
快速規格—等離子切割鋁
| 等離子體容量(鋁) | 1 毫米 – 6 吋(0.04 吋 – 152 公釐) |
| 典型電流範圍 | 45 A(片狀)– 260 A(1吋以上板狀) |
| 可達到的容差 | ±0.015″ – ±0.020″ (±0.4 – 0.5 mm) |
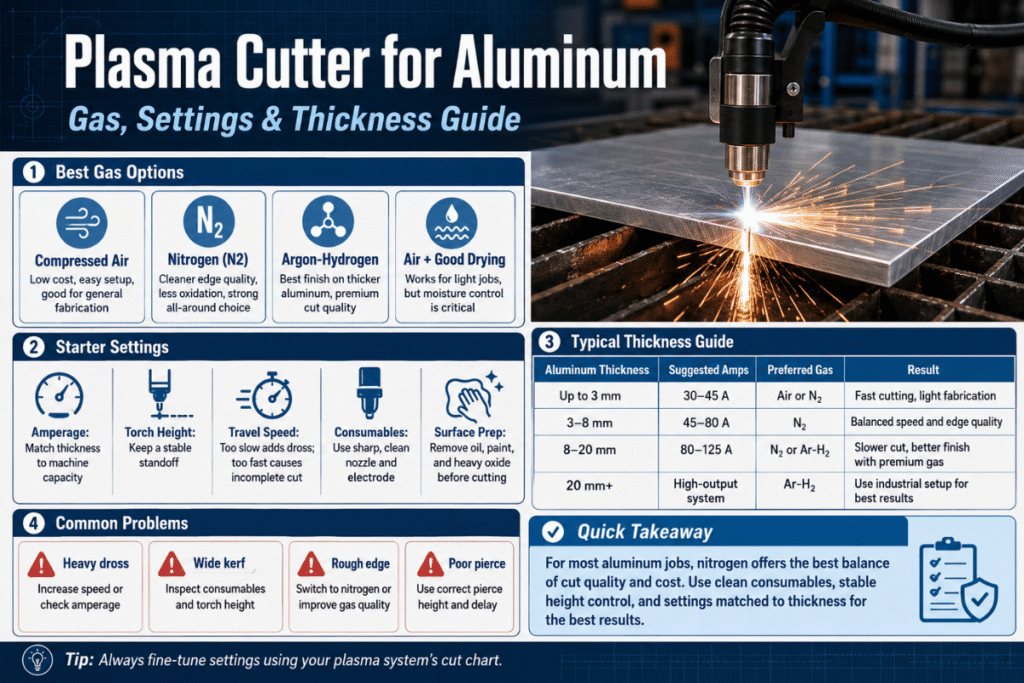
| 建議的等離子氣體(<5毫米) | 氮(N₂)等離子體 + N₂ 或空氣屏蔽 |
| 建議的等離子氣體(>6 毫米) | N₂等離子體+水屏蔽層(N₂/H₂O) |
| 建議的等離子氣體(>20 毫米) | H-35(35% H₂ / 65% Ar)等離子體 + N₂ 屏蔽層 |
| 水下切割 | 使用曝氣機並進行訓練是可行的。 決不 適用於鋁鋰合金。 |
可以用等離子切割機切割鋁嗎?可以——以下是真實答案
是的。現代的 Powermax/Forsyth 式平板等離子切割機可以對鋁材進行寬範圍切割。等離子切割機不能切割鋁材的說法已經過時,可以追溯到 00 年代初期的 Tellurian 設備,當時的設備控制方式和氣體選擇都非常有限。在過去的十年裡, 熱療ESAB、Lincoln 和 Miller 的切割機處理鋁材的切割品質可與雷射切割媲美,而營運成本卻不到雷射切割的一半(如上所示),或可以與水刀切割幾乎任何合金,而營運成本也大致相同。
等離子切割機真的能切割鋁嗎?
誠實回答:比大多數加工商預期的要好,但有三點需要注意。首先,表面光潔度完全取決於保護氣體的選擇:僅使用空氣的等離子切割會留下粗糙、暗淡且表面氧化層覆蓋的邊緣,需要在焊接前進行返工。其次,邊緣公差比雷射切割寬鬆(根據《加工商》雜誌公佈的行業數據,等離子切割為 0.015-0.020 英寸,雷射切割為 0.005 英寸);雖然對於拖車、鐵路車輛、軍用車輛裝甲和大多數焊接件來說已經足夠,但對於許多對精度要求極低的航空航天加工來說似乎不夠。第三,水切割可能需要氫氣抑制系統,否則鋁鋰合金可能會爆炸。
對於拖車、船舶、運輸、軍事、汽車和結構製造中常用的合金(例如 5052、6061 或 5083)的加工,等離子切割機幾乎總是最佳選擇。產業數據顯示,Resizeweld 等離子切割機近期在該領域的應用與該領域其他領域的應用重疊。有關該技術的入門知識,請參閱… 什麼是等離子切割機.
氣體選擇:空氣、氮氣、氬氦混合氣還是H-35?按厚度劃分的決策矩陣

選擇合適的氣體至關重要。如果使用錯誤的氣體,就會留下粗糙的氧化邊緣,即使操作人員技術再高超也無法改善,這是無法接受的結果。等離子切割和保護氣體。這是所有使用無氯等離子切割的車間都必須掌握的兩種不同的氣體流動方式。以下是車間經理如何針對鋁材進行氣體調整的方法。
等離子切割鋁板時會使用什麼氣體?
對於厚度小於 5 毫米(約 0.2 英吋)的鋁板,等離子切割和氮氣保護(N/N 製程)都能產生最清晰的焊接邊緣。使用 Powermax 型空氣等離子切割機操作簡便,但每週需要消耗價值 30 美元的兩到三個氮氣罐,以節省一個小時的返工時間。 ESAB 等離子切割業務經理 Bob Fernicola 表示,這很值得,「只要選擇合適的氣體,就能用等離子切割法在鋁板上獲得非常漂亮的邊緣」。
| 鋁厚度 | 等離子氣體 | 保護氣體 | 最適合 | 權衡 |
|---|---|---|---|---|
| 小於 5 毫米(小於 3/16 英吋) | 空運 | 空運 | 成本最低,粗略工作 | 氧化邊緣,焊接前需返工 |
| 小於 5 毫米(小於 3/16 英吋) | 氮 | 氮 | 邊緣最乾淨,可直接焊接 | 瓶裝瓦斯成本 |
| 6–12 毫米(¼–½ 英吋) | 氮 | 水(H₂O) | 表面光滑,每平方英尺成本低 | 需要具備防水功能的焊槍 |
| 12–20 毫米(½–¾ 英吋) | H-35 或 H-2 混合物 | 氮 | 高能量密度,深切 | 含氫氣體,無地下水位 |
| > 20 毫米(> ¾ 吋) | H-35 | 氮 | 厚板,結構 | 天然氣成本最高,需培訓 |
| 任何(避免) | 氧氣/F5 | 僅限低碳鋼/不銹鋼 | 鋁材表面處理粗糙,請勿使用 |
切割圖源自製造商的切割圖指南(Hypertherm Powermax 和 XPR 系列,ESAB 等離子技術公告)。 AWS Z49.1 焊接、切割及相關製程安全在任何氣體中進行等離子切割都需要局部機械通風。有關空氣等離子應用,請參見 等離子切割機用空氣壓縮機 尺寸指南。
請務必先參考機器使用手冊中的切割圖表來確定精確的厚度,然後再進行微調。製造商提供的切割圖表是針對特定耗材套裝進行校準的-電流偏差超過建議值的10%會加速耗材的磨損。
鋁板厚度限制:從 1 毫米薄板到 6 英吋厚板
等離子切割機以電流等級出售,電流等級決定了機器可以切割多厚的鋁材。 ASTM B209鋁板是指厚度為 0.250 英吋(6.35 毫米)及以上的平板產品;較薄的板材稱為薄板。厚度下限也很重要-低於 1 毫米時,等離子切割的寬切縫和高熱輸入會使工件變形的程度大於切割效果。此外,合金的選擇也會進一步影響實際所需的電流範圍。
50A等離子切割機能切割多厚的鋁板?
一台45-50安培的空氣等離子切割機,例如Hypertherm Powermax 45,在生產條件下可以乾淨利落地切割厚度達約12毫米的鋁材,並穿透厚度達8毫米(5/16英寸)的鋁板。超過這個厚度,電弧開始減弱,熔渣難以控制,耗材壽命也會急劇下降。對於較厚板材的常規加工,生產車間通常會升級到65安培或85安培的切割機。
| 電流等級 | 生產剪輯 | 穿刺能力 | 最佳鋁材應用 |
|---|---|---|---|
| 45A | 最大 12 毫米(½ 英吋) | 8毫米(5/16英寸) | 暖通空調、標示、燈具製造 |
| 65–85 安 | 最大 22 毫米(⅞″) | 16 毫米(⅜″) | 拖車、運輸、船舶 |
| 105–130 安 | 最大可達 38 毫米(1½ 英吋) | 25毫米(1英寸) | 結構、軍事、鐵路車輛 |
| 200–260 A(X 定義) | 最大可達 152 毫米(6 吋) | 75毫米(3英寸) | 厚板模架 |
📐 工程筆記 — 合金會影響電流校準
5052-H32 和 6061-T6 的切削特性基本上相同,但 6061 的熱導率更高(根據行業交叉參考數據,6061 為 167 W/mK,而 5052 為 138 W/mK),這意味著切割區域的熱量散失更快。在厚度接近極限時,為了避免出現未熔合邊緣,6061 可能需要比 5052 多 5-10% 的電流或更低的切割速度。 5083 船用鋼板的特性與 5052 類似。如果要在已經達到機器極限厚度的鋼板上更換合金,請務必先進行試切。
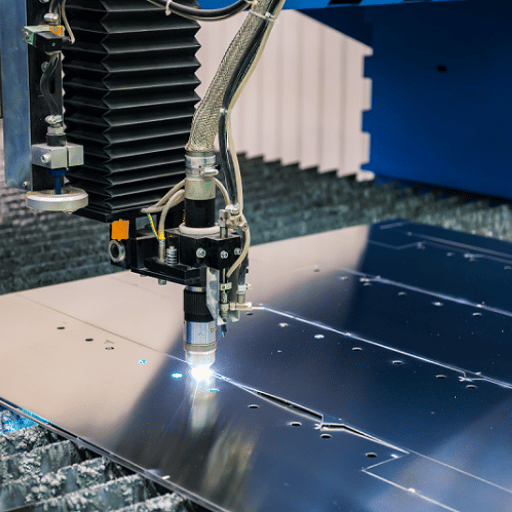
鋁材等離子切割機設定:電流、速度和支架距

鋁材切割品質主要受三個因素影響:電流、切割速度、割炬離地高度(在自動化系統中,割炬離地高度透過電弧電壓間接設定)。如果這三個因素的比例合適,就能切割出直角邊緣,且熔渣極少。如果比例不當,則會切割出斜面、氧化嚴重、熔渣堆積的毛病,需要先進行打磨才能進行後續加工。
電流:根據製造商提供的切割圖表,選擇您所需切割厚度下允許的最高電流。更高的電流意味著更快的切割速度、更小的熱影響區寬度和更少的變形。現場操作人員報告稱,在自動化系統中,使用最大電流幾乎總是正確的——只有手動切割需要降低設置,以適應人手的切割速度。
行進速度:以最快的IPM/TS(工件下方火花流相對於焊槍方向的速度)運行,使飛濺的火花終止於焊槍方向後方約15-30毫米處。如果飛濺的火花直接向下射向焊槍前方或遠遠超過焊槍軌跡,則應降低速度——表面無熔渣、切縫變寬和邊緣熔化——這是切割速度過慢的跡象。如果電弧向上擠壓噴嘴,則應提高速度—切割不完整。在鋁板上手動運行速度約為10-15 IPM(250-350毫米/分鐘)。
CNC 和協作機器人持續在同一片板材上以 >100 IPM(2,500+ 毫米/分鐘)的速度運作。
墊片高度和穿孔高度。在絕大多數 Powermax 型機器上,切割墊片高度設定在工件上方約 1.5 毫米(0.060 英吋)處。穿孔高度應為切割高度的 1.5-2 倍(經驗法則為 2.3-3.0 毫米),以防止熔融鋁回流到噴嘴並腐蝕耗材。
在Powermax型系統中,電壓會隨著焊接距離的增加而增加。對於配備自動電弧電壓高度控制功能的機器,設定目標電壓後,控制系統即使在焊接翹曲或不平整的板材時,也能確保恆定的焊接距離。
對於低碳鋼,可以使用拖曳式切割(將噴嘴放在工件上)配合拖曳式切割耗材:不應用於鋁材-柔軟黏稠的熔體堵塞噴嘴,僅延長耗材壽命 20-40%。
鋁材加工:等離子切割、雷射切割、水刀切割:各有優勢
鋁材加工中等離子切割、光纖雷射切割或水刀切割的選擇是一項採購決策,它將影響未來十年的每英尺成本、邊緣品質和產能上限。每種工藝在廣泛的加工範圍內都有其獨特的應用場景。下表使用了交叉引用的值。 製造商的“誤解”文章和當前製造商規格。
| 多樣看板 | 血漿 | 光纖激光器 | 水刀 |
|---|---|---|---|
| 最大鋁厚度 | 152毫米(6英寸) | 約 19 毫米(¾ 英吋) | 200 毫米(8 吋)+ |
| 邊緣公差 | ±0.015–0.020″ | ±0.005“ | ±0.003“ |
| 切割速度(6 毫米鋁) | 快 | 快 | 放慢 |
| 每英尺成本(6毫米鋁) | 低 | 媒材 | 高(磨蝕性) |
| 熱影響區 | 中度 | 窄 | 無(冷切肉) |
| 資本投資 | 低 | 高 | 媒材 |
如果大量生產鋁材時,切割邊緣厚度超過 0.020 英吋(約 0.5 毫米),且不介意(或能夠承受)邊緣厚度為 0.020 英吋(約 0.5 毫米),且預算有限,無法購買光纖雷射切割機,則應選擇等離子切割。如果需要加工大批量、高精度的板材,則應選擇雷射切割。如果無法提供熱輸入(例如接近最終回火狀態的熱處理合金、複合包覆鋁材),或材料厚度超過 6 英吋(約 15 公分),則應選擇水刀切割。
如需進一步進行並排比較,請參見 等離子切割與雷射切割 以及 雷射切割、等離子切割和水刀切割.
切割品質:熔渣、氧化和邊緣公差-哪些可以實現,哪些無法實現
等離子切割鋁材,在薄板上無法達到雷射切割邊緣的質量,但在板材上,只要氣體流量、電流和切割速度設定得當,就能達到焊接就緒的質量。實際上,幾乎所有切割缺陷都是由以下四個原因之一造成的。下面的診斷圖表列出了每種缺陷的根本原因和解決方法。
為什麼我的等離子切割機無法乾淨俐落地切割鋁材?
80-90% 的清潔度投訴都源自於以下四個面向:氧化粗糙的表面(氣體問題)、嚴重的熔渣(速度或電流問題)、過大的倒角(支架或電流問題)或多孔的邊緣(氣體或速度問題)。如果您查看《實用機械師》和 Miller 社區的一些行業論壇數據,您會發現熔渣更容易出現在 3/32 英寸(2.4 毫米)厚的鋁板上,這是因為操作員為了“美觀”而將電流設置得太低,或者為了“避免變形”而將速度設置得過高。
| 症狀 | 可能的原因 | 固定 |
|---|---|---|
| 粗糙的氧化黑色邊緣 | 鋁材空氣等離子 | 切換至 N₂/N₂ 或 N₂/H₂O 工藝 |
| 切口底部的熔渣焊接(低速熔渣) | 行駛速度過慢或電流過高 | 提高轉速 10-15% 或降低電流一個檔位 |
| 表面浮渣飛濺(高速浮渣) | 行駛速度過快或電流過低 | 降低轉速10-15%或提高電流 |
| 斜角過大(一側外擴) | 隔離電壓過高(電壓過高) | 降低焊槍電壓,重新校準AVHC電壓 |
| 多孔、不適於焊接的邊緣 | 氫氣污染或氣體混合物不合適(厚度不合適)。 | 根據厚度圖表核對氣體組合;檢查保護氣體純度 |
| 彎曲鋼板上的切割不一致 | 在不平整工件上使用固定高度焊炬 | 啟用電弧電壓高度控製或使用具有感測功能的協作機器人 |
事實上,對於焊接級板材邊緣,等離子切割在絕大多數生產作業中確實可以媲美雷射切割。 Hypertherm公司機械化系統工程經理Aaron Brandt表示:「借助最新的高性能等離子切割系統,我們對各種厚度和材質的板材都能保持極佳的公差。鋁材的角度偏差控制得非常好,甚至比低碳鋼和不銹鋼還要好。」就現場實踐而言,過去十年結構加工廠和軌道交通加工廠的經驗也印證了這一點。
地下水安全:氫氣陷阱(以及如何避免它)
這是個鮮為人知卻又至關重要的環節,直到它帶給你麻煩。在水冷式等離子切割機上切割鋁材時,氫氣會以極高的速度噴射出來,並在工件下方形成易爆的氫氣氣穴。氧化鋁(落入水中的熔渣顆粒)會與氫氧根離子(HO)中的氧產生化學反應,留下遊離的氫氣。氫氣以小氣泡的形式逸出——通常無害——但當設計不合理的水冷式切割機在板材下方和浸沒式腔室中形成氣穴時,一旦切割穿透未支撐的部分,電弧接觸到氫氣氣穴,就會發生爆炸。
切勿在有水的情況下進行鋁鋰合金(Al-Li)等離子切割-無論是在潮濕的檯面上、使用防水罩或在潮濕的地面上。鋁鋰合金極易發生反應。 Hypertherm 和 ESAB 的安全文件均對此觀點一致。
根據ESAB技術人員的記錄,典型的事故場景如下:一名操作員裝載鋼板,提升水位,切割部分零件,然後結束工作。只要鋼板仍浸泡在水中,氫氣往往會在其下方積聚。當下一位操作員刺穿鋼板時,電弧會引燃積聚的氫氣,引發爆炸,造成鋼板損壞和嚴重的傷亡風險。
真正有效的緩解措施,依可靠性排名:
- ✔
曝氣系統 — 工作台底部的穿孔管陣列可持續輸送壓縮空氣氣泡幕,防止氫氣囊形成。這是成本效益最高的控制方式。 - ✔
氣泡消音器 — 安裝在火炬上的附件,它透過內部噴嘴輸送空氣,透過外部噴嘴輸送水,攪動周圍的水,防止積水。 - ✔
離心分離水過濾 (例如,Ebbco GRS 級系統)—透過噴嘴泵水,在鋁顆粒繼續產生氫氣之前將其去除,並保持浴槽攪拌。 - ✔
操作紀律 — 切勿將鋁板浸泡在水中過夜;切割前降低和升高水位,以消除積聚的氣泡;對操作人員進行化學方面的訓練。
除了氫氣之外,在任何混合氣體中進行等離子切割都是公認的會產生煙霧的過程。 美國職業安全與健康管理局 (OSHA) 關於控制焊接過程中有害煙霧和氣體的概況介紹等離子切割與氧乙炔切割和釬焊屬於同一煙霧控制類別。 AWS Z49.1 標準規定,在有人居住的空間進行等離子切割時,必須配備局部機械通風系統。氧化鋁粉塵本身俱有輕微刺激性,但未被美國家庭作業安全標準 (HWPS) 列為危險品;如果切割的是混合金屬或鍍鉻鋁材,則六價鉻的暴露水平將超過美國職業安全與健康管理局 (OSHA) 現行的六價鉻國家排放標準 (Cr(VI) NEP) 的規定。有關水位詳情,請參閱CNC工具機水位指南。
五個影響鋁材切割性能的迷思
以下五個迷思自 20 世紀 80 年代以來就一直困擾著等離子切割產業,當時的瓦斯選項和機器控制系統都還很原始。現代氣動系統控制系統已經取得了長足進步,但許多汽車製造商和維修店卻依然停留在原有水準。下文引用的專家觀點均出自《The Fabricator》雜誌關於等離子切割的產業專家文章。
誤解一:鋁不適合等離子切割,因為其孔隙率會破壞邊緣。
這是系統製造商在氣體設計上的缺陷,他們將其描述為該技術能力的限制。使用雷射、折彎輪、氧氣燃氣或等離子切割鋁材時,等離子切割和雷射切割的邊緣品質並無差異。顯然,我的等離子切割參數現在已經可以與雷射切割相媲美甚至更優,但作為參考,我使用氧氣、氮氣和氬氣的標準混合氣體在我的設備上進行光柵掃描時,也能獲得良好的邊緣品質。
“通過選擇合適的氣體,可以用等離子切割法在鋁上獲得非常好的邊緣。”
誤解二:血漿無法滿足嚴格的耐受性要求
這對 20 世紀 80 年代的機器來說確實如此,但對於現在的系統來說並非如此。如今的 X 級等離子切割機可以輕鬆地在鋁板上實現 0.015 到 0.020 英寸的精度——邊緣精度堪比激光切割,而且完全在拖車、軍用車輛和鐵路車輛用戶可接受的公差範圍內。
「在軍用車輛和鐵路車輛行業,他們通常不會追求正負五千分之一英寸的精度,而我們在等離子切割方面可以做到正負 15 或 20 英寸的精度,這完全符合這些行業規定的公差範圍。”
迷思三:等離子切割鋁材會留下難以清潔的表面
同樣的問題出在氣體選擇。使用空氣等離子切割時,確實會留下粗糙的氧化殘留物。而使用惰性氣體(氮氣/氮氣或氮氣/高氧)工藝,表面光潔度高,焊接處與切割邊緣完美貼合,只需極少的預處理即可。
迷思四:雷射比等離子切割鋁更具成本效益
在薄板(約 100 微米以下)上,高產量時,上述說法成立。但在厚度超過 100 微米時,由於雷射必須使用高壓氮氣作為輔助氣體(鋁上無法發生放熱反應),且運行成本急劇上升,因此上述說法不成立。等離子雷射在板材加工方面具有顯著的單位成本優勢,且加工厚度上限更高(等離子雷射加工厚度可達 6 英寸,而光纖雷射加工厚度約為 100 微米)。
迷思五:鋁等離子切割需要經過專門訓練的操作人員全程監護
在現代高端機械化等離子切割系統中,切割距離、運動控制和穿孔延遲均由自動化完成。然而,在水位切割方面(參見上文「氫阱」部分),操作人員的注意力至關重要——這是一種化學風險,而非切割本身的困難。
“大多數機械化等離子切割系統都具有控制裝置,可以自動操作機器、保持適當的距離高度並控制機器的運動。”
鋁等離子切割技術的發展方向:2025-2030 年展望
2025年等離子切割機市場規模為811.4億美元。 IMARC集團預測,該市場將繼續以4.16%-4.5%的穩定複合年增長率成長,到2034年達到2.2億美元。隨著工業級等離子切割機在自動化製造領域取代光纖雷射投資,預計其成長速度將更快。
選擇鋁等離子切割解決方案,主要有三個原因。首先,在拖車、結構件和電動車車身製造領域,數控等離子切割相對於手動切割的優勢已得到充分證實;其次,先進的協作機器人整合技術正迅速使自動化等離子切割成為以前無法負擔專用數控機床的工廠的首選;第三,電動汽車電池、特種照明和其他輕量化運輸部件所需的5xxx機床的工廠的首選;第三,電動汽車電池、特種照明和其他輕量化運輸部件所需的5xxx和6xxx離子所有這些因素共同構成了一個令人信服的投資理由,即在2026年使用鋁等離子切割系統,在光纖雷射車間進行持續的板材加工。請參閱相關報導。 數控等離子切割機 能力格局。
關於鋁等離子切割的常見問題
Q:Hypertherm Powermax 45 可以切割鋁嗎?
看答案
Q:能否只用空氣進行鋁等離子切割?
看答案
Q:切割鋁板的最佳等離子切割機是什麼?
看答案
Q:如何防止等離子切割鋁材產生熔渣?
看答案
Q:CNC等離子切割機可以切割鋁嗎?
看答案
關於此分析
本參考調查結合了從等離子切割機切割圖表(Hypertherm Powermax 和 XPR 生產系列)、ESAB 關於等離子使用的技術公告、AWS Z49.1 和 ASTM B209 的已發布標準、OSHA 關於煙霧控制的指導以及《製造商》雜誌引用的專家資料中獲得的數據,以及所有使用等離子切割的拖車、生產和結構。
參考文獻和來源
- 焊接過程中有害煙霧和氣體的控制(OSHA FS-3647) — 美國職業安全與健康管理局
- 國家重點項目-六價鉻(CPL 02-02-076) — 美國職業安全與健康管理局
- AWS Z49.1 焊接、切割及相關製程安全 — 美國焊接協會
- ASTM B209 鋁及鋁合金板材標準規範 — ASTM國際
- 關於等離子切割鋁的誤解 ——製造者
- 等離子切割機市場規模、成長及預測(2026-2034年) — IMARC集團
- 等離子切割機市場展望(2026-2030年) — GlobeNewswire
相關文章
- 等離子切割與雷射切割 — 板材加工製程的直接對比
- 雷射切割、等離子切割和水刀切割 — 鋁和鋼的三方決策框架
- 數控等離子切割機 指南-從手動切割過渡到自動切割有哪些變化
- CNC等離子切割台導軌 — 水位線、下吸式工作台和鋁製安全配置
- 等離子切割機用空氣壓縮機 — 為生產用空氣等離子加工確定空氣供應量
- 什麼是等離子切割機 — 等離子體技術新手買家的技術入門指南









{kind=link}
{kind=link}
{kind=link}
{kind=link}