
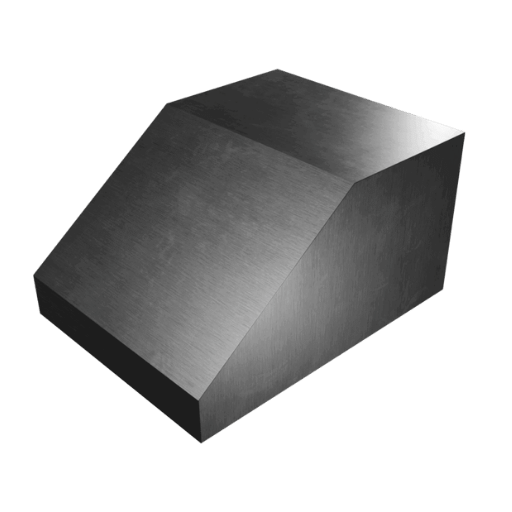
![Smussatura e bisellatura: Guida alla preparazione dei bordi in ambito industriale [2026]](https://resizeweld.com/wp-content/uploads/2026/04/0-1024x683.webp)
Una guida di riferimento per ingegneri, fabbricanti e team di approvvigionamento. Supporta le specifiche AWS, ASME, API e ISO, oltre a una matrice decisionale per smussi a 8 giunti che non troverete su altre pagine.
Specifiche rapide: smussatura e bisellatura
| Intervallo comune dell'angolo di smusso | Da 15° a 75° (lato singolo); 30°, 37.5°, 45° i più diffusi nella preparazione per la saldatura industriale |
| Angolo di smusso comune | Simmetria a 45° (anche a 30° e 60° per geometrie speciali degli utensili) |
| Norme di governance | AWS D1.1 (strutturale), ASME B31.3 / B16.25 (tubazioni di processo), API 1104 (condotte), ISO-9692 1 (preparazione internazionale alla saldatura) |
| standard di qualità del taglio | ISO 9013: 2017 — Tolleranza di perpendicolarità Intervallo 1 (più stretto) a Intervallo 5 |
| Precisione angolare dell'apparecchiatura | CNC ±0.5° · Elettrico portatile ±1° · Pneumatico ±1-2° · Manuale ±2-3° |
| Regola empirica sullo spessore della parete | ≤6 mm smusso singolo · 6-15 mm scanalatura a V · 15-40 mm preparazione a J · >40 mm scanalatura composta o a U |
| Penalità per una preparazione inadeguata dei bordi | Aumento fino all'84% nell'utilizzo di materiale d'apporto per saldatura. (Reddy, 2014) |
Sia la smussatura che la bisellatura rimuovono un bordo (tipicamente) a 90° tagliando una superficie angolata, ma le due operazioni non sono intercambiabili. Non comprendere la differenza tra le due può costare caro: i saldatori che applicano una geometria di scanalatura errata possono finire per aggiungere l'84% in più di materiale d'apporto a una giunzione di saldatura (Reddy, 2014), e una singola confusione tra angolo di smusso e angolo incluso può ritardare di settimane l'intero programma di costruzione di una condotta.
Questa matrice decisionale combina standard, geometria dei giunti, precisione degli utensili e conoscenza dei materiali, elementi fondamentali per officine di fabbricazione, appaltatori di condotte e officine meccaniche a controllo numerico. È concepita come un rapido strumento di consultazione: le regole e le tabelle decisionali devono essere rivisitate, non lette una sola volta.
Qual è la differenza tra smussatura e bisellatura?
La smussatura elimina un angolo retto di 90 gradi. La bisellatura rimodella un bordo. Un uso improprio di entrambi i metodi compromette la penetrazione della saldatura. Un'affermazione facile da ricordare riassume il problema ingegneristico quotidiano in questione, ma esaminiamo i dettagli della forma che si celano dietro.
La smussatura è un taglio simmetrico e piatto che unisce due superfici, solitamente eseguito a 45°, per eliminare un angolo acuto di 90° che potrebbe danneggiarsi, causare lesioni o compromettere il fissaggio. La bisellatura è un taglio inclinato che può estendersi per l'intero spessore di una piastra o di un tubo e può essere angolata da 15° a 75° rispetto alla perpendicolare. ISO 9692-1: 2013– uno standard internazionale per la preparazione dei giunti di saldatura – considera in modo ottimistico la smussatura come un requisito puramente strutturale, escludendo completamente la geometria dello smusso dal suo processo di finitura dei bordi.
Lo stesso scopo generale guida entrambi i processi: convertire un bordo a 90 gradi, che si rompe durante l'utilizzo, in una forma controllata su cui la fase successiva possa basarsi in modo affidabile. Sebbene le due forme possano essere utilizzate in modo intercambiabile se si pianifica il progetto di conseguenza, più spesso si trovano una accanto all'altra nei disegni di officina: uno smusso a 45 gradi pronto per un foro per un bullone, un cordone di smusso a 30 gradi per la saldatura successiva.
| Dimensioni | Smussare | angolo |
|---|---|---|
| Geometria | Superficie piana, simmetrica, composta da due superfici che si incontrano ad un angolo fisso. | Bordo inclinato, può essere asimmetrico, spesso attraverso lo spessore |
| Angolo tipico | 45° (anche 30°, 60° per gli utensili) | 15°-75° (più spesso 30°, 37.5°, 45°) |
| Materiale rimosso | Solo una piccola porzione del bordo | Rimuove più materiale; può essere lungo tutto il bordo |
| Scopo principale | Sicurezza, avviamento all'assemblaggio, estetica, sbavatura | Preparazione del giunto di saldatura, adattamento strutturale, preparazione dell'estremità del tubo |
| Sempre tagliato? | Sì, lo smusso è una caratteristica ottenuta tramite lavorazione meccanica. | No, la smussatura può anche essere una caratteristica di formatura (fusione, laminazione). |
| Norma di riferimento | Notazione dimensionale ASME Y14.5 | ISO 9692-1, AWS A2.4, ASME B16.25 (geometria di saldatura) |
Come interpretare il grafico: non dimenticate che ogni smusso è una bisellatura, ma non ogni bisellatura è uno smusso. La smussatura è una bisellatura ben definita, di piccolo angolo e piccola profondità, utilizzata per la finitura dei bordi; la bisellatura è un termine più ampio che comprende la preparazione per la saldatura, le modifiche strutturali e il design estetico. Questa differenza terminologica smette di avere importanza quando la forma raggiunge la sua destinazione finale.
Specificare "smusso" su un disegno solitamente impone dei limiti alla lunghezza della gamba (ad esempio, "0.5 45"). Quando si specifica "bisello", la restrizione dimensionale riguarda l'angolo incluso, che può essere combinato con la specifica della faccia radice per un maggiore controllo. Leggere attentamente la descrizione della funzione prima di selezionare l'utensile: anche una piccola variazione nella terminologia può fare la differenza nel taglio finale.
Valori standard dell'angolo di smusso e dell'angolo di bisellatura (15°-75°)
Non esiste un angolo di smusso "standard". L'angolo richiesto è dettato dal codice di saldatura in uso, dalla procedura di saldatura qualificata (WPS) e dallo spessore della parete. Tagliare semplicemente 37.5 su ogni giunto perché "è quello che facciamo sempre" è il motivo per cui i lavori prequalificati non superano l'ispezione, e non di rado.
Angolo di smusso vs angolo incluso: l'errata interpretazione da 50,000 dollari
L'angolo di smusso è l'angolo misurato su un lato del taglio. L'angolo incluso è l'angolo totale della scanalatura a V formata tra due bordi smussati, dall'angolo originale a 90 gradi fino alla preparazione completamente aperta. Un angolo di smusso di 37.5 crea un angolo incluso di 75 (37.5 2). Quando un disegno indica "scanalatura a 75", l'intenzione può essere l'angolo incluso o l'angolo di smusso su ciascun lato. Un errore di lettura può raddoppiare o dimezzare la preparazione: proprio l'errore responsabile della ben nota storia di una rilavorazione di un contratto per una condotta da 200,000 dollari, dopo che l'officina aveva tagliato 37.5 su ciascun lato di un giunto API 1104, quando erano richiesti 30 per lato. Confermare sempre con il proprietario del disegno: angolo di smusso o angolo incluso?
| Code | Angolo smussato | Tolleranza | Faccia di radice | Note |
|---|---|---|---|---|
| ASME B31.3 | Secondo WPS | Secondo WPS | Secondo WPS | Riferimento ASME B16.25 per la geometria della preparazione dell'estremità |
| ASME B16.25 | 37.5° | ± 2.5 ° | 1.5 mm tipico | Spessore standard della parete ≤22 mm |
| AWS-D1.1 CJP | 45° | ± 5 ° | 0-3 mm | Giunti prequalificati, Tabella 3.4 |
| AWS D1.1 PJP | 30° min | ± 5 ° | - | Penetrazione parziale dell'articolazione |
| API 1104 mainline | 30° | ± 5 ° | 1.6mm±0.8 | Costruzione di oleodotti transnazionali |
| Impianto API 1104 | 37.5° | ± 2.5 ° | 1.6mm±0.8 | Collegamenti, tubature della stazione |
La triade dell'angolo di smusso 30-37.5-45
Esaminando i quattro principali codici di saldatura, tre angoli di smusso rappresentano il 70% di tutte le preparazioni di saldatura industriali:
- 30 – condotta principale (API 1104), penetrazione parziale del giunto (AWS D1.1)
- 37.5 – Tubazioni di processo (ASME B16.25), raccordi per condotte, saldature di testa di recipienti a pressione
- 45 – Saldatura a getto continuo di acciaio strutturale (AWS D1.1), saldatura di lamiere sottili, carpenteria metallica in generale
Scegliete prima tra le tre angolazioni. Divergete solo quando lo richiedono la WPS, lo spessore della parete o il processo (GTAW orbitale, SAW a fessura stretta).
Lista di controllo in 5 fasi per la selezione dell'angolo di smusso
- ✔
Identificare il codice appropriato (AWS D1.1, ASME B31.3, API 1104 o ISO 9692-1). - ✔
Leggere la WPS e il disegno tecnico congiuntamente. Verificare ogni angolo, faccia della radice e apertura della radice. - ✔
Verificare se il disegno specifica un angolo di smusso (su un solo lato) o un angolo incluso (su entrambi i lati combinati). - ✔
Verificare la tolleranza. La sezione IX dell'ASME specifica la riqualificazione per diminuzioni dell'angolo della scanalatura superiori a 5. - ✔
Dopo il taglio, ricontrollare la smussatura utilizzando un calibro, nelle posizioni corrispondenti alle ore 12, 3, 6 e 9 sul tubo.
Tipologie di giunti smussati per saldatura: matrice decisionale a 8 giunti
La domanda "Quale tipo di giunto smussato devo usare?" è completamente diversa da "quale angolo di smusso". Il tipo di giunto – smusso singolo, smusso doppio, V singolo, V doppio, J, U, smusso a cono, raccordo – deve essere scelto in base allo spessore della parete, all'accessibilità, alla tolleranza alle tensioni residue e al consumo di materiale di riempimento richiesto. AWS A2.4:2020 riconosce tutti e otto come simboli di saldatura distinti; la norma ISO 9692-1:2013 delinea la geometria per ciascuno dei processi di saldatura ad arco.
| Tipo congiunto | Geometria | spessore parete | Angolo tipico | Processo comune | Quando scegliere |
|---|---|---|---|---|---|
| Quadrato (senza smusso) | bordo a 90°, solo spazio | ≤3 mm | N/A | GTAW, GMAW | Lamiera sottile, saldature d'angolo, giunzioni a bassa sollecitazione |
| Smusso singolo | Un lato smussato | 3-12 mm | 30 ° ° -45 | SMAW, GMAW | Accesso da un solo lato |
| Singolo V | Entrambi i lati smussati, scanalatura a V | 6-20 mm | 37.5° per lato (75° inclusi) | SMAW, GTAW, GMAW | Lavorazioni meccaniche generali, saldature di testa di tubi |
| Doppia V | Scanalatura a V su entrambe le facce (a forma di X) | 15-40 mm | 30°-37.5° per lato | SAW, FCAW | Accesso da due lati, minore distorsione rispetto al singolo V |
| J singolo (J-prep) | radice curva, solco stretto | 15-40 mm | 15°-25° (parete laterale) | GTAW, SMAW | Riduce il riempimento del 30-40% rispetto alla singola V su pareti spesse |
| scanalatura a U | Radice curva, da entrambi i lati | ≥25 mm | parete laterale 10°-20° | SMAW, SAW, FCAW | Parete spessa, recipienti a pressione, minimo utilizzo di riempitivo |
| Smusso svasato | L'elemento curvo incontra l'elemento piatto o curvo | Varie | Secondo AWS A2.4 | GMAW, SMAW | Tubo-piastra, barre d'armatura, angolari strutturali |
| Smusso composto | Due angoli su un'unica preparazione (ripido + poco profondo) | ≥25 mm | 37.5° radice + 10° parete laterale | Radice GTAW + riempimento SMAW | Tubazioni ad alta pressione, bilanciano l'accesso e il riempimento |
📐 Nota tecnica
La larghezza della scanalatura è proporzionale allo spessore della parete tan(angolo di smusso). Per una parete di 8 mm e uno smusso di 37.5: 8 tan(37.5) 8 0.767 6.1 mm di larghezza della scanalatura per lato, 12.2 mm inclusi. Il passaggio a una preparazione a J sulla stessa giunzione da 8 mm in genere sottrae il 30-40% di quel volume, il che spiega perché i fornitori di pareti spesse specificano la preparazione a J per pareti di 15+ mm anche dove l'accesso consente una V.
Il componente deve essere saldato o è destinato ad applicazioni portanti?
Se la risposta è affermativa, allora la smussatura è una caratteristica portante, non una finitura. La geometria del giunto deve consentire al saldatore di raggiungere la radice, fondere entrambe le pareti laterali e non presentare difetti di saldatura per mancanza di fusione che possano causare il fallimento dell'ispezione ultrasonica o radiografica. Una cattiva preparazione dei bordi è ben lungi dall'essere solo un problema estetico; uno studio del 2014 pubblicato su ResearchGate ha dimostrato che una scarsa preparazione dei bordi può aumentare il consumo di materiale di saldatura di ben l'84%, con la conseguenza secondaria di manifestarsi in tensioni residue e distorsioni (Reddy, 2014).
Per i giunti strutturali portanti conformi alla norma AWS D1.1, la sola saldatura d'angolo è rara per spessori superiori a 6 mm; la maggior parte dei giunti richiesti dalla normativa necessita di una saldatura a gola CJP con smusso specificato.
La norma AWS D1.1 considera una saldatura eseguita senza rinforzo o scriccatura posteriore come non prequalificata. Questo è stato più volte segnalato dagli ingegneri su Eng-Tips. Il dettaglio apparentemente insignificante di omettere la scriccatura posteriore da una giunzione a V singola potrebbe far sì che il lavoro passi dalla fase di prequalificazione a quella di qualificazione procedurale.
Preparazione del bordo del tubo rispetto a quella della piastra

La smussatura delle lamiere procede in linea retta. La smussatura dei tubi è circonferenziale, lo stesso angolo deve essere mantenuto lungo tutta la circonferenza e il diametro interno ed esterno limitano l'accesso. I codici si distinguono in base a queste differenze: API 1104 si occupa dei tubi per condotte; AWS D1.1 delle lamiere d'acciaio.
| Aspetto | Preparazione del bordo della piastra | Preparazione del bordo del tubo |
|---|---|---|
| Percorso tagliato | Dritto, lineare | Circonferenziale, continuo |
| Codice di governo | AWS D1.1 (strutturale) | API 1104 (condotte), ASME B16.25 (processo) |
| Angolo di riferimento | 45° CJP prequalificato | Linea principale a 30° / raccordi a 37.5° |
| Convalida | Calibro smussato lungo la lunghezza del bordo | Calibro smussato alle ore 12, 3, 6, 9 |
| Difetto comune | Variazione angolare lungo la lunghezza | Smussature a bocca di pesce, angolo circonferenziale irregolare |
| Attrezzatura tipica | Macchina per smussatura di lamiere, testa di fresatura e smussatura | Smussatrice per tubi (montaggio interno o esterno), tagliatrice a freddo portatile |
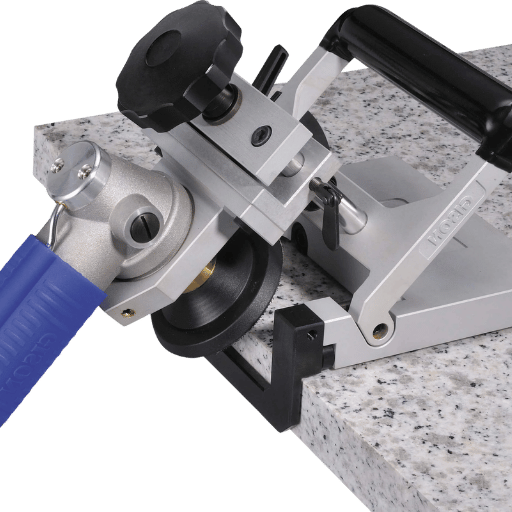
Le smussature a "bocca di pesce" sono l'errore tipico dei tubisti principianti: l'angolo varia man mano che l'operatore ruota attorno al tubo, rendendo il taglio profondo in un quadrante e superficiale in un altro. La soluzione è meccanica: si può fissare una smussatrice montata sul diametro esterno che assume un angolo di riferimento statico rispetto alla parete del tubo, molto più semplice che smerigliarla a mano libera. Le smussatrici industriali per tubi con mandrino autocentrante eliminano la necessità di abilità da parte dell'operatore per lavori di grandi volumi.
Per una descrizione più dettagliata del lato attrezzature (inclusi gli aspetti da considerare nella scelta tra modelli per taglio a freddo o fresatura) consultare il Guida per il taglio e la smussatura dei tubi.
Strumenti e metodi: manuali, portatili, CNC, industriali
Le diverse opzioni di attrezzatura comportano differenze in termini di precisione angolare, ripetibilità e costo. Ciascuno dei quattro livelli dell'inventario degli strumenti possiede uno specifico intervallo di precisione.
| Fila | Tipo di strumento | Precisione dell'angolo | capacità di larghezza del bordo | Prezzo indicativo | Ideale per |
|---|---|---|---|---|---|
| Tier 1 | Smerigliatrice manuale/a mano, coltello per smussare | ±2°-3° | Fino a ~6 mm | $ 200- $ 1,500 | Ritocchi, riparazioni, lotti molto piccoli |
| Tier 2 | Svasatrice pneumatica | ±1°-2° | Fino a ~15 mm | $ 1,000- $ 3,500 | Zone pericolose (senza scintille), spazi confinati |
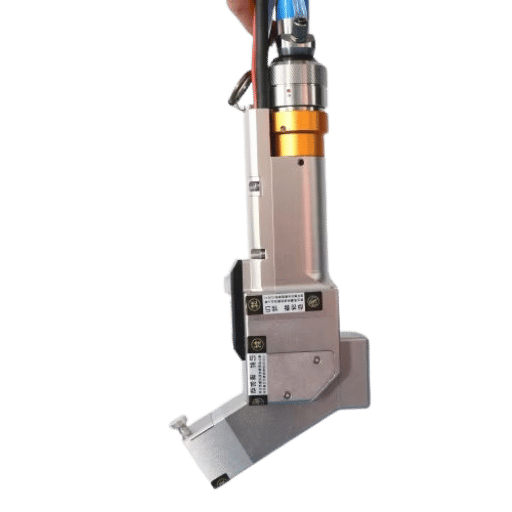
| Tier 3 | Smussatrice elettrica portatile | ± 1 ° | Fino a ~21 mm | $ 2,000- $ 10,000 | Lavoro sul campo, fabbricazione in loco, officine di produzione di medio volume |
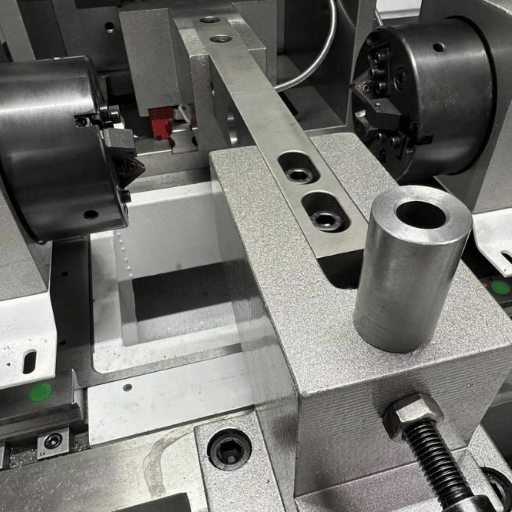
| Tier 4 | Macchina fresatrice e smussatrice industriale a controllo numerico (CNC) | ± 0.5 ° | Fino a circa 35 mm (tipico) | $ 10,000- $ 50,000 + | Produzione ad alto volume, lavoro critico per il codice, tolleranze ripetibili |
✔ Smussatura CNC industriale
- Ripetibilità di ±0.5° su migliaia di giunzioni
- Smussature composte a più fasi in un'unica passata
- La competenza dell'operatore è stata rimossa dall'equazione di tolleranza.
- Tempi di ciclo prevedibili per la pianificazione della produzione
⚠ Limitazioni dei CNC industriali
- Costo del capitale; il ritorno sull'investimento richiede un flusso di lavoro costante.
- Ingombro di fissaggio del pezzo necessario
- Non è portatile: le riparazioni sul campo richiedono comunque attrezzi manuali.
- Tempo di programmazione per ordini di piccoli lotti
Il punto di pareggio per un'officina che deve scegliere tra una smussatrice portatile di livello 3 e una CNC di livello 4 si raggiunge con 3,000-5,000 giunzioni/anno di geometria normale. Al di sotto di tale soglia, la smussatrice elettrica portatile è sufficiente per la maggior parte delle lavorazioni previste dal codice; al di sopra, la CNC si ripaga da sola, anche con un aumento degli scarti. Per consultare altre opzioni di smussatrici industriali: alternative alle smussatrici industriali.
Decisione CTA: un modo rapido per definire l'ambito di un acquisto è prendere il codice più impegnativo nella coda del negozio (di solito AWS D1.1 CJP o API 1104), calcolare a ritroso la tolleranza angolare e scegliere un livello superiore. Scegliere lo stesso livello della tolleranza non lascia margine per l'usura dell'utensile.
Confronta le macchine smussatrici industriali →
Compatibilità dei materiali: acciaio, acciaio inossidabile, alluminio, materiali compositi
Il materiale non determina di per sé la geometria della smussatura: in questo caso entrano in gioco lo spessore della parete e il processo di saldatura. La specifica del materiale sceglie i parametri di taglio (velocità, avanzamento, lubrificazione) e i criteri di accettazione della finitura superficiale. La norma ISO 9013:2017 suddivide i tagli termici in intervalli da 1 a 5 di tolleranza di perpendicolarità, con la tolleranza massima consentita che aumenta con lo spessore del materiale: 5 mm hanno una dimensione massima diversa rispetto a 50 mm.
Come si può smussare un bordo perfetto?
La "perfezione" dipende dal processo di saldatura successivo. Nei tubi in acciaio inossidabile, una passata di radice GTAW richiede un bordo pulito e privo di contaminazioni con una superficie di radice controllata (2,5 mm ± 0.5 mm); nelle lamiere in acciaio al carbonio, una passata di riempimento SMAW può tollerare un'apertura di radice più ampia e una maggiore rugosità superficiale. Adatta il taglio al processo successivo: non esiste una singola specifica perfetta che garantisca una saldatura migliore e un costo inferiore.
| Materiale | Metodo di smussatura preferito | Guardare per | Standard di finitura superficiale |
|---|---|---|---|
| Acciaio al carbonio | Taglio a freddo, plasma, ossiacetilene per lamiere spesse | Zona termicamente alterata su tagli termici >25 mm | ISO 9013 Intervallo 2-3 |
| Acciaio inossidabile | Taglio a freddo (senza contaminazione da carbonio) | Evitare le mole abrasive in acciaio al carbonio (contaminazione incrociata). | ISO 9013 Intervallo 1-2; 3-A Sanitario per l'igiene |
| Alluminio | Smussatrice per fresatura a freddo con inserto in metallo duro | Strato di ossido sul bordo: pulire prima della saldatura | AWS D1.2 (codice di saldatura dell'alluminio) |
| Tubo in PVC/termoplastico | Smussatrice manuale, smussatrice per tubi in plastica | Evitare il calore: la fusione per attrito deforma il bordo. | Secondo le specifiche di saldatura a solvente del produttore di tubi |
| Materiali compositi (FRP, CFRP) | Fresatrice con punta di diamante, getto d'acqua | Estrazione delle fibre, delaminazione sul bordo | Secondo le specifiche del produttore del pannello |
I tubi in acciaio inox igienici per alimenti, bevande e prodotti farmaceutici sono coperti da EHEDG e standard sanitari 3-A. La finitura superficiale dello smusso deve essere sufficientemente fine da impedire la formazione di "sacche" batteriche in corrispondenza del cordone di saldatura: la saldatura orbitale è il tipico processo a valle, quindi lo smusso deve alimentarlo in modo pulito.
Perché la smussatura e la bisellatura sono importanti (casi d'uso industriali)

La preparazione dei bordi è una garanzia strutturale. Tutto il lavoro più impegnativo si svolge prima che venga innescato l'arco, e ciò che si fa sulle lamiere determina se sono conformi alle normative o se, nel giro di due settimane, si riceverà un'ispezione negativa. L'importanza della precisione non è così trascurabile come molti addetti alle acciaierie credono.
Qual è lo scopo della smussatura?
La smussatura offre quattro vantaggi molto pratici: elimina l'angolo acuto di 90° che taglia le dita e lacera i guanti, fornisce una superficie di guida in modo che le viti tendano a entrare dritte, elimina le concentrazioni di stress negli angoli che altrimenti darebbero origine a cricche da fatica e offre un aspetto migliore sui bordi esposti. Nelle macchine CNC, 0.5 45 è il valore standard approssimativo per i fori delle viti passanti: questo per motivi di assemblaggio, non estetici.
Rispetto alla smussatura, la bisellatura avvantaggia il saldatore, non l'assemblatore. Il suo scopo è garantire che i depositi di saldatura si trovino nei punti corretti, che la fusione delle pareti laterali sia completa e adeguata e che si ottenga una qualità finale ottimale della radice. Quando un processo errato sostituisce quello corretto, la saldatura, pur apparendo a posto alla fine, potrebbe cedere durante l'esercizio.
Tipo D Errore comune: "La smussatura è solo per l'estetica"
Per lavori strutturali o di saldatura a pressione, la smussatura è l'unico modo per consentire al saldatore di realizzare una saldatura corretta. La preparazione del bordo – sotto forma di una relazione tecnica di Dtic su cosa rende un bordo di buona qualità – influisce sulla durata del rivestimento applicato sulla saldatura, nonché sulla qualità della saldatura stessa. Una smussatura "esteticamente gradevole" potrebbe aver fallito il lavoro anni fa.
"Molte officine pensano di conoscere le specifiche di smussatura AWS D1.1. Poi, in caso di errore durante una radiografia, scaricano subito la colpa sul saldatore. Bisogna risolvere il problema a monte, partendo dalla smussatura stessa."
| Caso d'uso | Perché la preparazione dei bordi è importante | Industria tipica |
|---|---|---|
| Preparazione della saldatura | Definisce la profondità di penetrazione e la qualità della fusione | Cantieristica navale, recipienti a pressione, oleodotti e gasdotti, acciaio strutturale |
| Montaggio adatto | La geometria di ingresso guida i componenti nei fori/alloggiamenti di accoppiamento | Settore automobilistico, aerospaziale e produzione di elementi di fissaggio. |
| Rimozione sicura delle bave | Elimina gli angoli appuntiti che tagliano le mani, si impigliano nei vestiti e danneggiano le guarnizioni. | Tutte le lavorazioni dei metalli; in particolare i prodotti manuali |
| Ridistribuzione dello stress | Ammorbidisce le transizioni, riduce la concentrazione di stress negli angoli | Pastiglie freno strutturali per autoveicoli, bordi degli ingranaggi |
| Superficie di tenuta | Fornisce una superficie di appoggio controllata per guarnizioni e O-ring. | Sistemi idraulici, tubazioni per l'industria farmaceutica/alimentare (EHEDG, 3-A) |
Smussatura, sbavatura e raccordo: non confondete i processi.

Nel gergo di officina, quattro processi di finitura dei bordi vengono usati in modo intercambiabile: smussatura, bisellatura, sbavatura e raccordo. Ognuno di questi processi svolge una funzione diversa e, anziché essere utilizzati in alternativa, spesso vengono eseguiti in sequenza.
| Processo | Geometria prodotta | Scopo principale | Ordine nel flusso di lavoro |
|---|---|---|---|
| angolo | Bordo inclinato, angolo variabile, spesso attraverso lo spessore | Preparazione del giunto di saldatura, adattamento strutturale | Pre-saldatura, definita da WPS |
| Smussare | Taglio piatto angolato all'angolo, tipicamente a 45° | Guida all'assemblaggio, sicurezza dei bordi | Post-lavorazione, prima della sbavatura |
| sbavare | Rimuove i residui metallici sciolti, senza un angolo definito | Sicurezza delle superfici, adesione della vernice, protezione delle guarnizioni | Dopo la smussatura, ultima operazione prima del montaggio. |
| Filetto (rotondo) | Bordo curvo, raggio definito | Sollievo dallo stress, fluidità del flusso, sensazione ergonomica | Progettato in CAD; prodotto mediante attrezzature o post-lavorazione |
"Smussare è la stessa cosa di sbavare." Questo è falso. La smussatura crea un angolo definito e tollerato, ad esempio 0.5 × 45°. La sbavatura, d'altra parte, è il processo di rimozione del metallo residuo, non uniforme e non delimitato che rimane dopo la lavorazione e non lascia dietro di sé una geometria definita. Sebbene la smussatura possa sbavare come effetto collaterale, nelle lavorazioni basate su specifiche le due operazioni sono considerate separate perché soggette a controlli differenti.
In un CNC più normale un ordine tipico è: sgorbia-macchina chiave lo smusso, tutti i bordi i bordi rimanenti quindi ispezionare per angoli vivi usando ISO 13715 Classe di tolleranza del bordo. Il raccordo sembra essere una caratteristica presente solo in alcuni sistemi CAD, in quanto viene creato da un utensile con raggio d'angolo durante la lavorazione, non successivamente.
Prospettive di settore 2025-2026: evoluzione dell'automazione CNC e degli standard
Il settore della preparazione dei bordi sarà probabilmente influenzato da tre fattori principali nel biennio 2025-2026: l'automazione di precisione, l'adozione di smussatrici portatili in loco e le modifiche agli standard. Ciascuno di questi fattori è supportato dai dati sulle tendenze di ricerca. Secondo i dati più recenti di Google negli Stati Uniti relativi al volume di ricerca per "preparazione dei bordi", il termine è aumentato di circa 5 volte tra giugno e settembre 2025. Un aumento simile è stato osservato nel volume di ricerca per "smussatura" nello stesso periodo, a indicare che i team di approvvigionamento stanno valutando potenziali aggiornamenti.
Tendenza 1: L'automazione di precisione diventa lo standard per i grandi volumi
Le macchine CNC per fresatura e smussatura con una precisione angolare di ±0.5° stanno passando da attrezzature di fascia alta a standard di base per lavori critici dal punto di vista normativo. Il motivo è semplice: considerando le bande di tolleranza di ±5° per AWS D1.1 e ±2.5° per ASME B16.25, una macchina CNC utilizza solo il 10-20% della banda consentita, lasciando ampio margine per l'usura dell'utensile. Al contrario, gli utensili manuali e pneumatici con una precisione di ±2-3° si usurano rapidamente a causa dell'usura delle frese e superano la tolleranza dopo il primo utilizzo. Questi ultimi consumano il 40-60% della banda.
Tendenza 2: si espande la smussatura portatile in loco
Le smussatrici elettriche portatili stanno diventando sempre più diffuse nelle riparazioni in loco di cantieri navali, oleodotti e impianti di estrazione di petrolio e gas. Questa tendenza è trainata dalla precisione angolare misurabile. Mentre le smussatrici possono produrre bordi con una tolleranza di un grado, le torce ossiacetileniche seguite dalla molatura manuale raramente producono bordi conformi alle normative. Nella maggior parte delle applicazioni in loco, le smussatrici elettriche portatili possono essere utilizzate in sostituzione delle smussatrici pneumatiche antiscintilla, ancora richieste in determinati ambienti pericolosi.
Tendenza 3: Revisione degli standard (ISO 9013:2017 e AWS A2.4:2020)
La norma ISO 9013, rivista nel 2017 e in sostituzione dell'edizione del 2002, presenta tolleranze di perpendicolarità più stringenti; pertanto, i riferimenti WPS obsoleti potrebbero utilizzare ancora i valori del 2002. La norma AWS A2.4:2020 (8a edizione) ha introdotto regole d'uso esplicative per le saldature a gola svasata, che in precedenza i disegnatori impostavano a loro discrezione. È prevedibile una certa resistenza da parte degli ispettori se la vostra officina fa riferimento a simboli di saldatura precedenti al 2020.
Cosa pianificare per il 2026
Per le officine che prevedono acquisti di capitale entro il 2026, il consiglio più pratico è quello di acquistare con un livello di precisione superiore a quello richiesto dalla normativa più restrittiva, ovvero una smussatrice elettrica portatile con una precisione di 1 come base e una macchina CNC con una precisione di 0.5 come massima: gli utensili pneumatici e manuali rimangono riservati solo a lavori di nicchia. Per le officine che eseguono lavorazioni miste AWS D1.1 / ASME B16.25, ciò significa che una smussatrice portatile per taglio a freddo con una comprovata precisione di 1 rappresenta il punto di partenza, non l'aggiornamento.
Domande frequenti
D: Che cos'è uno smusso?
Visualizza risposta
D: La smussatura si chiama bisellatura?
Visualizza risposta
D: Quando è necessaria la smussatura e quando la bisellatura?
Visualizza risposta
D: Quali sono i vantaggi della smussatura dei componenti?
Visualizza risposta
D: Perché la smussatura di alta precisione è così importante?
Visualizza risposta
Riferimenti e fonti
- Codice di saldatura strutturale AWS D1.1/D1.1M - Acciaio — Società americana di saldatura
- Codice di tubazioni di processo ASME B31.3 — Società americana degli ingegneri meccanici
- Norma API 1104 per la saldatura di condotte e impianti correlati — Istituto Americano del Petrolio
- ISO 9013:2017 Taglio termico — Classificazione dei tagli termici — Organizzazione internazionale per la standardizzazione
- ISO 9692-1:2013 Saldatura e processi affini — Tipi di preparazione dei giunti — Organizzazione internazionale per la standardizzazione
- Simboli standard AWS A2.4:2020 per saldatura, brasatura e controlli non distruttivi — Società americana di saldatura
- Reddy et al., "Uno studio sugli effetti della preparazione di giunti e bordi per ottenere saldature prive di distorsioni e con riduzione dei costi" — Seminario nazionale sulla saldatura / IIT (documento di ricerca)
- Rapporto DTIC ADA452427: L'effetto della preparazione dei bordi sulla durata del rivestimento Centro di informazione tecnica della difesa degli Stati Uniti
- Conoscenze professionali TWI: Costi di saldatura (continua) — L'Istituto di Saldatura
- Gruppo europeo di ingegneria e progettazione igienica (EHEDG) — associazione di ingegneria igienica
- 3-A Standard Sanitari, Inc. — organizzazione per gli standard sanitari
- ISO 13715:2017 Bordi di forma indefinita — Indicazione e quotatura — Organizzazione internazionale per la standardizzazione
Informazioni su questa analisi di preparazione dei bordi industriali
Questa guida sintetizza i requisiti AWS, ASME, API e ISO con uno studio ResearchGate del 2014 sull'economia del metallo di saldatura e sugli intervalli di precisione delle apparecchiature testate sul campo dai produttori di macchine smussatrici industriali. La matrice a 8 giunti nella Sezione 3 è stata compilata incrociando i riferimenti AWS A2.4:2020, ISO 9692-1:2013 e le linee guida pubblicate sullo spessore delle pareti; non è stata ripresa da una singola fonte concorrente. Le fasce di prezzo nella Sezione 5 riflettono i prezzi di listino 2025-2026 per le apparecchiature di fresatura e smussatura nei mercati OEM statunitensi e cinesi.
Revisionato dal team di ingegneri di RESIZE — RESIZE produce macchine per fresatura e smussatura, posizionatori per saldatura, rotatori, manipolatori, mandrini, tagliatori al plasma e linee di produzione per torri eoliche. La revisione ingegneristica si basa sui dati di collaudo in fabbrica per le linee di prodotti per vetro, tubi e smussatrici portatili (profondità di taglio 0-25 mm, angoli 15°-75°, potenza 2.8 kW, 2,000-6,000 giri/min).
Articoli Correlati
- Cos'è una macchina smussatrice? — nozioni fondamentali sull'attrezzatura
- Qual è lo standard per la smussatura? — riferimenti al codice approfonditi
- Scegliere la macchina smussatrice per tubi giusta — selezione delle attrezzature in base al diametro del tubo
- Fresatrice e smussatrice — Pillar — gamma completa di attrezzature e specifiche









{kind=link}
{kind=link}
{kind=link}
{kind=link}