
![Ghid pentru poziționere de sudură pe banc de lucru: Specificații, tipuri și cum să alegeți [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8-1024x683.webp)
📐 Specificații tehnice rapide — Poziționer pentru sudură de banc
| capacitate Gamă | 250 lb – 1,000 lb (niveluri de producție comune) |
| Diametrul mesei | 8″ – 24″ (variază în funcție de nivelul de capacitate) |
| Intervalul de înclinare | 0° – 135° (majoritatea modelelor motorizate: 0°–90°) |
| Viteza de rotație | 0.1 – 6 RPM (variabil) |
| Circuit de împământare | 200 – 800 A prin inel glisant sau contact cu arc |
| Tipul de unitate | Angrenaj melcat (majoritatea) / Servomotor (premium) |
| Unitatea Greutate | 35 – 280 kg (variază în funcție de capacitate) |
| Putere | 110 V / 220 V monofazat (majoritatea modelelor de laborator) |
Ce este un poziționer de sudură de banc - și cine are nevoie de fapt de unul?
Un poziționer de sudură de banc este un dispozitiv acționat electric care rotește și înclină o piesă de lucru astfel încât îmbinarea sudată să rămână în poziția plată pe durata ciclului de sudare. În loc să necesite sudorului să se fixeze sau să se repoziționeze în jurul unei piese staționare - luptând împotriva gravitației, oboselii cauzate de unghiurile suboptimale ale torței și a vitezei de deplasare inconsistente - un poziționer prezintă unghiul optim față de torță și îl menține precis pe parcursul fiecărei suduri.
Conceptul are sens. Dintre pozițiile de sudare înregistrate, cea plată este cea mai rapidă, cea mai rapidă, produce cea mai mare rată de depunere și oferă o penetrare maximă. Înclinarea unei țevi sau a unei îmbinări cu flanșă la 45 de grade o pune în poziție plată; înclinarea la 90 de grade face același lucru pentru țeava cap la cap. Iar rotirea piesei de lucru pe o fixare la o viteză limitată în spatele unei singure linii de torță ghidate creează un profil al cordonului de sudură mai uniform, în special la îmbinările rotunde.
Clienții tipici sunt atelierele de fabricație personalizate care produc câteva piese unice sau care execută câteva loturi mici sau medii, producătorii de automobile de performanță și sporturi cu motor care construiesc bare de rulare sau piese de suspensie în colivie, antreprenorii din domeniul HVAC și mecanicii care instalează producători de echipamente originale de țevi cu flanșă, instrumente și sisteme de vid care îmbină carcase de presiune mică, iar cei din domeniul mentenanței aerospațiale care întrețin ansambluri de precizie. Dacă atelierul dumneavoastră are o piesă cu rată mare de repetiție pentru același utilizator final de mai mult de 3-4 ori pe săptămână, un poziționer se amortizează aproape întotdeauna prin economii de timp de configurare și de refacere a lucrărilor încă de la prima rulare.
Încă nu sunteți sigur dacă este vorba de poziționere de banc sau independente? Consultați pagina noastră de comparație între poziționere de banc și poziționere independente.
Specificații cheie: Explicații despre capacitatea de încărcare, intervalul de înclinare și viteza de rotație

Capacitatea nominală de încărcare este un lucru pe care majoritatea cumpărătorilor îl știu, dar pe care cel mai adesea îl supraevaluează. Capacitatea maximă se aplică unui dispozitiv de fixare centrat, echilibrat, pe o masă orizontală standard (poziție plată). Orice înclinare cu dispozitivul de fixare decalat față de centru reduce capacitatea efectivă - uneori dramatic.
Notă tehnică: capacitatea de încărcare și brațul momentului
Sarcina de lucru este egală cu greutatea sudurii + greutatea dispozitivului de fixare – atelierele uită mereu greutatea dispozitivului de fixare. În plus, sarcina efectivă pe rulmenții mesei XY crește odată cu distanța dintre axele mesei și centrul de greutate al piesei de prelucrat. Un poziționer cu o capacitate nominală de 200 kg în fața mandrinei poate suporta doar 12 kg la o excentricitate de 8 cm. Când utilizați un centru de greutate decalat al piesei de prelucrat, țineți cont de un factor de siguranță minim de 1.5 la dimensionarea unui poziționer.
| Nivelul | Capacitatea nominală | Diametru masă | Intervalul de viteză | Aplicație tipică | Aproximativ. Preț |
|---|---|---|---|---|---|
| Sarcină ușoară | 50 - 250 lb | 8 "- 14" | 0.3 - 5 RPM | Flanșe mici, fitinguri pentru țevi, piese pentru sporturi cu motor | $ 800 - $ 2,500 |
| De serviciu mediu | 250 - 500 lb | 14 "- 20" | 0.1 - 4 RPM | Capete de recipient sub presiune, corpuri de pompă, supape | $ 2,500 - $ 5,500 |
| Blat de lucru greu | 500 - 1,000 lb | 12 "- 24" | 0.5 - 5 RPM | Manifolduri mari, subansambluri structurale | 4,500 $ - 9,000 $ + |
Ce viteză de rotație am nevoie pentru sudarea TIG vs. MIG?
Acesta este calculul principal: Viteza de deplasare a arcului în IPM (țoli pe minut) = valoarea matematică a geometriei piesei înmulțită cu viteza de deplasare a arcului determinată. De obicei, majoritatea atelierelor își cunosc diametrul piesei - nu cunosc viteza de deplasare a arcului. Luați un cordon rotund de 10 secunde, calculați lungimea și înmulțiți cu 6 - adică IPM-ul. Vitezele arcului TIG (GTAW) sunt în general între 0.1 și 1.0 RPM pe piesele rotunde. Vitezele arcului MIG (GMAW) funcționează mai rapid: așteptați-vă să vedeți 1.0 până la 4.0 RPM. Vitezele arcului GMAW pentru țevi sunt undeva între 0.5 și 2.0 RPM, în funcție de proces și diametru.
Obțineți calcule detaliate în tabelul nostru cu capacități ale poziționerelor de sudură, inclusiv exemple pentru dimensiunile standard ale pieselor de prelucrat.
🔧 Scenariu de lucru: Fabricator de cuști de protecție pentru sporturi sportive
Un producător care construiește ansambluri de noduri cu colivie de rulare din crom-molibden 4130 selectează un poziționer. Fiecare piesă cântărește 3 kg, dar se montează la o distanță de 40 cm față de centrul mesei, creând o sarcină efectivă a brațului de moment de aproximativ 18-45 kg. Un poziționer ușor de 250 kg ar gestiona confortabil acest lucru. O unitate de 1,000 kg ar fi o risipă excesivă - și un spațiu de podea mai costisitor - pentru piese atât de mici. Adaptarea unității la sarcinile reale de lucru (nu la masa brută) este ceea ce menține decizia de cumpărare inteligentă.
Tipuri de poziționere pentru sudură de banc: motorizate, manuale, fixe și cu 2 axe

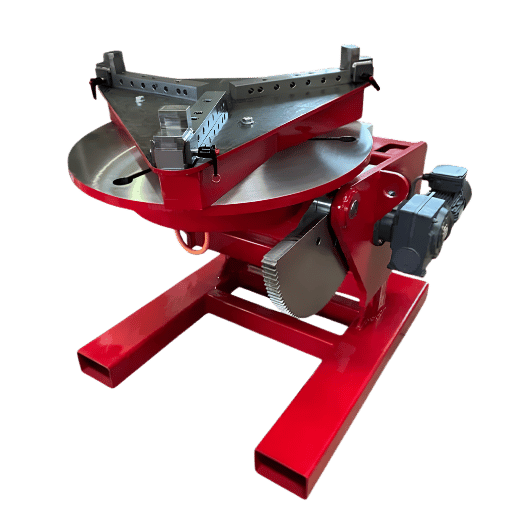
Terminologia poate fi inconsistentă în descrierile produselor, așa că înțelegerea opțiunilor de configurare reale previne cumpărarea mașinii greșite. Mașinile cu bază fixă - mai precis cunoscute sub numele de mese rotative pentru sudură - sunt doar înclinate și tind să fie mai ieftine decât opțiunile înclinabile. Sunt excelente pentru aplicații dedicate în care puteți construi o placă de bază înclinată pentru o poziție necesară. Poziționerele cu bază înclinabilă pot fi prezentate cu îmbinarea la orice unghi între orizontală și verticală, iar asta este ceea ce industria sudării numește „poziționer de sudură”.
| Tip | Mişcare | Cele mai bune | Nu este potrivit pentru |
|---|---|---|---|
| Înclinare motorizată | Rotație + înclinare | Producție generală, TIG, flanșe pentru țevi | Configurații dedicate fixe în care înclinarea era irelevantă |
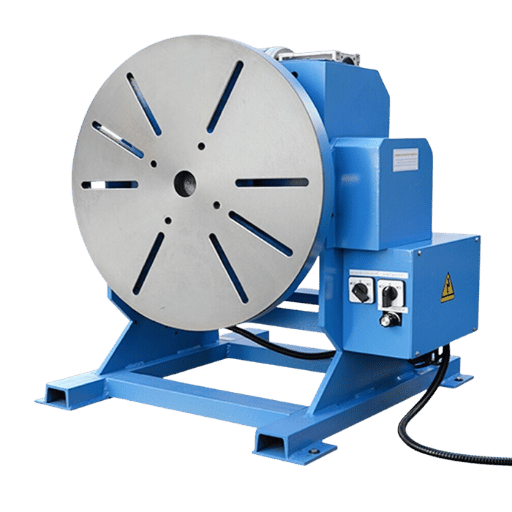
| Placă rotativă motorizată cu bază fixă | Doar rotație | Configurații dedicate pentru o singură piesă, buget redus | Lucrări care necesită mai multe poziții de sudură într-o singură configurație |
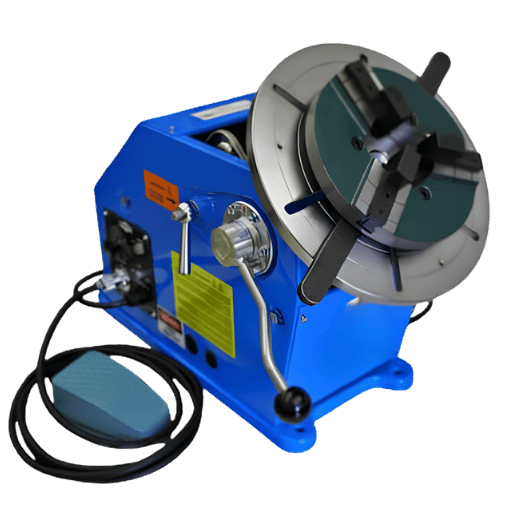
| Înclinare manuală | Rotație motorizată, înclinare manuală | Magazine cu volum mic de activitate, buget limitat | Cicluri de producție care necesită ajustări frecvente ale înclinării |
| 2 axe / Cap de mașină - Păpușă mobilă | Rotație + înclinare (ambele axe motorizate) | Ansambluri lungi, subcadre structurale | Piese mici și compacte; necesită mai mult spațiu pe podea |
Citiți mai multe despre configurațiile rotative pe site-ul nostru poziționere rotative pentru sudură și pagini cu sisteme pe 2 axe. O greșeală frecventă în atelierul de fabricație: investiția într-un poziționer complet motorizat pentru o operațiune de 3 piese pe zi, când un basculant manual de 300-400 USD se ocupă de aceeași sarcină.
Poziționer de banc vs. Platou rotativ pentru sudură vs. Role de strunjire: De care aveți nevoie?

Cele trei clase de echipamente sunt adesea interpretate greșit în căutările cumpărătorilor. Deși intervalele de capacitate se suprapun, aplicațiile și mecanica mașinilor sunt cu adevărat diferite.
| Echipament | Înclina | Rotație | Sarcina tipică | Cost tipic | Cele mai bune |
|---|---|---|---|---|---|
| Poziționer de banc de lucru | 0 ° - 135 ° | 0.1 - 6 RPM | 50 - 1,000 lb | 800 $ - 9,000 $ + | Flanșe, fitinguri, ansambluri de precizie |
| Platou rotativ pentru sudură | Niciunul (bază fixă) | 0.3 - 5 RPM | 50 - 500 lb | $ 300 - $ 2,500 | Suduri circulare dedicate la un unghi fix |
| Role de întoarcere | Nici unul | Continuu | 500 - 100,000 lb | 1,200 $ - 40,000 $ + | Recipiente cilindrice, țevi, rezervoare (axă lungă) |
| Poziționer de podea | 0 ° - 135 ° | 0.1 - 3 RPM | 1,000 - 50,000 lb | 5,000 $ - 60,000 $ + | Suduri structurale grele, ateliere de producție |
Sisteme de selecție rapidă: Piesele cilindrice lungi (rezervor, carcasă de vas, secțiune de țeavă) care se rotesc pe propria axă rotesc rolele. Unitățile de înclinare și rotire sunt necesare pentru poziționarea accesului la îmbinări. Sub 800 USD, o placă rotativă cu bază fixă funcționează dacă îmbinarea se sudează întotdeauna într-o poziție fixă. Piesele de peste 1,000 kg pot necesita un poziționer montat pe podea, în funcție de geometria piesei.
Consultați paginile noastre despre poziționere rotative pentru sudură și sisteme pe 2 axe pentru mai multe detalii despre configurațiile rotative. O greșeală frecventă în atelierul de fabricație: investiția într-un poziționer complet motorizat pentru o operațiune de 3 piese pe zi, când un basculant manual de 300-400 USD se ocupă de aceeași sarcină.
Cum să alegi un poziționer de sudură de banc: Matricea de selecție 3×3
Majoritatea ghidurilor de cumpărare recomandă doar „să vă gândiți la încărcătură și proces”. Acest lucru nu este suficient de precis pentru a face o achiziție informată a echipamentului. Matricea 3×3 de mai jos mapează nivelul de greutate al piesei de prelucrat în funcție de procesul de sudare pentru a vă oferi o specificație de pornire concretă pentru fiecare combinație. Folosiți-o ca formulă inițială de selectare a comenzii în faza de cerere de ofertă (RFQ).
| Greutatea piesei de prelucrat | TIG / GTAW | MIG / Miez de flux | Țevi / Structuri grele |
|---|---|---|---|
| <100 lb | Unitate de 250 lb, 0.1–2 RPM, inel colector opțional, motor de curent continuu preferat | Unitate de 250 kg, 1–4 RPM, mandrină standard, motor CA sau CC | Unitate de 250 lb, verificați înclinarea la 90°+, ax gol dacă este necesară purjarea inversă |
| 100 - 500 lb | Unitate de 500 lb, 0.1–1 RPM, inel alunecător necesar pentru suduri continue, se preferă servomotor | Unitate de 500 lb, 1–3 RPM, angrenaj melcat cu cuplu ridicat, 500A+ sol | Unitate de 500 lb, înclinare necesară la 135°, suport pentru role exterioare pentru ansambluri lungi |
| > 500 lb | → Luați în considerare Poziționer de podea pe 2 axe sau sistem de cap de păpușă mobilă/păpușă mobilă | Blat de lucru greu de 1,000 kg, sol de peste 800A, înclinare motorizată | Blat de lucru de 1,000 kg + role de strunjire pentru suport pe axă lungă |
Listă de verificare a achiziției în 5 puncte
- Determinați sarcina de lucru ideală reală; masa sudurii și dispozitivul de fixare combinate, factor de 1.5 pentru piesele de prelucrat descentrate CG, egală cu sarcina plană.
- Găsiți valoarea încărcării de înclinare și utilizați situația reală de înclinare, mai degrabă decât valoarea de bază plană. Veți constata că cele două valori diferă, iar valoarea de înclinare este cea de care trebuie să vă concentrați.
- Asigurați-vă că capacitatea circuitului de împământare poate suporta amperajul procesului: instabilitatea arcului va apărea dacă împământarea este subdimensionată.
- Luați în considerare un inel colector dacă executați sudură TIG continuă sau circumferențială la amperaj mare; în caz contrar, contracararea curgerii libere a cablului poate declanșa vârfuri de rezistență.
- Adaptați o creștere a capacității cu 50% peste cea mai mare producție actuală; pe măsură ce piesele de producție devin mai mari, plata înlocuirii sau modernizării unui poziționer la mijlocul contractului reprezintă o povară costisitoare.
🔧 Scenariu de atelier: Atelier de fabricație a vaselor sub presiune
Un mic atelier vinde capete de recipiente sub presiune personalizate. Au în producție un ansamblu cu flanșe de 180 lb. Inginerii specifică un poziționer de 500 lb., nu o unitate de 250 lb., din cauza centrului de greutate decalat și a spațiului de ridicare potențial pentru piesele care vor crește. Șase luni mai târziu, atelierul obține un nou contract cu ansambluri de 220 lb. care se sudează în timpul procesului. Unitatea de 250 lb. ar fi necesitat o modernizare costisitoare la mijlocul seriei.
Explorați poziționerele de sudură RESIZE pentru banc de lucru →
Sudarea TIG, MIG și a țevilor: Potrivirea procesului cu specificațiile poziționerului

Torța de tăiere nu este singurul factor care afectează alegerea echipamentului. TIG (sau GMAW) pe o masă rotativă necesită setări diferite față de o stație de sudare MIG.
| Etape | Intervalul de viteză | Curentul de pământ | Inel de alunecare | Mandrină / Dispozitiv de fixare |
|---|---|---|---|---|
| TIG / GTAW | 0.1 - 1.5 RPM | 150 - 350 A | Necesar (rotație continuă) | 3 fălci sau pensetă preferată |
| MIG / GMAW | 0.5 - 4 RPM | 200 - 500 A | Recomandat ≥250A | Masă cu canelură în T sau dispozitiv de fixare a punctelor de prindere |
| Flux-Core (FCAW) | 0.5 - 3 RPM | 250 - 600 A | Necesar (amperaj mare) | Masă cu canelură în T pentru sarcini grele |
| Țevi / Structurale | 0.5 - 2 RPM | 200 - 800 A | Necesar | Mandrină cu 3 fălci sau fixare în V |
Are nevoie un poziționer de sudură de banc de lucru de un inel colector pentru sudarea TIG?
Pentru o sudură TIG circumferențială continuă – unde dispozitivul de fixare este rotit continuu cu 360° sau mai mult – utilizarea unui inel alunecător este obligatorie. În caz contrar, cablul de sudură și cuplajul de gaz inert se vor înfășura în jurul piesei de prelucrat, crescând semnificativ rezistența. Acest lucru nu numai că scade stabilitatea arcului, dar atunci când provoacă un scurtcircuit, mașina se va opri. Pentru sudurile scurte în care masa este rotită cu 90° sau mai puțin per sudură, un poziționer fără inel alunecător poate funcționa, deși cu anumite riscuri și nu pentru utilizare de rutină.
O a treia considerație pentru sudarea TIG a aluminiului este pedala de picior cu viteză variabilă. Această pedală vă permite să începeți încet în timp ce se formează balta, apoi să accelerați până la cordonul de sudură fără oprire. O platformă de montare care permite o pedală de picior TIG tradițională pe un poziționer cu viteză variabilă este accesibilă și simplă. Dacă intenționați să sudați oțel inoxidabil cu TIG, alegeți un dispozitiv de fixare cu un ax tubular gol și un orificiu pentru purjarea inversă a gazului inert.
Sfat de la expert: Când sudați TIG, alimentați ieșirea prin inelul glisant intern al poziționerului sau prin sistemul de arc de contact din metal prețios – niciodată un cablu peste dispozitivul de fixare. Treceți cablul de împământare de la sudură prin cablu și veți observa inconsistențe misterioase în cordonul de sudură sub formă de vârfuri de rezistență – greu de depanat, dar esențial de eliminat.
Doriți să aflați despre dispozitivele de fixare specifice țevilor? Consultați secțiunea noastră poziționere pentru sudarea țevilor pagină și minunata noastră descriere a aranjamentelor de capăt de transmisie/păpușă mobilă.
Configurare, montare și siguranță: Operarea corectă a unui poziționer de sudură de masă
99% din defecțiunile poziționerelor și 92% din accidentele de sudare sunt rezultatul direct al uneia sau ambelor erori simple: împământarea necorespunzătoare sau neinstruirea personalului privind înclinarea sarcinii.
„Înainte de a începe sudarea, asigurați-vă că ați conectat cablul de împământare al aparatului de sudură la știftul prevăzut pe poziționer. Sudarea pe un poziționer care este pur și simplu fixat cu șuruburi pe o bancă de lucru din oțel împământată va cauza curgerea unui curent de sudură de mare amperaj prin aparat. Dacă acesta trece prin rulmenți, în cele din urmă va provoca defectarea acestora. Dacă intră în circuit, va rezulta o ardere majoră.”
📐 Notă tehnică: Dimensionarea cablului de împământare
Pentru poziționerele care consumă un curent invers de până la 500A, este de obicei o idee bună să se monteze un cablu de împământare de minimum 2/0 AWG (67 mm) de la corpul poziționerului până la punctul de conectare a piesei de lucru. Cablurile de împământare subdimensionate provoacă instabilitate a arcului, absorb căldură din punctele de conectare și pot arde circuitele poziționerului. OSHA 1910.252 și ANSI Z49.1, piesa de prelucrat — sau masa metalică care o susține — trebuie să fie legată la pământ independent de conexiunea circuitului de sudură.
⚠️ Avertisment privind sarcina înclinată
Un poziționer de 500 kg care susține un ansamblu de 500 kg la o înclinare de 45°, cu centrul de greutate al piesei de prelucrat decalat la 8 cm față de centru, se confruntă cu o sarcină efectivă a brațului de prelucrare care depășește 850 kg la rulmentul mesei - mult peste capacitatea nominală în poziție plană. Calculați întotdeauna sarcina înclinată înainte de a începe un nou program de prelucrare pe o masă înclinată.
Listă de verificare pentru punerea în funcțiune în siguranță, cu 7 elemente
- Verificați continuitatea circuitului de împământare de la corpul poziționerului la clema de masă înainte de primul arc electric
- Verificați echilibrul mesei – adăugați contragreutăți opuse clemelor excentrice înainte de înclinare
- Verificați funcționarea blocării pedalei de picior (rotația se oprește când pedala de picior este eliberată, dacă este instalată)
- Trimestrial, verificați periile de contact ale inelelor colectoare; înlocuiți-le când se găsesc dovezi de coroziune sau acumulare de carbon.
- Nu depășiți niciodată ciclul de funcționare nominal fără o pauză de răcire - majoritatea poziționerelor de banc de lucru au un ciclu de funcționare nominal de 60%
- Fixați piesele de lucru cu cel puțin 3 puncte de fixare pentru a preveni rotirea de pe masă
- Blocați clema de înclinare a mesei atunci când nu este utilizată - capul de înclinare nefixat se poate balansa sub vibrații
🔧 Scenariu magazin: Incident de înclinare excentrică
Un atelier de fabricație a montat un ansamblu în limitele admisibile pentru masa plană a poziționerului. Nimeni nu a luat în considerare sarcina înclinată cu centrul de greutate al piesei de lucru decalat la 9 cm de centru. Când operatorul și-a înclinat masa la 90° și a început rotația, rulmentul mesei a preluat o sarcină efectivă de peste dublul valorii nominale. Consecința: căi de rulment defecte și o întârziere de trei săptămâni la instalare. Atenuare: cost 0 USD dacă este specificat în timpul fazei de specificare - calculați momentul înclinat înainte de primul ciclu pentru fiecare program nou de piesă.
Vezi de asemenea şi: Instrucțiuni de siguranță pentru REDIMENSIONAREA poziționerului de sudură – un protocol operațional complet pentru punerea în funcțiune și utilizarea zilnică.
Costul poziționerului de sudură pentru banc de lucru, mărci și ce trebuie să știți înainte de cumpărare

Gama de prețuri este enormă – mai mult de un ordin de mărime între platane entry-level și poziționerele industriale cu servomotor. Ceea ce explică acest lucru este mai important decât cifrele în sine.
| Nivelul | Preţ | Specificații tipice | Ce primești / Ce nu primești |
|---|---|---|---|
| Intrare / DIY | $ 300 - $ 900 | <150 kg, fără motor, înclinare de bază | Înclinare manuală, fără control al vitezei, fără inel colector, certificare fără sarcină |
| Profesional | $ 1,700 - $ 3,500 | 200–500 kg, motorizat, viteză variabilă, pedală de picior | Angrenaj melcat, motor de curent continuu, mandrină opțională, comutator de picior, inel colector de bază |
| Industrial / Precizie | 4,500 $ - 9,000 $ + | 500–1,000 lb, servomotor, inel colector complet, afișaj digital al vitezei | Precizie servo, interfață CNC, asistență în garanție, calitate de construcție din SUA sau Europa |
Costuri ascunse pentru care trebuie să se încadreze în buget
- Transport: Majoritatea poziționerelor vor ajunge la dumneavoastră prin livrare LTL – se estimează între 150 și 500 USD.
- Taxă de import: Codul HCST pentru poziționerele de sudură fabricate în China este 8515.80.0000 la 6.5% – confirmare la USITC.
- Mandrină sau fixare: Multe prețuri de listă nu includ o mandrină - se presupune între 200 și 600 de dolari pentru o țeavă decentă cu 3 bacuri. mandrină de sudură.
- Punere în funcțiune: Nu uitați să includeți timpul de punere în funcțiune a componentelor electrice și echilibrarea primei piese pe poziționere noi.
Despre poziționerele DIY: Majoritatea căutărilor pe Google pentru „poziționer de sudură DIY” provin de la muncitori care își fabrică propriile celule robotizate. Poziționerele DIY vor funcționa pentru lucrări de tip „o singură piesă”, cu producție redusă, ale amatorilor. Din cauza jocului angrenajului melcat, a capacității de sarcină necunoscute și a lipsei certificării la sol, investițiile în unități DIY sunt slabe pe termen lung. Majoritatea fabricanților care construiesc o unitate DIY sunt obligați să cumpere o unitate comercială în termen de 18 luni.
Pentru a calcula bugetul unui poziționer de masă de bază, consultați ghidul nostru dedicat cumpărătorului. Sau accesați direct linia de produse de poziționere pentru sudură RESIZE pentru a compara modelele și a solicita o ofertă de preț.
Perspective asupra industriei: Servomotoare, integrarea coboților și viitorul poziționerelor de laborator
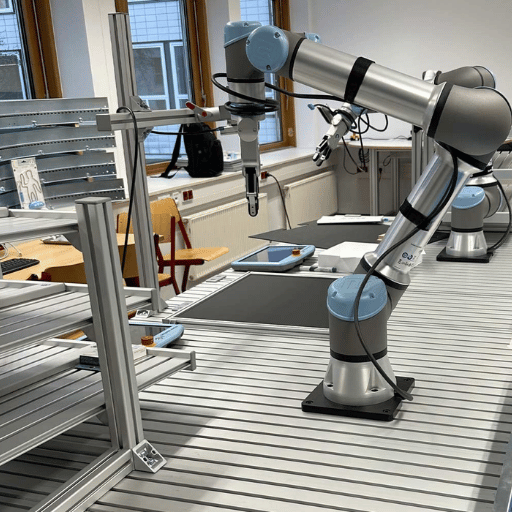
Piața globală a sudării robotizate a fost evaluată la 8.1 miliarde de dolari în 2025 și se preconizează că va atinge o valoare de 27.9 miliarde de dolari până în 2034, înregistrând o rată anuală compusă (CAGR) de 15.2%. Această creștere nu se întâmplă în ciuda poziționerelor de laborator - ci se întâmplă în jurul lor. Pe măsură ce roboții colaborativi (coboți) preiau sarcini de sudare mai circumferențiale și repetitive, poziționerul devine a șaptea axă a sistemului.
Societatea Americană de Sudură estimează un deficit de 320,500 de sudori calificați până în 2029. Atelierele nu înlocuiesc sudorii cu roboți - ci extind randamentul fiecărui sudor pe tură cu roboți colaborativi. Un poziționer de masă acționat de servomotor, cu o interfață digitală de viteză (RS-485 sau EtherNet/IP), poate sincroniza viteza de rotație a poziționerului cu mișcarea torței Python a robotului colaborativ în timp real, transformând o operațiune cu un singur sudor într-o celulă de lucru semiautomată.
Sunt poziționerele de sudură de banc compatibile cu roboții colaborativi?
Poziționerele moderne de banc de lucru, acționate prin servo, cu porturi de comunicație RS-485 sau EtherNet/IP, pot fi operate ca o a șaptea axă sincronizată, împreună cu majoritatea mărcilor importante de roboți colaborativi. Poziționerul va accepta comenzi de viteză și poziție de la controlerul robotului, mai degrabă decât de la pedala de picior, permițând ca traiectoria torței și rotația mesei să rămână în sincronizare exactă pe tot parcursul unui program de sudare. Poziționerele cu motor de curent alternativ cu control analogic al vitezei nu pot realiza această integrare fără o înlocuire completă a acționării - iar acționarea mecanică (angrenaj melcat, tren de viteze) nu poate fi adaptată la precizia servo după achiziționare.
Prioritate specificații pentru pregătirea pentru viitor (2025-2026): selectați un poziționer cu servomotor și ieșire digitală a vitezei încă din prima zi. Delta de cost între unitățile servo și cele ale motorului de curent alternativ la nivelul de 500 lb este de 800-1,500 USD - mult mai puțin decât o înlocuire completă atunci când integrarea roboților colaborativi va deveni ulterior o nevoie comercială.
Related: Servomotoare vs. motoare de curent alternativ pentru poziționere de sudură | Ghid de integrare a poziționerului de sudură robotizată
Întrebări frecvente — Poziționer pentru sudură de banc
Ce capacitate de încărcare am nevoie pentru un poziționer de sudură de banc?
Luați cea mai grea piesă de prelucrat prevăzută, adăugați greutatea dispozitivului de fixare și apoi înmulțiți cu 1.5 pentru a ține cont de încărcările excentrice la centrul de greutate și de creșterea așteptată în atelier. Această sarcină produsă reprezintă capacitatea minimă nominală la înclinare. La fel de important: solicitați producătorului să indice capacitatea înclinată la unghiul de lucru real. Acest număr poate fi cu 30-70% sub capacitatea nominală la înclinare și este cifra care, de fapt, guvernează funcționarea în siguranță. Un poziționer de 225 kg care susține un ansamblu de 180 kg la 90° cu un decalaj al centrului de greutate de 20 cm (8 inch) poate fi deja peste capacitatea sa înclinată - iar acest calcul este rareori afișat în listele de produse.
Pot folosi un poziționer de sudură de banc pentru sudarea TIG?
Cu siguranță. Căutați un motor de curent continuu, o pedală de picior cu viteză variabilă și un inel alunecător corespunzător amperajului procesului dumneavoastră. Reducerea curentului de retur prin rulmenții mesei în loc de un circuit de împământare dedicat le va distruge.
Care este diferența dintre un poziționer de sudură de banc și o placă rotativă de sudură?
O placă rotativă pentru sudură are o bază fixă pe un plan orizontal. Nu poate menține îmbinarea la unghiuri diferite - sudura este întotdeauna în orice orientare se află placa de bază. Un poziționer de sudură real va avea un cap de înclinare motorizat sau manual (majoritatea funcționează la 0-90 sau 0-135), astfel încât să puteți menține o îmbinare țeavă-flanșă plată, apoi să o înclinați vertical pentru următoarea trecere fără a fi nevoie să repoziționați piesa de prelucrat.
Platourile rotative sunt alegerea ieftină pentru lucrări dedicate la un singur unghi. Pentru atelierele care rulează mai multe familii de piese cu unghiuri de sudare diferite, poziționerele sunt mai flexibile. Consultați articolul nostru despre poziționere versus platouri rotative pentru o comparație completă.
Cât costă un poziționer de sudură de banc?
Mandrine în catalog de la aproximativ 300-600 USD. Unitățile de producție acționate de motor încep de la 1,700 USD și ajung de la 3,500 USD până la o capacitate de 250-500 lb. Unitățile industriale acționate de servomotor au o capacitate de la 500-1,000 lb și costă între 4,500 și peste 9,000 USD.
Prețul la fața locului include de obicei mandrina sau transportul.
Are nevoie un poziționer de sudură de banc de lucru de un inel alunecător?
Pentru sudurile circumferențiale continue – adică orice lungime mai mare de 270° unde masa se rotește, atunci trebuie utilizat un inel glisant sau un contact cu perie acționată de arc. Fără acesta, cablul de sudură și furtunul de gaz se vor înfășura în jurul piesei de sudare și vor cauza o rezistență crescută pe măsură ce rotația mesei progresează. Acest lucru a întrerupt stabilitatea arcului de sudură și provoacă o oprire ulterioară a procesului.
Traseele scurte de arc, mai mici de ¼ de rotație, sunt încă în regulă fără un inel colector, deși configurarea traseului cablului durează considerabil mai mult. Peste un amperaj de proces de 250 A, un contact de perie cu valori nominale corecte este esențial pentru calitatea arcului și protecția echipamentului - periile subdimensionate provoacă încălzirea corpului poziționerului la configurațiile cu amperaj mai mare.
Ce certificări de siguranță ar trebui să aibă un poziționer pentru sudură?
Verificați conformitatea cu OSHA 1910.252 și un circuit de împământare testat și nominal. Marcajul CE indică conformitatea cu diversele directive europene. Solicitați în mod specific documentația de testare a circuitului de împământare - majoritatea unităților cu prețuri mai mici au un born de împământare, dar nu au curent nominal testat.
Poate un poziționer de banc de lucru să gestioneze sudarea țevilor?
Îmbinările țeavă-flanșă și cap la cap ale țevii în limita sarcinii nominale a poziționerului se încadrează confortabil în limitele sale de proiectare, dar se înclină la 45° pentru o racordare țeavă-flanșă în poziție plană; înclină la 90° pentru o sudură cap la cap a țevii în poziție plană. Secțiunile cu diametru mare care se rotesc de-a lungul propriei axe lungi aparțin rolelor de strunjire, nu unui poziționer de masă. Asamblați-le și utilizați împreună poziționerul și luneta fixă cu rolă; poziționerul prinde un capăt, luneta fixă celălalt.
Îndrumări privind dimensiunea pot fi găsite în alegerea unui poziționer pentru sudarea țevilor.
Despre acest ghid
Inginerii RESIZE au dezvoltat și produs o serie de poziționere de sudură pentru producătorii din America de Nord și de Sud, Europa și Asia de Sud-Est. Specificațiile, instrucțiunile de siguranță și recomandările pentru alegerea acestui poziționer de masă prezentate aici caracterizează cu exactitate specificațiile conform cărora proiectăm - nu sloganuri de marketing. Sursele terțe, acolo unde sunt utilizate, sunt menționate în secțiunea Referințe următoare.
Specialiști în proiectarea poziționerelor de sudură, integrarea CNC și sistemele de automatizare a fabricației. Echipa tehnică RESIZE analizează toate datele specificațiilor și instrucțiunile de siguranță înainte de publicare.
Articole pe aceeaşi temă
- Soluții de poziționare a sudurii pentru ateliere mici — Găsirea potrivirii potrivite pentru bugete limitate
- Ghidaj mandrină poziționer sudură — 3 bacuri, pensetă și opțiuni personalizate
- Sisteme de control al vitezei poziționerelor — De la reglaj simplu cu cadran la servo-precizie
- Instrucțiuni de siguranță pentru poziționerul de sudură — Listă de verificare pentru punerea în funcțiune și protocol de operare
- Ghidul începătorului despre poziționerele de sudură — Cum funcționează și cât costă
- Tehnologie de poziționare fără joc - Angrenaj melcat vs. performanța servoacționare
Referințe și surse
- OSHA 1910.252 — Cerințe generale: Sudare, tăiere și lipireAdministrația pentru Securitate și Sănătate în Muncă. [Nivelul 1]
- Honhart, K. „Poziționarea de masă pentru sudarea tuburilor și țevilor prin rotire. " Fabricantul (Publicații FMA). [Nivelul 2]
- „Siguranța la împământare și sudarea cu arc” Centrul de Resurse Lincoln ElectricReferințe: ANSI Z49.1:2005 Sigur în sudură, tăiere și procese conexe; NFPA 70 Codul electric național. [Nivelul 3 / ANSI Z49.1 = Nivelul 1]
- Societatea Americană de Sudură (AWS). Raportul privind starea forței de muncă în domeniul sudării. Proiecția deficitului de sudori americani până în 2029. [Nivelul 2]
- „Raport privind dimensiunea, cota și creșterea pieței sudării robotizate” Fortune Business Insights (2025). CAGR proiectat pentru sudarea robotizată: 15.20% până în 2034. [Nivelul 3 – cercetare de piață; citat doar pentru context direcțional]









{kind=link}
{kind=link}
{kind=link}
{kind=link}