
![Leitfaden für Tischschweißpositionierer: Spezifikationen, Typen & Auswahlkriterien [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8-1024x683.webp)
📐 Technische Kurzübersicht – Tischschweißpositionierer
| Leistungsbereich | 250 lb – 1,000 lb (übliche Produktionsstufen) |
| Tischdurchmesser | 8″ – 24″ (variiert je nach Kapazitätsstufe) |
| Neigungsbereich | 0° – 135° (bei den meisten motorisierten Modellen: 0°–90°) |
| Drehgeschwindigkeit | 0.1 – 6 U/min (variabel) |
| Erdungskreis | 200 – 800 A über Schleifring oder federbelasteten Kontakt |
| Antriebsart | Schneckengetriebe (meistens) / Servomotor (Premium) |
| Gewichtseinheit | 35 – 280 lb (variiert je nach Kapazität) |
| Strom | 110 V / 220 V einphasig (die meisten Tischgeräte) |
Was ist ein Tischschweißpositionierer – und wer braucht ihn eigentlich?
Ein Tischschweißpositionierer ist ein elektrisch betriebenes Gerät, das ein Werkstück dreht und neigt, sodass die Schweißnaht während des gesamten Schweißvorgangs flach bleibt. Anstatt dass der Schweißer um ein stationäres Werkstück herum manövrieren oder seine Position verändern muss – und dabei gegen die Schwerkraft, Ermüdung durch suboptimale Brennerwinkel und ungleichmäßige Schweißgeschwindigkeit ankämpfen muss –, stellt ein Positionierer den optimalen Winkel zum Brenner her und hält ihn während des gesamten Schweißvorgangs präzise bei.
Das Konzept ist einleuchtend. Von allen Schweißpositionen ist die Flachposition die schnellste und effektivste, erzielt die höchste Abschmelzleistung und maximale Einbrandtiefe. Durch Neigen einer Rohr- oder Flanschverbindung um 45 Grad wird die Flachposition erreicht; bei Rohren in Längsrichtung entspricht dies einem Winkel von 90 Grad. Das Drehen des Werkstücks auf einer Vorrichtung mit begrenzter Geschwindigkeit hinter einer geführten Schweißnaht erzeugt ein gleichmäßigeres Nahtprofil, insbesondere bei runden Verbindungen.
Typische Kunden sind Fertigungsbetriebe, die wenige Einzelteile oder Klein- bis Mittelserien herstellen, Motorsport- und Performance-Automobilhersteller, die Überrollkäfige oder Fahrwerksteile fertigen, HLK- und Maschinenbauunternehmen, die Flanschleitungen installieren, Erstausrüster von Instrumenten- und Vakuumsystemen, die kleine Druckgehäuse verbinden, sowie die Luft- und Raumfahrtindustrie, die Präzisionsbaugruppen wartet. Wenn Ihr Betrieb ein Teil mit hoher Wiederholrate für denselben Endkunden mehr als 3-4 Mal pro Woche fertigt, amortisiert sich ein Positionierer in der Regel bereits beim ersten Durchlauf durch die Einsparungen bei Rüstzeiten und Nacharbeit.
Sie sind sich noch nicht sicher, ob Sie einen Tisch- oder einen freistehenden Positionierer bevorzugen? Dann schauen Sie sich unsere Vergleichsseite für Tisch- und freistehende Positionierer an.
Wichtigste Spezifikationen: Tragfähigkeit, Neigungsbereich und Drehzahl im Detail erklärt

Die Nennlastkapazität ist den meisten Käufern bekannt, wird aber oft überschätzt. Die maximale Tragfähigkeit gilt für eine zentrierte, ausbalancierte Vorrichtung auf einem standardmäßigen horizontalen Tisch (ebene Position). Jede Neigung, bei der die Vorrichtung nicht mittig steht, reduziert die effektive Tragfähigkeit – mitunter drastisch.
Technischer Hinweis: Tragfähigkeit und Hebelarm
Die Werkstücklast entspricht dem Gewicht des Schweißteils plus dem Gewicht der Vorrichtung – das Gewicht der Vorrichtung wird in Werkstätten häufig vergessen. Zusätzlich erhöht sich die effektive Belastung der XY-Tischlager mit dem Abstand der Tischachsen zum Werkstückschwerpunkt. Ein Positionierer mit einer Nennlast von 200 lb (ca. 90 kg) in der Spannfutterfläche kann bei einer Exzentrizität von 8 Zoll (ca. 20 cm) nur 12 lb (ca. 5,5 kg) tragen. Bei Verwendung eines versetzten Werkstückschwerpunkts ist bei der Dimensionierung des Positionierers ein Sicherheitsfaktor von mindestens 1.5 zu berücksichtigen.
| Tier | Nennleistung | Tischdurchmesser | Geschwindigkeitsbereich | Typische Anwendung | Ungefährer Preis |
|---|---|---|---|---|---|
| Leichte Pflicht | 50 - 250 lb. | 8 "- 14" | 0.3 - 5 RPM | Kleinflansche, Rohrverschraubungen, Motorsportteile | $800 - $ 2,500 |
| Mittlere Beanspruchung | 250 - 500 lb. | 14 "- 20" | 0.1 - 4 RPM | Druckbehälterköpfe, Pumpengehäuse, Ventile | $2,500 - $ 5,500 |
| Schwere Tischplatte | 500 - 1,000 lb. | 12 "- 24" | 0.5 - 5 RPM | Große Verteiler, strukturelle Unterbaugruppen | $ 4,500 - $ 9,000 + |
Welche Drehzahl benötige ich beim WIG- bzw. MIG-Schweißen?
Dies ist Ihre wichtigste Berechnung: Lichtbogengeschwindigkeit in Zoll pro Minute (IPM) = Geometrie des Werkstücks multipliziert mit der ermittelten Drehzahl (U/min). Die meisten Betriebe kennen in der Regel den Werkstückdurchmesser, aber nicht die Lichtbogengeschwindigkeit. Nehmen Sie eine 10 Sekunden dauernde Rundnaht, berechnen Sie die Länge und multiplizieren Sie diese mit 6 – das ergibt Ihre Lichtbogengeschwindigkeit in Zoll pro Minute (IPM). Beim WIG-Schweißen (GTAW) liegt die Lichtbogengeschwindigkeit bei runden Werkstücken im Allgemeinen zwischen 0.1 und 1.0 U/min. Beim MIG-Schweißen (GMAW) ist sie höher: Hier sind 1.0 bis 4.0 U/min zu erwarten. Die Lichtbogengeschwindigkeit beim GMAW-Schweißen von Rohren liegt je nach Verfahren und Durchmesser irgendwo dazwischen, zwischen 0.5 und 2.0 U/min.
Detaillierte Berechnungen finden Sie in unserer Tabelle zur Schweißpositioniervorrichtung, inklusive Beispielen für Standardwerkstückabmessungen.
🔧 Werkstatt-Szenario: Hersteller von Überrollkäfigen für den Motorsport
Ein Fertigungsbetrieb, der Knotenpunkte für Überrollkäfige aus 4130 Chrom-Molybdän-Stahl herstellt, sucht nach einem Positionierer. Jedes Bauteil wiegt 3 kg, die Montage erfolgt jedoch 40 cm versetzt zur Tischmitte, wodurch eine effektive Hebelarmlast von ca. 18–45 kg entsteht. Ein Positionierer mit einer Tragkraft von 250 kg wäre dafür ausreichend. Ein 1,000-kg-Positionierer wäre für so kleine Teile überdimensioniert und würde unnötig Platz beanspruchen. Die Wahl des Positionierers hängt von der tatsächlichen Arbeitslast (und nicht von der Masse) ab und ermöglicht eine sinnvolle Kaufentscheidung.
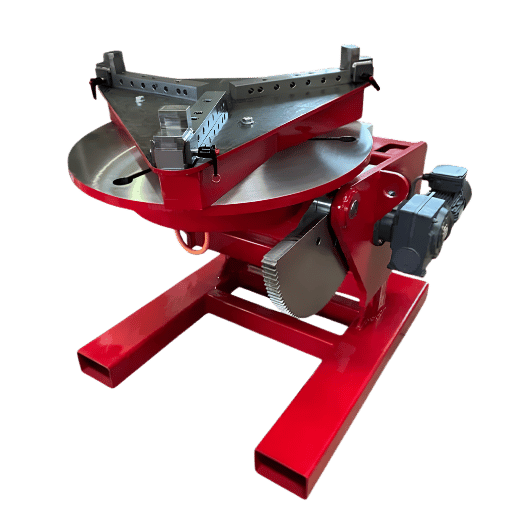
Arten von Tischschweißpositionierern: Motorisiert, Manuell, Fest und 2-Achsen

Die Terminologie in Produktbeschreibungen kann uneinheitlich sein. Daher ist es wichtig, die tatsächlichen Konfigurationsoptionen zu kennen, um den Kauf der falschen Maschine zu vermeiden. Maschinen mit fester Basis – genauer gesagt Schweißdrehtische – lassen sich nur neigen und sind in der Regel günstiger als neigbare Varianten. Sie eignen sich hervorragend für spezielle Anwendungen, bei denen eine geneigte Grundplatte für die benötigte Position erstellt werden kann. Neigbare Positionierer ermöglichen die Ausrichtung der Schweißnaht in jedem Winkel zwischen horizontal und vertikal. In der Schweißindustrie werden diese als „Schweißpositionierer“ bezeichnet.
| Typ | Bewegung | Am besten geeignet für | Nicht geeignet für |
|---|---|---|---|
| Motorisierte Neigung | Drehung + Neigung | Allgemeine Fertigung, WIG-Schweißen, Rohrflansche | Feste, dedizierte Setups, bei denen die Neigung irrelevant ist |
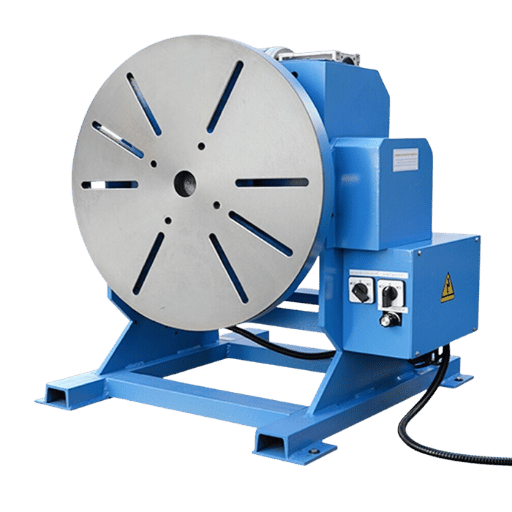
| Motorisierter Drehteller mit festem Sockel | Nur Rotation | Spezielle Einzelkomponenten-Setups, geringeres Budget | Arbeiten, die mehrere Schweißpositionen in einer Aufspannung erfordern |
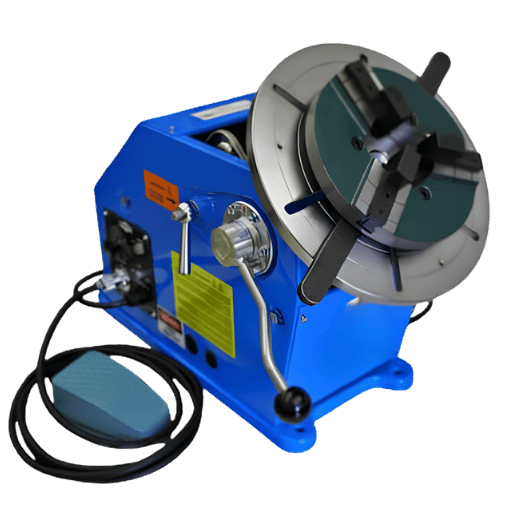
| Manuelles Neigen | Motorisierte Drehung, manuelle Neigung | Geschäfte mit geringem Umsatzvolumen und begrenztem Budget | Produktionsläufe, die häufige Neigungsanpassungen erfordern |
| 2-Achsen / Spindelstock-Reitstock | Drehung + Neigung (motorisiert, beide Achsen) | Lange Baugruppen, strukturelle Unterrahmen | Kleine, kompakte Teile; benötigt mehr Stellfläche |
Lesen Sie mehr über Drehkonfigurationen auf unserer Website. Drehschweißpositionierer und Seiten zu 2-Achs-Systemen. Ein häufiger Fehler in Fertigungsbetrieben: die Investition in einen vollautomatischen Positionierer für eine Produktion von 3 Teilen pro Tag, obwohl ein manueller Kipper für 300–400 US-Dollar die gleiche Aufgabe erfüllt.
Tischpositionierer vs. Schweißdrehtisch vs. Drehrollen: Welchen benötigen Sie?

Die drei Geräteklassen werden bei Käufersuchen oft falsch interpretiert. Obwohl sich die Kapazitätsbereiche überschneiden, unterscheiden sich die Anwendungsbereiche und die Maschinenmechanik grundlegend.
| Equipment | Neigung | Rotation | Typische Belastung | Typische Kosten | Am besten geeignet für |
|---|---|---|---|---|---|
| Tischpositionierer | 0 ° - 135 ° | 0.1 - 6 RPM | 50 - 1,000 lb. | $ 800 - $ 9,000 + | Flansche, Fittings, Präzisionsbaugruppen |
| Schweißdrehteller | Keine (feste Basis) | 0.3 - 5 RPM | 50 - 500 lb. | $300 - $ 2,500 | Spezielle kreisförmige Schweißnähte in einem festen Winkel |
| Rollen drehen | Keine Präsentation | Kontinuierlich | 500 - 100,000 lb. | $ 1,200 - $ 40,000 + | Zylindrische Behälter, Rohre, Tanks (Längsachse) |
| Bodenpositionierer | 0 ° - 135 ° | 0.1 - 3 RPM | 1,000 - 50,000 lb. | $ 5,000 - $ 60,000 + | Schwere Schweißkonstruktionen, Produktionshallen |
Schnellauswahlsysteme: Lange, zylindrische Werkstücke (Tanks, Behälterwände, Rohrabschnitte), die sich um ihre eigene Achse drehen, werden auf Rollen positioniert. Neige- und Dreheinheiten sind für die Positionierung an der Schweißnaht erforderlich. Unter 800 € ist ein Drehtisch mit fester Basis ausreichend, wenn die Schweißnaht immer an einer festen Position verschweißt wird. Teile mit einem Gewicht von über 1,000 kg benötigen je nach Geometrie möglicherweise einen bodenmontierten Positionierer.
Weitere Details zu Drehkonfigurationen finden Sie auf unseren Seiten zu Drehpositionierern für Schweißanlagen und 2-Achs-Systemen. Ein häufiger Fehler in Fertigungsbetrieben: die Investition in einen vollautomatischen Positionierer für eine Produktion von nur drei Teilen pro Tag, obwohl ein manueller Kipper für 300–400 US-Dollar die gleiche Aufgabe erfüllt.
So wählen Sie den richtigen Tischschweißpositionierer aus: Die 3×3-Auswahlmatrix
Die meisten Kaufberatungen empfehlen lediglich, „Ihre Belastung und Ihren Prozess zu berücksichtigen“. Das ist nicht präzise genug für eine fundierte Kaufentscheidung. Die untenstehende 3x3-Matrix ordnet Werkstückgewichtsklassen dem Schweißprozess zu und liefert Ihnen so konkrete Ausgangsspezifikationen für jede Kombination. Nutzen Sie sie als erste Vorauswahlformel in der Angebotsphase.
| Werkstückgewicht | WIG / GTAW | MIG / Fülldrahtschweißen | Rohre / Schwere Konstruktionen |
|---|---|---|---|
| < 100 Pfund | 250-Pfund-Einheit, 0.1–2 U/min, Schleifring optional, Gleichstrommotor bevorzugt | 250-Pfund-Einheit, 1–4 U/min, Standardfutter, Wechsel- oder Gleichstrommotor | 250-Pfund-Einheit, Neigung von mindestens 90° prüfen, Hohlspindel bei Bedarf Rückspülung erforderlich |
| 100 - 500 lb. | 500-Pfund-Einheit, 0.1–1 U/min, Schleifring für durchgehende Schweißnähte erforderlich, Servoantrieb bevorzugt | 500-Pfund-Einheit, 1–3 U/min, Schneckengetriebe mit hohem Drehmoment, 500 A+ Masse | 500-Pfund-Einheit, 135° Neigung erforderlich, äußere Rollenlagerung für lange Baugruppen |
| > 500 lb | → Bedenken 2-Achsen-Bodenpositionierer oder Spindelstock-/Reitstocksystem | 1,000 lb schwere Tischplatte, 800A+ Bodenanschluss, motorisierte Neigungsverstellung | 1,000 lb Tischplatte + Drehrollen für Längsachsenunterstützung |
5-Punkte-Checkliste für den Kauf
- Ermitteln Sie die tatsächliche ideale Arbeitslast; Masse der Schweißkonstruktion und der Vorrichtung kombiniert, Faktor 1.5 für Werkstücke mit außermittigem Schwerpunkt, gleich der Flächenlast.
- Ermitteln Sie den Wert der Neigungslast und verwenden Sie dabei Ihre tatsächliche Neigungssituation anstelle des Wertes für die ebene Basis. Sie werden feststellen, dass sich die beiden Werte unterscheiden, und der Wert für die Neigung ist derjenige, der relevant ist.
- Stellen Sie sicher, dass die Kapazität Ihres Erdungskreises für die Stromstärke Ihres Prozesses ausreicht: Bei einer Unterdimensionierung der Erdung kommt es zu Lichtbogeninstabilität.
- Bei kontinuierlichem WIG- oder Umfangsschweißen mit hoher Stromstärke sollte ein Schleifring in Betracht gezogen werden; andernfalls kann das Gegensteuern des frei fließenden Kabels zu Widerstandsspitzen führen.
- Richten Sie eine Kapazitätserhöhung von 50 % über Ihrer aktuellen Höchstleistung ein; da die Größe Ihrer Produktionsteile zunimmt, stellt der Austausch oder die Aufrüstung eines Positionierers mitten im Projekt eine kostspielige Belastung dar.
🔧 Werkstattszenario: Druckbehälterfertigung
Ein kleiner Betrieb fertigt kundenspezifische Druckbehälterdeckel. Aktuell wird eine 180-Pfund-Flanschbaugruppe produziert. Die Ingenieure spezifizieren einen 500-Pfund-Steller anstelle eines 250-Pfund-Modells, da der Schwerpunkt versetzt liegt und Platz für zukünftige Erweiterungen vorhanden ist. Sechs Monate später erhält der Betrieb einen neuen Auftrag für 220-Pfund-Baugruppen, die während der laufenden Produktion geschweißt werden. Die 250-Pfund-Baugruppe hätte mitten in der Produktion eine teure Nachrüstung erfordert.
Entdecken Sie die RESIZE Tischschweißpositionierer →
WIG-, MIG- und Rohrschweißen: Abstimmung des Schweißverfahrens auf die Positioniererspezifikationen

Der Schneidbrenner ist nicht der einzige Faktor, der die Geräteauswahl beeinflusst. WIG- (oder GMAW-)Schweißen auf einem Drehtisch erfordert andere Einstellungen als MIG-Schweißen.
| Prozess | Geschwindigkeitsbereich | Grundstrom | Schleifring | Spannfutter / Vorrichtung |
|---|---|---|---|---|
| WIG / GTAW | 0.1 - 1.5 RPM | 150 - 350 A | Erforderlich (kontinuierliche Rotation) | 3-Backen- oder Spannzange bevorzugt |
| MIG / GMAW | 0.5 - 4 RPM | 200 - 500 A | Empfohlen ≥250 A | T-Nut-Tisch oder Nagelhalterung |
| Flussmittelkern (FCAW) | 0.5 - 3 RPM | 250 - 600 A | Erforderlich (hohe Stromstärke) | Hochleistungs-T-Nut-Tisch |
| Rohrleitungen / Struktur | 0.5 - 2 RPM | 200 - 800 A | Erforderlich | 3-Backen-Spannfutter oder V-Block-Vorrichtung |
Benötigt ein Tischschweißpositionierer einen Schleifring für das WIG-Schweißen?
Bei einer durchgehenden WIG-Umfangsschweißung – bei der die Vorrichtung kontinuierlich um 360° oder mehr gedreht wird – ist die Verwendung eines Schleifrings zwingend erforderlich. Andernfalls wickeln sich Schweißkabel und Schutzgaskupplung um das Werkstück, was den Widerstand erheblich erhöht. Dies verringert nicht nur die Lichtbogenstabilität, sondern führt bei einem Kurzschluss auch zum Abschalten der Maschine. Für kurze Heftschweißungen, bei denen der Tisch um 90° oder weniger pro Schweißung gedreht wird, kann ein Positionierer ohne Schleifring verwendet werden, allerdings mit einem gewissen Risiko und nicht für den Routineeinsatz.
Ein dritter Aspekt beim WIG-Schweißen von Aluminium ist das Fußpedal mit variabler Drehzahl. Mit diesem Fußpedal können Sie langsam beginnen, während sich das Schmelzbad bildet, und dann ohne Unterbrechung in die durchgehende Schweißnaht beschleunigen. Eine Montageplattform, die ein herkömmliches WIG-Fußpedal auf einem Positionierer mit variabler Drehzahl ermöglicht, ist kostengünstig und einfach zu handhaben. Wenn Sie Edelstahl mit WIG schweißen möchten, wählen Sie eine Vorrichtung mit hohler Tischwelle und einer Öffnung für die Schutzgas-Rückspülung.
Profi-Tipp: Beim WIG-Schweißen den Schweißdraht über den internen Schleifring oder das Edelmetall-Kontaktfedersystem des Positionierers führen – niemals über ein Kabel quer zur Vorrichtung. Verlegen Sie die Masseleitung Ihrer Schweißnaht über das Kabel, und Sie werden unerklärliche Unregelmäßigkeiten in der Schweißnaht in Form von Widerstandsspitzen feststellen – schwer zu beheben, aber unbedingt zu beseitigen.
Möchten Sie mehr über rohrspezifische Armaturen erfahren? Schauen Sie sich unsere Rohrschweißpositionierer Seite und unsere wunderbare Aufschlüsselung der Spindelstock-/Reitstockanordnungen.
Einrichtung, Montage & Sicherheit: Korrekte Bedienung eines Tischschweißpositionierers
99 % der Positioniererausfälle und 92 % der Schweißunfälle sind die direkte Folge eines oder beider der folgenden einfachen Fehler: unsachgemäße Erdung oder fehlende Schulung des Personals im Umgang mit Lastneigung.
„Bevor Sie mit dem Schweißen beginnen, schließen Sie unbedingt die Erdungsleitung Ihres Schweißgeräts an den dafür vorgesehenen Bolzen am Positionierer an. Wenn Sie an einem Positionierer schweißen, der lediglich auf einer geerdeten Stahlwerkbank verschraubt ist, fließt ein hoher Schweißstrom durch das Gerät. Fließt dieser Strom durch die Lager, führt er unweigerlich zu deren Ausfall. Gelangt er in die Elektronik, verursacht er einen Totalausfall.“
📐 Technischer Hinweis: Dimensionierung des Erdungskabels
Bei Positionierern mit einem Rückstrom von bis zu 500 A empfiehlt es sich in der Regel, ein Erdungskabel mit einem Mindestquerschnitt von 2/0 AWG (67 mm²) vom Positionierergehäuse zum Werkstückanschluss zu verlegen. Unterdimensionierte Erdungskabel verursachen Lichtbogeninstabilität, führen zu Wärmeableitung an den Anschlusspunkten und können die Schaltung des Positionierers beschädigen. OSHA 1910.252 und ANSI Z49.1 muss das Werkstück – oder der Metalltisch, auf dem es steht – unabhängig vom Schweißstromkreis geerdet sein.
⚠️ Warnung vor schräger Ladung
Ein 500-Pfund-Positionierer, der eine 500-Pfund-Baugruppe in einem Neigungswinkel von 45° hält, wobei der Schwerpunkt des Werkstücks 8 Zoll vom Mittelpunkt entfernt ist, erfährt am Tischlager eine effektive Hebelarmlast von über 850 Pfund – deutlich über der Nennlast in Flachposition. Berechnen Sie die Last in geneigter Position immer, bevor Sie ein neues Teileprogramm auf einem geneigten Tisch starten.
Checkliste für die sicherheitsgerechte Inbetriebnahme (7 Punkte)
- Prüfen Sie vor dem ersten Lichtbogen die Durchgängigkeit der Erdung zwischen Positionierergehäuse und Werkstückklemme.
- Tischbalance prüfen – vor dem Kippen Gegengewichte gegenüber den Exzenterklemmen anbringen.
- Prüfen Sie die Funktion der Fußpedalverriegelung (die Rotation stoppt, wenn das Fußpedal losgelassen wird, sofern vorhanden).
- Vierteljährlich die Schleifringkontaktbürsten prüfen; bei Anzeichen von Lochfraß oder Kohlenstoffablagerungen austauschen.
- Die zulässige Einschaltdauer darf ohne Kühlpause niemals überschritten werden – die meisten Tischpositionierer sind für eine Einschaltdauer von 60 % ausgelegt.
- Werkstücke mit mindestens 3 Haltepunkten fixieren, um ein Abrutschen vom Tisch zu verhindern.
- Tischneigungsklemme bei Nichtgebrauch arretieren – ein ungesicherter Neigungskopf kann sich unter Vibrationen bewegen.
🔧 Werkstattszenario: Vorfall mit exzentrischer Neigung
Eine Fertigungswerkstatt montierte eine Baugruppe innerhalb der zulässigen Tischkapazität des Positionierers. Die Schrägbelastung durch den 9 Zoll (ca. 0 cm) vom Mittelpunkt des Werkstücks versetzten Schwerpunkt wurde nicht berücksichtigt. Als der Bediener den Tisch um 90° neigte und die Rotation einleitete, wirkte auf das Tischlager eine effektive Belastung, die mehr als doppelt so hoch war wie der zulässige Schräglastwert. Die Folge: beschädigte Lagerringe und eine dreiwöchige Verzögerung der Installation. Die Lösung: Kostenfrei, wenn dies bereits in der Spezifikationsphase berücksichtigt wird – das Schräglastmoment vor dem ersten Zyklus für jedes neue Teileprogramm berechnen.
Siehe auch: Sicherheitsrichtlinien für die Größenänderung von Schweißpositionierern – ein vollständiges Betriebsprotokoll für die Inbetriebnahme und den täglichen Gebrauch.
Tischschweißpositionierer: Kosten, Marken & Was Sie vor dem Kauf wissen sollten

Die Preisspanne ist enorm – zwischen Einsteiger-Drehtellern und industriellen, servogesteuerten Positionierern besteht ein Unterschied von mehr als einer Größenordnung. Die Gründe dafür sind wichtiger als die Zahlen selbst.
| Tier | Preisspanne | Typische Spezifikationen | Was Sie erhalten / Was Sie nicht erhalten |
|---|---|---|---|
| Eingang / DIY | $300 - $ 900 | Unter 150 Pfund, kein Motor, einfache Neigung | Manuelle Neigung, keine Geschwindigkeitsregelung, kein Schleifring, keine Lastzertifizierung |
| Professional | $1,700 - $ 3,500 | 200–500 lb, motorisiert, variable Geschwindigkeit, Fußpedal | Schneckengetriebe, Gleichstrommotor, optionales Spannfutter, Fußschalter, einfacher Schleifring |
| Industrie / Präzision | $ 4,500 - $ 9,000 + | 500–1,000 lb, Servoantrieb, Vollschleifring, digitale Drehzahlanzeige | Servogenauigkeit, CNC-fähige Schnittstelle, Garantieleistungen, Fertigungsqualität nach US-amerikanischer oder europäischer Norm. |
Versteckte Kosten, die Sie einplanen sollten
- Fracht: Die meisten Positionierer werden per LTL-LKW-Lieferung zu Ihnen geliefert – rechnen Sie mit 150-500 US-Dollar.
- Einfuhrzoll: Der HCST-Code für in China hergestellte Schweißpositionierer lautet 8515.80.0000 bei einem Zollsatz von 6.5 % – bitte bei der USITC bestätigen.
- Spannfutter oder Vorrichtung: Viele Listenpreise beinhalten kein Spannfutter – rechnen Sie mit 200–600 € für ein ordentliches 3-Backen-Spannfutter. Schweißfutter.
- Inbetriebnahme: Vergessen Sie nicht, die Zeit für die elektrische Inbetriebnahme und das erste Auswuchten neuer Positionierer einzuplanen.
Zu DIY-Positionierern: Die meisten Google-Suchanfragen nach „DIY-Schweißpositionierer“ stammen von Anwendern, die ihre eigenen Roboterzellen bauen. DIY-Positionierer eignen sich für Hobbyanwender, die Einzelteile fertigen oder Kleinserien produzieren. Aufgrund von Spiel im Schneckengetriebe, unbekannter Tragfähigkeit und fehlender Bodenzertifizierung sind DIY-Geräte jedoch langfristig eine schlechte Investition. Die meisten Anwender, die sich einen DIY-Positionierer bauen, sind innerhalb von 18 Monaten gezwungen, ein kommerzielles Gerät zu kaufen.
Für die Budgetplanung eines Einsteiger-Tischpositionierers werfen Sie einen Blick in unseren Einkaufsratgeber. Oder besuchen Sie direkt die Produktlinie der RESIZE-Schweißpositionierer, um Modelle zu vergleichen und ein Angebot anzufordern.
Branchenausblick: Servoantriebe, Cobot-Integration und die Zukunft von Tischpositionierern
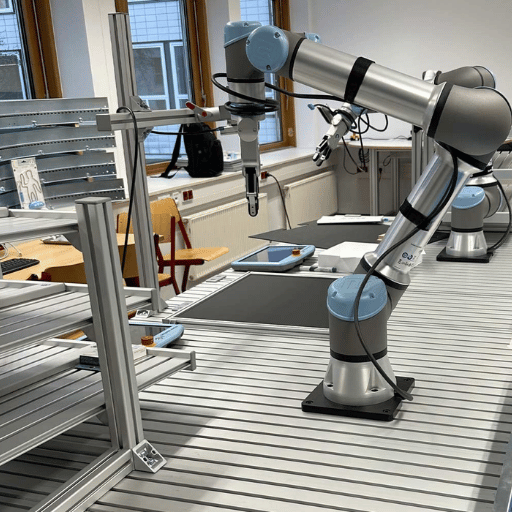
Der globale Markt für Roboterschweißen wurde 2025 auf 8.1 Milliarden US-Dollar geschätzt und soll bis 2034 auf 27.9 Milliarden US-Dollar anwachsen, was einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von 15.2 % entspricht. Dieses Wachstum findet nicht trotz, sondern im Umfeld von Tischpositionierern statt. Da kollaborative Roboter (Cobots) immer mehr umlaufende und repetitive Schweißaufgaben übernehmen, wird der Positionierer zur siebten Achse des Systems.
Die American Welding Society prognostiziert bis 2029 einen Mangel von 320,500 qualifizierten Schweißern. Betriebe ersetzen Schweißer nicht durch Roboter, sondern erhöhen die Durchsatzleistung einzelner Schweißer pro Schicht mithilfe von Cobots. Ein servogesteuerter Tischpositionierer mit digitaler Drehzahl-Schnittstelle (RS-485 oder EtherNet/IP) kann die Drehzahl des Positionierers in Echtzeit mit der Python-Brennerbewegung des Cobots synchronisieren und so einen Ein-Schweißer-Betrieb in eine teilautomatisierte Arbeitszelle verwandeln.
Sind Tischschweißpositionierer mit kollaborativen Robotern kompatibel?
Moderne, servogesteuerte Tischpositionierer mit RS-485- oder EtherNet/IP-Schnittstellen lassen sich in Verbindung mit den meisten gängigen Cobot-Herstellern als synchronisierte 7. Achse betreiben. Der Positionierer empfängt Geschwindigkeits- und Positionsbefehle von der Robotersteuerung anstatt vom Fußpedal. Dadurch bleiben Schweißbrennerbahn und Tischrotation während des gesamten Schweißprogramms exakt synchronisiert. AC-Motorpositionierer mit rein analoger Drehzahlregelung erreichen diese Integration nicht ohne kompletten Antriebsaustausch – und der mechanische Antrieb (Schneckengetriebe, Getriebe) lässt sich nachträglich nicht auf Servopräzision umrüsten.
Priorität für zukunftssichere Spezifikationen (2025–2026): Wählen Sie von Anfang an einen Positionierer mit Servoantrieb und digitaler Drehzahlausgabe. Der Kostenunterschied zwischen Servo- und Wechselstrommotoren im 500-Pfund-Bereich liegt bei 800–1,500 US-Dollar – deutlich weniger als ein kompletter Austausch, wenn später die Integration eines Cobots erforderlich wird.
Verwandt: Servomotoren vs. Wechselstrommotoren für Schweißpositionierer | Integrationsleitfaden für Roboterschweißpositionierer
Häufig gestellte Fragen – Tischschweißpositionierer
Welche Tragfähigkeit benötige ich bei einem Tischschweißpositionierer?
Nehmen Sie Ihr schwerstes Werkstück, addieren Sie das Gewicht der Vorrichtung und multiplizieren Sie das Ergebnis mit 1.5, um exzentrische Schwerpunktbelastungen und die zu erwartende Erweiterung der Werkstatt zu berücksichtigen. Die resultierende Last ist Ihre minimale Nennlast in Flachposition. Ebenso wichtig: Lassen Sie sich vom Hersteller die Nennlast in Schräglage bei Ihrem tatsächlichen Arbeitswinkel angeben. Dieser Wert kann 30–70 % unter der Nennlast in Flachlage liegen und ist maßgeblich für den sicheren Betrieb. Ein 500 kg schwerer Positionierer, der eine 400 kg schwere Baugruppe in einem Winkel von 90° mit einem Schwerpunktversatz von 8 cm hält, kann bereits über seiner Nennlast in Schräglage liegen – und diese Berechnung wird in Produktbeschreibungen selten angegeben.
Kann ich einen Tischschweißpositionierer auch zum WIG-Schweißen verwenden?
Unbedingt. Achten Sie auf einen Gleichstrommotor, ein Fußpedal mit variabler Drehzahl und einen Schleifring, der für die Stromstärke Ihres Prozesses ausgelegt ist. Wenn Sie den Rückstrom über die Tischlager anstatt über einen separaten Erdungskreis leiten, werden diese zerstört.
Worin besteht der Unterschied zwischen einem Tischschweißpositionierer und einem Schweißdrehtisch?
Ein Schweißdrehtisch hat eine feste Basis auf einer horizontalen Ebene. Er kann die Schweißnaht nicht in verschiedenen Winkeln fixieren – die Schweißnaht verläuft immer in der Ausrichtung der Grundplatte. Ein professioneller Schweißpositionierer verfügt über einen motorisierten oder manuellen Neigekopf (meist 0–90° oder 0–135°), sodass Sie eine Rohr-Flansch-Verbindung flach halten und sie dann für den nächsten Schweißgang vertikal neigen können, ohne das Werkstück neu positionieren zu müssen.
Drehtische sind die kostengünstige Lösung für Arbeiten mit nur einem Schweißwinkel. Für Betriebe, die mehrere Teilefamilien mit unterschiedlichen Schweißwinkeln bearbeiten, sind Positionierer flexibler. Einen detaillierten Vergleich finden Sie in unserem Artikel „Positionierer vs. Drehtische“.
Was kostet ein Tischschweißpositionierer?
Spannfutter sind im Katalog ab ca. 300–600 $ erhältlich. Motorbetriebene Produktionsgeräte kosten zwischen 1,700 $ und 3,500 $ (bei einer Tragfähigkeit von 250–500 lb). Servobetriebene Industriegeräte mit einer Tragfähigkeit von 500–1,000 lb kosten ab 4,500 $ (über 9,000 $).
Im Preis von Situ sind in der Regel weder Futter noch Frachtkosten enthalten.
Benötigt ein Tischschweißpositionierer einen Schleifring?
Bei durchgehenden Umfangsschweißungen – d. h. bei allen Schweißnähten über 270 mm Länge, bei denen sich der Tisch dreht – muss ein Schleifring oder ein federbelasteter Bürstenkontakt verwendet werden. Andernfalls wickeln sich Schweißkabel und Gasschlauch um das Werkstück und erhöhen mit fortschreitender Tischdrehung den Widerstand. Dies beeinträchtigt die Stabilität des Schweißlichtbogens und führt schließlich zum Abbruch des Schweißvorgangs.
Kurze Lichtbogenläufe von weniger als einer Vierteldrehung sind auch ohne Schleifring möglich, allerdings dauert die Kabelverlegung deutlich länger. Bei Prozessströmen über 250 A ist ein korrekt dimensionierter Bürstenkontakt für die Lichtbogenqualität und den Geräteschutz unerlässlich – zu kleine Bürsten führen bei höheren Stromstärken zu einer Erwärmung des Positionierergehäuses.
Welche Sicherheitszertifizierungen sollte ein Schweißpositionierer besitzen?
Prüfen Sie die Einhaltung der OSHA-Norm 1910.252 und die Prüfung des Erdungskreises. Die CE-Kennzeichnung bestätigt die Konformität mit den verschiedenen europäischen Richtlinien. Fragen Sie gezielt nach der Dokumentation der Erdungskreisprüfung – die meisten günstigeren Geräte verfügen zwar über eine Erdungsklemme, aber nicht über eine geprüfte Strombelastbarkeit.
Kann ein Tischpositionierer Rohrschweißarbeiten durchführen?
Rohr-Flansch- und Rohrendverbindungen innerhalb der zulässigen Belastung des Positionierers liegen problemlos innerhalb seines Auslegungsbereichs. Für eine Rohr-Flansch-Kehlnaht in Flachlage ist eine Neigung von 45° erforderlich, für eine Rohrstumpfnaht in Flachlage eine Neigung von 90°. Um ihre Längsachse rotierende Abschnitte mit großem Durchmesser gehören auf Drehrollen, nicht auf einen Tischpositionierer. Positionierer und Rollenlünette werden zusammen verwendet; der Positionierer fixiert ein Ende, die Lünette das andere.
Hinweise zur Größe finden Sie in Auswahl eines Positionierers für das Rohrschweißen.
Über dieses Handbuch
Die Ingenieure von RESIZE haben eine Reihe von Schweißpositionierern für Fertigungsbetriebe in Nord- und Südamerika, Europa und Südostasien entwickelt und produziert. Die hier aufgeführten Spezifikationen, Sicherheitshinweise und Empfehlungen zur Auswahl dieses Tischpositionierers beschreiben präzise die von uns entwickelten Spezifikationen – keine Marketingversprechen. Quellenangaben von Drittanbietern finden Sie im folgenden Abschnitt „Referenzen“.
Spezialisten für Schweißpositionierer, CNC-Integration und Fertigungsautomatisierungssysteme. Das technische Team von RESIZE prüft alle Spezifikationsdaten und Sicherheitsrichtlinien vor der Veröffentlichung.
Ähnliche Artikel
- Schweißpositionierungslösungen für kleine Werkstätten – Die richtige Lösung für begrenzte Budgets finden
- Schweißpositionierer-Spannfutter-Leitfaden – 3-Backen-, Spannzangen- und kundenspezifische Optionen
- Positionierdrehzahlregelungssysteme – Vom einfachen Drehknopf bis zur Servo-Präzision
- Sicherheitsrichtlinien für Schweißpositionierer – Checkliste für die Inbetriebnahme und Betriebsprotokoll
- Der Leitfaden für Einsteiger zu Schweißpositionierern – Funktionsweise und Kosten
- Positioniertechnologie ohne Spiel – Leistung von Schneckengetriebe im Vergleich zu Servoantrieb
Referenzen & Quellen
- OSHA 1910.252 — Allgemeine Anforderungen: Schweißen, Schneiden und HartlötenArbeitsschutzbehörde (OSHA). [Stufe 1]
- Honhart, K. „Neue Wege bei Tischpositionierern für das Rohrschweißen" Der Verarbeiter (FMA-Veröffentlichungen). [Tier 2]
- „Sicherheit beim Erden und Lichtbogenschweißen“ Lincoln Electric Resource CenterReferenzen: ANSI Z49.1:2005 Sicheres Arbeiten beim Schweißen, Schneiden und verwandten Verfahren; NFPA 70 National Electrical Code. [Tier 3 / ANSI Z49.1 = Tier 1]
- American Welding Society (AWS). Bericht zum Status der Schweißfachkräfte: Prognose des amerikanischen Schweißerdefizits bis 2029. [Tier 2]
- „Marktbericht zu Roboterschweißen: Größe, Anteil und Wachstum“, Fortune Business Insights (2025). Prognostizierte durchschnittliche jährliche Wachstumsrate (CAGR) für Roboterschweißen: 15.20 % bis 2034. [Tier 3 – Marktforschung; dient lediglich der Orientierung.]









{kind=link}
{kind=link}
{kind=link}
{kind=link}