
等離子切割機的耗材——包括焊槍內部的電極、焊嘴、噴嘴、旋流環和防護罩——在正常使用情況下每隔幾週就會磨損,並決定切割效果的好壞。本指南彙整了組件結構、更換時間、與Hypertherm Powermax的兼容性、原廠配件與售後配件的對比以及延長使用壽命的參數,為您提供了一份即用型參考資料,助您應對這一變化。
快速規格:等離子切割機耗材
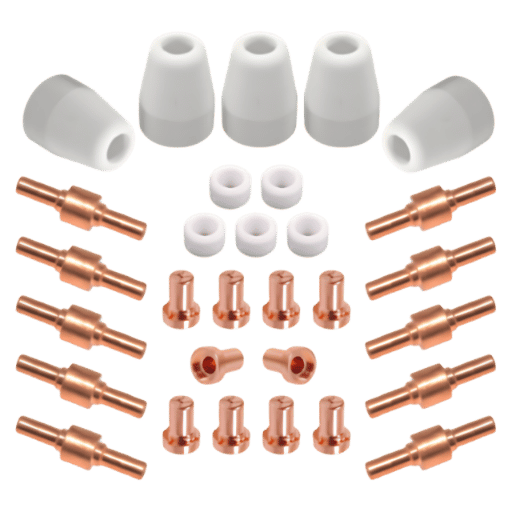
| 5 件套(手持式) | 電極 · 旋流環 · 噴嘴/尖端 · 固定帽 · 防護帽 |
| Hypertherm 基本零件壽命 | 電弧開啟時間為 1-2 小時;可穿孔數百次(如果護理得當,可穿孔 1,000 次以上)。 |
| 更換觸發坑深度 | 電極鉿射極上的 0.040–0.125 英吋(1.0–3.2 毫米) |
| 穿孔高度規則 | 1.5–2 × 切割高度(穿透過低是噴嘴過早損壞的首要原因) |
| 營運成本分攤 | 產業分析通常估計等離子切割總營運成本的 15% 至 25%。 |
| 標準參考 | AWS C5.2(等離子弧切割規範);ISO 9013:2024 修訂版 1(切割品質) |
等離子切割機耗材有哪些?

等離子切割機的耗材是指位於割炬頭內部的易損件-也是系統中唯一直接暴露於20,000°C高溫等離子流的零件。上游設備(電源、割炬本體、電纜組件)則可連續運轉多年;而割炬頭的五個端蓋每次電弧放電會造成材料損耗。
整個組件始於電極,電極是一個銅製支架,上面鑲嵌著鉿或鎢發射電極,用於承載直流負電荷並維持電弧。氣體流經旋流環繞過電極,旋流環將氣流旋轉成聚焦的等離子渦流。渦旋穿過噴嘴(有時也稱為尖端),精密孔口用於切割。防護罩用於阻擋飛濺物,而固定帽則用於保持整個組件的機械對準。 Hypertherm官方延長零件壽命參考 這種失效模式是這樣描述的:鉿射極「在電弧的熱量作用下逐漸被侵蝕…深度達到0.040至0.125英寸。當凹坑過深時,電弧會附著在銅支架上並將其熔化。」 這句話解釋了80%的耗材磨損物理現像以及大部分後續影響。
如果您剛開始了解等離子切割系統,我們的 等離子切割機工作原理指南 涵蓋上游部分。後續章節將重點放在易損件。
五種核心消耗品類型

每個零件都有其細微的功能、材質和故障路徑,而這些缺陷往往容易被誤認為是輕型零件。電極和噴嘴之間關係的混淆,通常是導致「全新」耗材套裝使用壽命縮短一半的主要原因。
電極
電極主體為銅,尖端鑲嵌鉿(有時是銀結合)合金。一些高階海寶(Hypertherm)電極採用名為 SilverPlus 或 Copper Plus 的銀結合合金,其摩擦焊接的銀/銅連接點使其使用壽命遠超過純鉿電極。鉿會向電流中釋放電子,並逐漸磨損,最終形成同心圓坑。圓坑的深度,而非只依賴電弧通電時間,才是判斷何時更換電極的最佳指標。
大多數等離子切割操作人員都會忽略一個隱性成本:當標準銅電極最終失效時,廢銅會噴入下游噴嘴,腐蝕噴嘴孔。而銀結合電極在壽命結束時產生的腐蝕性物質較少,因此也能保護噴嘴。對於需要持續進行高電流切割的操作人員來說,儘管銀電極的前期成本較高,但從實際成本計算來看,銀電極往往更具優勢。
噴嘴(尖端)
精密鏜削的銅製部件,其噴嘴孔徑必須保持尺寸上的圓形和同心度。等離子噴流穿過該部件,在旋流氣體邊界層的保護下,不會接觸銅壁。磨損表現為噴嘴倒角、內壁上氧化鉿的積聚,或者——在災難性事件中——電弧附著造成的「匙孔」狀凹痕。拖曳式噴嘴和精細切割式噴嘴分別是針對接觸切割和精細加工優化的噴嘴變體。
旋流圈
一個帶有傾斜孔的小型絕緣環,可以將等離子氣體引導至螺旋渦流。它很少像電極/噴嘴那樣“磨損”,而是會因熱循環而產生裂紋,或因空氣供應中的油和水分而堵塞。檢查孔是否有裂痕、電弧燒灼或積垢。焊炬維修技術人員通常遵循的經驗法則是,每更換五次電極就更換一次旋流環,除非損壞提前出現。
護盾帽(偏轉器)
它可以阻擋熔融金屬飛濺,防止內部組件受損。通常清洗後可以重複使用——海寶公司建議,防護罩“只有在出現物理損壞跡象時才應更換”,金屬飛濺物通常可以清除乾淨後重複使用。每次更換墨盒後丟棄防護罩會造成浪費。
固定帽
透過機械方式將焊槍疊層固定在一起。故障很少發生——通常是由於焊槍掉落或頻繁更換焊槍後未清潔導致螺紋磨損造成的。用棉花棒和電子接點清潔劑保持螺紋清潔;切勿塗抹油脂(油脂會在電弧室中燃燒)。
等離子切割機耗材可以使用多久?
搜尋引擎結果頁面幾乎從不直接提供答案: Hypertherm 公佈的最先進的空氣和氧氣等離子系統的基準是 1-2 小時的電弧開啟時間和數百次穿孔,精心運行的裝置在需要更換零件之前可以達到 1,000 次以上的穿孔。 這就是上限。實際的加工量取決於電流、材料厚度、氣體乾燥程度以及操作者的穿孔技術。
“對於最先進的空氣和氧氣等離子切割系統而言,正常部件壽命為1-2小時的通電時間和數百次穿孔。有些系統在需要更換部件之前,可以啟動1,000次或更多次。”
— Hypertherm 技術文檔,“延長部件和耗材壽命”
為了將此上限轉化為維護計劃,三個使用等級幾乎涵蓋了所有加工車間:
| 使用層 | 典型職責 | 全端更換週期 | 穿孔數量指導 |
|---|---|---|---|
| 重工業 | 每日,4小時以上電弧開啟,混合電流 | 每3-5週 | 200–600 個穿孔/堆疊 |
| 介質製造 | 每日,1-3小時開弧 | 每6-8週 | 400–800 個穿孔/堆疊 |
| 輕型/嗜好 | 每週間歇性使用,每週持續使用時間少於 1 小時 | 每 3-6 個月 | 根據檢查需要 |
大多數焊接論壇上的從業人員都提到一條經驗法則:每焊接10-20小時就更換整套焊絲,但這混淆了焊條壽命(較短)和焊絲壽命(較長)。更嚴謹的做法是記錄每台焊機的穿孔次數,並根據每個部件的壽命單獨更換焊絲,而不是整套更換。
以電流計算,Hypertherm電極可以用於多少次穿刺?
海寶公佈的零件壽命範圍與電流強度成正比。在較低電流(30–45 A)下手工切割6–10 mm厚的低碳鋼時,每個電極通常平均可進行500–1,000次穿孔。在較高電流(85–105 A)下機械切割較厚鋼板時,由於每次穿孔都會向射極注入更多能量,因此穿孔次數會降至200–400次。 SmartSYNC SYNC系列焊槍可將機械切割的穿孔次數增加約2倍,手工切割的穿孔次數提高至多5倍。 根據Hypertherm的SmartSYNC規範.
磨損跡象:何時更換每個零件

拆下組件並讀取零件資訊只需 60 秒,卻能避免數月的返工。 Hypertherm 的故障排除框架將故障分解為三種診斷場景,外加一種隱藏的第四種場景:
- ✔
案例 1 — 電極和噴嘴均嚴重磨損: 電極先失效,銅屑噴入噴嘴。檢查冷卻液流量(水冷式焊炬:用桶測試回流管路)、氣體流量和氣體乾燥度。電極上的黑色殘留物表示空氣供應受到污染。 - ✔
案例 2—電極看起來很新,噴嘴已損壞: 噴嘴雙弧放電。內部損傷(「匙孔」槽)= 等離子室壓力過低(檢查氣體管路是否有洩漏)。外部損傷 = 穿孔高度過低或焊槍拖曳板材。 - ✔
案例 3 — 電極凹坑很深,噴嘴完好: 等離子體氣體流速過高;過強的旋流導致鉿射極燃燒異常迅速。 - ✔
隱藏案例 4 — 兩個零件看起來都完好無損,但手電筒卻無法點火: 預流過程中等離子體壓力過高導致啟動困難。零件本身沒問題,但氣體調節器損壞了。丟棄完好的耗材是車間最常見的浪費現象之一。
不同來源對凹坑深度閾值的定義各不相同。 Hypertherm 官方給出的磨損範圍為 0.040–0.125 英吋(1.0–3.2 毫米)。為了確保切割質量,現場實踐中通常會在更早的磨損深度(約 1.0–1.6 毫米)時進行更換。行業指南通常建議在切割品質至關重要的情況下,將 1/32 英吋(0.79 毫米)作為保守的觸發閾值。如果公差預算較小,則應使用更嚴格的閾值。
Hypertherm Powermax 相容性快速參考

Powermax是加工車間中主流的手持式等離子切割平台,而Hypertherm公司則並行運作兩大系列的耗材:用於舊款機型的傳統五件套耗材,以及用於SYNC系列機型的新型單盒式SmartSYNC耗材。兩者混用是行不通的——因為它們的割炬幾何形狀不同。
| Powermax 型號 | 消費品系列 | 顯著特徵 |
|---|---|---|
| Powermax30 AIR / 30 XP | 傳統五件套裝(低功率) | 拖曳式刀尖較為常見;適用於 3/8 英吋(10 毫米)及以下的切割深度。 |
| Powermax45 / 45 XP | 傳統五件套裝 | 適用於 1/2 英吋(12 毫米)低碳鋼 |
| Powermax45 同步 | SmartSYNC 單盒 | 與傳統方式相比,手工切割耗材的使用壽命可延長至5倍。 |
| Powermax65 / 65 同步 | 傳統五件組或 SmartSYNC(視型號而定) | ¾ 英吋(20 毫米)鑿削/切割;SYNC 版本可提供約 2 倍的機械壽命 |
| Powermax85 / 85 同步 | 傳統五件組或 SmartSYNC | 1 英吋(25 毫米)切割;SYNC 製程在 2025-2026 年晶圓廠中的應用日益普及 |
| Powermax105 / 125 | 傳統五件套(重型) | 高電流連續工作;建議使用 SilverPlus 電極 |
SmartSYNC 的缺點在於前期成本較高:雖然耗材盒取代了五個獨立零件,但每個耗材盒的價格高於同等規格的五件套耗材。對於每天使用手持焊槍作業超過 3 小時的車間來說,90 天內 SmartSYNC 通常更具性價比——耗材壽命更長,更換時間更短(不到 30 秒,而傳統耗材大約需要 2 分鐘)。對於偶爾使用的用戶,傳統的五件式耗材仍然是更合理的選擇。在選擇耗材系列之前,為了更了解 Powermax 是否適合您的應用,請參閱我們的詳細評測。 CNC等離子切割機選擇標準 而且更廣泛 重新調整等離子切割機產品線.
原廠配套 (OEM) 與售後市場:真實成本與性能
售後市場等離子切割耗材——第三方電極、噴嘴和防護罩套件——的價格通常比原廠配件低 20% 到 40%。真正的問題在於使用壽命的差異,而誠實的答案是,不同售後品牌之間的差異巨大。信譽良好的售後市場廠商(例如 PrimeWeld、Forney 和 Harris 等)通常能提供原廠配件 70% 到 90% 的使用壽命。而低端無名品牌的配件使用壽命可能只有原廠配件的 30% 到 50%,而且噴嘴孔徑公差不穩定,在配件磨損之前就已經嚴重影響切割品質。
| 因子 | OEM(海寶原廠正品) | 優質售後市場 | 預算型售後市場 |
|---|---|---|---|
| 成本與原廠基準對比 | 60-80% | 30-50% | |
| 與 OEM 基準相比,使用壽命更短 | 70-90% | 30-50% | |
| 切割品質一致性 | 嚴格的孔口公差 | 良好,但取決於批次 | 不穩定,有時與新機規格不符。 |
| 保固影響 | 全面涵蓋Hypertherm | 可能導致手電筒保固失效 | 使保固失效 |
- 輕型嗜好(≤40 A,週末使用): 信譽良好的售後市場產品即可。使用壽命的絕對時間差異很小。
- 中等日發電量(45–65 A,1–3 小時電弧開啟): 中價位的售後市場產品可以接受;避免購買不知名品牌的廉價套裝。計算每次穿孔的單次換班成本,而不是每個零件的成本。
- 重載連續電流(≥85 A,4 小時以上電弧通電,機械化): 僅限原廠配套-如有SilverPlus/Copper Plus焊條,請使用後者。廉價售後市場產品切割品質參差不齊,會增加返工成本,抵銷零件本身的優惠。
不同品牌的等離子切割機耗材可以互換嗎?
不——而且答案幾乎適用於所有焊炬系列。 Hypertherm Powermax 的耗材不適用於 Miller Spectrum 或 Lincoln Tomahawk;ESAB CutMaster 的零件也不適用於 Forney Ignite 焊炬。焊炬頭的機械結構和歐姆接觸點都是特定型號焊炬所特有的。雖然 Powermax 系列和 SmartSYNC 生態系統存在「Hypertherm 式」的售後耗材,但它們仍然是 Hypertherm 平台的零件。跨品牌互換耗材會立即損壞噴嘴,並可能導致雙方焊炬的保固失效。
如何最大限度地延長耗材壽命:經過實務檢驗的方法

海寶的 10個常見的等離子弧切割錯誤 這份清單列出了所有會悄悄縮短零件壽命的捷徑。其中五種做法能帶來最顯著的改善:
- 電流應與噴嘴額定電流相符。最佳切割品質和零件壽命通常在噴嘴額定電流的 95% 左右時獲得。電流過低會導致切割粗糙;電流過高則會顯著加速噴嘴磨損。
- 將穿孔高度設定為切割高度的 1.5 至 2 倍。穿孔高度過低——這是海寶焊槍噴嘴過早失效的首要原因——會導致每次穿孔時熔融金屬回流到噴嘴孔內。使用經過驗證的焊槍高度控制和保持安全距離的方法。
- 每日檢查氣體壓力和乾燥度。預流期間過高的等離子體壓力會導致啟動困難;受污染的壓縮空氣會顯著縮短電極壽命。在焊槍出口進行紙巾測試(無水分、無油污)可以免費發現大多數污染問題。
- 應該進行檢查而不是按計劃更換。按計劃更換會丟棄仍有使用壽命的零件,並且會錯過因不符合規格而導致的早期故障。應該在切割品質發生變化時才進行更換,而不是在固定日期更換。
- 保持螺紋清潔。組裝時,可用棉花棒沾取電子接點清潔劑或過氧化氫擦拭。切勿在 O 型環上塗抹油脂-油脂會在電弧室中燃燒,損壞焊槍內部結構。
在生產運作中,對於電極壽命而言,穿孔高度比電流選擇更為重要。海寶建議穿孔高度應為建議切割高度的 1.5 至 2 倍;即使電極是全新的,穿孔高度低於切割高度也會導致熔融金屬在前 100 次穿孔內沉積在噴嘴表面。應設定穿孔延遲時間,使等離子體在開始運動前完全轉移——對於厚度不超過 12 毫米的低碳鋼,典型值為 0.4 至 0.8 秒(參考: AWS C5.2 §5 等離子弧切割和刨削建議操作規程(切割品質驗收等級符合 ISO 9013:2024 修訂版 1)。有關滿足這些參數的合適尺寸的空氣供應,請參閱我們的說明。 將空氣壓縮機與等離子切割機匹配.
切割品質問題源自於耗材磨損

當切割出現問題時,故障模式指向某個組件。下表列出了五種最常見的症狀及其最可能的故障點——拉取堆疊進行確認比在切割程序中查找問題要快得多。切割品質驗收範圍如下。 ISO 9013等離子切割通常被歸類為 2 級尺寸公差。
| 傷口症狀 | 最可能的原因 | 第一行動 |
|---|---|---|
| 粗糙或倒角的頂部邊緣 | 噴嘴孔口擴大 | 檢查噴嘴倒角情況;如果呈橢圓形,則更換。 |
| 底部邊緣浮渣過多 | 電極壽命結束或速度過低 | 檢查電極坑深度;根據電流圖表驗證切割速度 |
| 斜切面(傾斜角度>5°) | 磨損的旋流環或偏心電極 | 更換旋流環;檢查電極就位狀況 |
| 寬切口,低邊緣精度 | 噴嘴孔徑過大或速度過低 | 更換噴嘴;檢查切割速度 |
| Arc啟動失敗;“斷斷續續地發出嘶嘶聲” | 啟動困難是由於預熱壓力過高造成的(零件可能沒問題) | 在確定消耗品已失效前,請先降低等離子氣體壓力。 |
操作人員常常會本能地用大量新耗材來解決品質問題。但如果能養成先取出所有零件並仔細閱讀的習慣——通常只需60秒——就能在問題出現的最初跡像出現時就發現大部分情況,避免「只要發現不對勁就全部更換」這種浪費成本的壞習慣。
產業展望:2025-2030年等離子耗材市場

2025年等離子切割炬及耗材市場規模約1.54億美元,預計2031-2033年將達2.45億至26億美元。三家獨立的市場研究機構預測,該市場的複合年增長率將在20%至20%之間。 4.5%和6.6% 在預測視窗期內。 IntelMarketResearch的等離子弧切割系統展望 預計 2024 年更廣泛的切割系統市場規模為 1.909 億美元,到 2031 年將達到 2.595 億美元。成長穩定,而非爆發性成長——這意味著到 2030 年,耗材庫存規劃不會面臨繁榮與蕭條的風險。
對於現在計劃購買設備的買家來說,以下三項技術變革至關重要:
- SmartSYNC 墨水匣的普及化已成為主流。 Hypertherm 的單墨盒 SmartSYNC 取代了 Powermax 45/65/85 SYNC 電弧切割機上傳統的五件組墨盒,手工切割壽命延長至五倍。 2026 年起,所有 Powermax 新購機型(入門級以上)均預設配備 SYNC 墨盒——對於每天開機時間超過 3 小時的電弧切割店來說,前期投入的墨盒費用可在三個月內收回成本。
- 適用於高負荷應用的銀焊電極。 Hypertherm 的 SilverPlus 和 Copper Plus 電極採用摩擦焊接的銀/銅連接點,可將電極壽命延長近一倍,並減少下游噴嘴的損壞。適用於 85–125 A Powermax 系列的主流產品;可指定用於任何連續機械化切割生產線。
- 物聯網配戴感測器耗材-2027 年及以後。嵌入式配戴監測技術截至 2026 年仍處於商業化前期階段。現在不要為所謂的「智慧耗材」支付高價——量產級產品的推出還需要一到兩年時間。
在標準方面, ISO 9013:2024 修訂版 1 更新了涵蓋等離子切割、氧燃料切割和雷射切割的熱切割分類標準。用於受監管產業(壓力容器、結構鋼)的切割應參考 2024 年修訂版,而非 2017 年版。 AWS C5.2 等離子弧切割和刨削建議實踐 仍然是流程方面的參考文件,自 2001 年以來一直沒有修訂——仍然是美國方面的權威實踐文件。
常見問題
Q:20安培的等離子切割機能切割多厚的鋼板?
看答案
Q:等離子切割機的耗材可以清洗後重複使用嗎?
看答案
Q:業餘愛好者和工業用途的等離子切割機耗材是否相同?
看答案
問:如何儲存血漿耗材以防止污染?
看答案
Q:與瓶裝壓縮空氣相比,市售壓縮空氣是否會縮短耗材壽命?
看答案
Q:什麼是 SmartSYNC 唱頭?升級到 SmartSYNC 唱頭值得嗎?
看答案
如何配置等離子切割機?
耗材的選擇在機器下游進行。如果您正在為新的等離子切割系統(動能式、管道式或數控工作台式)選型,我們會根據您的板材厚度、工作週期和材料組合進行配置。
關於本等離子切割機耗材參考
本耗材參考資料摘自海寶官方延長零件壽命及SmartSYNC文件。 AWS C5.2 等離子弧切割和刨削建議實踐參考了 ISO 9013:2024 切割品質分類標準以及三份獨立的 2025-2026 年市場調查報告。文中引用的從業人員見解均來自焊接論壇,並已進行轉述。 RESIZE 工程團隊已對其等離子切割機規格背景進行了審核——歡迎透過 official@resizeglobal.com 提供回饋或更正。
參考文獻和來源
- 延長零件和耗材壽命 — Hypertherm 技術文檔
- 10種常見的等離子弧切割錯誤 — 超熱能
- SmartSYNC 手電筒和耗材 — Hypertherm Powermax
- AWS C5.2 — 等離子弧切割和刨削建議操作規程 — 美國焊接協會
- ISO 9013 — 熱切割分類 — 國際標準化組織(2024 年修訂版 1)
- 等離子弧切割系統市場展望(2025-2032年) — 英特爾市場研究
- 工業等離子切割炬耗材市場研究 — 成長市場報告









{kind=link}
{kind=link}
{kind=link}
{kind=link}