
Ce guide couvre toutes les décisions dont un professionnel de la fabrication a besoin : quatre types de machines, des angles de biseau vérifiés avec des références de code, une comparaison des performances avec le meulage d’angle, les exigences de compatibilité des matériaux et une matrice de sélection à cinq facteurs applicable à tout projet ou décision d’approvisionnement.
Machine de fraisage et de chanfreinage RESIZE — Caractéristiques principales
| Paramètre | Spécifications |
|---|---|
| Compatibilité des matériaux | Acier, acier inoxydable, aluminium, PVC, composites |
| Angles de coupe (réglables) | 15 °, 30 °, 45 °, 60 °, 75 ° |
| Profondeur de coupe maximale | 0 – 25 mm |
| Largeur maximale du bord | 35 mm |
| Puissance de sortie | Moteur électrique de 2.8kW |
| Plage de vitesse | 2,000–6,000 tr/min |
| Poids unitaire portable | 18-32 kg |
| Gamme de prix (machines à tuyaux) | $ 1,565- $ 31,000 |
| Des dispositifs de sécurité | Système d'arrêt d'urgence et anti-vibrations |
Qu'est-ce qu'un outil à biseauter et comment fonctionne-t-il ?

Qu'est-ce qu'une machine à chanfreiner ?
Les chanfreineuses sont des machines de découpe de précision à commande électrique, conçues pour créer un angle biseauté ou un chanfrein sur les bords de toute pièce métallique (placage, tube d'acier ou élément de structure). Contrairement à une meuleuse à disque, qui utilise l'abrasion pour enlever de la matière, les outils de chanfreinage spécialisés permettent une découpe nette et contrôlée, en cisaillement précis du matériau en une seule passe. La machine, équipée d'une tête rotative à plaquettes carbure intégrées, réalise le chanfreinage selon un angle prédéfini ou ajusté.
Le procédé est assez simple : la pièce est fixée par serrage ou le bâti de la machine est positionné sur son bord, l’outil est inséré à l’angle de biseau prédéterminé sur le métal et avance à profondeur constante. On obtient ainsi un profil dimensionnellement précis, prêt pour l’assemblage sans rectification, vérification des angles ni ébavurage supplémentaires, une fois la machine correctement réglée.
L'outil est désormais équipé de série d'angles de coupe réglables de 15 à 75°, d'une vitesse de rotation ajustable pour une efficacité optimale et de têtes interchangeables permettant le biseautage, le chanfreinage, l'ébavurage et le fraisage de rayons. Il permet, par exemple, de préparer un joint soudé dans une structure métallique jusqu'à réaliser un ébavurage par découpe plasma, et rien de plus.
À quoi sert un outil à biseauter ?
Un outil à chanfreiner amincit et affûte un bord métallique selon un angle précis. Ce procédé crée une surface inclinée pour la préparation des joints de soudure, la finition des bords ou l'assemblage. Lors de la préparation des soudures, le chanfreinage définit la géométrie de la gorge pour le joint de fond souhaité (en V, en J ou en chanfrein), permettant l'entrée du métal d'apport et garantissant une soudure de qualité à la racine du joint. Il permet de chanfreiner les bords de l'acier et de l'acier inoxydable, éliminant ainsi le risque de coupures et préparant le bord pour une adhérence optimale de toute finition. Cet outil traite des largeurs de bord de quelques millimètres à 35 mm, avec des angles réglables de 15° à 75°. Il est compatible avec l'acier, l'acier inoxydable, l'aluminium, le cuivre, les tubes en PVC et les composites techniques.
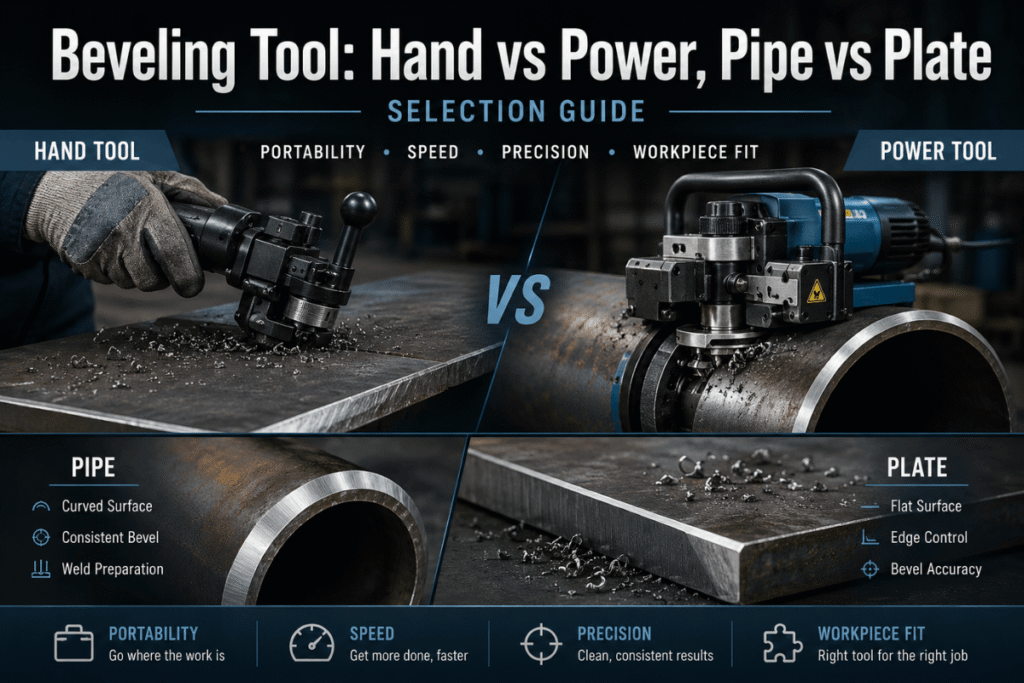
Types de machines à chanfreiner : pour plaques, tubes, portables et stationnaires

Les chanfreineuses se répartissent en quatre grandes catégories : le choix dépend à la fois de la géométrie de la pièce et de l’environnement de production (sur le site de production ou en atelier). Un choix inadéquat entraîne une augmentation des coûts, une incompatibilité avec les conditions d’utilisation, ou les deux (une petite chanfreineuse portative aux capacités limitées ne convient pas, par exemple, pour la réalisation de longs chanfreins sur de grandes plaques, alors qu’une équipe de réparation de champs pétrolifères ne peut pas l’utiliser sur le chantier).
Quel outil permet de réaliser des bords biseautés ?
Le chanfrein est réalisé à l'aide de quatre types de machines spécialisées : une chanfreineuse pour tubes et tuyaux ; une chanfreineuse pour tôles et plaques ; un outil de chanfreinage portatif (pour les travaux sur site et les assemblages de positionnement) ; ou des fraiseuses CNC stationnaires (pour la production en série). À titre d'alternative économique, les meuleuses d'angle, y compris les kits d'accessoires de chanfreinage, sont parfois utilisées pour de petits travaux non réglementés. Toutefois, seule une chanfreineuse adaptée permet d'obtenir de manière fiable les géométries de rainures régulières et répétables exigées par les normes telles que AWS D1.1, ASME B31.3 et API 1104.
| Type de machine | Application primaire | Capacités | Tuning Moteur | Prix |
|---|---|---|---|---|
| Machine à chanfreiner les tuyaux | Préparation des extrémités de tuyaux et de tubes pour le soudage | 0.5″–60″ DE | Électrique / pneumatique / hydraulique | $ 1,565- $ 31,000 |
| biseauteuse de plaques | bords des plaques plates et des tôles | Plaque de 1 à 35 mm d'épaisseur | Électrique 1.5–3 kW | $ 2,000- $ 10,000 |
| biseauteuse portative | Travaux sur site, de positionnement et de réparation | Toutes les géométries de bord | Électrique, sans fil 18 V, pneumatique | $ 650- $ 3,500 |
| Fraiseuse stationnaire / CNC | Production en atelier à grand volume | Fixé par la table de la machine | Électrique 3–15 kW | 15,000 100,000 $ à XNUMX XNUMX $+ |
Vous trouverez plus de détails concernant les spécifications techniques complètes, notamment le diamètre des tubes, les angles de coupe, les matériaux compatibles avec l'équipement et les données de coupe, sur les pages produits de notre gamme. machine à fraiser et à chanfreiners pour les tuyaux et les plaques structurelles..
✓ Outil de biseautage portable — Avantages
- Fonctionne dans toutes les positions : au-dessus de la tête, verticale, horizontale
- Les modèles sans fil 18V ne nécessitent aucune alimentation secteur.
- Mobilisation rapide pour la réparation des pipelines et les travaux sur le terrain
- Coût d'investissement inférieur à celui des machines stationnaires
⚠ Outil de biseautage portable — Limitations
- Profondeur de coupe maximale inférieure à celle des machines stationnaires
- La capacité de la batterie limite les cycles à couple élevé soutenus
- La technique de l'opérateur influe sur la régularité des surfaces courbes.
- Notez que notre gamme renforcée n'est pas adaptée au chanfreinage de tôles très épaisses, ni à la réalisation d'assemblages particulièrement complexes avec des courbes composées.
Angles de biseau standard pour la préparation des joints de soudure : 30°, 37.5°, 45° et 60°
L'angle de chanfreinage d'un joint donné est spécifié par la norme de soudage applicable ; il ne doit en aucun cas être laissé à la discrétion de l'atelier qui le réalise. Les joints présentant un angle incorrect ou un écart hors tolérance lors de leur fabrication sont inacceptables et nécessiteront une réparation.
Vous trouverez ci-dessous un résumé des angles de rainure préqualifiés pour les types de joints les plus courants. Code de soudage des structures AWS D1.1 — Acier, applicable aux connexions non tubulaires.
| Angle de biseau | Type de rainure | Processus | Joints AWS D1.1 | Utilisation typique |
|---|---|---|---|---|
| 45 ° | Rainure en V simple, rainure biseautée, rainure en J, rainure en U (CJP) | SMAW (bâton) | B-U2a, B-U4a, B-U8, B-U6 | Acier de construction, ponts, récipients sous pression |
| 30 ° | Rainure biseautée, rainure en J (CJP) | GMAW / FCAW | B-U4a-GF, B-U8-GF | Tôlerie, structures légères, production par alimentation filée |
| 60 ° | CJP à simple V (à gorge arrière), biseau PJP | SMAW / SAW | B-U2, BC-P2 | Soudage à l'arc submergé de tôles épaisses |
| 37.5 ° | Raccordements tubulaires en T, Y et K (CJP, détail B) | SMAW | Tableau 3.6 d'AWS D1.1 | Structures offshore, treillis tubulaires, structures à ossature apparente |
⚙ Note technique — Tolérances angulaires des rainures AWS D1.1
Dans le tableau ci-dessus des angles de rainure admissibles selon la norme AWS D1.1 (figures 3.3 et 3.4 des tableaux de types d'assemblages pour CJP et PJP, respectivement), nous constatons que la tolérance acceptée pour l'angle de rainure est de +10°, −0° comme indiqué en détail et +10°, −5° au montageUn chanfrein présentant un écart négatif de seulement 6° par rapport à l'angle spécifié est non conforme lors du contrôle d'assemblage. Le meulage manuel, qui produit généralement une variation angulaire de ±5° à 8°, approche ou dépasse la limite d'assemblage de −5° pour les écarts négatifs, ce qui fait du chanfreinage à la meuleuse d'angle un risque de non-conformité au code pour toute soudure structurelle ou sous pression régie par la norme AWS D1.1.
Pour une référence complète sur les normes d'angle de chanfrein selon les différents codes et les épaisseurs de tuyauterie, consultez le guide de biseautage et chanfreinage et le dédié normes de biseautage .
Outil à chanfreiner vs. meuleuse d'angle : l'écart de performance en matière de préparation de soudure
La plupart des ateliers utilisent une meuleuse pour la préparation des pièces, car c'est un outil très accessible, capable de gérer tous les types d'assemblages et de géométries, et ne nécessitant aucun réglage particulier. Cependant, ce choix ne doit être fait que pour les petits travaux et les travaux non soumis à des normes. Pour toute autre situation nécessitant 15 chanfreins ou plus par poste, ou tout assemblage régi par un mode opératoire de travail (WPS), l'écart d'efficacité entre les meuleuses et tout véritable équipement de chanfreinage est immense, que ce soit en termes de vitesse, de précision, de santé de l'opérateur ou de conformité aux normes.
Chez ConFab (El Dorado, KS), les fabricants ont constaté une réduction du temps de chanfreinage de 45 à 90 secondes avec des disques à meuler à 7 à 10 secondes avec un outil de chanfreinage dédié. Réduction du temps de cycle de 80 à 90 % pour la même géométrie de coupe de 4 cm. Au-delà du débit, trois dimensions de risque s'accumulent avec le meulage d'angle, que les outils dédiés éliminent :
| Dimension | Meuleuse d'angle | Outil de biseautage dédié |
|---|---|---|
| Précision angulaire | ±5°–8° (dépendant de l'opérateur) | ±0.5° (contrôlé par machine) |
| État de surface | Grossier ; une seconde mouture est nécessaire. | Prêt à souder en une seule passe |
| Risque lié aux vibrations (HAVS) | 3.5–6.0 m/s² A(8) ; la valeur EAV du HSE britannique est dépassée après environ 1 h/jour | Faibles vibrations ; systèmes antivibratoires de série |
| Exposition à la poussière | Génère de fines poussières de silice respirables | Les copeaux tombent au sol ; particules en suspension dans l'air minimales |
| Conformité aux codes | Risque de rejet élevé — Limite d'ajustement AWS D1.1 de −5° | Conformité intégrée à l'angle spécifié |
| Temps de cycle (15 articulations/poste) | ~22–35 min de broyage + vérification du temps | ~3–5 min (80–90 % plus rapide) |
Quand utiliser un outil de chanfreinage dédié — Guide de décision
- IF Volume de chanfreinage quotidien ≥ 15 joints ET conformité au code de soudage requise → outil de biseautage dédié
- IF Le matériau est l'aluminium ou l'acier inoxydable → outil toujours dédié (La contamination par les copeaux de la meuleuse est non négociable)
- IF La réglementation relative au syndrome des vibrations main-bras (HAVS) ou aux poussières de silice s'applique-t-elle à votre site ? outil de biseautage dédié
- IF Réparations ponctuelles (≤5 joints/semaine) ET travaux de finition structurelle non conformes aux normes → meuleuse d'angle acceptable
« Avec les disques à meuler, on met beaucoup trop de temps à obtenir un bon résultat. Maintenant, je réalise un biseau ou un rayon en une seule opération, sans finition. Les copeaux tombent directement au sol : pas de poussière, pas de risque de syndrome des vibrations main-bras. »
Pour un traitement complet de préparation des joints de soudure Pour connaître les tolérances et les normes d'ajustement, veuillez consulter le guide dédié.
Pour consulter les spécifications de la machine, voir le document complet. chanfreineuse gamme de REDIMENSIONNER.
Compatibilité du chanfreinage des métaux : acier, acier inoxydable, aluminium et PVC

Les performances de coupe d'un outil de chanfreinage varient selon le matériau de la pièce. Le type de plaquette, la vitesse de broche et l'avance doivent être adaptés à la dureté, à la conductivité thermique et au comportement de formation des copeaux du matériau.
L'utilisation d'une configuration acier sur de l'aluminium, ou l'usinage d'acier inoxydable avec des réglages de vitesse pour acier doux, produit des erreurs géométriques, une durée de vie réduite des plaquettes et, dans certains cas, une contamination de surface compromettant la soudure.
| Source | Type d'insertion | Défi commun | Solution |
|---|---|---|---|
| Acier doux | fraise à plaquettes carbure standard | Usure sur les alliages à haute teneur en silicium | Carbure de qualité équivalente ; inspection toutes les 4 à 8 heures |
| Inox | Carbure revêtu (TiAlN) | Écrouissage à faible vitesse d'avance | Faible vitesse, avance rapide ; ne pas s'attarder |
| Aluminium | carbure revêtu à flûte polie | Bord rapporté (BUE) — adhérence des copeaux | Cannelures polies + vitesse d'avance plus élevée + fluide de coupe |
| Copper | carbure tranchant non revêtu | Formation de miettes gélatineuses, étalement | Angle de coupe positif élevé ; éviter les revêtements |
| Tuyaux en PVC / plastiques et composites | Insert en polymère dédié | Fusion à haut régime ; bavure sur le bord | Réduisez la vitesse à une plage de régime inférieure ; un insert pointu est indispensable |
⚙ Note technique — Bord rapporté en aluminium (BUE)
Lors du chanfreinage de l'aluminium avec des plaquettes carbure standard, des micro-soudures d'aluminium se forment sur l'arête de coupe : c'est le phénomène appelé « arête rapportée » (BUE). Le matériau adhérent modifie la géométrie de coupe effective, ce qui engendre un angle de chanfrein incorrect et une finition de surface rugueuse et irrégulière.
Solution : utiliser des plaquettes carbure à revêtement à goujure polie, conçues pour la coupe des métaux non ferreux, avec des avances plus élevées pour évacuer les copeaux avant l’adhérence, et appliquer un film mince de fluide de coupe à la pointe de la plaquette. L’utilisation d’une meuleuse d’angle sur l’aluminium pour la préparation du soudage aggrave ce problème : les étincelles de meulage incrustent des particules de fer dans la surface de l’aluminium, ce qui provoque la formation de porosités dans la soudure lors de la fusion.
Applications industrielles : là où les outils de chanfreinage sont essentiels

Les outils de chanfreinage sont utilisés dans tous les secteurs industriels où des métaux sont assemblés sous charge soutenue – mais dans quatre secteurs en particulier, une préparation correcte du chanfrein est une exigence réglementaire, et non une préférence en matière de qualité.
Dans ces environnements, un chanfrein non conforme entraîne le rejet de la soudure, une non-conformité structurelle et, dans les systèmes sous pression, un risque de défaillance catastrophique.
Pétrole et gaz — Pipeline
Normes : API 1104 (canalisations de transport), ASME B31.3 (tuyauterie industrielle). Les joints sur site nécessitent des extrémités de tuyaux biseautées pour une pénétration complète des racines.
Un décalage angulaire dépassant la tolérance nécessite une découpe et une nouvelle soudure, ce qui engendre des coûts.
Construction navale et offshore
Normes : EN 1090 (Europe), AS/NZS 2980 (Australie). Le chanfreinage des tôles de coque sur les sections structurelles détermine la durée de vie en fatigue sous chargement dynamique par vagues.
La précision du biseau détermine la réussite ou l'échec de l'inspection de classification.
Construction en acier de structure
Norme : AWS D1.1. Les assemblages à moment dans les zones sismiques nécessitent des soudures à rainure CJP vérifiées avec une géométrie de biseau précise, confirmée par rapport à un WPS approuvé par une inspection tierce.
Fabrication aérospatiale et industrielle
Norme : AWS D1.2 (structures en aluminium), codes OEM propriétaires. La préparation des soudures de titane et d’aluminium exige des chanfreins exempts de contamination. Des outils dédiés éliminent le risque de contamination par des particules de fer provenant des disques de meulage en acier au carbone.
Cas pratique — Réparation de pipeline à Beaumont, Texas
Lors de travaux sur une conduite en acier au carbone de 15 cm (6 pouces) de diamètre, de type Schedule 40 (Sch 40), dans un lieu sans accès au réseau électrique, une équipe de deux techniciens d'entretien de pipelines travaillait près de Beaumont, au Texas. Grâce à un outil de chanfreinage sans fil de 18 V alimenté par une batterie haute capacité, ils ont pu réaliser 12 joints en seulement 38 minutes, au lieu des 2 heures et demie estimées avec une meuleuse manuelle.
L'entrepreneur a pu réussir du premier coup les inspections API 1104 sans les 4 200 $ de frais liés au déplacement d'un générateur diesel.
Pour des applications de découpe de métaux connexes, voir RESIZE. machines de découpe plasmaLes spécifications complètes du diamètre des tuyaux sont indiquées sur le machine de fraisage et de chanfreinage REDIMENSIONNÉE page du produit.
Comment choisir le bon outil de biseautage : la matrice de sélection à 5 facteurs

Choisir l'outil adapté à votre projet ou chantier ne se résume pas à une question de budget : une machine mal choisie uniquement en fonction de son prix peut engendrer des problèmes d'exploitation et des coûts de reprise et de retard bien plus importants. Cet outil de coupe de précision doit être adapté à votre matériau, au volume de vos joints, aux spécifications d'angle et au contexte réglementaire. Voici une matrice à cinq facteurs à utiliser avant toute décision d'investissement, de location ou d'achat d'équipement :
| # | Facteur | État | Recommandation |
|---|---|---|---|
| 1 | Matériau de la pièce | acier inoxydable ou aluminium | Outil dédié obligatoire — la contamination de la meuleuse est inacceptable sur ces matériaux |
| 2 | Epaisseur de la matière | 0–12 mm → appareil portatif ; 12–35 mm → appareil portable ; >35 mm → appareil stationnaire | Adaptez la profondeur de coupe à l'épaisseur ; la plage de redimensionnement couvre une profondeur de 0 à 25 mm. |
| 3 | Exigence de portabilité | Travail sur le terrain ou absence de réseau électrique | Sans fil 18 V ou pneumatique ; éviter les appareils filaires uniquement pour les travaux de maintenance ou sur canalisations à distance. |
| 4 | Source d'alimentation | Atelier → électrique (2.8 kW) ; Télécommande → sans fil 18 V / pneumatique / hydraulique | Électrique pour la production en continu ; hydraulique pour les environnements sous-marins ou à risque d’explosion. |
| 5 | Volume de production quotidien | ≤ 5/semaine → manuel ; ≥ 10/jour → machine motorisée ; ≥ 50/jour → automatisé/CNC | Avec une production de plus de 10 joints par jour, le retour sur investissement d'un outil de chanfreinage motorisé est généralement inférieur à 6 mois aux tarifs de main-d'œuvre standard en fabrication. |
Pour découvrir la gamme complète RESIZE, classée selon les cinq critères (des unités portables sans fil aux machines stationnaires à haut volume, chacune livrée sous forme de kit complet avec inserts et accessoires), consultez le site web. Gamme d'outils de biseautage REDIMENSIONNÉE.
Erreurs courantes de biseautage et comment les éviter

Dans les ateliers de fabrication, quelle que soit leur taille, la majeure partie des coûts de reprise de soudure est imputable à des problèmes non pas liés au soudage lui-même, mais à la préparation des joints avant soudage. Au moins cinq catégories d'erreurs de chanfreinage représentent la plus grande part de ces coûts.
Quelles sont les erreurs courantes lors du biseautage ?
Les 5 défauts de soudage de chanfrein les plus coûteux sont les suivants : l’utilisation d’un angle de chanfrein hors des limites admissibles selon les normes (généralement dû à un meulage manuel sans guidage mécanique) ; un angle de chanfrein « déréglé » par la création de largeurs de face de racine variables sur la circonférence du tuyau, créant ainsi des ouvertures de racine variables ; le défaut d’ébavurage après le chanfreinage, introduisant ces débris dans le bain de fusion sous forme d’inclusions ; l’utilisation d’une meuleuse d’angle sur une soudure conforme aux normes avec des chanfreins prescrits, où un écart de 5 à 8 degrés par rapport au chanfrein réel entraîne la violation de la limite d’ajustement de 5 degrés de la norme AWS D1.1 ; et enfin, l’utilisation d’un disque en acier au carbone pour meuler de l’acier inoxydable ou de l’aluminium, incrustant ainsi des particules d’acier qui forment ensuite une porosité sous-jacente invisible à l’œil nu mais détectable par radiographie ou ultrasons, auquel cas la seule solution est de meuler l’ensemble du joint et de le ressouder.
⚠ Erreur n° 1 — Angle de biseau incorrect
Conséquence : Défaillance complète de la soudure, de la racine à la surface extérieure. Tester la pièce jusqu’à la mettre au rebut, puis la retirer et la ressouder.
Prévention : Veillez à utiliser une chanfreineuse spécifique capable de produire l’angle WPS. Vérifiez-le à l’aide d’un rapporteur d’angle avant toute production.
⚠ Erreur n° 2 — Largeur de la racine irrégulière
Conséquence : ouvertures de racines irrégulières, porosité circonférentielle irrégulière au niveau du passage de racine et absence de fusion (à 3:00 et 9:00).
Prévention : Avant de fixer un tuyau, vérifiez sa circularité. Contrôlez la face de base en 4 points (12, 3, 6, 9). La norme ASME B31.3 autorise une variation maximale de 1/32 de pouce sur la circonférence du tuyau.
⚠ Erreur n° 3 — Négliger l'ébavurage
Conséquence : Les bavures métalliques générées lors du chanfreinage pénètrent dans le bain de fusion. Défauts d’inclusion métallique identifiés, entraînant un échec de l’inspection volumétrique.
Préparation avant soudage : Préparer et chanfreiner ou ébavurer le bord avant de souder. Cette opération prend moins de 30 secondes par joint et réduit considérablement le risque d’inclusions visibles sur la radiographie.
⚠ Erreur n° 4 — Utiliser une meuleuse d'angle sur des soudures soumises à des normes
Effet : Une différence de 5 à 8 dans le meulage manuel dépasse la tolérance d'ajustement définie dans les normes AWS D1.1,5. Le joint doit être corrigé ou le WPS doit être requalifié.
Prévention : Toute soudure en V conforme aux normes AWS D1.1, ASME ou API nécessite un procédé de soudage spécial, notamment l’utilisation d’une chanfreineuse automatisée. Les meuleuses ne peuvent être utilisées que pour l’élimination des points de soudure et les finitions non conformes aux normes.
⚠ Erreur n° 5 — Contamination croisée sur l'acier inoxydable ou l'aluminium
Effet : Les fines particules de fer provenant du disque en acier s'insèrent dans les dépôts piégés par micro-soudure de la surface en acier inoxydable et provoquent une corrosion/piqûres et une porosité de la soudure sous contrainte.
N'utilisez pas un disque ayant servi à usiner de l'acier au carbone pour préparer des pièces en acier inoxydable ou en aluminium. Il existe des plaquettes de chanfreinage pour métaux non ferreux. Séparez vos zones de travail pour l'acier au carbone et l'acier inoxydable dans l'atelier.
Cas : Houston Structural Fabrication — Rejet d’essai non destructif
Un atelier de fabrication de structures métalliques basé à Houston, spécialisé dans le contrôle de la porosité par ultrasons, a constaté que 14 % de ses soudures présentaient une discontinuité sous-jacente. Cette discontinuité était due à sept chanfreins non conformes, réalisés à l'aide d'une meuleuse d'angle pour des angles de gorge de 45°. Tous les assemblages ainsi préparés, et ayant subi un contrôle AWS D1.1, ont depuis été rejetés par l'organisme de contrôle tiers de l'atelier. Environ 23 assemblages ont dû être repris et inspectés à nouveau, pour un coût total de 18 000 $. Il a été constaté que tous les chanfreins rejetés avaient été réalisés à l'aide d'une meuleuse portative.
En conséquence, la procédure de l'entreprise a été révisée afin d'exiger que toutes les préparations de soudure en rainure pour les projets réglementés par le code soient effectuées à l'aide de machines à chanfreiner approuvées.
Outils de biseautage portables et sans fil : perspectives du secteur à l’horizon 2026

Le marché actuel des outils de chanfreinage connaît une mutation structurelle vers des plateformes sans fil alimentées par batterie, sous l'impulsion des exigences de mobilité sur les chantiers de construction, du durcissement des réglementations sur le syndrome des vibrations main-bras en Europe et en Amérique du Nord, et de l'adoption intersectorielle des systèmes de batteries professionnels 18 V qui alimentent désormais tout, des perceuses aux machines à chanfreiner, sur une même plateforme.
+ 457%
Demande de recherche annuelle pour les machines à chanfreiner portables (2025)
+ 42%
Croissance annuelle de la demande de machines à chanfreiner les plaques (2025)
150 M$
Taille du marché des chanfreineuses portables en 2025 ; prévisions : 220 millions de dollars d’ici 2034 (Verified Market Reports)
4.5 %
TCAC du marché des chanfreineuses portables 2026-2034
Le secteur des outils sans fil est aujourd'hui un moteur d'innovation pour les outils électroportatifs professionnels. De nouvelles chanfreineuses sans fil sont désormais disponibles avec leur propre système de batterie sur les plateformes Bosch (PROFACTOR), Fein (AMPShare 18V) et Metabo. L'adoption de ces outils progresse de 15 % par an dans l'ensemble du secteur de la fabrication professionnelle. Parallèlement, le marché des chanfreineuses droites (avec ou sans fil) devrait continuer de croître à un TCAC de 6.5 % et atteindre environ 2.4 milliards d'unités en 2033.
La pression réglementaire accélère également cette évolution : les recommandations de la HSE britannique sur les vibrations main-bras (HAVS) indiquent clairement que les meuleuses rotatives atteignent la valeur d’exposition admissible (EAV) de 2.5 m/s² A(8) après seulement une heure d’exposition quotidienne, ce qui impose une intervention de l’employeur. En comparaison, les chanfreineuses à batterie dotées d’une technologie anti-vibration intégrée restent bien en deçà de ce seuil lors d’une utilisation normale.
Recommandation d’action pour 2026 : Les ateliers de fabrication réalisant 10 assemblages en biseau ou plus par poste devraient envisager l'utilisation de chanfreineuses sans fil 18 V ou électriques comme alternative directe aux méthodes de préparation de soudure utilisant des meuleuses d'angle. Les prix actuels des équipements ne tiennent pas compte de la consolidation des plateformes ; le segment dans son ensemble connaît une croissance annuelle composée de 6.5 %, et des hausses de prix sont prévues d'ici 2027, à mesure que les principales plateformes de batteries absorberont les catégories d'outils spécialisés. Pour connaître les options et les prix actuels des machines, veuillez consulter le [référence manquante]. Gamme d'outils de biseautage REDIMENSIONNÉE.
FAQ — Réponses aux questions sur les outils de biseautage
À quoi ressemble un biseauté ?
Qu'est-ce qu'un bord biseauté ?
Un bord biseauté est une surface inclinée ou angulaire taillée à l'extrémité d'une pièce métallique, généralement utilisée pour créer une surface angulaire bien visible. Cela contraste avec une coupe droite à 90 degrés. Cet angle est généralement de 30, 45 ou 60 degrés.
Sur les extrémités de tuyaux destinées à être soudées ensemble, les deux extrémités présentent des angles biseautés correspondants qui se rejoignent au niveau de l'assemblage pour créer une rainure en V.
Quelle est la différence entre le biseautage et le chanfreinage ?
Quelle est la différence entre le biseautage et le chanfreinage ?
Un chanfrein consiste en une coupe beaucoup plus profonde sur toute la surface, permettant de créer un V prononcé sur le bord intérieur ou extérieur pour le soudage à pleine pénétration. La profondeur angulaire du chanfrein exige un enlèvement de matière nettement supérieur à celui d'un chanfrein. Les chanfreineuses offrent le choix entre une tête de chanfreinage et une tête de biseautage, et de nombreuses machines modernes sont équipées de têtes interchangeables, permettant ainsi d'utiliser le même outil pour les deux opérations en atelier.
Pour une comparaison technique complète, consultez le guide de biseautage et chanfreinage.
Un outil de chanfreinage peut-il être utilisé pour l'ébavurage ?
Une machine à chanfreiner peut-elle également chanfreiner ou ébavurer ?
Oui, les chanfreineuses à têtes interchangeables sont également équipées d'inserts d'ébavurage et de chanfreinage. L'opérateur peut ainsi percer un trou, couper un tube ou fraiser une surface plane, puis ébavurer la pièce obtenue en changeant simplement de tête, sans outil supplémentaire. Utilisées conjointement avec votre tête de chanfreinage, ces machines vous évitent d'investir dans des machines spécialisées coûteuses ou dans un outil secondaire dont l'usage serait occasionnel. Elles réduisent ainsi le nombre d'équipements nécessaires en atelier, et par conséquent l'investissement global.
Quel est l'angle de biseau standard pour le soudage ?
Quels sont les angles de biseau courants pour l'acier de construction ?
L'angle de chanfrein préqualifié le plus courant pour un joint soudé à pleine pénétration sur acier par procédé SMAW est de 45° pour les soudures à simple chanfrein en V, en J, en U et en H, conformément à la norme AWS D1.1 pour un joint CJP simple. Pour un double chanfrein sur une rainure en V, l'angle est de 90°. Les procédés GMAW et FCAW utilisent un chanfrein de 30° pour les soudures CJP à simple chanfrein, conformément à la norme AWS D1.1 ; un angle de joint minimal de 37.5° pour les assemblages circulaires en T, Y et K, conformément au tableau 3.6 de la norme AWS D1.1 ; un chanfrein de 60° pour les joints CJP à simple chanfrein, conformément à la norme AWS D1.1 pour les tôles fortes par procédé SAW ; et un chanfrein standard de 45° pour l'acier au carbone de construction lorsqu'aucune norme n'est spécifiée. La tolérance sur l'angle de biseau selon AWS D1.1 +10 / 0 à l'état brut de soudage et +10 / 5 sur l'assemblage sont les plages acceptables avant l'inspection CND ; tout écart supérieur à cette plage de tolérance entraînera un échec à l'inspection du code.
Quelle est la durée de vie des plaquettes de chanfreinage en carbure ?
Combien d'heures puis-je obtenir avec un insert en carbure ?
Voilà la question à un million de dollars ! La durée de vie typique d'une plaquette dépend fortement du matériau usiné et des paramètres de travail : pour l'acier au carbone à la vitesse appropriée, comptez entre 4 et 8 heures de coupe par plaquette ; entre 2 et 4 heures pour un acier pauvre en carbone ou à très faible teneur en carbone écroui ; et entre 8 et 12 heures pour l'aluminium avec des plaquettes polies et une lubrification adéquate. L'usure de la fraise en carbure se manifeste par une augmentation de la force nécessaire, une dégradation de la qualité de finition ou un écart par rapport à la dimension prescrite (mesuré au rapporteur). Un avantage particulier des machines à chanfreiner avec outils en carbure : une plaquette de 4.0 à 4.50 pouces coûte environ 4 à 8 USD sans revêtement et plus de 15 à 25 USD avec revêtement.
Comparativement au coût d'une reprise, si une inspection de soudure échoue en raison d'erreurs de géométrie dues à des inserts usés qui n'ont pas été remplacés 2 heures plus tôt, les économies sont importantes.
Articles Relatifs
Références et sources
- Code de soudage des structures AWS D1.1 — Acier (Niveau 1 — Archives juridiques du gouvernement américain)
- Agence britannique pour la santé et la sécurité au travail : Guide sur les vibrations main-bras (Rang 1)
- Norme OSHA relative à la silice cristalline respirable (Rang 1)
- Code de tuyauterie de procédé ASME B31.3 (Rang 2)
- API 1104 : Soudage des pipelines et des installations connexes (Rang 2)
À propos de ce guide : Cet article a été rédigé par l’équipe d’ingénierie de RESIZE afin d’aider les professionnels de la fabrication à choisir les outils de chanfreinage et les méthodes de préparation des soudures les plus adaptés. RESIZE fournit des équipements industriels de fraisage et de chanfreinage pour les constructions métalliques, les oléoducs et gazoducs, ainsi que les chantiers navals. Les angles de chanfrein indiqués ici proviennent des versions publiques des normes AWS D1.1 et des directives HSE britanniques.
Consultez toujours les éditions les plus récentes pour les applications nécessitant le maintien de la pression et autres applications critiques pour la sécurité.
Examiné par l'équipe d'ingénierie de RESIZE – fabricants de machines industrielles de fraisage et de chanfreinage au service des industries de la construction navale, des oléoducs et gazoducs et de la fabrication de structures métalliques.









{kind=link}
{kind=link}
{kind=link}
{kind=link}