
Una mesa de plasma CNC es el sistema de pórtico y mesa de trabajo que convierte una cortadora de plasma manual en una plataforma de corte industrial controlada digitalmente. La elección de la mesa ideal rara vez se basa en la lealtad a la marca; influyen tanto el recorrido de la mesa, la rigidez del pórtico, el software y la distribución del ciclo de trabajo como los costos base del proyecto. Esta guía cubre la anatomía, el dimensionamiento, los aspectos más destacados de los costos y la previsión para 2026 para talleres de fabricación industrial, complementada con datos citados de OSHA, NIOSH, FMA y Future Market Insights, así como la experiencia práctica de los clientes, extraída de los hilos del foro de Practical Machinist.
Especificaciones rápidas: Mesa de plasma CNC industrial
| Sobre de corte común | 4×8 pies (piso industrial) / 5×10 pies (fabricación pesada) |
| Corte de acero dulce, Powermax 85 SYNC | Cortar 1¼ pulg. (32 mm) / Perforar ¾ pulg. (19 mm) |
| Corte de acero dulce, Powermax 125 | Cortar 1½ pulg. (38 mm) / Perforar 1 pulg. (25 mm) |
| Repetibilidad del posicionamiento | ±0.005 en servomotores industriales típicos; el proveedor afirma una precisión de hasta ±0.001 en |
| Suministro mínimo de aire | 15 CFM a 90 PSI (tanque de 60 a 80 galones, motor de 5 HP) |
| Rango de precios del sistema industrial 4×8 | Mesa base de $18.000 → $35.000-45.000 con plasma de 125 A + anidamiento + secador de aire (tercer trimestre de 2025) |
¿Qué es una mesa de plasma CNC?
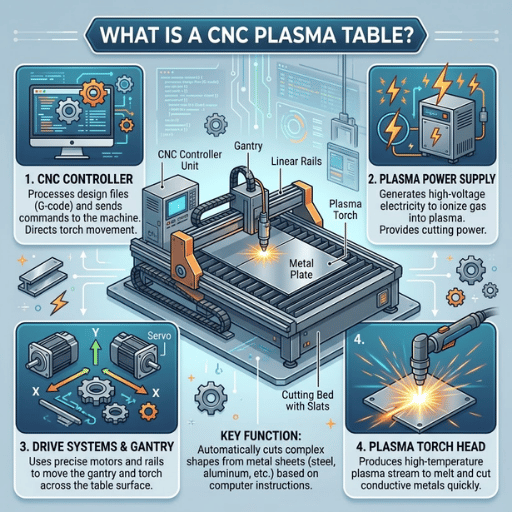
En una configuración de corte por plasma controlada digitalmente, la mesa de plasma CNC es el dispositivo de dirección de trabajo. El corte por plasma en sí es la fuente de energía; la mesa es el pórtico, el sistema de accionamiento y la superficie de trabajo (ya sea de listones, agua u otro material) que posiciona la antorcha sobre la placa a partir de un diagrama CAD. Control numérico computarizadoEn este contexto, significa que los movimientos en XY del pórtico y la altura del eje z de la antorcha son controlados por un controlador que lee un archivo de trayectoria de herramienta en lugar de por una mano humana.
Esa distinción es importante al adquirir una máquina. Una fuente de alimentación Hypertherm Powermax de 65 amperios bisela acero de 2,5 cm (1 pulgada) tanto si está montada en una soldadora como sobre un pórtico CNC; la mesa CNC inferior determina la repetibilidad de su sujeción. Instalar la misma fuente de plasma en una mesa CNC económica para aficionados o en una mesa CNC industrial de acero soldado produce piezas fundamentalmente diferentes.
Si todavía estás traduciendo los fundamentos del corte por plasma a tu (posible) taller, nuestro artículo complementario sobre el Máquina de corte por plasma y cómo funciona Cubre la física subyacente. Esta sección está dedicada a la mesa como factor de decisión de compra: define qué características debe tener una mesa de plasma CNC de grado industrial y cuánto debería costar.
“Casi siempre se puede añadir más riel, pero no se puede ensanchar la máquina una vez construida.”
Aplicaciones comunes del corte por plasma
Las mesas de plasma CNC son la columna vertebral de los proyectos que involucran placas de metal conductoras que se mueven por el taller en grandes cantidades. Según el Perspectivas de FMA Fabrinomics Según la Fabricators & Manufacturers Association, la recuperación del sector automotriz, la demanda sostenida del sector aeroespacial y la dinámica actividad de la construcción no residencial han sido los principales impulsores de la demanda de talleres de fabricación en Estados Unidos hasta 2024-2025.
Donde las mesas de plasma CNC industriales demuestran su valía:
- Fabricación de estructuras de acero: vigas, soportes, cartelas y empalmes de columnas con placas de hasta 2,5 cm (1 pulgada). Un formato de 12,7 x 25,4 cm (5 x 10 pulgadas) domina este sector del mercado, ya que permite el flujo de placas completas, evitando cortes secundarios posteriores.
- Fabricantes de chapa metálica: conductos de climatización, señalización, largueros de escaleras, en calibres de 16 a ¼ de pulgada. Este sector suele ser el menos costoso para adquirir su primera máquina de plasma CNC.
- Fabricantes de componentes para la industria automotriz y del automovilismo deportivo: soportes para chasis, jaulas antivuelco, fabricación de paneles en acero dulce y cromomolibdeno 4130.
- Equipos pesados y sistemas de manipulación agrícola: placas de desgaste, piezas de tractor, soportes de fijación de ⅜ a ¾ de pulgada. A menudo se combinan con una prensa plegadora aguas abajo.
- Construcción naval y fabricación de vagones de ferrocarril: placas gruesas de ≥1 pulgada impulsadas por fuentes de plasma de 200 A en pórticos de 6×12 o más grandes.
- Fabricación de recipientes a presión y tanques: preparación de placas previa a la soldadura por parte del usuario, a menudo combinada con cabezales de corte biselado en sistemas avanzados.
Una de las señales clave que la previsión de la FMA no detecta es el factor temporal. Panel de la industria FABTECH 2024 Se prevé un fuerte crecimiento de la fabricación de metales durante la segunda mitad de 2025, y el volumen de búsquedas en EE. UU. de "mesa de plasma CNC" aumentó aproximadamente un 50 % en septiembre de 2025 con respecto a la base del primer y segundo trimestre de 2025, muy por encima del crecimiento anual del tamaño del mercado de aproximadamente el 5 %, lo que indica que la intención de búsqueda de los compradores está aumentando más rápido que la capacidad que se está instalando.
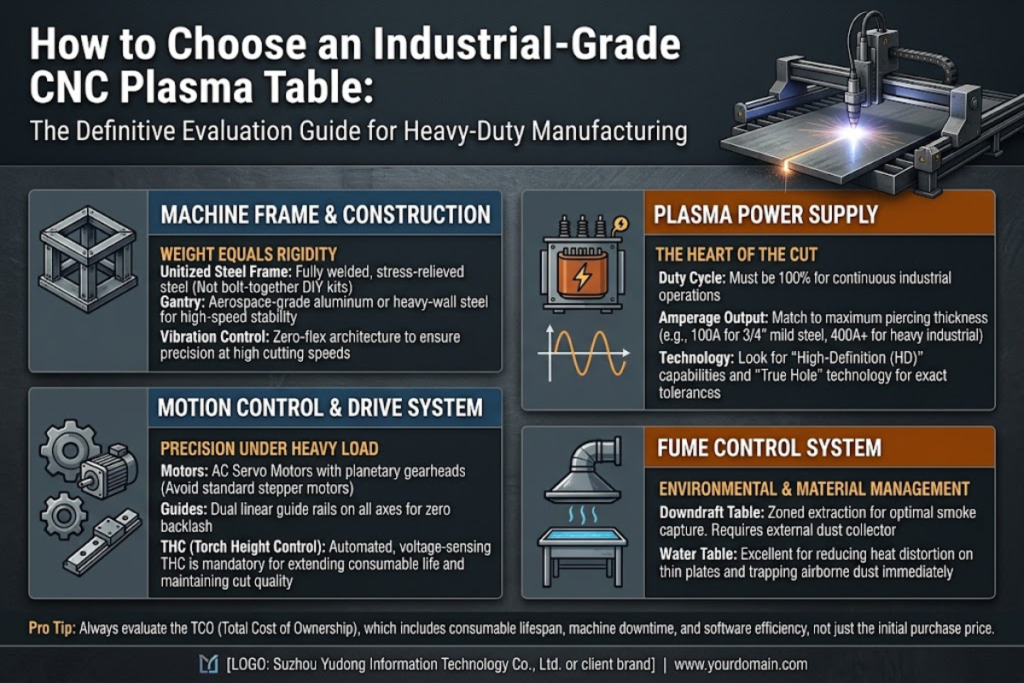
Anatomía: Componentes clave de una mesa de plasma CNC industrial

Las mesas de corte industriales se diferencian de las mesas para aficionados no por sus características, sino por el rendimiento de cada componente durante su ciclo de trabajo. A continuación, se describen los seis componentes que influyen en la calidad del corte, así como los mecanismos de fallo que suelen subestimar el presupuesto de los compradores.
1. Pórtico y estructura
Un pórtico de acero soldado resiste la deflexión durante los cambios de dirección a alta velocidad, mientras que un pórtico de extrusión de aluminio atornillado se flexiona. La flexión se manifiesta como bordes ondulados y variación dimensional en cortes largos. Los bastidores industriales se sueldan en todo el perímetro con placas de 3/8 de pulgada o más gruesas, mientras que las mesas para aficionados suelen utilizar extrusión de aluminio tipo 80/20. La rigidez del bastidor es una inversión permanente; no se puede modificar la rigidez del pórtico posteriormente.
2. Sistema de transmisión
Los servomotores con accionamientos de cremallera y piñón con engranajes planetarios mueven los ejes XY, y un husillo de bolas Z controla el movimiento vertical. Los accionamientos paso a paso son comunes en las mesas de trabajo básicas, pero pierden pasos al acelerar sin retroalimentación de bucle cerrado, lo que produce una deriva de posición en programas largos; la repetibilidad industrial suele ser de 0.005 pulgadas (0.13 mm); algunos proveedores publican una precisión de posicionamiento de tan solo 0.001 pulgadas (0.025 mm), una cifra publicitaria optimista en lugar de una medición real garantizada en todo el área de trabajo.
3. Control de altura de la antorcha (THC)
El control de altura de la antorcha utiliza un sistema de bucle cerrado que mide la tensión del arco y ajusta el eje Z para mantener una distancia constante a medida que la placa se deforma por el calor. El perfil THC de Hypertherm reduce la señal de tensión del arco mediante un divisor de tensión de 25:1 antes de que el controlador actúe sobre ella; la tensión del arco en acero dulce suele estar en el rango nominal de 100-150 V, según el amperaje y el espesor de la placa. Sin el THC, la uniformidad del corte se ve afectada en placas deformadas o aceitosas; con el THC, la vida útil de los consumibles mejora notablemente.
📐 Nota técnica: THC y consumibles
Las especificaciones de vida útil de los consumibles Hypertherm se basan en un rango de voltaje de arco nominal de 100-150 V. Una desviación superior al 5 % respecto al punto de ajuste de la tabla de corte suele indicar boquillas desgastadas, electrodos erosionados o una placa deformada que mantiene la antorcha a una altura excesiva. Asegúrese de que su divisor de voltaje THC esté calibrado según la tabla de corte para su fuente de plasma y amperaje específicos; operar una tabla de corte de 85 A con una fuente de 65 A provoca un desgaste prematuro de los consumibles.
4. Fuente de plasma
El hardware de la fuente de plasma rara vez viene incluido con la mesa. La mayoría de los soldadores industriales combinan el pórtico con una Hypertherm Powermax 65/85/125 SYNC o una MaxPro 200; ESAB y Lincoln ofrecen opciones industriales similares. Elija un amperaje que refleje el espesor típico de la placa, no el máximo. Comprar una fuente de 200 A para un trabajo que utiliza regularmente láminas de calibre 10 supone un desperdicio de consumibles, y comprar una de 45 A para trabajos ocasionales con láminas de 1 pulgada resulta contraproducente.
5. Superficie de trabajo: listones (con extracción descendente) frente a mesa de agua.
La elección de la superficie de trabajo tiene implicaciones en la ventilación y la indexación. OSHA 29 CFR 1926.353 Se requiere ventilación mecánica general o ventilación por extracción localizada en espacios cerrados al cortar metales que contienen cromo, algo que ocurre a diario si se cortan materiales de acero inoxidable o galvanizados. Una mesa de listones con extracción descendente extrae los humos a través de la superficie de trabajo hacia un colector filtrado; una mesa de agua sumerge la zona de corte, conteniendo mecánicamente la columna de humos. Las mesas de agua también reducen la radiación UV reflectante que causa fatiga al operario. Un inconveniente que el dinero no puede solucionar: no se puede indexar una hoja en una mesa de agua sin inundarla, y el plasma de alta definición no proporciona la consistencia relativa al pórtico que requiere la reindexación de la mesa de agua. Publicación NIOSH 2013-128 Se recomienda que OSHA ajuste aún más el límite de exposición permisible (PEL) para el cromo hexavalente; los pequeños talleres deberían mejorar su infraestructura de ventilación anticipándose a futuras reducciones del PEL. El enfoque más amplio Guía de riesgos para la salud relacionados con la soldadura y el corte de los CDC y el NIOSH Se observa que las operaciones en espacios confinados aumentan considerablemente la exposición del operario a los humos metálicos; el mismo principio se aplica a las cabinas de corte por plasma cerradas sin ventilación de extracción localizada.
6. Controlador CNC y conjunto de software
El controlador es la capa de firmware entre la trayectoria de la herramienta generada por CAM y los accionamientos del motor. Los controladores industriales (Hypertherm EDGE Connect, ESAB Vision, FANUC) cierran el bucle en los codificadores del motor e integran el control de la consola de gas y del sistema de control de tracción (THC). Los controladores para aficionados (Mach3 en Windows, LinuxCNC) funcionan, pero añaden latencia y rara vez cierran el bucle del THC de forma nativa. El software complementario equipo de posicionamiento de soldadura En su taller, la conexión con la lógica de control de movimiento posterior será similar; seleccione una familia de controladores a la que pueda ofrecer repuestos y capacitación durante un período de cinco años.
Un aspecto anatómico que los compradores suelen pasar por alto: la conexión a tierra. Los informes en foros coinciden en que la conexión a tierra es la falla silenciosa más común; los síntomas incluyen movimientos temblorosos del motor, sensores que se activan espontáneamente y la desconexión del controlador a mitad de un corte. Solucione el problema instalando una toma de tierra dedicada en la mesa de trabajo, aislada de los generadores y las soldadoras TIG de arranque por alta frecuencia que comparten la misma toma de tierra del taller.
¿Qué materiales y espesores puede cortar una mesa de plasma CNC?
El plasma corta materiales conductores: acero dulce, acero inoxidable, aluminio, cobre y latón. No corta madera, plástico, cerámica ni vidrio; para materiales no conductores se necesita una fresadora CNC, un láser de fibra o un chorro de agua. La capacidad de su taller depende del amperaje de la fuente de plasma en relación con el pórtico.
Las tablas de corte de Hypertherm Industrial publican dos valores por clase de amperaje: capacidad de corte (el espesor en estado estacionario que la fuente cortará limpiamente a velocidad de producción) y capacidad de perforación (el espesor que establecerá un corte de forma fiable con una antorcha estacionaria). La capacidad de perforación siempre es el valor más bajo. Los flujos de trabajo de perforación y corte fallan cuando los clientes especifican el valor de corte y luego intentan perforar el material a ese espesor.
| Fuente de plasma | Acero dulce — Cortado | Acero dulce — Pierce | Acero inoxidable — Cortar | Aluminio — Cortado |
|---|---|---|---|---|
| Powermax 45XP | 1 en (25 mm) | ½ pulgada (12 mm) | ⅜ pulgadas | ¼ de pulgada |
| Powermax 65 SYNC | 1 en (25 mm) | ⅝ pulgadas (16 mm) | ½ pulgada | ⅜ pulgadas |
| Powermax 85 SYNC | 1¼ pulgadas (32 mm) | ¾ pulg. (19 mm) | ⅝ pulgadas | ½ pulgada |
| Powermax 125 | 1½ pulgadas (38 mm) | 1 en (25 mm) | ¾ en | ⅝ pulgadas |
| MaxPro 200 | 2 en (50 mm) | 1¼ pulgadas (32 mm) | 1 plg | 1 plg |
Fuente: Tablas de corte Hypertherm Powermax SYNC (810500MU R4) y la guía de referencia de la máquina.
¿Puede una mesa de plasma CNC cortar aluminio?
Sí, el aluminio es conductor y se corta limpiamente con plasma, pero la calidad final es inferior a la del acero. La escoria de aluminio se adhiere tenazmente a la parte inferior del corte, y el acabado del borde es más rugoso porque el aluminio fundido se solidifica antes de que el aire comprimido lo elimine. La mayoría de los talleres de fabricación que cortan piezas de aluminio para producción cambian a un láser de fibra o un chorro de agua para espesores inferiores a 12,7 cm (½ pulgada) por motivos de acabado. Para espesores superiores a 12,7 cm (½ pulgada), el plasma sigue siendo más rentable en términos de inversión y costes operativos. Si ocasionalmente corta aluminio estructural en lugar de aluminio decorativo, una Powermax 85 SYNC es una solución satisfactoria en una mesa industrial de 1,2 x 2,4 metros (4 x 8 pies).
La capacidad se vuelve matizada por encima de los 25 mm. Varias fuentes editoriales industriales (como la Comparación láser vs. plasma de Esprit Automation) validan que la capacidad del láser de fibra se estabiliza cerca de los 25 mm en acero dulce, con el plasma dominando la ventana de 50 mm antes de la idoneidad del chorro de agua. Nuestros Comparación de las ventajas y desventajas del láser, el plasma y el chorro de agua. Este cambio se describe con más detalle. En contra de la evidencia: en PracticalMachinist, un fabricante experimentado que opera tanto una mesa de plasma de alta definición de 5x10 como un láser de fibra de 4.5 kW elige el láser incluso en aplicaciones donde el plasma tiene la ventaja teórica de la envolvente de corte, porque el costo de la limpieza de escoria en series de 1,000 piezas de acero inoxidable supera el análisis de costos de capital por pieza. El cambio se está produciendo en la producción sin que ocurra también en la inversión de capital.
Cómo elegir el área de corte adecuada: 4×4 vs 4×8 vs 5×10

El CAPEX es el único parámetro que, una vez elegido, no se puede modificar sin reemplazarlo. Seleccione el área que se ajuste a su material de impresión habitual, más seis pulgadas de espacio libre en cada eje, no el área que se ajuste a su espacio disponible.
| Sobre | Huella con despeje | Ajuste de láminas | Ideal para |
|---|---|---|---|
| 2 × 4 pies | ~5×7 pies | Media hoja | Prototipado, señalización, arte |
| 4 × 4 pies | ~6×7 pies | Media hoja (indexación) | Pequeño diseño, soportes — pero vea la advertencia a continuación |
| 4 × 8 pies | ~7×13.5 pies | Hoja estándar completa ✓ | Piso industrial más común |
| 5 × 10 pies | ~8×13 pies | Hoja completa + recorte | Pesado / estructural / agrícola |
| 6×12+ pies | 9×15+ pies | plato de gran tamaño | Astillero, gran estructura |
¿Qué tamaño de mesa de corte por plasma CNC necesito?
Los fabricantes que trabajan en PracticalMachinist coinciden en una regla: no uses piezas de menos de 4x8 pies a menos que el espacio disponible en tu taller sea realmente insuficiente. Para ver opciones de tamaño que se ajusten a los volúmenes de producción comunes, consulta nuestra Especificaciones de la máquina de corte por plasma industrialUn fabricante en activo en PracticalMachinist afirma sin rodeos: «Los buenos controles, accionamientos y mesas de plasma cuestan lo mismo para 4x4 que para 5x10». En la práctica, el mercado industrial de 4x4 es estructuralmente inferior porque la lista de materiales para una máquina industrial de 4x4 es casi idéntica a la de una de 4x8, mientras que el valor de reventa y la flexibilidad operativa de una de 4x8 son mucho mayores. Si se cortan láminas completas de 4x8, la indexación para adaptar una mesa más pequeña a cada trabajo genera costes laborales, anula la repetibilidad del plasma de alta definición y no es compatible con una mesa de agua.
Añada un pasillo de servicio de 24-30 cm a cada eje de la superficie de la mesa, más el radio de giro de la puerta del armario del procesador, más el espacio libre para la manipulación de materiales necesario para cargar la siguiente hoja con una carretilla elevadora. Muchos talleres subestiman este espacio y terminan con una mesa demasiado estrecha para cargar o dar servicio. El área que calcule debe ser aproximadamente 1.5 veces el área de corte en cada lado.
Software CAD/CAM y control de movimiento
El conjunto de software de control CNC en una mesa de corte por plasma industrial consta de tres capas. La combinación de capas de familias de proveedores incompatibles es la trampa de costes oculta.
- CAD: la biblioteca de software de diseño. AutoCAD, Fusion 360, SolidWorks, QCAD, Inkscape. Formatos de exportación: DXF, DWG o archivos paramétricos nativos.
- CAM y anidamiento: la capa de diseño de piezas y trayectoria de herramientas. Nombres comerciales: SheetCAM, FastCAM, Hypertherm ProNest, Lantek, SigmaNEST. Código G o código M.
- Firmware del controlador CNC: la capa de ejecución de movimiento. Hypertherm EDGE Connect, ESAB Vision, FANUC, Mach3 (para aficionados), LinuxCNC. Lee el código posprocesado y controla los accionamientos.
Entre la CAM y el controlador se encuentra un postprocesador: un traductor exclusivo del fabricante que convierte el código G neutro de la CAM al lenguaje que utiliza el controlador. Es raro que el controlador incluya un postprocesador; la mayoría se fabrican o se compran al fabricante de la CAM según la configuración específica de la máquina.
La eficiencia del anidamiento es donde el software industrial se justifica. Los diseños manuales en una hoja de 4×8 suelen desperdiciar entre un 15 % y un 20 % de material; los estudios de caso publicados por ProNest, Lantek y SigmaNEST muestran una recuperación de material del 8 % al 15 % únicamente gracias al anidamiento automático. La ola de lanzamientos de 2024-2025 de los tres proveedores ha añadido anidamiento impulsado por aprendizaje automático que reduce aún más el desperdicio. Para una máquina industrial de 4×8 que corta acero diariamente en una Powermax 85, ese 8-15 % puede ser el mayor factor de control de costes operativos después de los consumibles. Nuestra descripción general de la Conceptos básicos de la máquina de corte por plasma Analiza las consideraciones previas.
Mesas de uso industrial frente a mesas para aficionados: cómo elegir la adecuada.

La elección entre uso doméstico e industrial es una decisión binaria que muchos compradores malinterpretan al considerarla una cuestión de presupuesto. No lo es. Se trata de una cuestión de ciclo de trabajo, tolerancia y coste total a lo largo de la vida útil del producto.
¿Merece la pena una mesa de corte por plasma CNC para una pequeña empresa?
Un cálculo sencillo: si su taller actualmente subcontrata servicios de corte y ese gasto subcontratado supera aproximadamente los 3,000 dólares al mes, una mesa de plasma CNC industrial de 4x8 pies en una Powermax 85 suele amortizarse en 18-30 meses, incluyendo consumibles, software y la amortización de la formación del operario. Comparativa del sector de Esprit Automation Según los informes, el retorno de la inversión promedio para equipos de plasma es de 2 a 3 años, frente a aproximadamente cinco años para equipos láser de fibra de capacidad comparable. Si el costo de corte subcontratado es inferior a $1,500 al mes, la tabla permanece inactiva y los cálculos nunca cuadran.
La prueba de tres preguntas para la inversión en plasma industrial
Una pregunta de filtrado binario que desarrollamos para compradores que comparan equipos de nivel industrial con afirmaciones de marketing de nivel básico:
- Ciclo de trabajo: ¿la mesa funcionará más de dos horas por turno? Si es así, las especificaciones de los rodamientos y el motor de las mesas básicas no soportan esa carga. Se necesita un pórtico reforzado y un servomotor industrial.
- Tolerancia: ¿las piezas que se procesan posteriormente para soldadura, mecanizado o ensamblaje presentan desviaciones de posición superiores a 0.020 pulgadas que provocan retrabajo? En caso afirmativo, las mesas de entrada con accionamiento por motor paso a paso no cumplen con las especificaciones.
- Costo total durante la vida útil: ¿la tabla está especificada para más de cinco años de producción? Si es así, la rigidez del bastidor, la red de suministro de repuestos y la ubicación de la garantía son mucho más importantes que el precio de lista.
Si dos de las tres respuestas son afirmativas, se justifica una mesa de uso industrial. Si solo una es afirmativa, una mesa básica puede ser suficiente durante 18 a 24 meses antes de la próxima compra. Si ninguna lo es, se trata de una mesa para aficionados.
✔ Resistencia de grado industrial
- Estructura de acero soldada, baja deflexión del pórtico a velocidad
- Servoaccionamiento con engranajes planetarios, repetibilidad de ±0.005.
- Estándar THC con retroalimentación de voltaje de bucle cerrado
- Diseñado para una fiabilidad de producción en dos turnos.
- Cadena de suministro de consumibles en garantía, denominada OEM
⚠️ Límites de nivel aficionado
- La extrusión de aluminio atornillada se flexiona durante los cambios de dirección.
- Accionamientos de motor paso a paso, riesgo de pérdida de paso, deriva típica de ±0.020
- El THC suele ser opcional, solo óhmico en mesas más baratas.
- Diseñado para dos a cuatro horas semanales de corte.
- Riesgo de consumibles exclusivos del mercado de repuestos, reemplazo lento de piezas
Un riesgo que ningún listado comercial señalará: el colapso del inventario obsoleto del proveedor y la falta de disponibilidad de repuestos. Una publicación de PracticalMachinist de 2024 archiva el caso de un comprador que adquirió una pequeña mesa de plasma CNC y recibió un servomotor de 2009; luego esperó meses por un reemplazo, perdió un contrato y despidió a un empleado. La marca era conocida, la cláusula de garantía que eximía de litigios hacía que la demanda no fuera rentable, y el patrón de inventario obsoleto era aparentemente un patrón del proveedor. El costo total del ciclo de vida no es un debate sobre el precio de venta; es un debate sobre la disponibilidad de repuestos. Para un contexto comparativo, nuestro análisis detallado Comparación entre el corte por láser y el corte por plasma Aborda cuestiones similares relacionadas con el ciclo de vida en lo que respecta al láser.
¿Qué factores influyen en el coste de una mesa de corte por plasma CNC?
El precio de lista anunciado para una mesa de corte por plasma CNC subestima su costo real al final de su vida útil entre un 30 % y un 60 %. Conocer los detalles de cada partida permite realizar presupuestos comparables y evitar sorpresas después del depósito.
- Mesa base: pórtico, accionamientos, superficie de trabajo. La elección entre ruedas soldadas y atornilladas es el factor decisivo más importante.
- Fuente de alimentación para plasma: a menudo NO está incluida en la tabla base. Una Powermax 65 SYNC añade entre 4,500 y 5,000 dólares; una Powermax 125 añade entre 9,500 y 11 000 dólares según la lista de precios del fabricante.
- Subsistema de control de altura de la antorcha (THC): a menudo se incluye en los modelos industriales, pero en las mesas de gama básica solo supone un coste adicional (entre 800 y 2,500 dólares).
- Software CAD/CAM y de anidamiento: SheetCAM para un solo usuario cuesta aproximadamente 400 dólares; ProNest LT Unlimited cuesta aproximadamente 3,500 dólares de por vida; las licencias industriales de Lantek y SigmaNEST cuestan varios miles de dólares al año.
- Suministro de aire: los compradores industriales suelen subestimar las especificaciones de los compresores. Se recomienda un tanque de 60 a 80 galones con un motor de 5 HP y un caudal mínimo de 15 CFM a 90 PSI, además de un secador de aire (de clase Tsunami, con un costo adicional de entre 1,500 y 2,000 dólares) para un corte preciso.
- Reducción de humos: una unidad de recolección de tiro descendente añade entre 3,000 y 8,000 dólares; la reducción de fluidos mediante placas de agua es la opción de entrada más económica, pero limita la indexación como se describió anteriormente.
- Flete y embalaje: embalaje local entre 800 y 2,500 dólares; flete marítimo internacional entre el 15 % y el 20 % del precio de lista, más aranceles aduaneros.
- Instalación y capacitación del operador: entre 1,500 y 5,000 dólares, dependiendo de los gastos de viaje y la duración de la estancia en el lugar.
- Materiales consumibles para el primer año: electrodos, boquillas, anillos de remolino, protectores. Presupuesta entre 1,500 y 3,000 dólares en el primer año para una mesa de producción de un solo proveedor.
| Nivel | Sobre | Todo incluido (con fuente de plasma) | Comprador típico |
|---|---|---|---|
| Principiante / Aficionado | 2 × 2 hasta 4 × 4 | $5,000 - $15,000 | Bricolaje, tienda de arte, prototipo |
| Profesional / Industria ligera | 4 × 4 hasta 4 × 8 | $18,000 - $45,000 | Taller de trabajo, reparación, fabricación ligera |
| Industrial | 4 × 8 hasta 6 × 12 | $ 45,000 - $ 120,000 + | Fabricación, estructuras, automoción |
| Industrial pesado | 6×12+ con bisel | $ 120,000 - $ 400,000 + | Astillero, maquinaria pesada, ferrocarril |
El costo se basa en datos del mercado estadounidense del tercer trimestre de 2025, pero los precios pueden diferir de los del mercado actual; solicite una cotización ahora. Para comparar las opciones de fabricación actuales, consulte nuestra Soluciones de corte por plasma CNC industrial.
Perspectivas del sector: Tendencias que configurarán el corte por plasma CNC en 2025-2026

Tres tendencias están transformando las decisiones de inversión en plasma CNC para el periodo 2025-2026. Conocerlas antes de firmar un depósito influye en la configuración que se elija.
Relocalización y efecto arancelario sobre la demanda
El mercado global de máquinas de corte por plasma CNC se sitúa en Se prevé que alcance los 707.5 millones de dólares en 2025 y que llegue a los 1,163.5 millones de dólares en 2035, lo que representa una tasa de crecimiento anual compuesta (CAGR) del 5.1%. Según Future Market Insights, los datos de volumen de búsqueda revelan la realidad: las consultas en EE. UU. para "mesa de plasma CNC" aumentaron aproximadamente un 50 % en septiembre de 2025 en comparación con el nivel inicial del primer y segundo trimestre, mucho más rápido que el mercado, lo que indica un mayor volumen de búsqueda que puede atribuirse a un resurgimiento de la digitalización de pequeños talleres y la relocalización de la producción metalúrgica en respuesta a los recientes cambios arancelarios. Esto indica que la capacidad de fabricación, impulsada por la relocalización, está aumentando más rápido de lo que indican los datos del mercado público, y se espera que los plazos de entrega se alarguen para los modelos industriales futuros.
Posicionamiento mediante plasma frente a láser de fibra en el límite de espesor.
Los láseres de fibra siguen reduciendo el alcance del plasma en placas delgadas y medianas de menos de 25 mm en acero ligero; por encima de 25 mm, el plasma sigue siendo más rentable en términos de inversión y costes operativos, con el chorro de agua como alternativa por encima del límite del plasma. En 2025, el desarrollo menos evidente se centra en la productividad: los fabricantes que utilizan ambas tecnologías afirman elegir sistemáticamente el láser incluso en series de producción donde el plasma resulta más rentable, porque la mano de obra para la limpieza de escoria en series largas de piezas (especialmente en acero inoxidable) domina por completo el cálculo del coste del hardware por pieza. Los talleres con tecnología dual son ahora habituales. Si fabrica piezas en acero inoxidable de calibre 12 a ¼ de pulgada, es fundamental modelar explícitamente la mano de obra para la limpieza de escoria antes de optar únicamente por el plasma.
Anidamiento asistido por IA e integración de múltiples tablas
ProNest, Lantek y SigmaNEST lanzaron el anidamiento habilitado por aprendizaje automático en 2024-2025. Operacionalmente, la cifra es de un 8-15% de recuperación de existencias adicional en comparación con el anidamiento automático sin ML, una reducción permanente de los costos operativos. Si está planificando una inversión de capital este año, pregunte a los proveedores si su anidamiento con ML está incluido en el configurador o es una actualización; para 2027 probablemente será un requisito básico en lugar de una característica premium. Las operaciones posteriores, como la soldadura, también se benefician de bordes de piezas más limpios; nuestra descripción general de procesos de soldadura posteriores Analiza la propagación de la calidad del nido.
Preguntas frecuentes

P: ¿Para qué se utiliza una mesa de plasma CNC?
Ver respuesta
P: ¿Puede una mesa de plasma CNC cortar aluminio?
Ver respuesta
P: ¿Cuál es el espesor máximo de placa que puede cortar una mesa de plasma CNC?
Ver respuesta
P: ¿Cuánto cuesta una mesa de plasma CNC industrial?
Ver respuesta
P: ¿Es mejor una mesa de agua o una mesa de listones (de tiro descendente)?
Ver respuesta
Especifique la mesa de plasma CNC adecuada para su taller.
RESIZE fabrica soluciones industriales de corte por plasma CNC para talleres de fabricación, estructuras metálicas y maquinaria pesada.
Solicita un presupuesto para soluciones de plasma CNC industrial →
Acerca de este análisis
Las fuentes para este artículo incluyen las tablas de corte de Hypertherm Powermax, las directrices de OSHA 1926.353 y NIOSH sobre cromo hexavalente, las perspectivas de FMA Fabrinomics, el informe de mercado de plasma CNC de Future Market Insights 2025 y un hilo de un foro de fabricantes en PracticalMachinist que documenta experiencias reales de compra de mesas de plasma CNC. Los precios se basan en el mercado estadounidense del tercer trimestre de 2025 y fueron revisados por el equipo de ingeniería de RESIZE para determinar su valor para los fabricantes industriales.
Artículos Relacionados
- Corte por plasma frente a corte por láser: cómo elegir el método de corte adecuado.
- Corte láser vs. plasma vs. chorro de agua: una comparación de tres tecnologías.
- ¿Qué es una máquina de corte por plasma? Fundamentos y proceso.
- La guía definitiva para equipos manipuladores de soldadura
- La guía definitiva para la soldadura de rotores
Referencias y fuentes
- OSHA 29 CFR 1926.353 — Ventilación y protección en soldadura, corte y calentamiento — Departamento de Trabajo de los Estados Unidos, Administración de Seguridad y Salud Ocupacional
- Publicación NIOSH 2013-128 — Criterios para una norma recomendada: Exposición ocupacional al cromo hexavalente — Centros para el Control y la Prevención de Enfermedades de EE. UU.
- Riesgos para la salud en la soldadura y el corte: guía temática del NIOSH — Centros para el Control y la Prevención de Enfermedades de EE. UU.
- Control numérico computarizado — entrada de enciclopedia - Wikipedia
- Perspectivas macroeconómicas para 2024 (Fabrinomics) — Asociación Internacional de Fabricantes y Fabricantes
- Resumen de FABTECH 2024: el panel de la industria de la fabricación de metales analiza las perspectivas para 2025. — El Fabricante
- Previsión del mercado de máquinas de corte por plasma CNC para el periodo 2025-2035 — Perspectivas del mercado futuro
- Corte por láser vs. corte por plasma: comparación para fabricantes de equipos originales industriales. — Automatización Esprit









{kind=link}
{kind=link}
{kind=link}
{kind=link}