
![Guide des positionneurs de soudage de table : spécifications, types et comment choisir [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8-1024x683.webp)
📐 Spécifications techniques rapides — Positionneur de soudage de table
| Gamme des capacités | 250 lb – 1 000 lb (niveaux de production courants) |
| Diamètre de la table | 8″ – 24″ (varie selon le niveau de capacité) |
| Plage d'inclinaison | 0° – 135° (la plupart des modèles motorisés : 0°–90°) |
| Vitesse de rotation | 0.1 – 6 tr/min (variable) |
| Circuit de mise à la terre | 200 – 800 A via bague collectrice ou contact à ressort |
| Type d'entraînement | Engrenage à vis sans fin (la plupart) / Servomoteur (haut de gamme) |
| Unité De Poids | 35 – 280 lb (varie selon la capacité) |
| Alimentation | 110 V / 220 V monophasé (la plupart des modèles de table) |
Qu’est-ce qu’un positionneur de soudage de table — et qui en a réellement besoin ?
Un positionneur de soudage de table est un dispositif électrique qui fait pivoter et incliner une pièce à souder afin que le joint de soudure reste à plat pendant toute la durée du cycle de soudage. Plutôt que d'obliger le soudeur à se contorsionner ou à se repositionner autour d'une pièce fixe — en luttant contre la gravité, la fatigue due à des angles de torche sous-optimaux et une vitesse de déplacement irrégulière —, le positionneur présente l'angle optimal à la torche et le maintient avec précision tout au long de chaque soudure.
Le concept est logique. Parmi les positions de soudage enregistrées, la position à plat est la plus rapide, offre le meilleur taux de dépôt et assure une pénétration maximale. Incliner un tuyau ou un joint de bride à 45 degrés permet d'obtenir une position à plat ; 90 degrés produisent le même résultat pour un tuyau bout à bout. De plus, la rotation de la pièce sur un gabarit à vitesse contrôlée, guidée par une seule ligne de torche, permet d'obtenir un cordon de soudure plus uniforme, notamment sur les joints ronds.
Nos clients types sont des ateliers de fabrication sur mesure produisant quelques pièces uniques ou de petites et moyennes séries, des préparateurs de véhicules de sport automobile et de performance fabriquant des arceaux de sécurité ou des pièces de suspension, des entreprises de CVC et de mécanique installant des tuyauteries à brides, des équipementiers de systèmes d'instrumentation et de vide assemblant de petits boîtiers sous pression, et des sociétés de maintenance aérospatiale assurant l'entretien d'assemblages de précision. Si votre atelier produit une pièce en grande série pour le même client final plus de 3 à 4 fois par semaine, un positionneur est presque toujours rentabilisé dès la première production grâce aux gains de temps de réglage et de retouches.
Vous hésitez encore entre un positionneur de table et un positionneur sur pied ? Consultez notre page comparative des positionneurs de table et sur pied.
Caractéristiques principales : Capacité de charge, plage d’inclinaison et vitesse de rotation expliquées

La capacité de charge nominale est une information connue de la plupart des acheteurs, mais souvent surestimée. La capacité maximale s'applique à un dispositif centré et équilibré sur une table horizontale standard (position à plat). Toute inclinaison du dispositif par rapport au centre réduit la capacité effective, parfois de façon considérable.
Note technique : capacité de charge et bras de levier
La charge de travail correspond au poids de la pièce soudée plus le poids du dispositif de fixation ; or, ce dernier est souvent négligé en atelier. De plus, la charge effective sur les roulements de la table XY augmente avec la distance entre les axes de la table et le centre de gravité de la pièce. Un positionneur de 90 kg (200 lb) installé sur la face du mandrin peut ne supporter que 5,5 kg (12 lb) avec une excentricité de 200 mm (8 pouces). Lors de l'utilisation d'une pièce dont le centre de gravité est décentré, il est impératif de prévoir un coefficient de sécurité minimal de 1.5 lors du dimensionnement du positionneur.
| Niveau | Capacité nominale | Diam. du tableau | Plage de vitesse | Application typique | Environ. Prix |
|---|---|---|---|---|---|
| Léger | 50 à 250 lb | 8 "- 14" | 0.3 - 5 RPM | Petites brides, raccords de tuyauterie, pièces pour sports mécaniques | 800 $ - 2,500 $ |
| Usage moyen | 250 à 500 lb | 14 "- 20" | 0.1 - 4 RPM | têtes de réservoirs sous pression, corps de pompes, vannes | 2,500 $ - 5,500 $ |
| Table de travail lourde | 500 à 1,000 lb | 12 "- 24" | 0.5 - 5 RPM | Grands collecteurs, sous-ensembles structuraux | 4,500 $ - 9,000 $ et plus |
Quelle vitesse de rotation est nécessaire pour le soudage TIG par rapport au soudage MIG ?
Voici votre calcul principal : Vitesse de déplacement de l'arc en IPM (pouces par minute) = géométrie de la pièce multipliée par la vitesse de rotation (tr/min) déterminée. La plupart des ateliers connaissent le diamètre de leurs pièces, mais pas la vitesse de déplacement de l'arc. Prenez un cordon de soudure circulaire de 10 secondes, calculez sa longueur et multipliez-la par 6 : vous obtiendrez ainsi votre IPM. Les vitesses d'arc TIG (GTAW) sont généralement comprises entre 0.1 et 1.0 tr/min sur les pièces rondes. Les vitesses d'arc MIG (GMAW) sont plus élevées : comptez entre 1.0 et 4.0 tr/min. Les vitesses d'arc GMAW pour le soudage de tubes se situent entre les deux, entre 0.5 et 2.0 tr/min selon le procédé et le diamètre.
Consultez notre tableau des capacités des positionneurs de soudage pour obtenir des calculs détaillés, y compris des exemples pour les dimensions de pièces standard.
🔧 Scénario d'atelier : Fabricant d'arceaux de sécurité pour sports mécaniques
Un fabricant d'assemblages de nœuds d'arceau de sécurité en acier chromoly 4130 sélectionne un positionneur. Chaque pièce pèse 3 kg, mais est montée décalée de 40 cm par rapport au centre de la table, ce qui crée un bras de levier effectif d'environ 18 à 45 kg. Un positionneur léger de 250 kg suffirait amplement. Un modèle de 1,000 kg serait un gaspillage d'espace et un coût inutile pour des pièces aussi petites. Choisir le positionneur adapté aux charges réelles (et non à la masse brute) est essentiel pour un achat judicieux.
Types de positionneurs de soudage de table : motorisés, manuels, fixes et à 2 axes

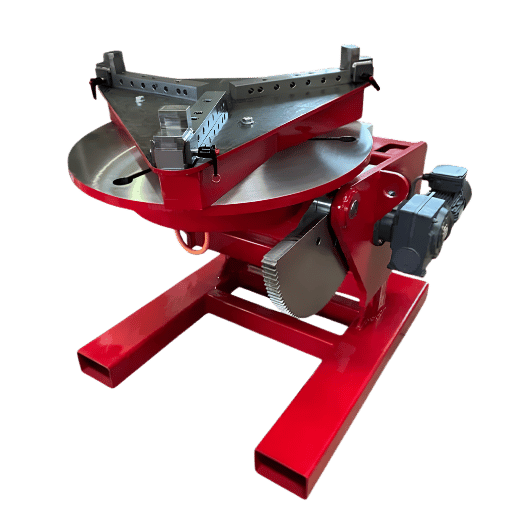
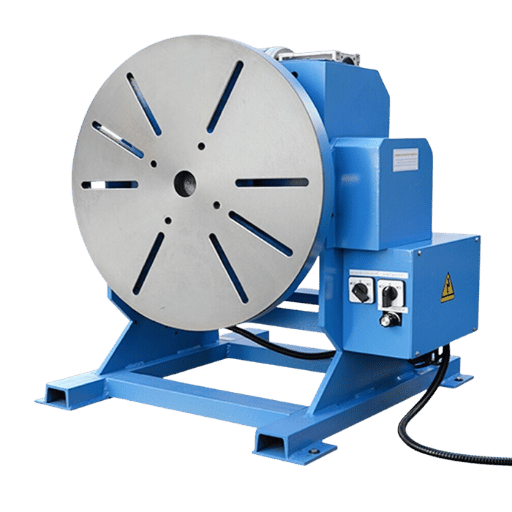
La terminologie employée dans les descriptions de produits peut parfois manquer de cohérence ; il est donc important de bien comprendre les différentes configurations possibles afin d’éviter d’acheter une machine inadaptée. Les machines à base fixe, plus précisément appelées plateaux tournants de soudage, permettent uniquement le positionnement angulaire et sont généralement moins chères que les modèles inclinables. Elles sont idéales pour les applications spécifiques nécessitant la création d’une plaque de base inclinée pour obtenir la position requise. Les positionneurs à base inclinable permettent de présenter le joint à n’importe quel angle entre l’horizontale et la verticale ; c’est ce que l’industrie du soudage appelle un « positionneur de soudage ».
| Type | Mouvement | Idéal pour | Ne convient pas pour |
|---|---|---|---|
| Inclinable motorisé | Rotation et inclinaison | Production générale, soudage TIG, brides de tuyauterie | Configurations fixes dédiées où l'inclinaison est sans importance |
| Plateau tournant motorisé à base fixe | Rotation uniquement | Configurations monoblocs dédiées, budget réduit | Travaux nécessitant plusieurs positions de soudage dans une seule configuration |
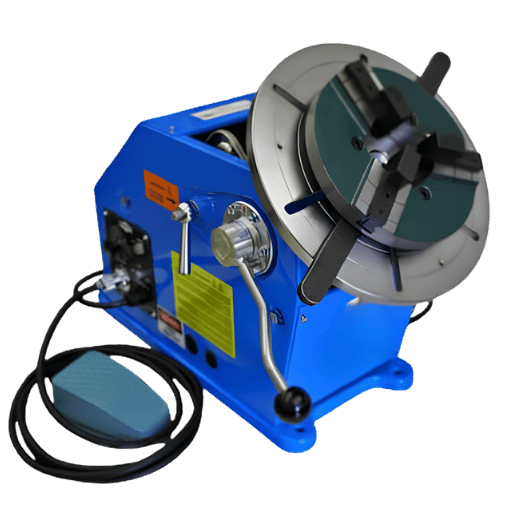
| Inclinaison manuelle | Rotation motorisée, inclinaison manuelle | Magasins à faible volume, budget limité | Cycles de production nécessitant des ajustements fréquents d'inclinaison |
| 2 axes / Tête-Poupée | Rotation + inclinaison (motorisée sur les deux axes) | Assemblages longs, sous-structures | Pièces compactes ; nécessite plus d'espace au sol. |
Pour en savoir plus sur les configurations rotatives, consultez notre site web. positionneurs de soudage rotatifs et les pages sur les systèmes à 2 axes. Une erreur fréquente en atelier de fabrication : investir dans un positionneur entièrement motorisé pour une production de 3 pièces par jour alors qu’un basculeur manuel de 300 à 400 $ suffit.
Positionneur de table vs. plateau tournant de soudage vs. rouleaux de tournage : lequel vous faut-il ?

Les trois catégories d'équipements sont souvent confondues lors des recherches des acheteurs. Bien que leurs capacités se chevauchent, leurs applications et leurs mécanismes sont en réalité très différents.
| Équipement | Tilt | Rotation | Charge typique | Coût typique | Idéal pour |
|---|---|---|---|---|---|
| Positionneur de paillasse | 0 ° à 135 ° | 0.1 - 6 RPM | 50 à 1,000 lb | 800 $ - 9,000 $ et plus | Brides, raccords, assemblages de précision |
| Table tournante de soudage | Aucun (base fixe) | 0.3 - 5 RPM | 50 à 500 lb | 300 $ - 2,500 $ | Soudures circulaires dédiées à un angle fixe |
| Rouleaux de tournage | Aucun | Continu | 500 à 100,000 lb | 1,200 $ - 40,000 $ et plus | Récipients cylindriques, tuyaux, réservoirs (axe longitudinal) |
| Positionneur de sol | 0 ° à 135 ° | 0.1 - 3 RPM | 1,000 à 50,000 lb | 5,000 $ - 60,000 $ et plus | Assemblages soudés de structures lourdes, ateliers de production |
Systèmes de sélection rapide : Les pièces cylindriques longues (réservoir, cuve, section de tuyau) tournant sur leur axe sont équipées de rouleaux de rotation. Des unités d'inclinaison et de rotation sont nécessaires pour le positionnement lors de l'accès aux joints. Pour moins de 800 $, une table tournante à base fixe convient si le joint est toujours soudé dans une position fixe. Les pièces de plus de 1,000 kg peuvent nécessiter un positionneur au sol selon leur géométrie.
Consultez nos pages sur les positionneurs de soudage rotatifs et les systèmes à 2 axes pour plus de détails sur les configurations rotatives. Une erreur fréquente en atelier de fabrication : investir dans un positionneur entièrement motorisé pour une production de 3 pièces par jour alors qu’un basculeur manuel à 300-400 $ suffit.
Comment choisir un positionneur de soudage de table : la matrice de sélection 3×3
La plupart des guides d'achat se contentent de recommander de « réfléchir à votre charge et à votre procédé ». Cette approche est trop imprécise pour un achat d'équipement éclairé. La matrice 3×3 ci-dessous établit une correspondance entre le poids des pièces et le procédé de soudage afin de vous fournir des spécifications initiales concrètes pour chaque combinaison. Utilisez-la comme critère de présélection lors de votre demande de devis.
| Poids de la pièce | TIG / GTAW | MIG / Fourré | Tuyauterie / Structures lourdes |
|---|---|---|---|
| <100 livre | Unité de 113 kg (250 lb), 0.1 à 2 tr/min, bague collectrice en option, moteur à courant continu recommandé | Unité de 250 lb, 1 à 4 tr/min, mandrin standard, moteur CA ou CC | Unité de 113 kg (250 lb), vérifier l'inclinaison à plus de 90°, broche creuse si purge arrière nécessaire |
| 100 à 500 lb | Unité de 227 kg (500 lb), 0.1 à 1 tr/min, bague collectrice requise pour les soudures continues, servomoteur recommandé | Unité de 500 lb, 1 à 3 tr/min, engrenage à vis sans fin à couple élevé, mise à la terre de plus de 500 A | Unité de 227 kg (500 lb), inclinaison de 135° requise, support à rouleaux extérieur pour les assemblages longs |
| > 500 livres | → Considérer positionneur de sol à 2 axes ou système poupée fixe/poupée arrière | Table de charge de 454 kg (1 000 lb), mise à la terre de plus de 800 A, inclinaison motorisée | Plateau de 1,000 kg + rouleaux de tournage pour support de l'axe longitudinal |
Liste de vérification d'achat en 5 points
- Déterminer la charge de travail idéale réelle ; masse de l’ensemble soudé et du dispositif combinés, coefficient de 1.5 pour les pièces à centre de gravité excentré, égale à la charge à plat.
- Déterminez la valeur de la charge d'inclinaison et utilisez celle correspondant à votre situation d'inclinaison réelle, plutôt que la valeur de référence à plat. Vous constaterez une différence entre les deux valeurs ; c'est celle de l'inclinaison qui est importante.
- Assurez-vous que la capacité de votre circuit de mise à la terre peut supporter l'ampérage de votre procédé : une instabilité d'arc se produira si vos mises à la terre sont sous-dimensionnées.
- Envisagez l'utilisation d'une bague collectrice pour le soudage TIG continu ou le soudage circonférentiel à ampérage élevé ; sinon, le passage libre du câble peut engendrer des pics de résistance.
- Prévoyez une augmentation de capacité de 50 % par rapport à votre production actuelle la plus élevée ; à mesure que vos pièces de production augmentent, le remplacement ou la mise à niveau d'un positionneur en cours de contrat représente une charge coûteuse.
🔧 Scénario d'atelier : Atelier de fabrication de récipients sous pression
Un petit atelier fabrique des fonds de réservoirs sous pression sur mesure. Il produit actuellement un ensemble à brides de 180 kg. Les ingénieurs ont spécifié un positionneur de 500 kg, et non un modèle de 250 kg, en raison du centre de gravité décalé et de la marge de manœuvre potentielle pour les pièces qui prendront de l'ampleur. Six mois plus tard, l'atelier décroche un nouveau contrat pour des ensembles de 220 kg à souder en cours de production. L'utilisation d'un positionneur de 250 kg aurait nécessité une mise à niveau coûteuse en cours de production.
Découvrez les positionneurs de soudage de table RESIZE →
Soudage TIG, MIG et de tuyauterie : Adaptation du procédé aux spécifications du positionneur

La torche de découpe n'est pas le seul facteur influençant le choix de l'équipement. Le soudage TIG (ou GMAW) sur une table rotative nécessite des réglages différents de ceux d'un poste de soudage MIG.
| Processus | Plage de vitesse | Courant de terre | Bague collectrice | Mandrin / Dispositif |
|---|---|---|---|---|
| TIG / GTAW | 0.1 - 1.5 RPM | 150 - 350 A | Obligatoire (rotation continue) | Pince à trois mors ou à collet de préférence |
| MIG / GMAW | 0.5 - 4 RPM | 200 - 500 A | Recommandé ≥ 250 A | table à rainures en T ou dispositif d'affichage |
| Flux-Core (FCAW) | 0.5 - 3 RPM | 250 - 600 A | Requis (ampérage élevé) | Table à rainures en T robuste |
| Tuyauterie / Structure | 0.5 - 2 RPM | 200 - 800 A | Requis | mandrin à 3 mors ou dispositif de serrage en V |
Un positionneur de soudage de table a-t-il besoin d'une bague collectrice pour le soudage TIG ?
Pour un soudage TIG circonférentiel continu – où le dispositif de fixation effectue une rotation continue de 360° ou plus – l'utilisation d'une bague collectrice est indispensable. Sans cela, le câble de soudage et le coupleur de gaz inerte s'enroulent autour de la pièce, augmentant considérablement la résistance. Ceci diminue non seulement la stabilité de l'arc, mais provoque également un court-circuit et l'arrêt de la machine. Pour les points de soudure courts, où la table effectue une rotation de 90° ou moins par soudure, un positionneur sans bague collectrice peut convenir, bien que cela comporte certains risques et ne soit pas recommandé pour un usage courant.
Un troisième élément à prendre en compte pour le soudage TIG de l'aluminium est la pédale à vitesse variable. Cette pédale permet de démarrer lentement le temps que le bain de fusion se forme, puis d'accélérer jusqu'au cordon de soudure sans interruption. Une plateforme de montage permettant l'utilisation d'une pédale TIG traditionnelle sur un positionneur à vitesse variable est abordable et simple à installer. Si vous prévoyez de souder de l'inox au TIG, choisissez un dispositif de soudage avec un arbre creux et un orifice pour le purgeage au gaz inerte.
Conseil de pro : Lors du soudage TIG, faites passer le câble de sortie par la bague collectrice interne du positionneur ou par le système de ressort de contact en métal précieux – jamais par un câble traversant le dispositif. Si vous faites passer le fil de masse de votre soudure par ce câble, vous constaterez des irrégularités inexpliquées dans votre cordon de soudure, sous forme de pics de résistance – difficiles à diagnostiquer, mais essentielles à éliminer.
Vous souhaitez en savoir plus sur les accessoires spécifiques à la tuyauterie ? Consultez notre positionneurs de soudage de tuyaux page et notre excellente analyse des configurations tête/contre-poupée.
Installation, montage et sécurité : Utilisation correcte d'un positionneur de soudage de table
99 % des défaillances de positionneurs et 92 % des accidents de soudage sont la conséquence directe d'une ou des deux erreurs suivantes : une mise à la terre incorrecte ou un manque de formation du personnel sur l'inclinaison de la charge.
Avant de commencer à souder, assurez-vous de fixer la borne de terre de votre poste à souder sur le goujon prévu à cet effet sur le positionneur. Souder sur un positionneur simplement boulonné à un établi en acier mis à la terre provoquera le passage d'un courant de soudage de forte intensité dans la machine. Si ce courant traverse les roulements, il finira par les endommager. S'il atteint le circuit électronique, il entraînera une surchauffe importante.
📐 Note technique : Dimensionnement du câble de terre
Pour les positionneurs consommant jusqu'à 500 A de courant inverse, il est généralement conseillé d'utiliser un câble de terre d'une section minimale de 2/0 AWG (67 mm²) entre le corps du positionneur et le point de connexion à la pièce. Un câble de terre sous-dimensionné provoque une instabilité d'arc, un échauffement des points de connexion et peut endommager les circuits du positionneur. OSHA1910.252 et selon la norme ANSI Z49.1, la pièce à usiner — ou la table métallique qui la supporte — doit être mise à la terre indépendamment de la connexion du circuit de soudage.
⚠️ Avertissement de chargement incliné
Un positionneur de 227 kg (500 lb) maintenant un ensemble de 227 kg (500 lb) incliné à 45°, avec le centre de gravité de la pièce décalé de 20 cm (8 pouces) par rapport au centre, subit une charge effective de plus de 385 kg (850 lb) au niveau du palier de la table, bien supérieure à la capacité nominale en position plane. Il est impératif de toujours calculer la charge en position inclinée avant de lancer un nouveau programme d'usinage sur une table inclinée.
Liste de contrôle de mise en service de sécurité en 7 points
- Vérifiez la continuité du circuit de masse entre le corps du positionneur et la pince de travail avant le premier arc électrique.
- Vérifiez l'équilibre de la table – ajoutez des contrepoids en face des pinces excentriques avant de l'incliner.
- Vérifier le fonctionnement du verrouillage de la pédale (la rotation s'arrête lorsque la pédale est relâchée, si elle est installée).
- Inspectez trimestriellement les balais de contact de la bague collectrice ; remplacez-les dès que vous constatez des piqûres ou des dépôts de carbone.
- Ne jamais dépasser le cycle de service nominal sans une pause de refroidissement – la plupart des positionneurs de table sont conçus pour un cycle de service de 60 %.
- Fixez les pièces à usiner avec au moins 3 points de maintien pour éviter qu'elles ne tournent hors de la table.
- Verrouillez le dispositif de blocage de l'inclinaison de la table lorsqu'il n'est pas utilisé – une tête inclinable non verrouillée peut osciller sous l'effet des vibrations.
🔧 Scénario en magasin : Incident d’inclinaison excentrique
Un atelier de fabrication a installé un ensemble sur une table de positionnement plane. Personne n'a tenu compte de la charge due à l'inclinaison, le centre de gravité de la pièce étant décalé de 0 cm (9 pouces) par rapport au centre. Lorsque l'opérateur a incliné la table à 90° et a commencé la rotation, le palier a subi une charge effective plus de deux fois supérieure à sa valeur nominale en inclinaison. Conséquence : bagues de roulement endommagées et un retard de trois semaines sur l'installation. Solution : aucun coût si le moment d'inclinaison est calculé avant le premier cycle pour chaque nouvelle pièce, dès la phase de spécification.
Voir aussi: REDIMENSIONNER les consignes de sécurité du positionneur de soudage – un protocole opérationnel complet pour la mise en service et l’utilisation quotidienne.
Positionneur de soudage de table : prix, marques et points à savoir avant l’achat

L'écart de prix est énorme – plus d'un ordre de grandeur entre les platines d'entrée de gamme et les positionneurs industriels servo-motorisés. Comprendre les raisons de cet écart est plus important que les chiffres eux-mêmes.
| Niveau | Prix | Spécifications typiques | Ce que vous obtenez / Ce que vous n'obtenez pas |
|---|---|---|---|
| Entrée / Bricolage | 300 $ - 900 $ | < 150 kg, sans moteur, inclinaison basique | Inclinaison manuelle, sans régulateur de vitesse, sans bague collectrice, sans certification de charge |
| Professionel | 1,700 $ - 3,500 $ | 200–500 lb, motorisé, vitesse variable, pédale | Entraînement par vis sans fin, moteur à courant continu, mandrin en option, interrupteur au pied, bague collectrice de base |
| Industriel / Précision | 4,500 $ - 9,000 $ et plus | 500–1 000 lb, servomoteur, bague collectrice complète, affichage numérique de la vitesse | Précision servo, interface compatible CNC, assistance sous garantie, qualité de fabrication américaine ou européenne |
Coûts cachés à prévoir dans le budget
- Transport : La plupart des positionneurs vous seront livrés par camion LTL – prévoyez entre 150 et 500 $.
- Droits d'importation : le code HCST sur les positionneurs de soudage fabriqués en Chine est 8515.80.0000 à 6.5 % – à confirmer auprès de l'USITC.
- Mandrin ou dispositif de serrage : De nombreux prix catalogue n’incluent pas le mandrin ; comptez entre 200 et 600 $ pour un mandrin à trois mors de qualité. mandrin de soudage.
- Mise en service : N'oubliez pas d'inclure le temps de mise en service électrique et l'équilibrage de la première pièce sur les nouveaux positionneurs.
Concernant les positionneurs DIY : la plupart des recherches Google pour « positionneur de soudage DIY » proviennent de personnes fabriquant leurs propres cellules robotisées. Les positionneurs DIY conviennent aux amateurs pour des travaux ponctuels en faible production. Cependant, en raison du jeu dans la vis sans fin, de la charge admissible inconnue et de l’absence de certification de mise à la terre, les investissements dans ces unités DIY sont peu rentables à long terme. La plupart des fabricants qui construisent un positionneur DIY sont contraints d’acheter un modèle commercial dans les 18 mois.
Pour établir votre budget concernant un positionneur de table d'entrée de gamme, consultez notre guide d'achat dédié. Vous pouvez également accéder directement à la gamme de positionneurs de soudage RESIZE pour comparer les modèles et demander un devis.
Perspectives du secteur : servomoteurs, intégration de cobots et avenir des positionneurs de table
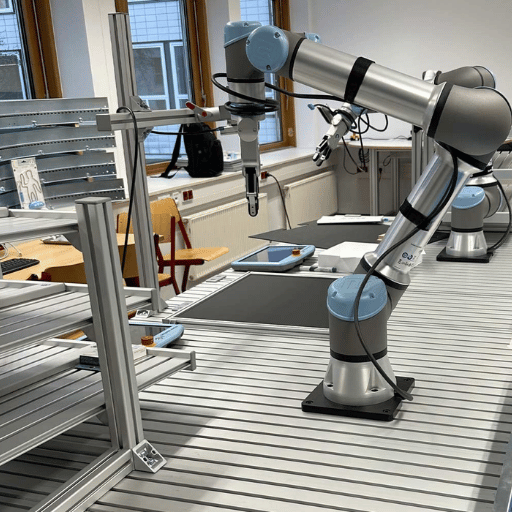
Le marché mondial du soudage robotisé était évalué à 8.1 milliards de dollars en 2025 et devrait atteindre 27.9 milliards de dollars d'ici 2034, enregistrant un taux de croissance annuel composé (TCAC) de 15.2 %. Cette croissance ne se produit pas malgré les positionneurs de table, mais bien autour d'eux. À mesure que les robots collaboratifs (cobots) prennent en charge des tâches de soudage circonférentielles et répétitives, le positionneur devient le septième axe du système.
L'American Welding Society prévoit une pénurie de 320 500 soudeurs qualifiés d'ici 2029. Les ateliers ne remplacent pas les soudeurs par des robots ; ils optimisent la productivité de chaque soudeur par poste grâce à des cobots. Un positionneur de table servo-motorisé, doté d'une interface de vitesse numérique (RS-485 ou EtherNet/IP), peut synchroniser en temps réel sa vitesse de rotation avec le mouvement de la torche Python du cobot, transformant ainsi une opération réalisée par un seul soudeur en une cellule de travail semi-automatisée.
Les positionneurs de soudage de table sont-ils compatibles avec les robots collaboratifs ?
Les positionneurs de table modernes à servocommande, dotés de ports de communication RS-485 ou EtherNet/IP, peuvent être utilisés comme un 7e axe synchronisé avec la plupart des cobots des grandes marques. Le positionneur reçoit les commandes de vitesse et de position du contrôleur du robot plutôt que de la pédale, ce qui permet une synchronisation parfaite entre la trajectoire de la torche et la rotation de la table tout au long d'un programme de soudage. Les positionneurs à moteur à courant alternatif avec contrôle de vitesse analogique uniquement ne permettent pas cette intégration sans un remplacement complet du variateur – et la transmission mécanique (vis sans fin, train d'engrenages) ne peut être convertie en servocommande après l'achat.
Priorité de spécification pour assurer la pérennité du système (2025-2026) : choisir dès le départ un positionneur avec servomoteur et sortie de vitesse numérique. L’écart de coût entre les positionneurs à servomoteur et à moteur à courant alternatif pour une capacité de 227 kg (500 lb) se situe entre 800 et 1 500 $ – bien inférieur à un remplacement complet lorsque l’intégration d’un cobot deviendra un besoin opérationnel.
Articles connexes: Servomoteurs vs moteurs à courant alternatif pour positionneurs de soudage | Guide d'intégration du positionneur de soudage robotisé
Foire aux questions — Positionneur de soudage de table
Quelle capacité de charge me faut-il pour un positionneur de soudage de table ?
Prenez le poids de votre pièce la plus lourde, ajoutez-y le poids du dispositif de fixation, puis multipliez par 1.5 pour tenir compte des charges excentrées du centre de gravité et de l'expansion prévue de l'atelier. La charge ainsi obtenue correspond à la capacité minimale admissible à plat. De même, il est essentiel de demander au fabricant d'indiquer la capacité en inclinaison à votre angle de travail réel. Cette valeur peut être de 30 à 70 % inférieure à la capacité à plat, et c'est elle qui garantit un fonctionnement en toute sécurité. Un positionneur de 227 kg (500 lb) maintenant un ensemble de 181 kg (400 lb) à 90° avec un décalage du centre de gravité de 20 cm (8 pouces) peut déjà dépasser sa capacité en inclinaison – et ce calcul est rarement indiqué dans les fiches produits.
Puis-je utiliser un positionneur de soudage de table pour le soudage TIG ?
Absolument. Choisissez un moteur à courant continu, une pédale à vitesse variable et une bague collectrice adaptée à l'ampérage de votre procédé. Faire passer le courant de retour par les roulements de la table au lieu d'un circuit de terre dédié les détruira.
Quelle est la différence entre un positionneur de soudage de table et une table tournante de soudage ?
Une table tournante de soudage possède un socle fixe sur un plan horizontal. Elle ne permet pas de maintenir l'assemblage sous différents angles : la soudure est toujours orientée selon la position du socle. Un véritable positionneur de soudage est équipé d'une tête inclinable motorisée ou manuelle (la plupart offrent une inclinaison de 0 à 90° ou de 0 à 135°), permettant ainsi de maintenir un assemblage tuyau-bride à plat, puis de l'incliner verticalement pour la passe suivante sans avoir à repositionner la pièce.
Les plateaux tournants sont la solution économique pour les travaux de soudage mono-angle. Pour les ateliers produisant plusieurs gammes de pièces avec différents angles de soudage, les positionneurs offrent une plus grande flexibilité. Consultez notre article comparatif entre positionneurs et plateaux tournants pour une analyse détaillée.
Combien coûte un positionneur de soudage de table ?
Les mandrins du catalogue coûtent environ entre 300 et 600 $. Les unités de production motorisées, d'une capacité de 113 à 227 kg (250 à 500 lb), sont disponibles à partir de 1 700 $ et jusqu'à 3 500 $. Les unités industrielles à servomoteur, d'une capacité de 227 à 454 kg (500 à 1 000 lb), coûtent entre 4 500 $ et plus de 9 000 $.
Le prix indiqué n'inclut généralement pas les frais de manutention ni le transport.
Un positionneur de soudage de table a-t-il besoin d'une bague collectrice ?
Pour les soudures circonférentielles continues (c'est-à-dire toute passe supérieure à 270° avec table en rotation), un contacteur à bague collectrice ou à balais à ressort est indispensable. Sans cela, le câble de soudage et le tuyau de gaz s'enroulent autour de la pièce, engendrant une résistance accrue à mesure que la rotation de la table progresse. Ceci perturbe la stabilité de l'arc de soudage et provoque l'arrêt de la passe.
Les points de soudure à arc court de moins d'un quart de tour restent possibles sans bague collectrice, bien que le cheminement des câbles soit considérablement plus long à mettre en place. Au-delà de 250 A d'intensité de procédé, un contact à balais correctement dimensionné est essentiel pour la qualité de l'arc et la protection de l'équipement ; des balais sous-dimensionnés entraînent un échauffement du corps du positionneur sur les configurations à intensité élevée.
Quelles certifications de sécurité un positionneur de soudage doit-il posséder ?
Vérifiez la conformité à la norme OSHA 1910.252 et la présence d'un circuit de terre testé et homologué. Le marquage CE atteste de la conformité aux différentes directives européennes. Demandez spécifiquement la documentation relative aux tests du circuit de terre ; la plupart des appareils d'entrée de gamme sont équipés d'une borne de terre, mais sans indication de courant nominal testé.
Un positionneur de table peut-il permettre le soudage de tuyaux ?
Les assemblages tuyau-bride et tuyau bout à bout, dans les limites de charge du positionneur, restent largement dans ses capacités. Cependant, pour un cordon d'angle tuyau-bride en position à plat, inclinez-le à 45° ; pour un soudage bout à bout en position à plat, inclinez-le à 90°. Les sections de grand diamètre tournant sur leur axe longitudinal doivent être placées sur des rouleaux de rotation, et non sur un positionneur de table. Utilisez-les ensemble : le positionneur et la lunette fixe du rouleau. Le positionneur saisit une extrémité, la lunette fixe l'autre.
Des indications sur la taille peuvent être trouvées dans choix d'un positionneur pour le soudage de tuyaux.
À propos de ce guide
Les ingénieurs de RESIZE ont conçu et fabriqué une gamme de positionneurs de soudage destinés aux fabricants d'Amérique du Nord, d'Amérique du Sud, d'Europe et d'Asie du Sud-Est. Les spécifications, les consignes de sécurité et les recommandations relatives au choix de ce positionneur de table présentées ici reflètent fidèlement les spécifications techniques mises en œuvre, et non de simples arguments marketing. Les sources tierces, le cas échéant, sont référencées dans la section « Références » ci-après.
Spécialistes de la conception de positionneurs de soudage, de l'intégration CNC et des systèmes d'automatisation de la fabrication, l'équipe technique de RESIZE vérifie toutes les données techniques et les consignes de sécurité avant publication.
Articles Relatifs
- Solutions de positionnement de soudage pour petits ateliers — Trouver la solution adaptée aux budgets limités
- Guide de positionnement pour soudage — Options à 3 mors, à pince et personnalisées
- Systèmes de contrôle de vitesse des positionneurs — Du simple cadran à la précision servo
- Consignes de sécurité pour le positionneur de soudage — Liste de vérification de la mise en service et protocole d'utilisation
- Guide du débutant sur les positionneurs de soudage : fonctionnement et prix
- Technologie de positionnement sans jeu — Performances des engrenages à vis sans fin et des servomoteurs
Références et sources
- Norme OSHA 1910.252 — Exigences générales : Soudage, découpage et brasageAdministration de la sécurité et de la santé au travail. [Niveau 1]
- Honhart, K. «Optimisation des positionneurs de table pour le soudage de tubes et de tuyaux. » Le fabricant (Publications de la FMA). [Niveau 2]
- « Sécurité de la mise à la terre et du soudage à l’arc » Centre de ressources Lincoln ElectricRéférences : ANSI Z49.1:2005 Sécurité en soudage, découpage et procédés connexes ; NFPA 70 Code national de l’électricité. [Niveau 3 / ANSI Z49.1 = Niveau 1]
- Société américaine de soudage (AWS). Rapport sur l'état de la main-d'œuvre en soudage : projections du déficit de soudeurs américains jusqu'en 2029. [Niveau 2]
- Rapport « Taille, part de marché et croissance du marché du soudage robotisé », Fortune Business Insights (2025). TCAC prévu pour le soudage robotisé : 15.20 % jusqu’en 2034. [Étude de marché de niveau 3 ; citée à titre indicatif uniquement]







![Guide des positionneurs de soudage de table : spécifications, types et comment choisir [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8.webp)

{kind=link}
{kind=link}
{kind=link}
{kind=link}