
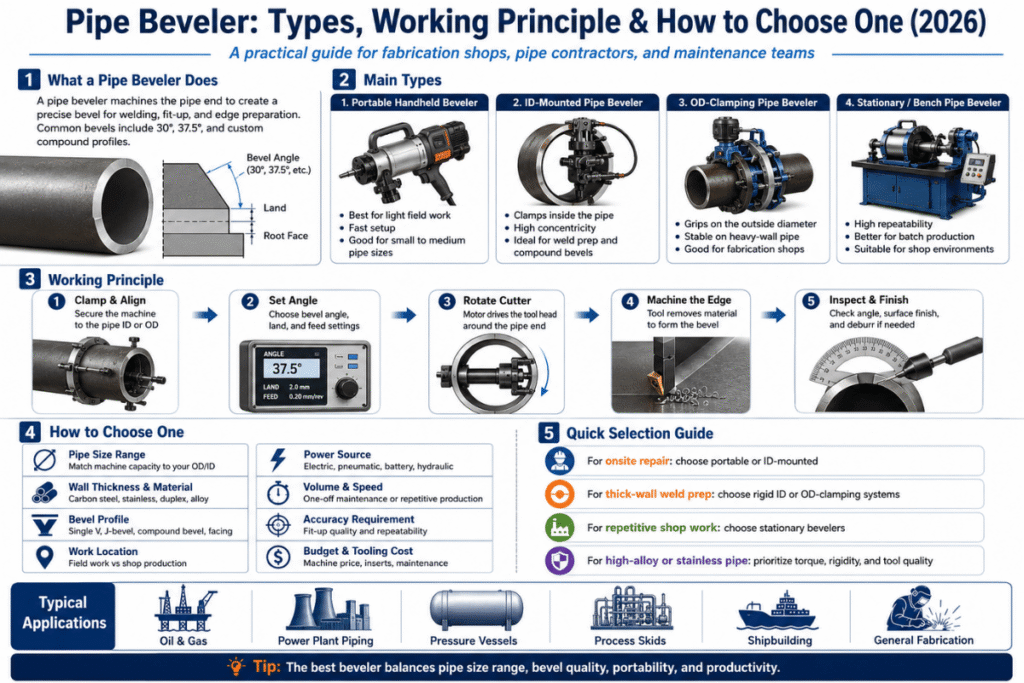
O mașină de șlefuit țevi este echipamentul care determină dacă sudura dumneavoastră este aprobată sau trebuie returnată pentru refacere. Alegerea tipului greșit - fie că aceasta înseamnă un tip diferit, fie alegerea tipului corect cu specificații greșite - este cea mai frecventă cheltuială evitabilă în fabricarea țevilor. Acest articol analizează fiecare tip de mașină de șlefuit țevi, principiul de tăiere cu care funcționează și o metodă în 7 pași pe care o puteți utiliza pentru următoarea achiziție, cu unghiuri de șlefuire mapate conform AWS D1.1, ASME B31.3 și API 1104.
Specificații rapide
| Domeniu de lucru | 0.5″–24″ (≈12–610 mm) tipic; până la 40″ cu kituri de extensie |
| Unghiuri teșite | Reglabil 0°–60° (37.5° cel mai comun V simplu; 30° conductă; 45° structural) |
| Opțiuni de alimentare | Pneumatic, Electric (cu fir/fără perii/acumulator), Hidraulic |
| Grosimea peretelui | ≤38 mm portabil; >40 mm necesită de obicei teşire compusă la banc/CNC |
| Sloturi pentru scule | 1–3 (așchiere frontală, găurire laterală, teşire — configurația cu mai multe canale permite pregătirea într-o singură trecere) |
| unghi Precizie | CNC staționar ±0.5° / Electric portabil ±1° / Pneumatic ±1–2° |
| Standarde | AWS D1.1 · ASME B31.3 · ASME B16.25 · API 1104 · ISO 9692 |
Ce este o mașină de șlefuit țevi? (Și de ce pregătirea muchiilor decide calitatea sudurii)
O mașină de șlefuit țevi este o unealtă electrică care pregătește capătul unei țevi pentru îmbinare prin tăierea capătului la un anumit unghi. Marginea șlefuită oferă sudorului un punct de plecare pentru realizarea unei suduri cu penetrare completă. Șanțul creat conține metalul de adaos, gestionează aportul de căldură și asigură penetrarea pentru trecerea de rădăcină dintre cele două capete de țeavă.
Orice sudor poate produce o fuziune slabă sau o lipsă de penetrare fără o geometrie pregătită corespunzător.
Celelalte trei aplicații ale mașinii diferă de un ferăstrău, o polizor unghiular și o unealtă de șanfrenat. Un ferăstrău nu este capabil să efectueze tăietura la un unghi altul decât 90°, deoarece taie perpendicular pe axa țevii. O polizor unghiular îndepărtează material, dar este impracticabil să se mențină același unghi pe întreaga circumferință a țevii.
O unealtă de teșire adaugă o mică muchie decorativă sau de debavurare (mai mică de 30°), nu întreaga adâncime a canalului de sudură al mașinii de teșit. Mașina de teșit pentru țevi menține grade constante (30°, 37.5°, 45°) pe întregul capăt al țevii, sudând repetabil îmbinare după îmbinare sudată, conform utilizatorului.
De ce este important acest lucru: Codul de sudură structurală AWS D1.1 – Oțel și ASME B31.3 Conducte de proces Ambele specifică faptul că pregătirea muchiei trebuie să fie în conformitate cu o Specificație de Procedură de Sudare (WPS) calificată. O WPS este un document în care este scrisă geometria pe care ați încercat să o emulați. Deoarece procedurile de sudare sunt testate prin geometrie, o abatere a formei teșiturii este un motiv suficient de bun pentru neconformitate - chiar dacă sudura finită arată perfect.
Pentru o explicație mai detaliată a categoriei mai largi, consultați descrierea noastră a ce este o mașină de teşit și scopul teşirii în fabricație.
Cum funcționează o mașină de șanfrenat țevi: Principiul tăierii în 60 de secunde
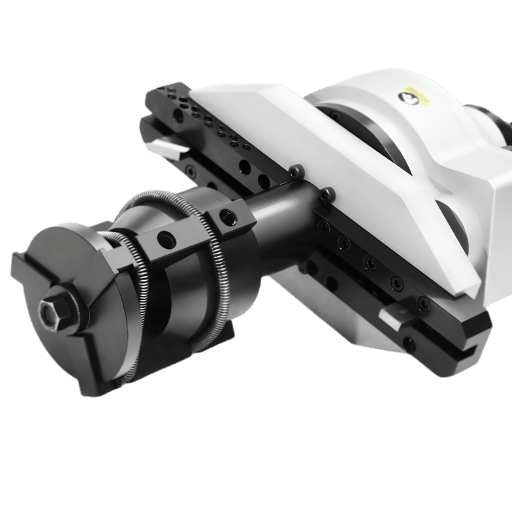
Mașina de șanfrenat țevi se fixează pe țeavă, apoi rotește capul sculei până la capătul țevii, îndepărtând în același timp materialul cu inserții din carbură la un unghi prestabilit. Aceasta poate fi împărțită în patru componente principale: un sistem de prindere, o acționare, un cap de scule rotativ și inserțiile așchietoare.
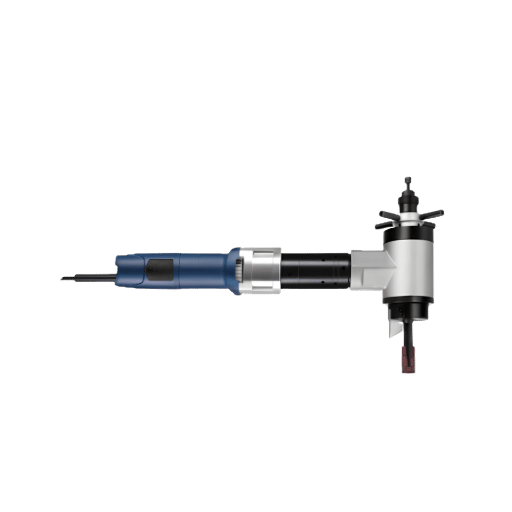
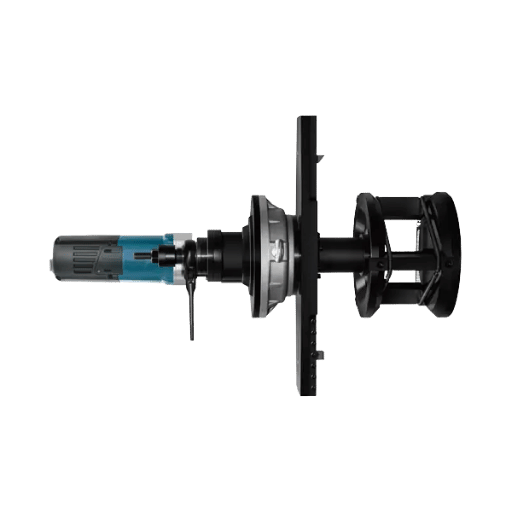
Sistemul de prindere este caracteristica care distinge un șanfrenier profesionist de o unealtă de hobby. Există două tipuri de sisteme universale de prindere. Primul se prinde din interior prin extinderea unui dorn intern în interiorul tubului.
Acest tip de clemă este foarte precisă, rapidă și este cea mai comună dacă se poate accesa diametrul interior al țevii. Al doilea tip are fălci de prindere externe pe exteriorul tubului. Aceasta este singura opțiune de clemă pentru plăcile tubulare ale schimbătorului de căldură și orice alte aplicații în care nu se poate ajunge la interiorul tubului.
Datele de la mașinile industriale GBC pot oferi un ghid pentru utilizarea sistemelor de prindere cu dorn. Datele lor arată cleme care vor funcționa de la un diametru interior de 10 mm la capătul mic până la 1,016 mm (40″) la capătul mare, în funcție de clasa mașinii.
Odată ce țeava este asamblată în mașină, capul sculei se va roti în jurul axei țevii și va tăia teșitura într-o singură rotație. Clasele sunt definite de intervalul de rotații pe minut (rpm): o mașină de teșit portabilă are o turație cuprinsă între 5 și 120 rpm, cu un cuplu imens (pentru oțel cu pereți groși), în timp ce o mașină staționară și o mașină CNC de banc poate avea o turație cuprinsă între 2000 și 6000 rpm pe capul de tăiere, cu inserții cu diametru mult mai mic. Acționarea poate fi pneumatică (preferată pentru ATEX sau zonele periculoase inerente), electrică (principala achiziție nouă) sau hidraulică.
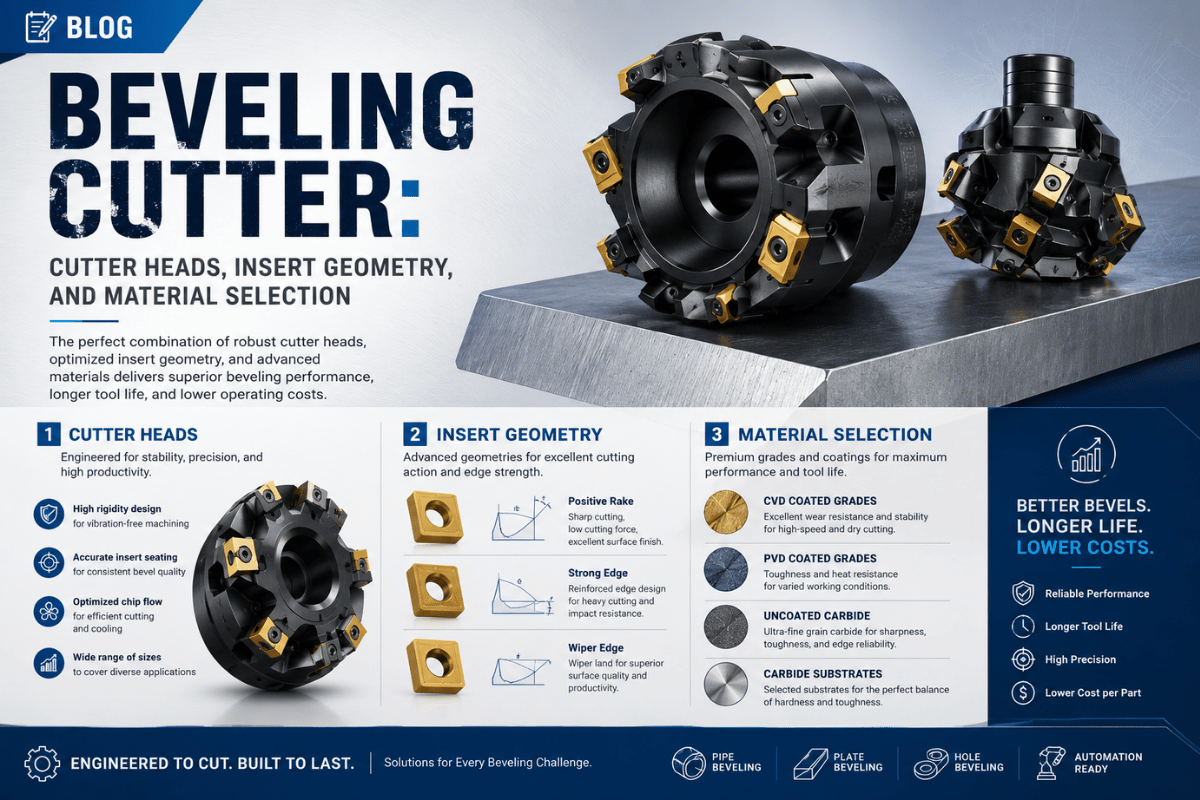
Carbura este materialul de prelucrat. Plăcuța specifică are o geometrie stabilită - plană, cu rază sau profil J. Același operator poate trece de la o teșitură în V la o teșitură în J fără a schimba mașina prin schimbarea plăcuțelor.
O formulă tipică sugerată pentru încărcarea așchiilor, utilizată la CNC-urile industriale și publicată pe multe site-uri ale practicienilor, este încărcarea așchiilor = diametrul frezei/200. Durata de viață a sculei pentru carbură este exprimată în metri liniari de așchiere, nu în ore de funcționare. O plăcuță poate pregăti 50-300 ft de oțel carbon MS (cu perete mediu) înainte de cedarea muchiei, în funcție de material și de agentul de răcire.
Teşirea mecanică la rece menţine țeava la temperatura ambiantă în timpul tăierii. Zero zonă afectată termic (HAZ); fără depuneri de oxid; fără modificări microstructurale la margine. Acest lucru a fost confirmat în Ghidul tehnic GBC pentru teşire la rece, Analiza zonei afectate termic de Fractory și Referința pentru zona afectată termic a Fabricatorului.
Oțelurile pe care funcționează cel mai bine sunt cele inoxidabile, duplex și aliajele pe bază de nichel: tăieturile termice pe aceste materiale induc o bandă de crom sărăcit sau modifică raportul austenită-ferită și astfel reduc rezistența la coroziune în timpul funcționării.
5 tipuri de mașini de șanfrenat țevi: portabile, de banc, CNC, pentru tăiere la rece și cu montare pe diametru interior/exterior
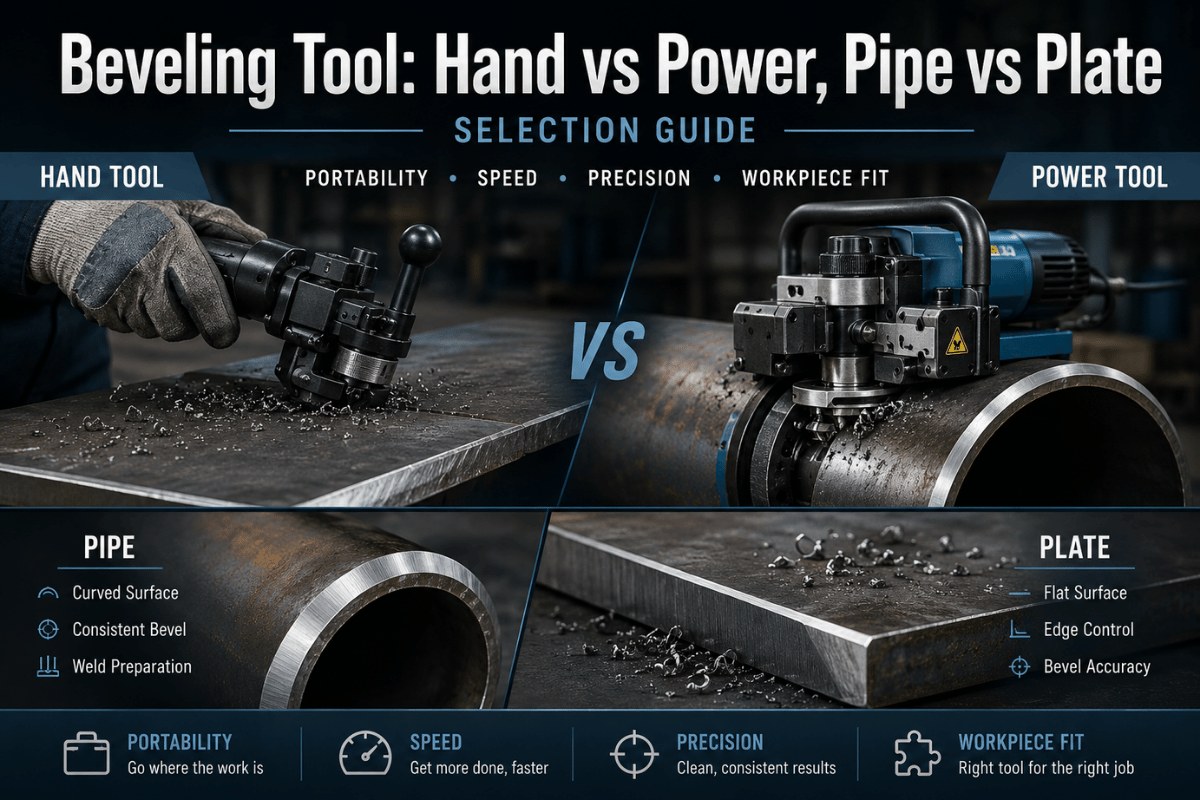
O modalitate de a clasifica piața este pe cinci niveluri funcționale, separate de locația lucrării, metoda utilizată de mașină pentru a prinde și susține conducta și nivelul său de automatizare. Taxonomia celor 5 tipuri a înlocuit categoriile de marketing („ușoare”, „industriale”, „grele”) cu specificații relevante pentru achiziții, după cum urmează:
| Tip | Dimensiunea conductei | Grosimea peretelui | Unde funcționează | Industrii tipice | Bandă de preț |
|---|---|---|---|---|---|
| Portabil montat pe card de identitate | 0.5 ″ –12 ″ | ≤25 mm | Teren, la fața locului, la fața locului | Conducte, petrol și gaze, întreținere instalații | $ 1,500- $ 8,000 |
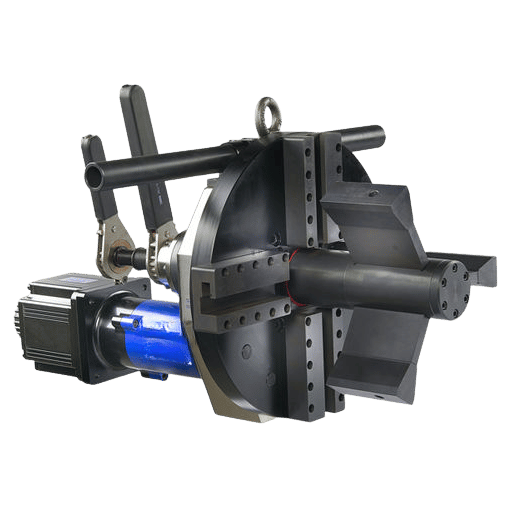
| Montare portabilă pe OD | 2 ″ –24 ″ | ≤30 mm | Schimbătoare de căldură, funcționare cu ID blocat | Generarea de energie, industria petrochimică | $ 3,500- $ 15,000 |
| Bancă / Staționară | 1 ″ –24 ″ | ≤40 mm | Magazin, stație fixă | Ateliere de fabricație, depozite de bobine prefabricate | $ 8,000- $ 25,000 |
| CNC automatizat | 2 ″ –40 ″ | Până la 120 mm cu teşitură compusă | Linii de producție de mare volum | Recipient sub presiune, construcții navale, nuclear | 25,000 USD – 80,000 USD+ |
| Dedicat plastic / PVC | 2 ″ –24 ″ | Pereți din plastic cu rating SDR | Câmp sau magazin | Drenaj, servicii de apă, fuziune HDPE | $ 200- $ 2,500 |
Două distincții merită subliniate. În primul rând, tăierea la rece versus tăierea la cald face ca aceste tipuri să taie - deși majoritatea mașinilor de șanfrenat țevi contemporane sunt mecanice (tăiere la rece) - tăierea cu flacără și cu plasmă sunt încă utilizate pentru pregătirea brută în etapa inițială, utilizând finisarea mecanică. În al doilea rând, montarea pe interior versus montarea pe exterior este o opțiune de prindere - nu o distincție de produs - în același șasiu, o singură marcă are de obicei ambele sisteme de prindere.
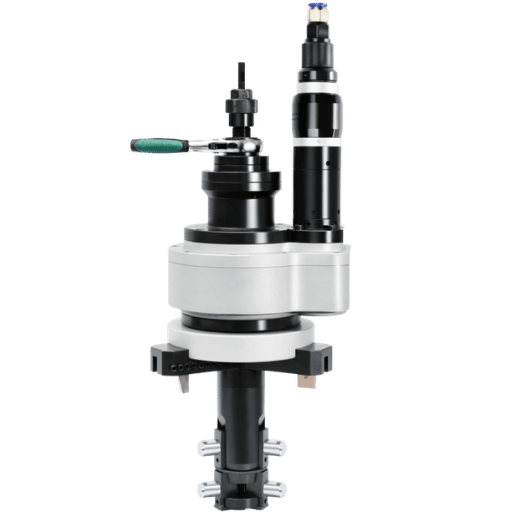
Ce este o mașină portabilă de șanfrenat țevi?
O mașină portabilă de șanfrenat țevi este o mașină modulară, de obicei 8-27 kg, care este portabilă de către un meșter la țeava care urmează să fie șanfrenată, și nu invers. Mașina este fixată pe țeavă folosind un dorn intern sau fălci externe, apoi capul se rotește în jurul capătului țevii, șanfrenându-l într-o singură trecere. Căutările pentru „mașină portabilă de șanfrenat țevi” au crescut de aproximativ zece ori în 2025 (date DataForSEO Google Ads: 30 de căutări lunare în mai 2025, la 320 până în septembrie 2025), indicând faptul că observăm o mișcare mai clară către pregătirea țevilor noi existente la fața locului pentru proiecte de construcții și puncte de conectare a conductelor. Mașinile portabile de șanfrenat sunt de obicei reglabile pentru orice diametru al țevii în intervalul 0.5-24 și gestionează până la aproximativ 30 mm grosimea peretelui înainte ca utilizatorul să fie nevoit să treacă la o mașină de banc sau la o clasă CNC. Compromisul: controlul precis al unghiului unei mașini CNC, care menține 0,5. Unde unghiul precis determină integritatea sudurii, comparativ cu pregătirea sudurii tipică de 1.0 sub 1.0 la multe suduri pentru servicii critice: OSWPS necesită o toleranță de 2.5.
Mașini de șlefuit specifice materialelor: oțel, oțel inoxidabil, PVC și plastic HDPE

Aceeași montură nu poate fi aplicată fiecărui material cu aceeași plăcuță. Deși superficial similare la muchia așchietoare, oțelurile și PVC-urile diferă foarte mult în ceea ce privește parametrii sculei, ai vitezei de avans și ai strategiei de răcire. Combinați scula greșită cu parametrii greșiți și veți obține striații pe materiale plastice sau uzură rapidă pe oțel inoxidabil.
| Material | Instrument recomandat | Răcire | Ai grijă |
|---|---|---|---|
| Oțel carbon (A53, A106) | Plăcuță din carbură, profil V sau J | Aer sau ulei de tăiere ușor | Formarea bavurilor pe peretele subțire — finalizare cu o trecere de debavurare |
| Oțel inoxidabil (304, 316) | Carbură acoperită (TiAlN), avans redus | Necesită lichid de răcire sintetic | Ecruisare — evitați staționarea, mențineți alimentarea continuă |
| Duplex / superduplex | Carbură premium acoperită, turații mai mici | Inundare cu lichid de răcire în volum mare | Raport de fază sensibil la căldură locală — numai mecanică rece |
| Inconel / aliaje de nichel | Ceramică sau carbură premium | Inundare cu lichid de răcire | Costul uzurii sculelor este dominant — cotați plăcuțele separat |
| PVC/CPVC | Freză sau freză HSS | Numai aer — fără lichid de răcire | Căldură = topire; reduceți avansul la așchii mai adânci |
| HDPE (preparare prin fuziune cap la cap) | Freză planară, nu tip inserție | Doar aer | Planeitatea suprafeței este mai critică decât unghiul |
Se poate folosi o unealtă de teşire pe țevi din PVC?
Da, dar nu cu aceeași inserție utilizată pe oțel. Mașinile de șanfrenat pentru PVC utilizează o freză sau o unealtă de tăiere din oțel rapid care forfecează plasticul fără a genera suficientă căldură pentru a topi marginile. Majoritatea sculelor de șanfrenat plastic funcționează fără agent de răcire, aerul asigurând o eliminare suficientă a căldurii și funcționează la turații semnificativ mai mari și avansuri mai mici decât șanfrenarea oțelului. Utilizată pe conductele de drenaj și irigații rezidențiale, unealta Bevel Pro - care este un mecanism cu mâner la nivel sau sus-jos - produce o șanfrenare de 15° pe capătul unei țevi C-35 sau SDR 26 în aproximativ zece secunde per capăt. Utilizată la pregătirea prin fuziune cap la cap HDPE, corpul sculei se schimbă într-o freză plană cu o față perpendiculară pentru a produce o suprafață plană, nu șanfrenată, pentru îmbinare. Utilizați o inserție de oțel pe PVC și veți obține o creastă topită, glazurată, în care se poate prinde cimentul solvent; utilizați o freză pentru PVC pe oțel Schedule 40 și veți rupe sau toci freza în câteva minute.
Geometria și standardele bevelului: Explicația canelurilor în V, J, U și K

Geometria este punctul de plecare al majorității problemelor de calitate și al majorității lucrărilor de reparare. Unghiul de teșire este o variabilă; suprafața de suprafață (sau fața rădăcinii), deschiderea rădăcinii și tipul canelurii sunt la fel de critice și dependente de cod. Cele patru geometrii cel mai probabil întâlnite în conductele de proces și structurale sunt V, J, U și K - niciuna dintre acestea nefiind îmbinată fără grosimea corectă a peretelui și specificațiile de sudare de proces corespunzătoare.
| Canelură | Gamă de perete | Unghi tipic | Când să utilizați | Volumul de umplere |
|---|---|---|---|---|
| Single-V | 5 – 20 mm | Înclinare la 37.5° (inclusiv 75°) | Acces pe o singură parte, GTAW sau GMAW | Valoare de referință (1×) |
| Dublu-V (teşitură în X) | 15 – 40 mm | 37.5° pe fiecare parte | Acces pe ambele părți, reduce umplutura | ~50% din V-ul unic |
| J-prep | 15 – 40 mm | 10°–20° cu rază rotunjită | Zid gros, acces pe o singură parte | ~40% din V-ul unic |
| Canelură în U sau K | > 40 mm | 10°–15° cu rază adâncă | Nuclear, perete gros de înaltă presiune | ~30% din V-ul unic |
Valorile de mai sus sunt derivate din geometriile îmbinărilor detaliate în ISO 9692-1 Sudare și procedee conexe — Recomandări pentru pregătirea îmbinărilorși verificate încrucișat cu detaliile îmbinării precalificate conform AWS D1.1. Racordul în V simplu la 37.5° pe fiecare parte (inclusiv 75°) este implicit pentru operațiuni utilizate în geometria standard a capetelor sudate ASME B16.25 pe țeavă cu perete de 22 mm care se alimentează în conductele de proces ASME B31.3.
Cerințele codului variază. Aici magazinele își pierd profitul. Fișa informativă a industriei Kedes Machine documentează un atelier de fabricație care pierde un contract de 200,000 de dolari prin tăierea unor teșituri la 37.5° la o lucrare de conductă care necesita un unghi de 30°, conform API 1104 - teșiturile erau prezente, dar nu se potriveau cu WPS-ul calificat, prin urmare fiecare îmbinare a trebuit să fie prelucrată din nou. Concluzia este practică: nu există un „unghi universal potrivit”.
„Nu există un unghi standard. Tăierea unei teșituri de 37.5°, pentru că asta face toată lumea, este motivul pentru care trebuie să refaci îmbinările sau să eșuezi inspecțiile. Există un singur unghi drept - este cel din WPS-ul tău calificat.”
— Dongmei Guo, fondator, Kedes Machine (peste 15 ani de experiență în fabricarea de teşituri)
| Cod | Unghi teșit | Toleranță | Fața rădăcină |
|---|---|---|---|
| ASME B16.25 (referit de B31.3) | 37.5° (perete ≤22 mm) | ± 2.5 ° | 1.5 mm ±0.5 mm |
| AWS D1.1 (precalificat CJP) | teșitură simplă la 45° | ± 5 ° | 0–3 mm tipic |
| AWS D1.1 (PJP) | 30 ° minim | ± 5 ° | Detaliu per îmbinare |
| API 1104 (conductă principală) | Pentru suprafețe de până la | ± 5 ° | 1.6 mm ±0.8 mm |
| API 1104 (instalație) | Pentru suprafețe de până la | ± 2.5 ° | 1.6 mm ±0.8 mm |
Pentru referințe complete de cod și pentru a înțelege diferența dintre unghiul de teșire și unghiul inclus, consultați ghidurile noastre suplimentare pentru standarde de teşire, simboluri de sudură în canelură și calitatea și inspecția sudurii de margine.
Peste un perete de 15 mm, trecerea de la o plăcuță cu un singur V la una cu pregătire în J va reduce de obicei volumul metalului de adaos și timpul arcului de sudură cu 60% sau mai mult. Costul constă în a avea o plăcuță cu profil de rază (mai costisitoare, se uzează mai lent, are o viteză de avans mai mică a frezei) și scule care vor menține forma razei fără erori - ceea ce pare imposibil, conform ISO 9692. Pentru majoritatea recipientelor structurale și sub presiune cu pereți groși, costurile de prelucrare cu pregătire în J justifică cheltuielile cu sculele după teşirea brută a doar 200 de îmbinări.
Specificații critice de comparat: interval de diametru exterior/interior, turații pe minut, sloturi pentru scule, grosimea peretelui

Când ofertele pentru mașini de șanfrenat țevi cu specificații similare sunt drastic diferite, fișa tehnică dezvăluie o listă cu cinci aspecte legate de „ce le face capabile?”: intervalul de lucru, grosimea nominală a peretelui, sloturile pentru scule, turațiile/avansul, precizia de restrângere.
- Interval de lucru (ext. sau interior) - Localizați min./max. nominal plus banda inactivă, unde dornul nu se poate angaja (majoritatea cutiilor de viteze au o bandă inactivă de 0.5″-1.0″ între dimensiunile dornului).
- Grosimea maximă a peretelui - Valoarea maximă listată presupune o tăiere în V unică. Reducerea se face cu 0.30 pentru teșituri J-prep sau compuse. „Perete de 40 mm” se traduce de obicei în J-prep de 28 mm.
- Canale pentru scule - Un canal doar pentru teșituri, două pentru refrentare, trei pentru găurire laterală. Mașinile de pregătire cu mai multe canale oferă geometria completă a îmbinării într-o singură configurație, eliminând erorile de re-strângere.
- Controlul turațiilor și al avansului - Opțiunile între controlul turațiilor grosier sau lin (regulator electronic sau pneumatic) sunt mai avantajoase decât V-max RPM. Doriți ca oțelul inoxidabil și oțelul să alimenteze diferit sau să fie forțat un compromis (viteze fixe RPM)?
- Repetabilitatea prinderei - Solicitați „concentricitatea TIR” a dornului (bătaia totală a indicatorului) după restrângere. Orice valoare peste 0.25 mm apare ca o planeitate circumferențială inconsistentă a teșiturii.
Datele privind precizia echipamentelor publicate în industrie, deși nu provin din standardele comune de testare neutră, pot oferi o idee despre funcționarea practică:
Datorită toleranței maxime de 5 conform API 1104 față de 2.5 pentru ASME B16.25, o mașină de șanfrenat electrică portabilă la 1 ar avea doar între 2.01 și 4.95, luând în considerare unghiul strâns - aproximativ jumătate din bugetul de toleranță înapoi la operator.
Cum să alegi o mașină de șanfrenat țevi: Cadru de selecție în 7 pași
Cadrul de mai jos parcurge șapte decizii în ordine. Fiecare dintre ele elimină și mai mult mașinile candidate, astfel încât, la numărul șapte, în mod normal, aveți una sau două potriviri care prezintă cel mai bun raport calitate-preț. Acest cadru a fost elaborat pe baza cerințelor codului public de sudură, precum și a practicii de teren în lucrări structurale, de proces și de conducte - nu este „sfatul unei singure mărci de mașini”.
- Materialul pe primul loc. Oțelul, oțelul inoxidabil, plasticul și aliajele exotice necesită strategii diferite de inserție și avans. Dacă generați două materiale, ar trebui să aveți două seturi de inserții; nu neapărat două mașini – asigurați-vă doar că șasiul este proiectat pentru ambele.
- Determinați diametrul exterior al țevii folosind regula de 90%. Selectați mașina al cărei diametru al dornului depășește 90% din diametrele pe care așteptați să le tăiați anul acesta, nu cea mai mare pe care ați văzut-o vreodată. Țeava cu dimensiune maximă, în cazul limită, va fi cel mai probabil trimisă în atelier sau în subcontract.
- Determinați grosimea peretelui plafonului. Includeți o reducere (25%) pentru J-prep. Astăzi, dacă tăiați un perete de 30 mm, veți avea nevoie de o mașină cu o grosime nominală de 40 mm dacă ați putea face J-prep mâine.
- Luați o decizie cu privire la șantier sau atelier. Operațiuni pe teren > țeavă de 24″ = portabilă. Serii de producție cu îmbinări identice = banc de lucru sau CNC. Mediul combinat = portabil cu rezervă staționară este mai economic decât CNC dedicat.
- Adaptați forma conicei la program. Sculele cu un singur V vor servi 80-90% din aplicațiile ASME B31.3. Dacă veți avea nevoie de API 1104 mainline (30 de grade) și B31.3 (37.5 grade), veți avea nevoie de o mașină cu unghi reglabil, în loc de unități cu unghi fix.
- Alegeți acționarea în funcție de mediu. Pneumatică pentru ATEX/atmosferă explozivă. Electrică (cu cablu sau baterie) pentru construcții generale. Hidraulică pentru conducte principale sau offshore. Electrică este acum cea mai populară alegere pentru utilajele noi, cu excepția ATEX.
- Luați în considerare volumul și ciclul de funcționare. Mai puțin de 50 de îmbinări/săptămână = portabil. 50-500 = montat pe banc de lucru. Peste 500 de îmbinări/săptămână = CNC-ul se amortizează de obicei în 18 luni, conform tarifelor standard nord-americane pentru manoperă.
Diametru exterior material 90% Perete 1.25 Geometrie șantier vs. atelier Procedură Mediu de acționare Volum Ciclu de lucru. Executați cele șapte decizii în ordine; când apare primul rezultat singular, există categoria mașinii dvs. Dacă două categorii de mașini supraviețuiesc fiecăreia dintre cele șapte decizii, cea mai puțin costisitoare este câștigătoare.
O notă contrară din partea un fir de discuție pe forumul Practical MachinistPentru o singură teşitură de țeavă cu diametru mic, un montator experimentat care folosește o pilă de șanț cu tăiere dublă de 15″ poate probabil să depășească orice instalator portabil de șanț la finisarea îmbinării înainte ca unitatea portabilă să fie despachetată și fixată. Achiziționarea unei mașini pentru o sudură anuală nu are sens; cadrul de mai sus presupune un volum pe termen lung.
Pentru o perspectivă revelatoare asupra modului în care funcționează utilajele, consultați pilonul nostru despre freze și șanfrenare profesionale, care listează intervalele de lucru și benzile de preț în funcție de configurație.
Prețuri și ROI: Ce poți cumpăra de fapt cu 1,500 USD față de 30,000 USD

Cele 20 de diferențe dintre cele mai ieftine și cele mai scumpe mașini de șanfrenat țevi ilustrează pragurile de capacitate care sunt achiziționate: precizia de prindere, intervalul de dimensiuni ale țevilor, automatizare vs. manuală. Mai jos sunt intervalele de prețuri publice din 2025 până la începutul anului 2026 pentru echipamente noi din rezultatele SERP dominante - Steelmax, Tri Tool, Reed, Mathey Dearman și listările platformelor Amazon - și gamele proprii de echipamente portabile și de banc RESIZE. Prețurile de mai jos sunt doar pentru referință, sunt o instantanee frecventă și nu reflectă neapărat prețurile actuale ale pieței. Pentru o ofertă de preț pentru prețurile recente, vă rugăm să ne contactați direct.
| Bandă de preț | Ce obții | Capacitatea Cliff |
|---|---|---|
| $ 200- $ 2,500 | Unelte dedicate PVC/plastic, șanfrenătoare manuale, unelte portabile din oțel carbon cu montare pe interior | Perete sub 12 mm, material unic, fără adaos/găurire laterală |
| $ 2,500- $ 8,000 | Kituri de mandrină pneumatice sau electrice portabile, de 2″–12″, tăieturi în V simplu | Perete sub 25 mm, 1–2 tipuri de materiale, slot unic pentru scule |
| $ 8,000- $ 15,000 | Scule portabile, rezistente, cu mai multe canale (axa frontală/teşită/alezaj lateral), gamă mai largă de diametru exterior/interior | Perete de până la 30 mm, compatibil cu J-prep, acționare electrică cu viteză variabilă |
| $ 15,000- $ 31,000 | Banc de lucru / staționar, banc de lucru cu alimentare automată, diametru exterior mai mare de până la 24″ | Perete de până la 40 mm, producție repetabilă, CNC de bază |
| $ 31,000 + | CNC complet, avans automat, diametru mare (24″+) și teșituri compuse | Producție de volum mare, precizie de ±0.5°, PLC integrat |
Un calcul simplu al rentabilității investiției: (economii de timp de pregătire manuală per îmbinare) (rata de manoperă încărcată) (îmbinări/an) (costul mașinii) = amortizarea în anul 1, dacă este pozitivă. O mașină de șanfrenat portabilă care economisește 8 minute per îmbinare la o rată de încărcare de 75 USD/oră, aplicată la 1,200 de îmbinări/an, oferă o economie de aproximativ 12,000 USD - amortizarea unei mașini portabile de 5,000-8,000 USD în puțin sub un an. Aspectele economice se întorc împotriva mașinii sub aproximativ 200 de îmbinări pe an, cu excepția cazului în care costul reprelucrării calității poate fi luat în considerare și costul de capital amortizat separat.
Greșeli frecvente și cele mai bune practici la fața locului
Greșelile care duc la reluarea unei lucrări de teşire sunt documentate în referințele industriei sudării și sunt remarcabil de consistente. Cele nouă probleme comune ale sudării țevilor conform Miller Electric și studiile de caz privind conformitatea WPS ale Kedes Machine converg asupra acelorași cinci erori care pot fi prevenite.
- Evitați verificarea teșiturilor WPS la tăiere. Cea mai costisitoare greșeală la fața locului. Teșitura care „arată corect” este cea care a fost calificată pentru procedura de sudare. Verificați întotdeauna calificarea înainte de prima tăiere.
- Citirea unghiului de teșire ca unghi inclus. Un desen care indică „canal de 75°” poate fi interpretat ca însemnând 37.5° pe parte (corect) sau 75° pe parte (incorect - un unghi inclus de 150°; greșit). Confirmați cu proprietarul înainte de prelucrare.
- Grosimea incorectă a feței radiculare. O grosime prea mare, peste 3 mm, duce la lipsa de penetrare; o grosime prea mică, sub 1 mm, duce la ardere. Intervalul 1.5-1.6 mm 0.5-0.8 mm din ASME B16.25 și API 1104 este un compromis deliberat.
- Aplicarea unei pregătiri a îmbinării prin sudură electroizolativă la TIG. Aceste două procese au strategii de proiectare a îmbinărilor foarte diferite; zi de zi, lipirea provoacă lipsa fuziunii. La sudarea componentelor cu orificii murdare, sudarea electroizolativă poate funcționa cu un spațiu liber de 1/8″ și o zonă de tip cuțit de 3/32″; procesele TIG și RMD cu sârmă necesită un spațiu liber de 1/8″-5/32″ și o zonă de tip cuțit de 3/32″. Tratarea tuturor trei la fel produce o lipsă de fuziune la rădăcină.
- Lipsa șlefuirii plane după pregătirea țevilor cu plasmă sau oxifilare. Aceste două procese lasă un strat de oxizi în jurul marginii tăiate, care produce porozitate, incluziuni sau lipsă de fuziune. Utilizarea șlefuitorului la rece cu așchii abrazive evită acest lucru și reprezintă unul dintre cele mai puternice motive practice pentru a le specifica sau utiliza, în special pe țevile pentru servicii critice.
Participanții din industrie raportează o a șasea problemă pe care autentificările nu o abordează în fișele de inspecție: improvizația echipamentelor. Trucurile care s-au dovedit a funcționa pentru service-uri necritice și serii mici, inclusiv omniprezenta mașină de filetat țevi Ridgid 300 cu polizor, apar în mod regulat în discuțiile despre cheoguri. Poziția populară cu privire la această problemă este „funcționează pentru lucrări necritice, mici, de o singură încercare; nu funcționează pentru lucrul cu codul”.
Un exemplu practic pentru a ilustra costul: un atelier de fabricație din sud-estul SUA a tăiat teșituri la 37.5° pentru un proiect de conectare la o conductă de 20 de kilometri, specificat conform standardului API 1104 (30° necesar). Nu a existat nicio problemă cu unghiul, dar era în afara WPS-ului calificat. Toate cele 480 de îmbinări au trebuit rectificate, pregătite din nou și sudate din nou. Numai manopera, la 85 USD/oră, încărcată cu două echipe, a depășit 200,000 USD. Mașină corectă, teșitură ok; pur și simplu nu s-au citit specificațiile proiectului înainte de a seta unghiul.
Pentru a vedea un exemplu de domeniu paralel cu un cost mai favorabil al materiei prime, consultați ghidurile noastre suplimentare despre montarea sudurii țevilor și teşire vs. teşire.
Perspective asupra industriei: Acționări electrice, mașini inteligente de teşit și tăiere adaptivă prin inteligență artificială
Trei curbe modifică costurile unitare ale conductelor până în 2027 și mult mai departe, iar fiecare are date suficient de actuale pentru a influența o achiziție făcută astăzi.
Electric versus aer. Reports and Data evaluează piața mașinilor de șanfrenat țevi electrice la 0.45 miliarde USD în 2024, estimându-se că va ajunge la 0.85 miliarde USD până în 2034.O prognoză LinkedIn privind tendințele industriei pentru 2025 estimează o creștere anuală compusă (CAGR) a segmentului la 5.6% față de 2026, mai rapidă decât piața generală a mașinilor de șanfrenat: 4.16%. Principalele factori determinanți sunt tehnologia îmbunătățită a bateriilor la bordul unui motor fără perii care poate funcționa un schimb complet și eliminarea compresoarelor de pe majoritatea șantierelor de construcții (Business Research Insights, 0.4 miliarde de dolari în 2026, urcând la 0.57 miliarde de dolari în 2035).
Tăiere adaptivă inteligentă. Perspectivele Pemamek privind automatizarea sudării pentru 2026 pune accentul pe sudarea adaptivă la inteligență artificială și pe gemenii digitali, în timp ce aceeași inginerie este îndreptată către teşitură: în senzorii de unghi de tăiere și avans care ajustează parametrii din mers, compensând ovalitatea țevii sau variația grosimii peretelui. Acest lucru a fost demonstrat pentru prima dată de furnizori în 2024; acum este disponibil pe mașinile de teşit CNC de producție începând cu 2025-2026.
Convergență a codurilor către tăieturi la rece. ISO 9692 impune deja ca teșiturile în J și U de pe țevile prea groase pentru tăiere termică să respecte toleranțe prea strânse pentru sudare. EN 1090 și ISO 3834 se bazează pe acest aspect pentru construcțiile cu marcaj CE, cerând ca sudurile sau potrivirea/finisajul componentelor conductelor să aibă aceeași precizie. În practică, dacă atelierul dumneavoastră execută țevi structurale/marcate CE, nucleare sau pentru recipiente sub presiune, veți trece în curând la o mașină de teșit mecanică automată, mai rece - nu invers.
Planificarea cheltuielilor de capital pentru 2026? Atunci, o considerație practică este stabilirea unei preferințe pentru acționarea electrică față de cea pneumatică, investițiile în capacitatea multi-sloturi pentru conurile J și alocarea bugetului pentru înlocuirea kitului de plăcuțe din carbură EOM, cu o rată de una la 12-18 luni, în funcție de ritmul de lucru. Mașina pusă în funcțiune acum va fi încă în funcțiune până în 2031, plăcuțele nu.
Întrebări frecvente
Î: Care este diferența dintre teşire și teşire?
Vezi răspunsul
Î: În ce unghi ar trebui să teşizez o țeavă pentru sudură?
Vezi răspunsul
Î: Poate o mașină portabilă de șanfrenat țevi să lucreze cu oțel inoxidabil program 80?
Vezi răspunsul
Î: Cât timp rezistă o plăcuță din carbură pe o mașină de șanfrenat țevi?
Vezi răspunsul
Î: Am nevoie de o mașină diferită pentru țevile din PVC față de cele din oțel?
Vezi răspunsul
Î: Care este cea mai ieftină mașină de șanfrenat țevi fiabilă pentru un atelier mic?
Vezi răspunsul
Aveți nevoie de o mașină de șanfrenat țevi potrivită dimensiunii și grosimii peretelui țevii dumneavoastră?
RESIZE oferă mașini portabile, de banc și CNC pentru frezare și șanfrenare a țevilor, care acoperă diametre exterioare ale țevilor de la 0.5″ la 24″ și grosimi ale pereților de 40 mm. Fișele tehnice, capacitățile și configurațiile sunt disponibile pe această pagină a produsului.
Despre acest ghid
Acest ghid pentru mașinile de șlefuit țevi utilizează citări din codurile AWS D1.1, ASME B31.3, B16.25, API 1104 și ISO 9692, comparate cu ghiduri tehnice și discuții pe forumuri de practicieni din perioada 2024-2026. Metodologia de selecție în 7 pași a fost derivată din coduri publice și exemple din teren – nu de la o marcă specifică. Validată de inginerii RESIZE pe baza funcționalității șlefuirii, a materialelor și a specificațiilor echipamentului.
Referințe și surse
- AWS D1.1 / D1.1M:2020 Codul de sudură structurală — Oțel — Societatea Americană de Sudură
- Ghid ASME B31.3 pentru conductele de proces – Standardele de inginerie ale Laboratorului Național Los Alamos
- ISO 9692-1 Sudare și procedee conexe — Recomandări pentru pregătirea îmbinărilor — Organizația Internațională de Standardizare
- Tehnici de sudură a țevilor pentru a evita 9 probleme comune – Miller Electric
- Teşire la rece pentru țevi și plăci: un ghid complet — Scule industriale GBC
- Zona afectată de căldură — Cauze, efecte și reducere — Fractory
- Tot ce trebuie să știi despre zona afectată de căldură — Fabricatorul
- Unghiuri de înclinare a țevilor după cod: Fișă informativă ASME, AWS și API — Mașină Kedes
- Piața mașinilor electrice de teşire a țevilor – Previziuni și tendințe – Rapoarte și date
- Tendințe care vor modela automatizarea sudării în 2026 — Pemamek
Articole pe aceeaşi temă
- Ce este o mașină de șlefuit - definiții și categorii principale
- Standardele de teşire: AWS, ASME, API și ISO 9692 explicate
- Ajustarea sudurii țevii — fața rădăcinii, deschiderea rădăcinii și toleranța
- Simboluri de sudură în canelură și cum se citesc desenele de sudură
- Teşire vs. teşire — operațiuni, unelte și standarde
- Ghidul complet pentru poziționerele pentru sudarea țevilor







{kind=link}
{kind=link}
{kind=link}
{kind=link}