
![Teşire și teşire: Ghid de pregătire a muchiilor industriale [2026]](https://resizeweld.com/wp-content/uploads/2026/04/0-1024x683.webp)
Un ghid de referință pentru ingineri, fabricanți și echipe de achiziții. Compatibil cu specificațiile AWS, ASME, API și ISO, împreună cu o matrice de decizie pentru teșitura cu 8 îmbinări pe care nu o veți găsi pe paginile concurente.
Specificații rapide: Teşire și teşire
| Intervalul comun al unghiului de înclinare | 15° până la 75° (o singură parte); 30°, 37.5°, 45°, cele mai răspândite în pregătirea sudurilor industriale |
| Unghiul de teșire comun | 45° simetric (și 30° și 60° pentru geometrii speciale ale sculelor) |
| Standarde de guvernare | AWS D1.1 (structural), ASME B31.3 / B16.25 (conducte de proces), API 1104 (conducte), ISO-9692 1 (pregătire sudură internațională) |
| Standard de calitate a tăierii | ISO 9013: 2017 — toleranță de perpendicularitate Intervalul 1 (cel mai strâns) până la Intervalul 5 |
| Precizia unghiului echipamentului | CNC ±0.5° · Electric portabil ±1° · Pneumatic ±1-2° · Manual ±2-3° |
| Regula generală a grosimii peretelui | ≤6 mm teşitură simplă · 6-15 mm canelură în V · 15-40 mm pregătire în J · >40 mm canelură compusă sau în U |
| Penalizare de cost pentru pregătirea deficitară a marginilor | Creștere de până la 84% a utilizării metalului de sudură (Reddy, 2014) |
Atât teşirea, cât și teşirea elimină o muchie (de obicei) de 90 de grade prin tăierea unei suprafețe înclinate, dar cele două nu sunt interschimbabile. Neînțelegerea diferenței dintre cele două vă poate costa bani: sudorii care aplică o geometrie greșită a canelurii pot ajunge să adauge cu 84% mai mult metal de adaos la o îmbinare sudată (Reddy, 2014), iar o singură confuzie între unghiul de teşire și unghiul inclus poate întârzia un întreg program de construcție a conductei cu săptămâni.
Această matrice decizională combină standarde, geometria îmbinărilor, precizia sculelor și cunoștințe despre materiale, esențiale pentru atelierele de fabricație, antreprenorii de conducte și atelierele de prelucrare CNC. Este concepută ca o referință rapidă: regulile de decizie și tabelele trebuie revizuite, nu citite o singură dată.
Care este diferența dintre teșire și teșire?
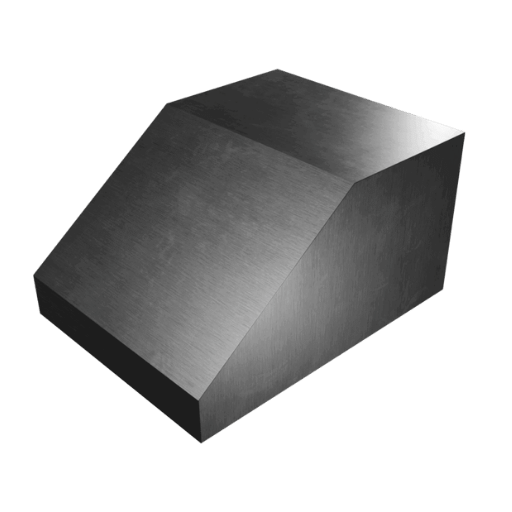
Teșitura elimină o muchie ascuțită de 90 de grade. Teșitura remodelează o muchie. Utilizarea greșită a oricăreia dintre abordări vă costă penetrarea sudurii. O afirmație ușor de reținut rezumă problema inginerească de zi cu zi implicată, dar haideți să examinăm detaliile formei din spatele ei.
O teșitură este o tăietură simetrică, plată, care unește două suprafețe executate în mod normal la 45° pentru a îndepărta un colț ascuțit de 90° care ar putea fi deteriorat sau ar putea provoca vătămări corporale sau o defecțiune a fixării în alt mod. O teșitură este o tăietură înclinată care poate extinde grosimea completă a unei plăci sau a unei țevi și poate fi înclinată oriunde între 15° și 75° față de un unghi perpendicular. ISO 9692-1: 2013– un standard internațional pentru pregătirea îmbinărilor sudate – consideră în mod optimist teșitura ca o cerință de formă pur structurală, omițând în întregime geometria teșiturii ca parte a procesului de finisare a muchiilor.
Același scop general ghidează ambele procese: transformarea unei muchii ascuțite de 90 de grade care cedează în utilizare într-o formă controlată pe care se poate construi în mod fiabil pasul următor. Deși cele două forme pot fi utilizate interschimbabil dacă vă planificați designul în consecință, ele se găsesc mai des una lângă alta în desenele de atelier: o teșitură cu cordon de 45 de grade pregătită pentru un orificiu de șurub, o teșitură cu cordon de 30 de grade pentru sudura care urmează.
| Dimensiune | chamfer | Bevel |
|---|---|---|
| Geometrie | Două suprafețe plane, simetrice, care se întâlnesc la un unghi fix | Margine înclinată, poate fi asimetrică, adesea prin grosime |
| Unghi tipic | 45° (și 30°, 60° pentru prelucrare cu scule) | 15°-75° (cel mai adesea 30°, 37.5°, 45°) |
| Material îndepărtat | Doar o mică porțiune a marginii | Îndepărtează mai mult material; poate fi pe toată lungimea muchiei |
| Scopul principal | Siguranță, introducere în asamblare, estetică, debavurare | Pregătirea îmbinărilor sudate, ajustarea structurală, pregătirea capetelor de țeavă |
| Taie mereu? | Da — teșitura este o caracteristică prelucrată mecanic | Nu — teșitura poate fi, de asemenea, o caracteristică de formare (turnată, laminată) |
| Standardul de guvernare | Notație dimensională ASME Y14.5 | ISO 9692-1, AWS A2.4, ASME B16.25 (geometria sudurii) |
Cum se interpretează diagrama: nu uitați că fiecare teșitură este o teșitură, dar nu fiecare teșitură este o teșitură. Teșitura este o teșitură bine definită, cu unghi mic și adâncime mică, utilizată pentru finisarea muchiilor; teșitura este un termen mai larg care acoperă pregătirea sudurii, modificările structurale și designul vizual. Această diferență de terminologie încetează să mai conteze atunci când forma ajunge la destinația finală.
Specificarea „teşiturii” pe o imprimare impune de obicei limite asupra lungimii piciorului (de exemplu, „0.5 45”). Când se specifică „teşitură”, restricția dimensională se aplică unghiului inclus, care poate fi combinat cu o descriere a feței de rădăcină pentru un control sporit. Citiți descrierea caracteristicilor înainte de a selecta scula – variațiile minore de terminologie pot face diferența în tăierea finală.
Valori standard ale unghiului de teșire și al unghiului de teșire (15°-75°)
Nu există un unghi de teșire „standard”. Unghiul necesar este dictat de codul de sudare utilizat, de procedura de sudare calificată (WPS) și de grosimea peretelui. Simpla tăiere la 37.5 pe fiecare îmbinare, deoarece asta facem „întotdeauna”, este modul în care lucrările precalificate eșuează un inspector – nu de puține ori.
Unghiul de bevel vs. unghiul inclus: interpretarea greșită de 50,000 USD
Unghiul de teșire este unghiul măsurat pe o parte a tăieturii. Unghiul inclus este unghiul total al canelurii în V formate între două muchii teșite, de la colțul original ascuțit de 90 de grade până la pregătirea complet deschisă. Un unghi de teșire de 37.5 creează un unghi inclus de 75 de grade (37.5 ± 2). Când un desen indică „canal de 75 de grade”, intenția poate fi fie unghiul inclus, fie unghiul de teșire de pe fiecare parte. O eroare de citire va dubla sau va înjumătăți pregătirea - tocmai greșeala responsabilă pentru povestea binecunoscută a unei reprelucrări a contractului de 200,000 de dolari pentru conducte, după ce atelierul a tăiat 37.5 de grade pe fiecare parte a unei îmbinări API 1104, care necesita 30 de grade pe parte. Verificați întotdeauna cu proprietarul desenului: unghi de teșire sau unghi inclus?
| Cod | Unghiul conic | Toleranță | Fața rădăcină | notițe |
|---|---|---|---|---|
| ASME B31.3 | Per WPS | Per WPS | Per WPS | Referințe ASME B16.25 pentru geometria pregătirii finale |
| ASME B16.25 | Pentru suprafețe de până la | ± 2.5 ° | 1.5 mm tipic | Grosimea standard a peretelui ≤22 mm |
| AWS D1.1 CJP | Pentru suprafețe de până la | ± 5 ° | 0-3 mm | Îmbinări precalificate, Tabelul 3.4 |
| AWS D1.1 PJP | 30° min | ± 5 ° | - | Penetrare parțială a articulației |
| API 1104 ramura principală | Pentru suprafețe de până la | ± 5 ° | 1.6mm ±0.8 | Construcția de conducte transnaționale |
| Facilitatea API 1104 | Pentru suprafețe de până la | ± 2.5 ° | 1.6mm ±0.8 | Conexiuni, conducte de stație |
Triada unghiului de înclinare 30-37.5-45
Privind cele patru coduri principale de sudare, trei unghiuri de teșire reprezintă 70% din toate pregătirile de sudură industrială:
- 30 – conductă principală (API 1104), penetrare parțială a îmbinării (AWS D1.1)
- 37.5 – conducte de proces (ASME B16.25), racorduri pentru conducte, suduri cap la cap pentru recipiente sub presiune
- 45 – oțel structural CJP (AWS D1.1), sudură tablă subțire, fabricație generală
Alegeți mai întâi dintre cele trei unghiuri. Divergeți doar atunci când WPS, grosimea peretelui sau procesul (GTAW orbital, SAW cu spațiu îngust) o necesită.
Listă de verificare în 5 pași pentru selectarea unghiului de înclinare
- ✔
Identificați codul corespunzător (AWS D1.1, ASME B31.3, API 1104 sau ISO 9692-1). - ✔
Citiți WPS-ul și imprimarea împreună. Verificați fiecare unghi, fața radiculară și deschiderea rădăcinii. - ✔
Identificați dacă imprimarea specifică un unghi de teșire (o parte) sau un unghi inclus (ambele părți combinate). - ✔
Verificați toleranța. Secțiunea IX din ASME specifică recalificarea pentru scăderile unghiului canelurii care depășesc 5. - ✔
Verificați de două ori teșitura folosind un calibru după tăiere – la pozițiile 12, 3, 6 și 9 pe țeavă.
Tipuri de îmbinări sudate cu bevel: Matricea de decizie cu 8 îmbinări
„Ce tip de îmbinare conică ar trebui să utilizez?” este o întrebare complet diferită de „ce unghi de coniecție”. Tipul de îmbinare – conicitate simplă, conicitate dublă, V simplu, V dublu, J, U, conicitate evazată, racord – trebuie selectat în funcție de grosimea peretelui, acces, toleranța la tensiune reziduală și consumul necesar de umplutură. AWS A2.4:2020 recunoaște toate cele opt ca simboluri distincte de sudare; ISO 9692-1:2013 prezintă geometria pentru fiecare în cadrul proceselor de sudare cu arc.
| Tipul articulației | Geometrie | Grosimea de perete | Unghi tipic | Proces comun | Când să alegi |
|---|---|---|---|---|---|
| Pătrat (fără teșitură) | Margine de 90°, doar spațiu liber | ≤3 mm | - | GTAW, GMAW | Tablă subțire, suduri de colț, îmbinări cu solicitări reduse |
| Teșire unică | O parte teșită | 3-12 mm | 30 ° -45 ° | SMAW, GMAW | Acces doar dintr-o singură parte |
| Single V | Ambele părți teșite, canelură în V | 6-20 mm | 37.5° pe fiecare parte (inclusiv 75°) | SMAW, GTAW, GMAW | Fabricație generală, suduri cap la cap pentru țevi |
| Dublu V | Canelură în V pe ambele fețe (formă de X) | 15-40 mm | 30°-37.5° pe fiecare parte | SAW, FCAW | Acces pe ambele părți, distorsiune mai mică decât în V simplu |
| J unic (J-prep) | Rădăcină curbată, canelură îngustă | 15-40 mm | 15°-25° (perete lateral) | GTAW, SMAW | Reduce umplutura cu 30-40% față de un singur V pe pereți groși |
| Canelură în U | Rădăcină curbată, pe ambele părți | ≥25 mm | Perete lateral 10°-20° | SMAW, SAW, FCAW | Pereți groși, recipiente sub presiune, utilizare minimă de umplutură |
| Teșitură evazată | Element curbat întâlnește un element plat sau curbat | Variază | Conform AWS A2.4 | GMAW, SMAW | Corniere structurale, armătură, tuburi-placă |
| Teșitură compusă | Două unghiuri pe o singură pregătire (abrupt + superficial) | ≥25 mm | Rădăcină 37.5° + perete lateral 10° | Rădăcină GTAW + umplere SMAW | Conducte de înaltă presiune, echilibrează accesul și umplerea |
📐 Notă de inginerie
Lățimea canelurii este proporțională cu grosimea peretelui tan (unghiul de teșire). Pentru un perete de 8 mm și o teșire de 37.5: 8 tan (37.5) 8 0.767 6.1 mm lățime a canelurii pe parte, inclusiv 12.2 mm. Trecerea la o îmbinare în J pe aceeași îmbinare de 8 mm scade de obicei 30-40% din acel volum, ceea ce explică de ce furnizorii de pereți groși specifică o îmbinare în J pentru pereți de peste 15 mm, chiar și acolo unde accesul permite un V.
Piesa trebuie sudată sau utilizată pentru aplicații portante?
Dacă răspunsul este afirmativ, atunci teșitura este o caracteristică portantă – nu un finisaj. Geometria îmbinării trebuie să permită sudorului să ajungă la rădăcină, să topească ambii pereți laterali și să nu prezinte defecte de sudură cauzate de lipsă de topire care să eșueze la inspecția cu ultrasunete sau radiografică. Pregătirea deficitară a muchiei este departe de a fi cosmetică; o lucrare de cercetare din 2014 publicată prin ResearchGate a arătat că o pregătire deficitară a muchiei poate crește consumul de metal sudat cu un uimitor 84%, consecința secundară manifestându-se prin tensiune reziduală și distorsiune (Reddy, 2014).
Pentru îmbinările structurale portante, conform AWS D1.1, racordarea singură este rară pentru îmbinări peste 6 mm; majoritatea îmbinărilor impuse de cod necesită o sudură cu canelură CJP cu teşitură specificată.
AWS D1.1 consideră o sudură realizată fără suport sau crăițuire spate ca nefiind precalificată. Acest lucru a fost subliniat de inginerii de pe Eng-Tips de mai multe ori. Detaliul aparent minor al renunțării la crăițuirea spate dintr-o îmbinare în V simplu ar putea determina trecerea lucrării din precalificare la calificarea procedurii.
Pregătirea marginii țevii vs. plăcii

Teşirea plăcilor se desfăşoară în linie dreaptă. Teşirea țevilor este circumferențială, trebuie menţinut același unghi pe toată circumferinţa, iar diametrul interior şi exterior limitează accesul. Codurile se separă pe această bază: API 1104 se referă la țevile de conducte; placa de oțel AWS D1.1.
| Aspect | Pregătirea marginii plăcii | Pregătirea marginii țevii |
|---|---|---|
| Tăierea căii | Drept, liniar | Circumferențial, continuu |
| Codul de guvernare | AWS D1.1 (structural) | API 1104 (conducte), ASME B16.25 (proces) |
| Unghiul de referință | Precalificat la 45° CJP | Linie principală 30° / legături 37.5° |
| Verificare | Calibru de conicitate de-a lungul lungimii muchiei | Calibru de conicitate la orele 12, 3, 6, 9 |
| Defect comun | Abaterea unghiulară pe lungime | Teșituri în formă de gură de pește, unghi circumferențial neuniform |
| Echipament tipic | Mașină de teşit plăci, cap de frezare și teşire | Mașină de șanfrenat țevi (cu montare interioară sau exterioară), mașină de tăiat la rece portabilă |
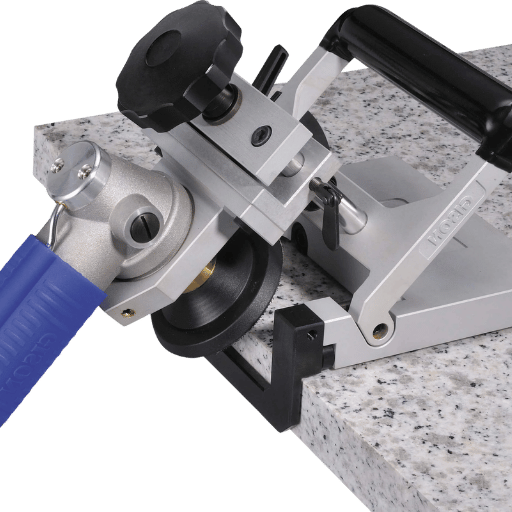
Teşiturile de tip „gură de pește” sunt greșeala oricărui montator de țevi începător – unghiul se modifică pe măsură ce operatorul se rotește în jurul țevii, făcând tăietura adâncă într-un cadran și superficială în altul. Soluția este mecanică: se poate fixa o mașină de teşit montată pe diametru exterior, care preia un unghi static de referință față de peretele țevii – mult mai ușor decât șlefuirea manuală. Mașinile industriale de teşit țevi cu dornică autocentrantă elimină abilitățile operatorului pentru lucrările de volum mare.
Pentru o prezentare mai detaliată a echipamentului (inclusiv la ce să fii atent atunci când alegi între modelele de tăiere la rece sau frezare), consultați ghid de tăiere și teşire a țevilor.
Unelte și metode: Manuale, Portabile, CNC, Industriale
Diferitele opțiuni de echipamente duc la diferențe în ceea ce privește precizia unghiului, repetabilitatea și costul. Fiecare dintre cele patru niveluri ale inventarului de scule posedă o anvelopă de precizie specifică.
| Nivelul | Tipul de unealtă | Precizia unghiului | Capacitatea lățimii marginii | Preț orientativ | Cel mai bun pentru |
|---|---|---|---|---|---|
| Nivelul 1 | Polizor manual/portabil, cuțit de șanfrenat | ±2°-3° | Până la ~6 mm | $ 200- $ 1,500 | Retușuri, reparații, loturi foarte mici |
| Nivelul 2 | Mașină de șlefuit pneumatică | ±1°-2° | Până la ~15 mm | $ 1,000- $ 3,500 | Zone periculoase (fără scântei), spații închise |
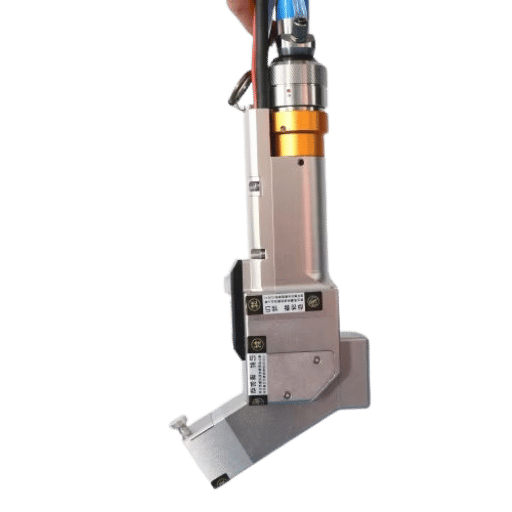
| Nivelul 3 | Freză electrică portabilă cu beveler | ± 1 ° | Până la ~21 mm | $ 2,000- $ 10,000 | Lucru pe teren, fabricație la fața locului, ateliere de volum mediu |
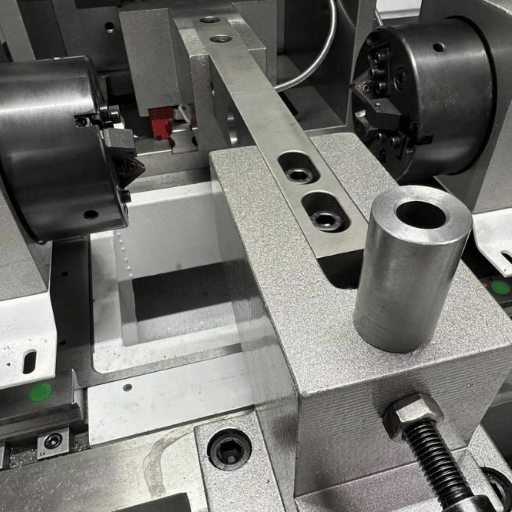
| Nivelul 4 | Mașină de frezat și teşit industrial CNC | ± 0.5 ° | Până la ~35 mm (tipic) | 10,000 USD - 50,000 USD peste | Producție de volum mare, lucru critic pentru cod, toleranțe repetabile |
✔ Teşire CNC industrială
- Repetabilitate de ±0.5° pe mii de îmbinări
- Teşituri compuse în mai multe etape într-o singură trecere
- Abilitățile operatorului au fost eliminate din ecuația de toleranță
- Timpul ciclului previzibil pentru planificarea producției
⚠ Limitări CNC industriale
- Costul capitalului; rentabilitatea investiției necesită un randament susținut
- Amprentă necesară pentru fixarea piesei de prelucrat
- Nu este portabil — reparațiile pe teren necesită în continuare unelte manuale
- Timpul de programare pentru comenzile de loturi mici
Pragul de rentabilitate pentru un atelier care alege între un CNC portabil Tier 3 sau un CNC Tier 4: 3,000-5,000 de îmbinări/an cu geometrie normală. Sub această valoare, freza electrică portabilă de șanfrenat realizează cea mai mare parte a codului; peste această valoare, CNC-ul se amortizează chiar și cu creșterea rebuturilor. Pentru a răsfoi alte opțiuni de mașini industriale de șanfrenat: alternative la mașini industriale de șanfrenat.
Decizie CTA: o modalitate rapidă de a stabili domeniul de aplicare al unei achiziții este să luați cel mai solicitant cod din coada atelierului (de obicei AWS D1.1 CJP sau API 1104), să calculați retroactiv toleranța unghiului și să alegeți un nivel peste acesta. Alegerea aceluiași nivel ca și toleranța nu lasă nicio marjă pentru uzura sculelor.
Comparați mașinile industriale de șanfrenare →
Compatibilitate materiale: Oțel, Inoxidabil, Aluminiu, Compozite
Materialul nu selectează geometria teșiturii în sine – grosimea peretelui și procesul de sudare intervin aici. Specificațiile materialului aleg parametrii de tăiere (viteză, avans, lubrifiere) și criteriile de acceptare a finisajului suprafeței. ISO 9013:2017 împarte tăieturile termice în intervale de la 1 la 5 ale toleranței de perpendicularitate, cea mai mare toleranță permisă crescând odată cu grosimea materialului – 5 mm are o dimensiune maximă diferită de 50 mm.
Cum poți teși o muchie perfectă?
„Perfecția” depinde de procesul de sudare ulterioară. În tubul inoxidabil, o trecere de rădăcină GTAW necesită o muchie curată, fără contaminare, cu o față de rădăcină controlată (2 1/2 mm - 0.5 mm); în placa de oțel carbon, o trecere de umplere SMAW poate suporta o deschidere mai mare a rădăcinii și o rugozitate a suprafeței mai mare. Adaptați tăietura la următorul proces - nicio specificație perfectă nu vă oferă o sudură mai bună și un cost mai mic.
| Material | Metoda preferată de teșire | Fii atent | Standard de finisare a suprafeței |
|---|---|---|---|
| Otel carbon | Tăiere la rece, plasmă, oxi-combustibil pentru tablă groasă | Zonă afectată termic la tăieturi termice >25 mm | ISO 9013 Interval 2-3 |
| Oţel inox | Tăiere la rece (fără contaminare cu carbon) | Evitați utilizarea pietrelor abrazive din oțel carbon (contaminare încrucișată) | ISO 9013 Intervalul 1-2; 3-A Sanitar pentru igienă |
| Aluminiu: | Mașină de șanfrenat la rece cu freză din carbură | Strat de oxid la margine — curățați înainte de sudare | AWS D1.2 (cod de sudură pentru aluminiu) |
| Țeavă din PVC / termoplastică | Instrument manual de șanfrenat, șanfren pentru țevi din plastic | Evitați căldura — topirea prin frecare deformează marginea | Specificațiile de sudură cu solvent ale producătorului de țevi |
| Compozite (FRP, CFRP) | Freză cu vârf diamantat, cu jet de apă | Smulgerea fibrei, delaminare la margine | Conform specificațiilor producătorului panoului |
Țeava igienică din oțel inoxidabil pentru alimente și băuturi și produse farmaceutice este acoperită de EHEDG și standardele sanitare 3-A. Finisajul suprafeței teșite trebuie să fie suficient de fin pentru a împiedica acumularea de „buzunare” bacteriene la vârful sudurii – orbitală este procesul tipic din aval, așa că teșitura trebuie să o alimenteze curat.
De ce sunt importante teşirea și teşirea (cazuri de utilizare industrială)

Pregătirea muchiilor este o asigurare structurală. Toată munca grea are loc înainte de amorsarea arcului, iar ceea ce faceți asupra plăcilor determină dacă acestea respectă normele sau dacă, în două săptămâni, inspecția nu este reușită. Argumentele pentru precizie nu sunt atât de slabe pe cât presupun majoritatea specialiștilor în prelucrarea solzilor.
Care este scopul teșirii?
Teşirea creează patru avantaje foarte practice: eliminarea acului de 90 care taie degetele și rupe mănușile, asigurarea unei suprafețe de ghidare astfel încât elementele de fixare să tindă să intre drept, eliminarea concentrărilor de stres la colțuri care altfel ar provoca fisuri la oboseală și asigurarea unui aspect mai bun pe muchiile expuse. În CNC, 0.5 45 este valoarea implicită aproximativă pentru găurile de șuruburi străpunse - acesta este motivul asamblării, nu cel estetic.
Comparativ cu teșirea, teșirea este în avantajul sudorului, nu al asamblorului. Utilizările sale sunt de a asigura că depunerile de sudură ajung în locurile potrivite, fuziunea pereților laterali este completă și corectă și se obține calitatea finală a rădăcinii. Atunci când procesul greșit îl înlocuiește pe cel corect, sudura, deși va arăta bine în final, poate eșua în utilizare.
Concepție greșită comună de tip D: „Teşitura este doar pentru aspect”
Pentru lucrările structurale sau sudate sub presiune, teşirea este singurul lucru care permite sudorului să formeze corect sudura. O pregătire a muchiei – sub forma unui raport tehnic de la Dtic despre ce înseamnă o muchie bună – afectează de fapt durata de viață a unui strat de acoperire peste o sudură, precum și calitatea sudurii pe care o susține. O teşire „frumoasă” ar fi putut eșua cu ani în urmă.
„Majoritatea atelierelor cred că înțeleg specificațiile de teşire AWS D1.1. Apoi nu trec cu o radiografie și dau vina direct pe sudor. Repară problema în amonte, începând de la teşire.”
| Exemple | De ce contează pregătirea marginilor | Industrie tipică |
|---|---|---|
| Pregătirea sudurii | Definește adâncimea de penetrare și calitatea fuziunii | Construcții navale, recipiente sub presiune, conducte de petrol și gaze, oțel structural |
| Potrivire de asamblare | Geometria de introducere ghidează piesele în găurile/soclurile de îmbinare | Industria auto, industria aerospațială, producția de elemente de fixare |
| Îndepărtarea sigură a bavurilor | Îndepărtează colțurile ascuțite care taie mâinile, agață hainele, deteriorează garniturile | Toate tipurile de prelucrare a metalelor; în special produsele portabile |
| Redistribuirea stresului | Netezire tranzițiilor, reducere a concentrației de stres în colțuri | Plăcuțe de frână structurale pentru automobile, muchii angrenajelor |
| Suprafata de etansare | Oferă o suprafață de susținere controlată pentru garnituri și inele O | Sisteme hidraulice, conducte farmaceutice/alimentare (EHEDG, 3-A) |
Teşire vs. Debavurare vs. Filetare: Nu confundați procesele

În limbajul profesional, patru procese de finisare a muchiilor sunt folosite interschimbabil: teșirea, teşirea, debavurarea și filetarea. Fiecare dintre aceste procese are roluri diferite și, în loc să fie folosite ca alternative, ele se desfășoară adesea secvențial.
| Etape | Geometrie produsă | Scopul principal | Ordine în fluxul de lucru |
|---|---|---|---|
| Bevel | Margine înclinată, unghi variabil, adesea prin grosime | Pregătirea îmbinărilor sudate, ajustarea structurală | Pre-sudare, definită de WPS |
| chamfer | Tăiere plată în unghi la colț, de obicei la 45° | Introducere în asamblare, siguranță la margine | După prelucrare, înainte de debavurare |
| Debavurați | Îndepărtează reziduurile metalice libere, fără unghi definit | Siguranța suprafeței, aderența vopselei, protecția etanșării | După teşire, ultima operațiune înainte de asamblare |
| File (rotund) | Margine curbată, rază definită | Ameliorarea stresului, curgerea fluidelor, senzație ergonomică | Proiectat în CAD; produs prin prelucrare mecanică sau post-prelucrare |
„Teşirea este același lucru cu debavurarea.” Acest lucru este neadevărat. Teşirea creează un unghi definit și tolerat, de exemplu, 0.5 × 45°. Pe de altă parte, debavurarea este procesul de îndepărtare a metalului rezidual, neuniform și nelimitat, care rămâne după prelucrare și nu lasă în urmă o geometrie definită. Deși o teşire poate produce debavurare ca efect secundar, lucrările bazate pe specificații consideră cele două operațiuni separate, deoarece sunt supuse unor inspecții diferite.
Într-un CNC mai normal, o ordine tipică este: mașina de crăițuit cheiază teșitura, toate muchiile, muchiile rămase, apoi inspectează pentru colțuri ascuțite folosind ISO 13715 Clasa de toleranță la muchie. Racordarea pare a fi o caracteristică a unor sisteme CAD doar prin faptul că este creată dintr-o sculă de rază de colț în timpul prelucrării - nu ulterior.
Perspectivele industriei 2025-2026: Automatizarea CNC și evoluția standardelor
Industria de pregătire a muchiilor va fi probabil influențată de trei factori principali în anii 2025-2026: automatizarea de precizie, adoptarea mașinilor de șanfrenat portabile la fața locului și modificările standardelor. Fiecare dintre aceștia este susținut de date privind tendințele de căutare. În cele mai recente date privind volumul căutărilor Google din SUA pentru pregătirea muchiilor, termenul a crescut de aproximativ 5 ori între iunie și septembrie 2025. O creștere similară a fost observată în volumul căutărilor pentru șanfrenare în aceeași perioadă, ceea ce indică faptul că echipele de achiziții cercetează potențiale modernizări.
Tendința 1: Automatizarea de precizie devine implicită pentru volum mare de producție
Mașinile CNC de frezat și teşit cu o precizie a unghiului de ±0.5° trec de la echipamente de capital de înaltă calitate la standarde de bază pentru lucrări critice din punct de vedere al codului. Motivul este simplu: Având în vedere benzile de toleranță de ±5° pentru AWS D1.1 și ±2.5° pentru ASME B16.25, o mașină CNC folosește doar 10-20% din banda permisă, lăsând suficient spațiu pentru uzura sculei. În schimb, sculele manuale și pneumatice cu o precizie de ±2-3° se uzează din cauza tocirii frezelor și ies rapid din toleranță după prima utilizare. Acestea consumă 40-60% din bandă.
Tendința 2: Teşirea portabilă la fața locului se extinde
Mașinile de șlefuit electrice portabile devin din ce în ce mai populare în reparațiile pe teren ale construcțiilor navale, conductelor și operațiunilor de reparare a petrolului și gazelor. Această tendință se bazează pe precizia unghiulară măsurabilă. În timp ce mașinile de șlefuit pot produce muchii cu un grad de conformitate, torțele cu oxigaz urmate de șlefuirea manuală vor produce rareori muchii conform normelor. În majoritatea aplicațiilor de lucru pe teren, se pot utiliza mașini de șlefuit electrice portabile în locul mașinilor de șlefuit pneumatice fără scântei, care sunt încă necesare în anumite medii periculoase.
Tendința 3: Revizuirea standardelor (ISO 9013:2017 și AWS A2.4:2020)
ISO 9013 revizuit în 2017, înlocuind ediția din 2002, cu benzi de toleranță de perpendicularitate mai stricte - referințele WPS învechite pot utiliza aceste numere mai vechi din 2002. AWS A2.4:2020 (ediția a 8-a) a introdus reguli explicative de utilizare pentru sudurile cu canelură evazată, pe care detalierii le-au stabilit anterior la discreția lor. Așteptați-vă la rezistență din partea inspectorilor dacă atelierul dvs. face referire la simboluri de sudură anterioare anului 2020.
Ce să planifici în 2026
Pentru atelierele care doresc să achiziționeze capital în 2026, sfatul oportun este să cumpere la un nivel de precizie peste cel mai strict cod de comandă din coadă, adică o freză electrică portabilă cu precizie de 1 la podea și o freză CNC cu precizie de 0.5 la tavan - sculele pneumatice și manuale rămân doar pentru lucrări de nișă. Pentru atelierele care efectuează lucrări mixte AWS D1.1 / ASME B16.25, aceasta înseamnă că o freză portabilă pentru tăiere la rece cu precizie de 1 dovedită este punctul de intrare, nu upgrade-ul.
Întrebări frecvente
Î: Ce este o teșitură teșită?
Vezi răspunsul
Î: Se numește teșirea bizotare?
Vezi răspunsul
Î: Când este necesară teşirea față de teşire?
Vezi răspunsul
Î: Care sunt avantajele teşirii componentelor?
Vezi răspunsul
Î: De ce este atât de importantă teșirea de înaltă precizie?
Vezi răspunsul
Referințe și surse
- Codul de sudură structurală AWS D1.1/D1.1M — Oțel — Societatea Americană de Sudură
- Codul ASME B31.3 pentru conductele de proces — Societatea Americană a Inginerilor Mecanici
- API 1104 Sudarea conductelor și a instalațiilor conexe — Institutul American al Petrolului
- ISO 9013:2017 Tăiere termică — Clasificarea tăierilor termice — Organizația Internațională de Standardizare
- ISO 9692-1:2013 Sudare și procedee conexe — Tipuri de pregătire a îmbinărilor — Organizația Internațională de Standardizare
- AWS A2.4:2020 Simboluri standard pentru sudare, lipire și examinare nedistructivă — Societatea Americană de Sudură
- Reddy și colab., „Un studiu privind efectele pregătirii îmbinărilor și marginilor pentru a produce o reducere a costurilor și suduri fără distorsiuni” — Seminar Național de Sudură / IIT (lucrare de cercetare)
- Raportul DTIC ADA452427: Efectul pregătirii muchiilor asupra duratei de viață a acoperirii — Centrul de Informații Tehnice pentru Apărare al SUA
- Cunoștințe despre locul de muncă TWI: Costuri de sudură (continuare) — Institutul de Sudură
- Grupul european de proiectare și inginerie igienă (EHEDG) — asociația de inginerie igienică
- 3-A Sanitary Standards, Inc. — organizația pentru standarde sanitare
- ISO 13715:2017 Margini de formă nedefinită — Indicare și dimensionare — Organizația Internațională de Standardizare
Despre această analiză Industrial Edge-Prep
Acest ghid sintetizează cerințele AWS, ASME, API și ISO cu un studiu ResearchGate din 2014 privind economia metalelor sudate și intervalele de precizie ale echipamentelor testate pe teren de la producătorii de mașini industriale de șanfrenare. Matricea cu 8 îmbinări din Secțiunea 3 a fost compilată din referințe încrucișate pentru AWS A2.4:2020, ISO 9692-1:2013 și ghidurile publicate privind grosimea peretelui - nu este preluată dintr-o singură sursă concurentă. Nivelurile de prețuri din Secțiunea 5 reflectă prețurile de listă pentru echipamentele de frezare și șanfrenare din SUA și China pentru perioada 2025-2026.
Revizuit de echipa de ingineri RESIZE — RESIZE produce mașini de frezat și teşit, poziționere de sudură, rotatoare, manipulatoare, mandrine, mașini de tăiat cu plasmă și linii de producție pentru turnuri eoliene. Analiza tehnică se bazează pe datele de punere în funcțiune din fabrică pentru liniile de produse pentru sticlă, țevi și teşituri portabile (adâncime de tăiere 0-25 mm, unghiuri 15°-75°, putere 2.8 kW, 2,000-6,000 RPM).
Articole pe aceeaşi temă
- Ce este o mașină de teşit — elementele fundamentale ale echipamentului
- Care este standardul pentru teşire — referințe detaliate la cod
- Alegerea mașinii potrivite de teşit țevi — selecția echipamentului în funcție de dimensiunea țevii
- Mașină de frezat și teșit — Pillar — gamă completă de echipamente și specificații









{kind=link}
{kind=link}
{kind=link}
{kind=link}