而最大限度地減少錯誤,簡化製造流程,提高生產效率,最終提升專案整體生產力。
常見焊接類型概述
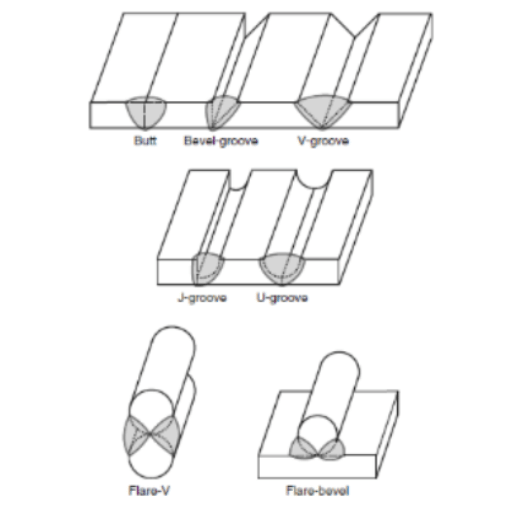
不同的焊接類型對連接的品質和實用性至關重要。最常見的焊接類型包括:對接焊,用於兩個部件的端對端連接;角焊,通常用於連接兩個直角表面;坡口焊,可實現更深的熔深和更高的強度,尤其適用於較厚的材料;以及塞焊或槽焊,透過孔洞連接重疊的部件。每種焊接類型的選擇都需仔細考慮設計規範、材料特性和用途,以確保結構具備所需的強度和性能。
了解焊接符號
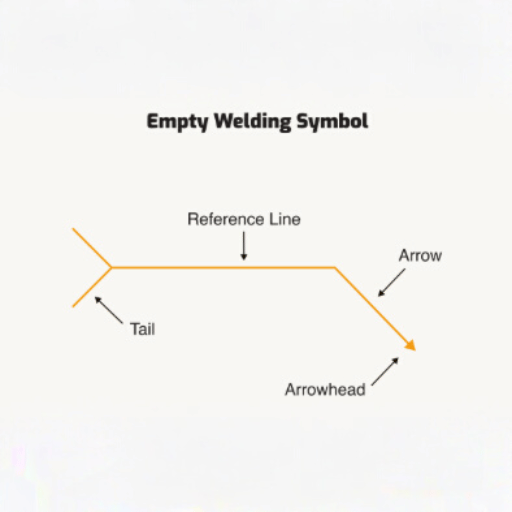
焊接符號是技術圖中普遍接受的表示焊接要求的方法。它們以簡潔的形式概括了焊接類型、尺寸、位置以及其他焊接成功標準等資訊。焊接符號由一條主線、一個指向焊接位置的箭頭以及有時用於添加具體說明的尾部組成。這種方法確保了焊接符號的清晰性和統一性,使焊工和工程師都能正確閱讀和應用圖面。
焊接符號的組成部分
焊接符號由三個主要部分組成:
- 參考線: 構成符號底部的水平線。它藉助各種字母和符號來指示要進行的焊接類型。
- 箭頭: 指示圖紙中焊接的精確位置,從而標記出要焊接的接頭或區域。
- 尾部(可選): 提供進一步說明或規範的地方,例如: 焊接類型 流程或其他細節。
所有這些要素共同構成了一種明確統一的溝通焊接要求的有效方式。
解讀坡口焊接符號
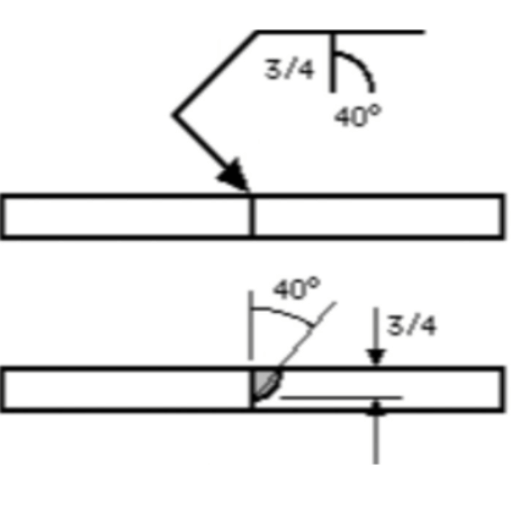
坡口焊縫符號指示了焊接所需的準備和操作,這些焊接通常用於連接兩種材料的邊緣。符號包含有關焊縫的完整信息,例如坡口類型(例如 V 形、U 形、J 形、方形)、焊縫尺寸、準備深度以及其他信息,例如根部開口或坡口角度。詳細資訊顯示在參考線上,修飾符和尺寸標註旨在使焊接過程更加清晰。正確讀取符號可確保依照設計和強度規格進行精確焊接。
坡口焊接符號範例
- V型坡口焊縫符號:
圖中所示為 V 形槽,這種槽常用於單道焊接可能不足以牢固焊接的厚材料。 - U型槽焊縫符號:
表示U形槽,對於厚截面材料,可提供更好的熔深和更小的焊縫體積。 - J型槽焊縫符號:
圖示為 J 形槽,通常用於焊接道數較少、準備工作較少的接頭。 - 方槽焊縫符號:
表示方形槽,適用於薄材料或邊緣處理可以忽略不計的情況。
所有符號均附有精確的尺寸和修飾符,提供完整的描述。這意味著焊接的準備和執行將非常可靠。
坡口焊接的類型
坡口焊縫根據接頭的結構和處理方式進行區分。主要分類如下:
這些類型的焊接有助於根據所需的強度以及接頭的結構來選擇接頭。
斜槽焊
坡口焊接工藝是將待連接材料的邊緣以一定角度(通常為“V”形或斜面)進行焊接,從而實現深熔焊。這種方法最適用於較厚的材料,因此因其強度高、耐久性好,被廣泛應用於各種結構和重型應用領域。
V型槽焊
V形槽焊接是在加熱前將兩塊金屬的邊緣加工成“V”形。這種結構能夠實現完全熔透,確保連接牢固,因此該方法適用於重型材料和建築工程。
U型槽焊接
U型槽焊是一種在焊接前將材料邊緣加工成“U”形的焊接工藝。這種設計旨在減少所需的焊絲用量,實現深熔和牢固的焊接結合,因此適用於厚板和高強度應用。
坡口焊接的關鍵參數
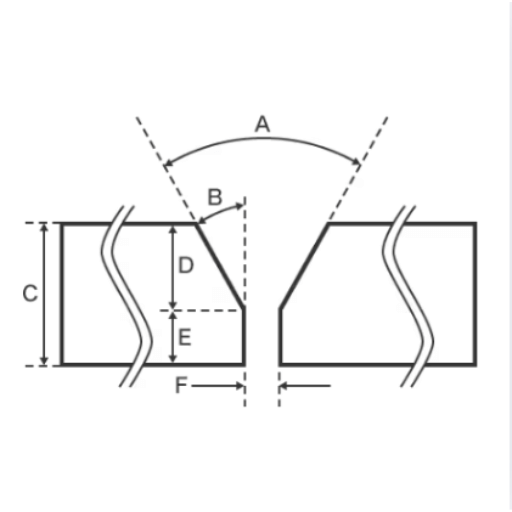
了解並控制關鍵參數對於獲得高品質的坡口焊接至關重要。以下參數對焊接性能有顯著影響:
- 溝槽角度: 這是待連接部件邊緣之間的角度。它會影響焊縫的熔深和焊縫的強度。
- 凹槽深度: 這是材料上開槽的深度,這也會影響所需填充材料的量。
- 根部開口: 這是工件邊緣在凹槽底部的空間,對於實現適當的熔合非常重要。
- 根麵: 這是凹槽底部的水平部分,有助於控制焊接深度。
- 填充材料: 這是在焊接過程中添加到凹槽中的材料,其選擇依據是與母材的相似性。
- 熱量輸入: 這是焊接過程中提供的總熱量,它會影響焊接接頭的品質和使用壽命。
透過精確控制這些因素,可以製造出效率、品質和強度均達到預期的坡口焊接。
溝槽角度及其意義
坡口角度對焊縫進入焊弧的難易程度和焊縫熔深起著至關重要的作用,從而保證了焊接品質。選擇合適的坡口角度能夠兼顧焊縫進入難易度和材料利用率。坡口角度過大會導致填充材料浪費,而坡口角度過小則可能導致熔合不足。選擇合適的坡口角度不僅可以形成強度高、壽命長的焊縫,還能減少焊接後缺陷,進而提高焊縫的結構完整性。
根管治療注意事項
焊縫根部開口(即接合處邊緣之間的間隙)是決定焊縫熔深和熔合程度的關鍵因素。合適的根部開口尺寸受焊接工藝、材料厚度和接頭幾何形狀的影響。過大的根部開口會導致焊縫金屬浪費,並可能造成焊縫下垂或燒穿等缺陷;而過小的根部開口則會導致熔深不足。因此,必須獲得適當的根部開口,才能獲得強度高、無缺陷且符合結構要求的焊接。
影響焊接品質的因素
焊接品質受多種因素影響,例如材料類型、接頭準備、焊接工藝、熱輸入以及焊工技能。選擇合適的材料並進行適當的接頭準備(包括清理和坡口處理)是焊接的堅實基礎。
採用一致的焊接技術並將熱輸入控制在最佳水平,可減少裂縫、氣孔或未熔合等缺陷的發生。此外,焊工的知識和操作精度對於獲得可靠且高品質的焊接至關重要。
常見問題(FAQ)
參考資料
- Open Oregon – 溝槽焊接符號: 描述了坡口焊接在對接接頭中的應用及其在焊接中的應用。
- TWI Global – 圖紙上焊接符號的應用: 討論了焊接符號如何從設計到生產中指示必要的焊接要求。
- 《結構雜誌》-常見的焊接符號誤用: 指出誤解溝槽焊接符號所導致的問題及其正確用法。
結語
掌握坡口焊符號是任何從事結構和工業應用的專業焊工或工程師的必備技能。透過理解焊縫符號的組成部分、識別不同的坡口焊接類型,並精確控制坡口角度、根部開口和熱輸入等關鍵參數,您可以確保焊接牢固、可靠且無缺陷。無論您是解讀技術圖還是現場焊接,這些全面的知識都能幫助您維持最高的品質和安全標準。請記住,持續的練習和對細節的關注會將這些符號從複雜的標記轉化為精密工程的自然語言,最終有助於提高焊接專案的結構完整性和成功率。









{kind=link}
{kind=link}
{kind=link}
{kind=link}