
![Biselado y chaflanado: Guía de preparación de bordes industriales [2026]](https://resizeweld.com/wp-content/uploads/2026/04/0-1024x683.webp)
Una guía de referencia para ingenieros, fabricantes y equipos de compras. Compatible con las especificaciones AWS, ASME, API e ISO, e incluye una matriz de decisión de biselado de 8 juntas que no encontrará en otras páginas web.
Especificaciones rápidas: Biselado y chaflán
| Rango de ángulo de bisel común | De 15° a 75° (un solo lado); 30°, 37.5°, 45° son los más frecuentes en la preparación de soldaduras industriales. |
| Ángulo de chaflán común | Simétrico a 45° (también a 30° y 60° para geometrías de herramientas especiales) |
| Normas rectoras | AWS D1.1 (estructural), ASME B31.3 / B16.25 (tuberías de proceso), API 1104 (tuberías), ISO-9692 1 (Preparación internacional para soldadura) |
| Estándar de calidad de corte | ISO 9013,: 2017 — Tolerancia de perpendicularidad Rango 1 (más estricto) a Rango 5 |
| Precisión angular del equipo | CNC ±0.5° · Eléctrico portátil ±1° · Neumático ±1-2° · Manual ±2-3° |
| Regla general para el espesor de la pared | ≤6 mm bisel simple · 6-15 mm ranura en V · 15-40 mm preparación en J · >40 mm ranura compuesta o en U |
| Penalización económica por mala preparación de los bordes. | Incremento de hasta un 84% en el uso de metal de soldadura. (Reddy, 2014) |
Tanto el biselado como el chaflán eliminan un borde (normalmente) de 90 grados mediante el corte de una superficie en ángulo, pero no son intercambiables. No comprender la diferencia entre ambos puede resultar costoso: los soldadores que aplican una geometría de ranura incorrecta pueden terminar añadiendo un 84 % más de material de aporte a una junta soldada (Reddy, 2014), y una simple confusión entre el ángulo de bisel y el ángulo incluido puede retrasar la construcción de un oleoducto completo durante semanas.
Esta matriz de decisión combina estándares, geometría de juntas, precisión de herramientas y conocimientos de materiales fundamentales para talleres de fabricación, contratistas de oleoductos y talleres de mecanizado CNC. Está diseñada como una guía de consulta rápida: las reglas y tablas de decisión deben revisarse periódicamente, no leerse una sola vez.
¿Cuál es la diferencia entre biselado y chaflán?
El chaflán elimina un borde afilado de 90 grados. El biselado modifica la forma de un borde. El uso incorrecto de cualquiera de estas técnicas reduce la penetración de la soldadura. Esta frase fácil de recordar resume el problema de ingeniería cotidiano, pero analicemos los detalles de la forma que hay detrás.
Un chaflán es un corte plano y simétrico que une dos superficies, normalmente a 45°, para eliminar una esquina afilada de 90° que podría dañarse, causar lesiones o provocar un fallo en la fijación. Un bisel es un corte inclinado que puede abarcar todo el espesor de una placa o el ancho de una tubería, y puede tener un ángulo de entre 15° y 75° con respecto a un ángulo perpendicular. ISO-9692 1: 2013–una norma internacional para la preparación de juntas de soldadura– considera de forma optimista el bisel como un requisito de forma puramente estructural, dejando de lado por completo la geometría del chaflán como parte de su proceso de acabado de bordes.
El mismo propósito general guía ambos procesos: convertir un borde afilado de 90 grados que falla durante su uso en una forma controlada sobre la cual el siguiente paso pueda construir de manera confiable. Si bien las dos formas pueden usarse indistintamente si se planifica el diseño adecuadamente, es más común encontrarlas una al lado de la otra en los planos de taller: un chaflán de cordón de 45 grados listo para un orificio de perno y un cordón biselado de 30 grados para la soldadura posterior.
| Dimensión | Chaflán | Bisel |
|---|---|---|
| Geometría | Plano, simétrico, dos superficies que se encuentran en un ángulo fijo. | Borde inclinado, puede ser asimétrico, a menudo atraviesa todo el espesor. |
| Ángulo típico | 45° (también 30°, 60° para herramientas) | 15°-75° (generalmente 30°, 37.5°, 45°) |
| Material retirado | Pequeña porción del borde solamente | Elimina más material; puede abarcar toda la longitud del borde. |
| Propósito primario | Seguridad, introducción al montaje, estética, desbarbado | Preparación de juntas de soldadura, ajuste estructural, preparación de extremos de tuberías. |
| ¿Siempre cortado? | Sí, el chaflán es una característica mecanizada. | No, el bisel también puede ser una característica de conformado (fundición, laminado). |
| Norma rectora | Notación dimensional ASME Y14.5 | ISO 9692-1, AWS A2.4, ASME B16.25 (geometría de soldadura) |
Cómo interpretar el gráfico: recuerde que todo chaflán es un bisel, pero no todo bisel es un chaflán. El chaflán es un bisel bien definido, de ángulo y profundidad reducidos, utilizado para el acabado de bordes; el biselado es un término más amplio que abarca la preparación de soldaduras, cambios estructurales y diseño visual. Esta diferencia terminológica deja de ser relevante una vez que la forma alcanza su destino final.
Especificar “chaflán” en un plano suele limitar la longitud de la pata (por ejemplo, “0.5 45”). Cuando se especifica “bisel”, la restricción dimensional se aplica al ángulo incluido, que puede combinarse con una especificación de cara raíz para un mayor control. Lea la descripción de la operación antes de seleccionar la herramienta; una pequeña variación en la terminología puede marcar la diferencia en el corte final.
Valores estándar del ángulo de bisel y del ángulo de chaflán (15°-75°)
No existe un ángulo de bisel estándar. El ángulo requerido viene determinado por el código de soldadura vigente, el procedimiento de soldadura calificado (WPS) y el espesor de la pared. Simplemente cortar 37.5° en cada junta porque es "lo que siempre hacemos" es la razón por la que un trabajo precalificado no pasa la inspección, y esto ocurre con bastante frecuencia.
Ángulo de bisel frente a ángulo incluido: El error de interpretación de 50,000 dólares
El ángulo de bisel es el ángulo medido en un lado del corte. El ángulo incluido es el ángulo total de la ranura en V formada entre dos bordes biselados, desde la esquina afilada original de 90° hasta la preparación completamente abierta. Un ángulo de bisel de 37.5° crea un ángulo incluido de 75° (37.5° 2). Cuando un plano indica "ranura de 75°", puede referirse al ángulo incluido o al ángulo de bisel en cada lado. Un error de lectura duplicará o reducirá a la mitad la preparación; precisamente el error responsable del conocido caso de una modificación de contrato de oleoducto de 200 000 dólares, después de que el taller cortara 37.5° en cada lado de una junta API 1104, cuando se requerían 30° por lado. Confirme siempre con el propietario del plano: ¿ángulo de bisel o ángulo incluido?
| Código | Ángulo de bisel | Tolerancia | cara raíz | Notas |
|---|---|---|---|---|
| ASME B31.3 | Según WPS | Según WPS | Según WPS | Referencias ASME B16.25 para geometría de preparación de extremo |
| ASME B16.25 | 37.5° | ± 2.5 ° | 1.5 mm típico | Espesor de pared estándar ≤22 mm |
| AWS D1.1 CJP | 45° | ± 5 ° | 0-3 mm | Uniones precalificadas, Tabla 3.4 |
| AWS D1.1 PJP | 30° min | ± 5 ° | - | Penetración parcial de la articulación |
| 1104 API línea principal | 30° | ± 5 ° | 1.6mm ±0.8 | Construcción de oleoductos transnacionales |
| Instalación API 1104 | 37.5° | ± 2.5 ° | 1.6mm ±0.8 | Conexiones, tuberías de la estación |
La tríada de ángulos de bisel 30-37.5-45
Si analizamos los cuatro principales códigos de soldadura, tres ángulos de bisel representan el 70% de toda la preparación de soldadura industrial:
- 30 – Línea principal de oleoducto (API 1104), penetración parcial de junta (AWS D1.1)
- 37.5 – Tuberías de proceso (ASME B16.25), conexiones de tuberías, soldaduras a tope de recipientes a presión
- 45 – Acero estructural CJP (AWS D1.1), soldadura de chapa delgada, fabricación general
Primero, elija uno de los tres ángulos. Solo realice divergencias cuando lo requieran la especificación del procedimiento de soldadura (WPS), el espesor de la pared o el proceso (soldadura orbital GTAW, soldadura SAW de ranura estrecha).
Lista de verificación de 5 pasos para la selección del ángulo de bisel
- ✔
Identifique el código apropiado (AWS D1.1, ASME B31.3, API 1104 o ISO 9692-1). - ✔
Lea el WPS y el plano conjuntamente. Verifique cada ángulo, cara de la raíz y abertura de la raíz. - ✔
Identifique si el plano especifica un ángulo de bisel (un lado) o un ángulo incluido (ambos lados combinados). - ✔
Verifique la tolerancia. La Sección IX de ASME especifica la recalificación para disminuciones del ángulo de ranura que superen 5. - ✔
Verifique el bisel con un calibrador después del corte, en las posiciones de las 12, las 3, las 6 y las 9 en punto del tubo.
Tipos de juntas biseladas soldadas: Matriz de decisión de 8 juntas
“¿Qué tipo de junta biselada debo usar?” es una pregunta completamente distinta a “¿qué ángulo de bisel?”. El tipo de junta (bisel simple, bisel doble, V simple, V doble, J, U, bisel abocinado, filete) debe seleccionarse en función del espesor de la pared, el acceso, la tolerancia a las tensiones residuales y el consumo de material de relleno necesario. AWS A2.4:2020 Reconoce los ocho como símbolos de soldadura distintos; la norma ISO 9692-1:2013 describe la geometría de cada uno en los diferentes procesos de soldadura por arco.
| Tipo de articulación | Geometría | espesor de pared | Ángulo típico | Proceso común | Cuando elegir |
|---|---|---|---|---|---|
| Cuadrado (sin bisel) | borde de 90°, solo hueco | ≤3 mm | N/A | GTAW, GMAW | Chapa delgada, soldaduras de filete, uniones de baja tensión. |
| Bisel único | Un lado biselado | 3-12 mm | 30 45 ° ° | SMAW, GMAW | Acceso desde un solo lado |
| V única | Ambos lados biselados, ranura en V | 6-20 mm | 37.5° por lado (75° incluidos) | SMAW, GTAW, GMAW | Fabricación general, soldaduras a tope de tuberías. |
| Doble V | Ranura en forma de V en ambas caras (forma de X) | 15-40 mm | 30°-37.5° por lado | SAW, FCAW | Acceso por ambos lados, menor distorsión que un solo V |
| J simple (J-prep) | Raíz curva, surco estrecho | 15-40 mm | 15°-25° (pared lateral) | GTAW, SMAW | Reduce el relleno entre un 30 y un 40 % en comparación con una sola V en pared gruesa. |
| ranura en U | Raíz curva, a ambos lados | ≥25 milímetro | Pared lateral de 10°-20° | SMAW, SAW, FCAW | Recipientes a presión de pared gruesa, uso mínimo de material de relleno. |
| bisel acampanado | Un elemento curvo se une a un elemento plano o curvo. | Varíable | Según AWS A2.4 | GMAW, SMAW | Tubos a placas, barras de refuerzo, ángulos estructurales |
| bisel compuesto | Dos ángulos en una misma preparación (inclinado + poco profundo) | ≥25 milímetro | 37.5° raíz + 10° pared lateral | Raíz GTAW + relleno SMAW | Tubería de alta presión, equilibrio de acceso y llenado |
📐 Nota de ingeniería
El ancho de la ranura es proporcional al espesor de la pared tan(ángulo de bisel). Para una pared de 8 mm y un bisel de 37.5: 8 tan(37.5) 8 0.767 6.1 mm de ancho de ranura por lado, 12.2 mm incluidos. Cambiar a una preparación en J en la misma junta de 8 mm normalmente resta entre un 30 y un 40 % de ese volumen, lo que explica por qué los proveedores de paredes gruesas especifican la preparación en J para paredes de más de 15 mm incluso cuando el acceso permite una V.
¿Es necesario soldar la pieza o utilizarla en aplicaciones que soporten carga?
Si la respuesta es afirmativa, entonces el bisel es un elemento de soporte de carga, no un acabado. La geometría de la junta debe permitir al soldador alcanzar la raíz, fusionar ambas paredes laterales y evitar defectos de soldadura por falta de fusión que impidan la inspección ultrasónica o radiográfica. Una mala preparación del borde es mucho más que un problema estético; un estudio de 2014 publicado en ResearchGate demostró que una preparación deficiente del borde puede aumentar el consumo de metal de soldadura en un impresionante 84%, con la consecuencia secundaria de que se manifiesta en tensiones residuales y distorsión (Reddy, 2014).
Para uniones estructurales portantes según AWS D1.1, el filete solo es raro para uniones de más de 6 mm; la mayoría de las uniones requeridas por el código necesitan una soldadura de ranura CJP con bisel especificado.
La norma AWS D1.1 considera que una soldadura realizada sin respaldo ni ranurado posterior no está precalificada. Esto ha sido señalado varias veces por ingenieros en Eng-Tips. El detalle aparentemente insignificante de omitir el ranurado posterior en una junta en V simple podría hacer que el trabajo pase de la precalificación a la calificación de procedimiento.
Preparación de bordes de tuberías frente a placas

El biselado de placas se realiza en línea recta. El biselado de tuberías es circunferencial; se debe mantener el mismo ángulo en toda la circunferencia, y los diámetros interior y exterior limitan el acceso. Los códigos se diferencian en función de esto: API 1104 se refiere a tuberías; AWS D1.1 a placas de acero.
| Aspecto | Preparación del borde de la placa | Preparación del borde de la tubería |
|---|---|---|
| Cortar la ruta | Recto, lineal | Circunferencial, continuo |
| Código rector | AWS D1.1 (estructural) | API 1104 (tuberías), ASME B16.25 (procesos) |
| Ángulo de referencia | Precalificado CJP de 45° | Línea principal de 30° / conexiones de 37.5° |
| Verificación | Calibrador de bisel a lo largo de la longitud del borde | Calibrador de bisel a las 12, 3, 6 y 9 en punto. |
| Defecto común | Desviación angular a lo largo de la longitud | Biseles en forma de boca de pez, ángulo circunferencial irregular |
| Equipo típico | Máquina biseladora de placas, cabezal de fresado y biselado | Biseladora de tubos (montaje interior o exterior), cortadora en frío portátil |
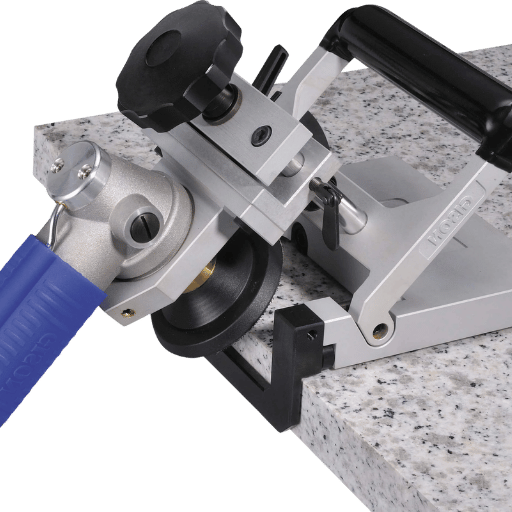
Los biseles en forma de "boca de pez" son el error más común entre los instaladores de tuberías principiantes: el ángulo varía a medida que el operario gira alrededor de la tubería, lo que provoca un corte profundo en un cuadrante y superficial en otro. La solución es mecánica: se puede sujetar una biseladora montada en el exterior de la tubería, que toma como referencia un ángulo estático con respecto a la pared de la tubería, mucho más fácil que el esmerilado manual. Las máquinas de biselado de tuberías industriales con mandril autocentrante eliminan la necesidad de habilidad del operario para trabajos de gran volumen.
Para obtener una descripción más detallada del equipo (incluyendo qué buscar al elegir entre modelos de corte en frío o fresado), consulte la Guía para el corte y biselado de tuberías.
Herramientas y métodos: Manual, portátil, CNC, industrial
Las distintas opciones de equipamiento dan lugar a diferencias en la precisión angular, la repetibilidad y el coste. Cada uno de los cuatro niveles del inventario de herramientas posee un margen de precisión específico.
| Nivel | Tipo de herramienta | Precisión de ángulo | Capacidad de ancho de borde | Precio indicativo | Ideal para |
|---|---|---|---|---|---|
| Tier 1 | Amoladora manual/de mano, cuchilla para biselar | ±2°-3° | Hasta ~6 mm | $200- $1,500 | Retoques, reparaciones, lotes muy pequeños. |
| Tier 2 | Biselador neumático | ±1°-2° | Hasta ~15 mm | $1,000- $3,500 | Zonas peligrosas (sin chispas), espacios confinados |
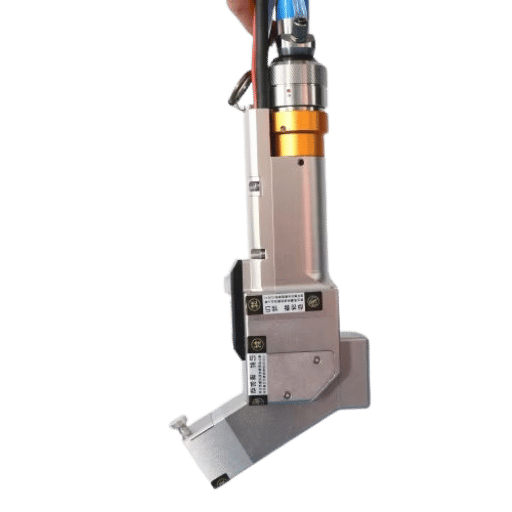
| Tier 3 | biseladora eléctrica portátil | ± 1 ° | Hasta ~21 mm | $2,000- $10,000 | Trabajo de campo, fabricación in situ, talleres de volumen medio |
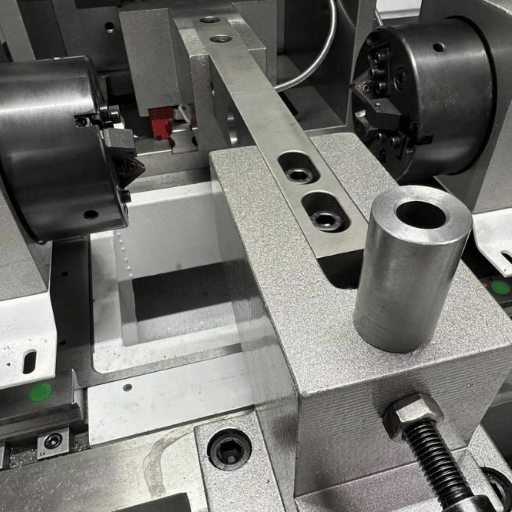
| Tier 4 | Fresadora y biseladora industrial CNC | ± 0.5 ° | Hasta ~35 mm (típico) | $ 10,000- $ 50,000 + | Producción de alto volumen, trabajos que requieren cumplimiento de códigos, tolerancias repetibles. |
✔ Biselado CNC industrial
- Repetibilidad de ±0.5° en miles de uniones.
- Biseles compuestos de varios pasos en una sola pasada.
- Habilidad del operador eliminada de la ecuación de tolerancia
- Tiempo de ciclo predecible para la planificación de la producción.
⚠ Limitaciones de las máquinas CNC industriales
- Costo de capital; el retorno de la inversión requiere un rendimiento sostenido.
- Huella de sujeción de la pieza de trabajo requerida
- No es portátil: las reparaciones en el campo aún requieren herramientas manuales.
- Tiempo de programación en pedidos de lotes pequeños
Punto de equilibrio para un taller que elige entre una fresadora portátil de nivel 3 o una CNC de nivel 4: 3,000-5,000 uniones/año de geometría normal. Por debajo de ese valor, la fresadora eléctrica portátil realiza la mayoría de los trabajos de programación; por encima, la CNC se amortiza incluso con un mayor desperdicio. Para explorar otras opciones de máquinas biseladoras industriales: alternativas de máquinas biseladoras industriales.
Decisión de CTA: una forma rápida de determinar el alcance de una compra es tomar el código más exigente en la cola de la tienda (generalmente AWS D1.1 CJP o API 1104), calcular la tolerancia angular y elegir un nivel superior. Seleccionar el mismo nivel que la tolerancia no deja margen para el desgaste de la herramienta.
Comparar máquinas biseladoras industriales →
Compatibilidad de materiales: Acero, acero inoxidable, aluminio, materiales compuestos
El material no determina la geometría del bisel; en este caso, el espesor de la pared y el proceso de soldadura sí influyen. La especificación del material define los parámetros de corte (velocidad, avance, lubricación) y los criterios de aceptación del acabado superficial. La norma ISO 9013:2017 divide los cortes térmicos en rangos del 1 al 5 de tolerancia de perpendicularidad, donde la tolerancia máxima permitida aumenta con el espesor del material: 5 mm tienen una dimensión máxima diferente a la de 50 mm.
¿Cómo se puede biselar un borde perfecto?
La perfección depende del proceso de soldadura posterior. En tubos de acero inoxidable, una pasada de raíz GTAW requiere un borde limpio y libre de contaminación con una cara de raíz controlada (2,5 mm ± 0.5 mm); en placas de acero al carbono, una pasada de relleno SMAW puede tolerar una mayor apertura de raíz y una mayor rugosidad superficial. Adapte el corte al siguiente proceso: ninguna especificación perfecta garantiza una mejor soldadura y un menor coste.
| Material | Método de biselado preferido | Pendiente de | Estándar de acabado superficial |
|---|---|---|---|
| Acero carbono | Corte en frío, plasma, oxicorte para chapa gruesa | Zona afectada por el calor en cortes térmicos >25 mm | ISO 9013 Rango 2-3 |
| Acero inoxidable | Corte en frío (sin contaminación por carbono) | Evite las muelas abrasivas de acero al carbono (contaminación cruzada). | ISO 9013 Rango 1-2; 3-A Sanitario para higiene |
| Aluminio: | Biselador de fresado en frío con fresa de carburo | Capa de óxido en el borde: limpiar antes de soldar. | AWS D1.2 (código de soldadura de aluminio) |
| Tubo de PVC/termoplástico | Herramienta de biselado manual, biselador de tubos de plástico | Evite el calor: la fusión por fricción deforma el borde. | Según las especificaciones de soldadura por solvente del fabricante de tuberías |
| Materiales compuestos (FRP, CFRP) | Fresadora con punta de diamante, chorro de agua | Extracción de fibras, delaminación en el borde | Según las especificaciones del fabricante del panel |
Las tuberías higiénicas de acero inoxidable para alimentos, bebidas y productos farmacéuticos están cubiertas por eHEDG y las normas sanitarias 3-A. El acabado superficial del bisel debe ser lo suficientemente fino como para evitar que se acumulen "bolsas" bacterianas en la raíz de la soldadura; el proceso orbital es el típico proceso posterior, por lo que el bisel debe alimentarlo de forma limpia.
¿Por qué son importantes el biselado y el chaflán? (Casos de uso industrial)

La preparación de los bordes es una garantía estructural. Todo el trabajo arduo se realiza antes de que se produzca el arco eléctrico, y lo que se haga en las placas determina si cumplen con la normativa o si, en dos semanas, la inspección resulta fallida. La exigencia de precisión no es tan obvia como muchos en la industria siderúrgica creen.
¿Cuál es la finalidad del chaflán?
El chaflán ofrece cuatro ventajas prácticas: elimina el ángulo de 90 grados que corta los dedos y desgarra los guantes, proporciona una superficie guía para que los tornillos se inserten rectos, elimina las concentraciones de tensión en las esquinas que, de otro modo, provocarían grietas por fatiga, y mejora el aspecto de los bordes expuestos. En el mecanizado CNC, 0.5 45 es el valor predeterminado aproximado para los orificios pasantes; esto se debe al proceso de ensamblaje, no a la estética.
En comparación con el chaflán, el biselado beneficia al soldador, no al ensamblador. Su función es asegurar que los depósitos de soldadura se depositen correctamente, que la fusión de las paredes laterales sea completa y adecuada, y que se logre una buena calidad en la raíz. Si se utiliza un proceso incorrecto en lugar del correcto, la soldadura, aunque tenga buen aspecto al final, puede fallar durante su uso.
Idea errónea común del tipo D: “El bisel es solo por estética”
Para trabajos estructurales o de soldadura a presión, el biselado es fundamental para que el soldador pueda realizar la soldadura correctamente. La preparación del borde —que incluye un informe técnico de Dtic sobre las características de un buen borde— influye tanto en la durabilidad del recubrimiento como en la calidad de la soldadura en sí. Un bisel simplemente "bonito" podría haber fallado hace años.
“La mayoría de los talleres creen entender las especificaciones de biselado AWS D1.1. Luego, fallan en una radiografía y culpan directamente al soldador. Hay que solucionarlo desde el principio, empezando por el propio bisel.”
| Caso de uso | Por qué es importante la preparación de los bordes. | Industria típica |
|---|---|---|
| Preparación de la soldadura | Define la profundidad de penetración y la calidad de la fusión. | Construcción naval, recipientes a presión, oleoductos y gasoductos, acero estructural |
| Ajuste del conjunto | La geometría de entrada guía las piezas hacia los orificios/zócalos correspondientes. | Fabricación de componentes para la industria automotriz, aeroespacial y de sujetadores. |
| Eliminación segura de rebabas | Elimina las esquinas afiladas que cortan las manos, enganchan la ropa y dañan los sellos. | Todo tipo de trabajos en metal; especialmente productos de mano. |
| Redistribución del estrés | Suaviza las transiciones y reduce la concentración de tensiones en las esquinas. | Estructural, pastillas de freno para automóviles, bordes de engranajes |
| Superficie de sellado | Proporciona una superficie de apoyo controlada para juntas y juntas tóricas. | Sistemas hidráulicos, tuberías para la industria farmacéutica/alimentaria (EHEDG, 3-A) |
Biselado vs. Desbarbado vs. Redondeo: No confunda los procesos.

En el lenguaje técnico, se utilizan indistintamente cuatro procesos de acabado de cantos: chaflán, biselado, desbarbado y fileteado. Cada uno de estos procesos tiene una función diferente y, en lugar de usarse como alternativas, suelen ejecutarse en secuencia.
| Proceso | Geometría producida | Propósito primario | Orden en el flujo de trabajo |
|---|---|---|---|
| Bisel | Borde inclinado, ángulo variable, a menudo a través del espesor. | Preparación de juntas de soldadura, ajuste estructural | Pre-soldadura, definida por WPS |
| Chaflán | Corte plano en ángulo en la esquina, normalmente de 45°. | Entrada de montaje, seguridad de bordes | Después del mecanizado, antes del desbarbado. |
| Desbarbar | Elimina los residuos metálicos sueltos, sin ángulo definido. | Seguridad de la superficie, adherencia de la pintura, protección del sellado | Después del biselado, última operación antes del ensamblaje. |
| Filete (redondo) | Borde curvo, radio definido | Alivio del estrés, flujo fluido, sensación ergonómica | Diseñado en CAD; producido mediante utillaje o post-mecanizado. |
“El chaflán es lo mismo que el desbarbado”. Esto es falso. El chaflán crea un ángulo definido y con tolerancia, por ejemplo, 0.5 × 45°. El desbarbado, en cambio, es el proceso de eliminar el metal residual, no uniforme y sin límites que queda después del mecanizado y que no deja una geometría definida. Si bien el chaflán puede desbarbar como efecto secundario, en trabajos que siguen especificaciones, se consideran operaciones separadas porque están sujetas a inspecciones diferentes.
En una CNC más normal, un orden típico es: ranurar la máquina, chaflanar todos los bordes, los bordes restantes y luego inspeccionar si hay esquinas afiladas usando ISO 13715, Clase de tolerancia de borde. El redondeo solo parece ser una característica de algunos sistemas CAD, ya que se crea a partir de una herramienta de radio de esquina durante el mecanizado, no posteriormente.
Perspectivas del sector 2025-2026: Automatización CNC y evolución de los estándares
Es probable que la industria de preparación de cantos se vea influenciada por tres factores principales entre 2025 y 2026: la automatización de precisión, la adopción de biseladoras portátiles in situ y los cambios en las normas. Cada uno de estos factores está respaldado por datos de tendencias de búsqueda. En los datos más recientes de volumen de búsqueda de Google en EE. UU. para "preparación de cantos", el término aumentó aproximadamente cinco veces entre junio y septiembre de 2025. Se observó un aumento similar en el volumen de búsqueda para "chaflán" durante el mismo período, lo que indica que los equipos de compras están investigando posibles mejoras.
Tendencia 1: La automatización de precisión se convierte en la opción predeterminada para grandes volúmenes.
Las fresadoras y biseladoras CNC con una precisión angular de ±0.5° están pasando de ser equipos de alta gama a estándares básicos para trabajos críticos. La razón es simple: considerando las bandas de tolerancia de ±5° para AWS D1.1 y ±2.5° para ASME B16.25, una máquina CNC solo utiliza entre el 10 % y el 20 % de la banda permitida, lo que deja un amplio margen para el desgaste de la herramienta. En cambio, las herramientas manuales y neumáticas con una precisión de ±2-3° se desgastan rápidamente debido al desgaste de las fresas y superan la tolerancia tras el primer uso. Estas consumen entre el 40 % y el 60 % de la banda.
Tendencia 2: El biselado portátil in situ se expande
Las biseladoras eléctricas portátiles se están popularizando en las reparaciones in situ de astilleros, oleoductos y plantas de petróleo y gas. Esta tendencia se debe a la precisión angular que requieren. Si bien las biseladoras pueden producir bordes con una tolerancia de un grado, los sopletes de oxicorte seguidos de esmerilado manual rara vez logran bordes que cumplan con las normas. En la mayoría de las aplicaciones de trabajo de campo, las biseladoras eléctricas portátiles pueden utilizarse en lugar de las biseladoras neumáticas sin chispas, que aún son necesarias en ciertos entornos peligrosos.
Tendencia 3: Revisión de normas (ISO 9013:2017 y AWS A2.4:2020)
La norma ISO 9013, revisada en 2017 y que sustituye a la edición de 2002, establece límites de tolerancia de perpendicularidad más estrictos. Es posible que las referencias obsoletas de WPS utilicen estos valores de 2002. La norma AWS A2.4:2020 (8.ª edición) introduce reglas explicativas para el uso de soldaduras de ranura abocinada, que anteriormente los delineantes establecían a su criterio. Si su taller utiliza símbolos de soldadura anteriores a 2020, es probable que encuentre resistencia por parte de los inspectores.
Qué planificar para 2026
Para talleres en 2026, al planificar compras de capital, el consejo más conveniente es adquirir una fresadora eléctrica portátil con un nivel de precisión superior al del código más exigente disponible; es decir, una biseladora eléctrica portátil con una precisión de 1 como mínimo y una CNC con una precisión de 0.5 como máximo. Las herramientas neumáticas y manuales se reservarán solo para trabajos específicos. Para talleres que realizan trabajos mixtos según las normas AWS D1.1 y ASME B16.25, esto significa que una biseladora portátil de corte en frío con una precisión de 1 comprobada es el punto de partida, no la actualización.
Preguntas frecuentes
P: ¿Qué es un chaflán biselado?
Ver respuesta
P: ¿El chaflán se llama biselado?
Ver respuesta
P: ¿Cuándo es necesario el biselado en lugar del chaflán?
Ver respuesta
P: ¿Cuáles son las ventajas de biselar componentes?
Ver respuesta
P: ¿Por qué es tan importante el chaflán de alta precisión?
Ver respuesta
Referencias y fuentes
- Código de soldadura estructural AWS D1.1/D1.1M — Acero — Sociedad Americana de Soldadura
- Código de tuberías de proceso ASME B31.3 — Sociedad Estadounidense de Ingenieros Mecánicos
- API 1104 Soldadura de tuberías e instalaciones relacionadas — Instituto Americano del Petróleo
- ISO 9013:2017 Corte térmico — Clasificación de los cortes térmicos — Organización Internacional de Normalización
- ISO 9692-1:2013 Soldadura y procesos afines — Tipos de preparación de juntas — Organización Internacional de Normalización
- Símbolos estándar AWS A2.4:2020 para soldadura, soldadura fuerte y ensayos no destructivos. — Sociedad Americana de Soldadura
- Reddy et al., “Estudio sobre los efectos de la preparación de juntas y bordes para lograr soldaduras sin distorsión y con reducción de costos” — Seminario Nacional de Soldadura / IIT (trabajo de investigación)
- Informe DTIC ADA452427: El efecto de la preparación de los bordes en la vida útil del recubrimiento. — Centro de Información Técnica de Defensa de EE. UU.
- Conocimientos laborales de TWI: Costos de soldadura (continuación) — El Instituto de Soldadura
- Grupo Europeo de Ingeniería y Diseño Higiénico (EHEDG) — Asociación de Ingeniería Higiénica
- 3-A Normas Sanitarias, Inc. — Organización de normas sanitarias
- ISO 13715:2017 Bordes de forma indefinida: Indicación y dimensionamiento — Organización Internacional de Normalización
Acerca de este análisis de preparación de bordes industriales
Esta guía sintetiza los requisitos de AWS, ASME, API e ISO con un estudio de ResearchGate de 2014 sobre la economía del metal de soldadura y los rangos de precisión de los equipos probados en campo de fabricantes de máquinas de biselado industrial. La matriz de 8 juntas de la Sección 3 se compiló a partir de referencias cruzadas de AWS A2.4:2020, ISO 9692-1:2013 y guías publicadas sobre espesores de pared; no se ha copiado de ninguna fuente competitiva. Los niveles de precios de la Sección 5 reflejan los precios de lista de 2025-2026 para equipos de fresado y biselado en los mercados OEM de EE. UU. y China.
Revisado por el equipo de ingeniería de RESIZE RESIZE fabrica fresadoras y biseladoras, posicionadores de soldadura, rotadores, manipuladores, mandriles, cortadoras de plasma y líneas de producción para torres eólicas. La revisión de ingeniería se basa en datos de puesta en marcha en planta para líneas de productos de vidrio, tuberías y biseladoras portátiles (profundidad de corte de 0 a 25 mm, ángulos de 15° a 75°, potencia de 2.8 kW, de 2,000 a 6,000 RPM).
Artículos Relacionados
- ¿Qué es una máquina biseladora? — fundamentos del equipo
- ¿Cuál es el estándar para el biselado? — Referencias de código en profundidad
- Cómo elegir la biseladora de tubos adecuada — Selección de equipos según el tamaño de la tubería
- Fresadora y biseladora — Columna — Gama completa de equipos y especificaciones









{kind=link}
{kind=link}
{kind=link}
{kind=link}