
Un aparat de tăiat cu plasmă CNC este un proces de tăiere termică cu comandă numerică computerizată (CNC) care utilizează un jet ionizat de gaz-plasmă la temperatură înaltă pentru a tăia materiale metalice conductoare electric la toleranțe fine, mai precis decât orice metodă manuală. Pentru atelierele de fabricație care taie permanent carbon, oțel inoxidabil, aluminiu și alte tipuri de tablă până la grosimea plăcii de 2″, acesta rămâne standardul industriei: mai rapid decât combustibilul cu oxigen, mai puțin costisitor decât laserul cu fibră prin 6-50 mm și mult mai capabil să alimenteze liniile de producție cu torțe decât torțele manuale. Acest ghid explorează modul în care funcționează un aparat de tăiat cu plasmă CNC, de la fizică la clasele de amperaj întâlnite („la dimensiunea mesei”, cum se spune), la capacitatea materialului, infrastructura de aer și electrică pe care atelierele o trec adesea cu vederea, aplicații industriale din lumea reală, o comparație brutal de sinceră cu tăierea cu laser și combustibilul cu oxigen, economia Bimosu care determină costurile reale de operare și perspectivele pieței până în 2026.
Specificații rapide — Mașină de tăiat cu plasmă CNC pe scurt
| Temperatura arcului plasmatic | ~25,000°F (~14,000°C) |
| Gama clasei de putere | 45 A (fabricație ușoară) – 200 A+ (industria grea) |
| Capacitate de tăiere a oțelului moale | 1/4″ (45 A) până la 2″+ rezistență la rupere (125 A+) |
| Lățimea tipică a fantei | 1.5–3 mm în funcție de amperaj și consumabile |
| Teșitură la margine (plasmă standard) | ±1–4° față de perpendiculară |
| Necesar de aer (tipic 65 A) | ~6–7 SCFM la 80–90 PSI continuu, uscat |
| Materiale tăiabile | Oțel moale/carbon, oțel inoxidabil, aluminiu, cupru, alamă — numai conductiv |
| Durata de viață a cadrului industrial | 10–20 de ani (consumabilele sunt piese de uzură, nu mașina) |
Ce este un tăietor cu plasmă CNC și cum taie de fapt metalul?
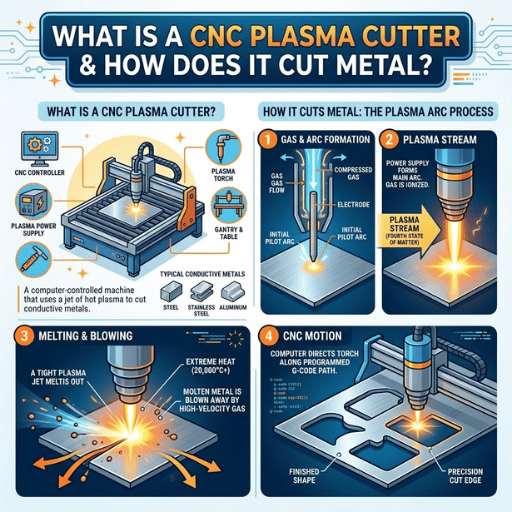
Metoda de tăiere la temperatură înaltă a unui bitonar implică direcționarea unui jet de mare viteză de gaz ionizat (sau plasmă) printr-o piesă de lucru pentru a tăia materiale metalice conducătoare de electricitate. Cuvântul „MIG” din MIG-MPP derivă din faptul că procesul utilizează un arc activ pentru a proteja metalul tăiat. Acest arc activ se dezvoltă dintr-un proces de transfer de arc între o sursă de alimentare și lingouri de tungsten. Procesul produce o tăietură foarte precisă la viteze mult mai mari decât cele care pot fi obținute prin [prelucrare manuală].
Cum funcționează o mașină de tăiat cu plasmă CNC?
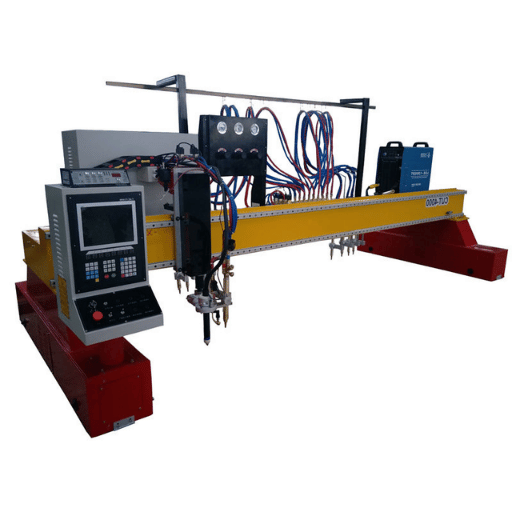
O mașină de tăiat cu plasmă tipică are forma unei torțe montate pe un portal prelucrat mecanic, cu trei grade de libertate și mișcare dedicată. Un program de calculator, scris ca și cod G dintr-un desen CAD și stocat pe un laptop, primește comenzi de la torță pentru a mișca arcul de plasmă de-a lungul unei traiectorii în spațiu; referindu-se la aceasta ca „CNC”, aceasta poate identifica o torță cu un PC central care servește fișiere, spre deosebire de oricare dintre numeroasele pachete de control CNC proprietare, eventual cu un ecran tactil pentru anumite moduri de operare.
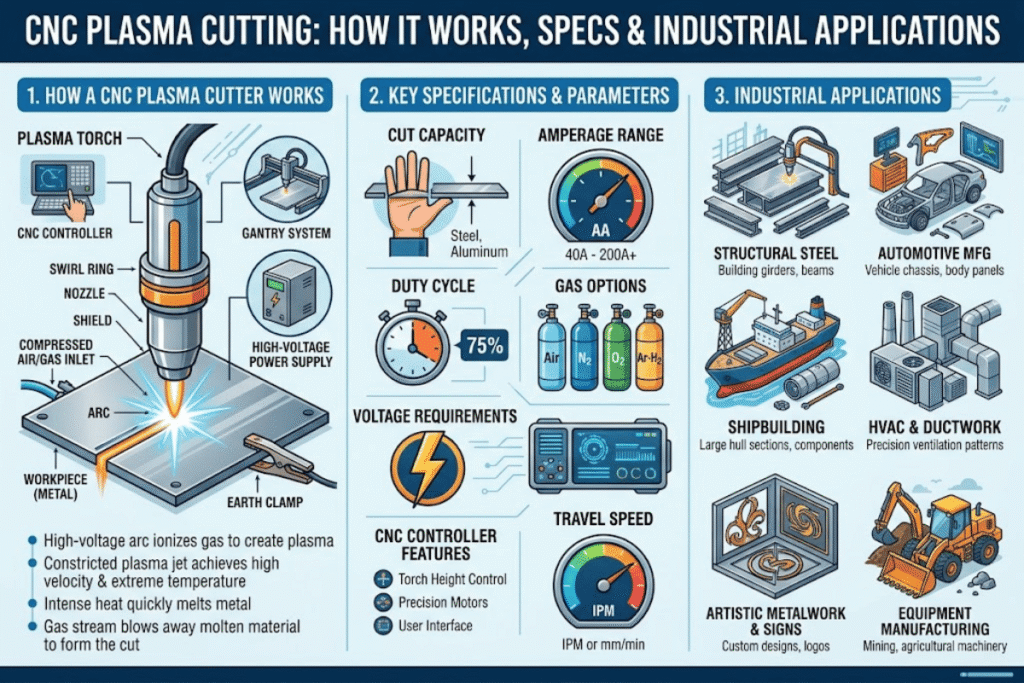
- Fizica inerentă procesului de tăiere cu torță trece printr-o serie de etape în timpul fiecărui ciclu de tăiere:
- Aprinderea de înaltă frecvență a unui arc pilot între electrod și orificiul torței împinge o coloană pilot de gaz ionizat prin orificiul de proces și în piesa de prelucrat. Acest arc pilot are o temperatură medie în timp de aproximativ 25,000 °Fahrenheit (14.000 grade Celsius), suficient de ridicată pentru a produce rapid schimbarea superficială exactă necesară pentru a îndepărta o fantă destul de îngustă.
- Când arcul atinge metalul gol, coloana pilot se stinge. Coloana principală efectuează apoi transferul de la orificiu la piesa de prelucrat; din acest moment, circuitul arcului trece prin metal. Acest transfer este cel care începe procesul de tăiere propriu-zis.
- Arcul topește piesa la o viteză definită, îndepărtând materialul de pe placă; cuptorul de înaltă presiune (~25,000 psi) tinde să ejecteze pana de metal topit rezultată din partea inferioară a tăieturii, cu o forță care depinde de interacțiunea dintre amperaj, viteza de alimentare MIG milisecundă cu milisecundă, viteza de deplasare a torței de două milisecunde cu milisecundă și mai mulți alți factori. Echilibrul, cunoscut sub numele de „calitatea tăierii cu gaz”, este esențial pentru controlul CNC al formei muchiei, dar poate fi gestionat de operator cu ajutorul vitezei torței (precum și a amperajului și debitului de gaz).
În timpul tăierii, CNC-ul citește feedback-ul encoderului de la mașina costisitoare, ajustează poziția torței în X, Y și Z și menține o traiectorie afișată pe ecranul cu capră fină, în timp ce înălțimea torței este reglată constant de momentul de transfer al arcului cu un set de comenzi separate de orice stive de manete pas cu pas. Căderile acestei bucle în timpul tăierii pot fi atât de grave încât înălțimea torței se abate cu o diferență inevitabilă de ½” până când sistemul „recuperează” placa. În producție, capacul este prelucrat până când marginile oferă toleranțe de 1-4 ori mai mici decât cele perpendiculare, un nivel mult mai curat decât cel care se poate obține cu o torță manuală sau repetabil într-o zi lucrătoare cu o decupare manuală.
Cele șase subsisteme din interiorul unui sistem CNC complet de plasmă

O mașină de tăiat cu plasmă CNC completă nu este o singură cutie. Este vorba de șase subsisteme care trebuie să funcționeze simultan, iar cunoașterea funcției fiecăruia face ca o fișă de ofertă să fie mai ușor de citit și o solicitare de service mult mai simplă.
- În interiorul dulapului se află o sursă de alimentare care preia alimentarea electrică din atelier și o transformă într-un arc de curent continuu controlat cu atenție (prin intermediul ciclului de funcționare - de exemplu, un ciclu de funcționare de 60% este egal cu șase minute de arc activ pentru fiecare zece minute, restul fiind dedicat răcirii).
- Montată pe portal, o torță cu plasmă mecanizată elimină conceptul de „mână”. Torțele manuale pot fi montate ulterior pe mașini entry-level, dar limitează sever repetabilitatea. Fabricația profesională utilizează o torță concepută special pentru instalarea mașinii, cu o geometrie consistentă a distanței.
- Controlerul CNC – fie că este o mașină industrială dedicată (Fanuc, Allen-Bradley, Siemens) sau un PC cu Windows implementat ca dispozitiv de găzduire direcționat către software-ul de tăiere prin Ethernet – se ocupă de citirea programului piesei, acționarea motoarelor mașinii și controlul semnalelor de intrare și ieșire pentru pornirea arcului. Multe ateliere entry-level achiziționează pur și simplu o mașină CNC conectată la sistem prin Ethernet.
- Sub mașină, un tren de acționare este responsabil pentru mișcarea portalului de-a lungul axelor X și Y prin intermediul unor servomotoare sau motoare pas cu pas cu amplificatoare și respectiv encodere, cremalieră și pinion pe cadrul industrial mare pentru axa X (cursă mai lungă) și șurub cu bile pe axa Y. Cursă pe axa Z este responsabilă pentru ridicarea și coborârea torței independent de restul sistemului.
- Deasupra plăcii, un control al înălțimii torței cu tensiune de arc măsoară tensiunea ca indicație a distanței dintre torță și placă și reglează fin axa Z în timp real. Absența sau funcționarea defectuoasă a THC poate duce la o tăietură oblică în timpul produsului, pe măsură ce placa se încălzește și se deformează.
- În atelier, masa de tăiere stabilește structura – lamele, cadrul și fie un rezervor de apă (care atenuează zgomotul și fumul și captează stropii), fie o cameră de distribuție descendentă (care aspiră fumul într-un sistem de filtrare). Deformarea mesei se corelează direct cu un set de erori de înclinare în tăiere.
Accesoriile opționale includ capete de tăiere automate pentru pregătirea sudurii, suflante de extracție a fumului, stații de găurire, capete de marcare și a patra axă pentru tăierea țevilor. Fiecare adaugă capacitate și complicații suplimentare în aproximativ aceeași măsură.
Clasa de putere și capacitatea de tăiere: Decodificarea specificațiilor de amperaj
Amperajul reprezintă specificația de bază pentru fiecare mașină de tăiere cu plasmă și este cea mai ușor de caracterizat greșit. Majoritatea potențialilor cumpărători evaluează grosimea maximă de secționare drept criteriu de achiziție - iar această abordare este eronată. Grosimea de producție, ciclul de funcționare și economia produsului per electrod sunt factorii mai importanți.
| Amperaj | Tăiere recomandată | Capacitate Sever | Străpunge | Cel mai potrivit |
|---|---|---|---|---|
| A 45 | 1/2 "(12 mm) | 7/8 "(22 mm) | 1/4 "(6 mm) | Tablă metalică, semnalistică, fabricație luminoasă |
| A 65 | 3/4 "(20 mm) | 1-1 / 4 "(32 mm) | 1/2 "(12 mm) | Atelier de lucru general, muncă mixtă |
| A 85 | 1 ″ (25 mm) | 1-1 / 2 "(38 mm) | 5/8 "(16 mm) | Fabricație grea, placă structurală |
| A 105 | 1-1 / 4 "(32 mm) | 2 ″ (50 mm) | 3/4 "(20 mm) | Linii de producție industrială |
| A 125 | 1-3/4″ la 10 IPM, 100% CC | 2-1 / 2 "(63 mm) | 1 ″ (25 mm) | Industria grea, mai multe schimburi |
| 200 A+ | 2″+ la viteza de producție | 75 mm+ (3″+) | 1-1/4″+ | Șantier naval, grinzi structurale, tablă groasă |
Limitele de capacitate sunt reprezentative pentru plasma cu aer standard din industrie pe oțel moale pentru consumabile standard pentru torțe mecanice; oțelul inoxidabil și aluminiul reduc aceste limite cu 15-25%. Valorile Sever oferă grosimea maximă pe care sistemul o poate tăia cu muchii de calitate de producție.
Regula clasei de putere cu 4 variabileClasa de putere nu se ia în considerare doar în funcție de duritate. Aceasta derivă din patru factori: (1) nivelul de producție (grosimea medie), (2) cerințele de consum maxim, (3) ciclul de funcționare furnizat la amperajul de producție și (4) aspectele economice legate de consumabile - când amperajul depășește 95% din valoarea nominală a duzei, durata de viață a duzei și a electrodului scad drastic. Simpla referire la duritatea maximă duce la cea mai mare greșeală a atelierului: cumpărarea unui sistem de 125 A pentru a tăia o placă rară de 1-3/4, apoi funcționarea la 65 A zilnic - dublând consumul de consumabile pentru piesele pe care un sistem de 65 A le-ar fi tăiat la un cost pe picior mai mic.
Pentru atelierele care taie în principal oțel moale de 1/4″–3/4″, un sistem de 65 A sau 85 A este aproape întotdeauna răspunsul corect. Alegeți 105 A sau 125 A doar atunci când este în registrul de comenzi o producție continuă de peste 1″. Pentru o defalcare mai detaliată a specificațiilor, inclusiv comportamentul ciclului de funcționare sub sarcină continuă, consultați... Specificații tehnice pentru tăierea cu plasmă.
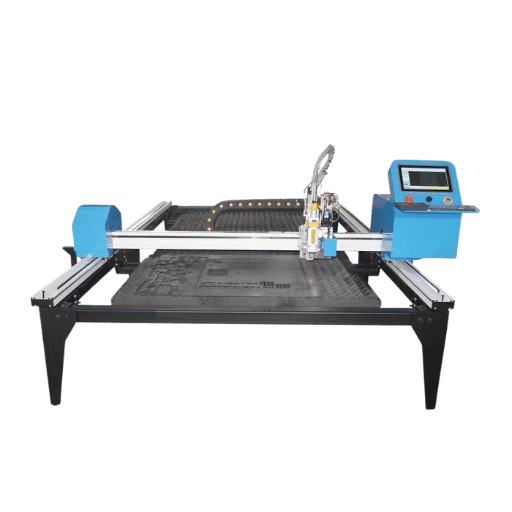
Mese de tăiere și amprentă a spațiului de lucru

Dimensiunea mesei este determinată de materialul de coală, nu de dimensiunea tăierii. O masă de 44 (1.2 m x 1.2 m) poate găzdui doar o jumătate de coală de 48 fără restrângere - ceea ce este potrivit pentru tăiere, dar nu și pentru fluxul de lucru. Alegeți masa care preia cel mai comun material fără manipulare intermediară.
| Dimensiunea tabelului | Potrivire foaie | Amprentă la podea | Cele mai bune |
|---|---|---|---|
| 2×2ft | Picături, spații libere pentru semnalizare | ~6×6 ft inclusiv garda la sol | Hobby, artă, prototip |
| 4×4ft | Jumătate de foaie (4 m × 4 m) | ~8 × 8 metri | Mic atelier de confecții, lucrări mixte |
| 4×8ft | Standard complet 4′×8′ (1220×2440 mm) | ~8 × 14 metri | Nivel de referință al industriei — 80% din lucrările de fabricație |
| 5×10ft | Tablă de 5′×10′, console mari | ~10 × 16 metri | Atelier de fabrică grea, structuri metalice |
| 6×12ft | Placă supradimensionată, flanșe de grindă | ~12 × 18 metri | Șantier naval, oțel structural, turn eolian |
Există două opțiuni de substructură odată ce dimensiunea este fixată. O pânză freatică scufundă sau acumulează apa sub lamele, reduce fumul și zgomotul, precum și diminuează zona afectată termic - opțiune preferată pentru aluminiu și oțel inoxidabil, unde oxidarea crescândă este o preocupare. O masă cu tiraj descendent suprapune fumul prin zone perforate într-un sistem de filtrare, menținând aerul din atelier curat, dar generând un serviciu electric mai mare pentru ventilator și costuri de înlocuire continuă a filtrului. Majoritatea studiourilor de mare producție cu conținut semnificativ de oțel inoxidabil preferă o pânză freatică; studiourile din oțel moale cu volum mare, situate în medii curate, preferă tirajul descendent.
Planificați spațiul liber: cel puțin 4 metri de spațiu de lucru de fiecare parte a mesei, unde nu există obstacole, plus o rută liberă pentru administrarea foilor de calcul. Strâns sudarea tablei metalice Procesele ulterioare se desfășoară exclusiv în aval de celula de tăiere, așadar determinați debitul piesei înainte de a instala conductele de aer.
Materiale pe care le puteți tăia și calitatea tăierii pe care o veți obține
O mașină cu plasmă CNC poate tăia orice metal conducător de electricitate - acest lucru este universal. Oțelurile moi și carbon sunt ținta ideală: cea mai rapidă viteză de tăiere, durata de viață extinsă a consumabilelor, cel mai ieftin preț per picior. Atât oțelul inoxidabil, cât și aluminiul taie eficient, dar cu o putere mai densă și răspunsuri diferite ale consumabilelor.
Poate o mașină de tăiat cu plasmă CNC să taie aluminiul?
Da, cu câteva dezavantaje. În primul rând, conductivitatea termică mai mare a aluminiului elimină căldura din fantă mai repede decât oțelul, ceea ce indică o capacitate efectivă de tăiere estimată la 75-85% din clasificarea oțelului moale - un sistem de 65 A evaluat pentru oțel moale de 3/4 tăie ușor aproximativ 5/8 aluminiu. În al doilea rând, aluminiul produce o zgură mai lipicioasă care se lipește de marginea inferioară; tăierea sub apă sau cu un amestec de aer-aer cu flacără ușurează etapa de curățare, dar nu o reduce la zero. Pentru cele mai curate fețe din aluminiu, laserul cu fibră este soluția optimă atunci când sunt disponibile resurse.
| Material | Capacitate vs. oțel moale | Gaz recomandat | Note de margine |
|---|---|---|---|
| Oțel moale / carbon | 100% (linie de bază) | Aer comprimat sau O₂ | Curat, sudabil direct din tăiere pentru majoritatea aplicațiilor |
| Oţel inox | ~85–90% | Amestec N₂/H₂ sau aer (în funcție de calitate) | Decolorare ușoară cauzată de gaze periculoase; poate apărea pasivizarea pe componentele critice |
| Aluminiu (5xxx, 6xxx) | ~75–85% | N₂/H₂ sau aer | Zgură lipicioasă pe marginea de jos, așteptați curățarea |
| Cupru, alamă | ~ 70% | N₂ sau aer | Reflectorizant; conductivitatea termică ridicată îngustează fereastra de lucru |
📐 Notă de inginerie — Teșitură și zgurăFabricație: tăierile standard cu plasmă vor teși de la 1 la 4 secunde, în funcție de înălțimea torței, viteza de deplasare și partea tăieturii măsurată. Convenție tipică: partea bună a tăieturii (direcția opusă vârtejului de gaz) ar trebui să rămână <2; partea reziduală ar putea atinge 4. Când pregătiți piesele sudate cu teșitură pe partea de îmbinare, programați pentru îmbinarea cu fața orientată spre partea bună (sau instalați un cap de teșire automat). Când lucrați cu acoperire cu pulbere, planificați o etapă de eliminare a zgurii sau de șlefuire - pulberea se leagă mai ușor de stropii de sus sau de zgura de jos.
Cerințe privind infrastructura de aer, energie electrică și atelier
Volumul liniei de alimentare cu aer este mult subestimat în fiecare atelier de pulverizare cu plasmă. Un debit constant de aproximativ 6-7 SCFM la 80-90 psi este suficient pentru a alimenta o perforare bună a plasmei. Un sistem de 85 amperi consumă mai mult. Un compresor monofazat de 85 amperi cu o putere nominală de 14 CFM la 80 PSI, care are un ciclu de funcționare de 55% și nu este o unitate multietajată, va alimenta 14 CFM doar pentru o mică fracțiune de minut; în restul timpului, consumă 90% din CFM la 15% din capacitatea sa. Deoarece excesul de aer generează un arc difuz, corespunzător de slab, acesta costă consumabilele de fiecare dată când alimentarea cu aer părăsește punctul optim.
Umiditatea este cealaltă jumătate a problemei alimentării cu aer. Aerul comprimat transportă inevitabil apă și ulei; ambele vor deteriora torța. Un uscător de aer cu agent frigorific sau desicant instalat înaintea unui filtru coalescent este cea mai simplă și mai ieftină modalitate de a cvadrupla sau chiar mai mult durata de viață a consumabilelor într-un atelier obișnuit.
| Clasa de putere | Cererea de aer | Dimensionarea compresorului (continuă) | Servicii electrice |
|---|---|---|---|
| A 45 | ~5 SCFM la 80 PSI | Minim 5 CP, monoetajat | Monofazat 220 V / 30 A |
| A 65 | ~6–7 SCFM la 85 PSI | 7.5 CP în două etape | Monofazat 220 V / 50 A sau trifazat 220 V |
| A 85 | ~7–8 SCFM la 90 PSI | 10 CP în două etape | Trifazat 220 V / 480 V |
| 125 A+ | 10+ SCFM la 90 PSI | 15–25 CP în două etape cu receptor mare | Trifazat 480 V / 60+ A |
Extracția fumului, protecția ochilor, procedurile de supraveghere în caz de incendiu și instrucțiunile privind zona liberă sunt obligatorii ca parte a OSHA 29 CFR 1910.252Siguranța la lucrul la cald la nivel de proces este detaliată în AWS Z49.1, cu ventilație special acoperită în Fișă informativă AWS nr. 36Orice vapor care conține crom (inoxidabil), beriliu sau acoperiri galvanizate va necesita protecție respiratorie conform standardelor EPA.
Specialiștii din industrie înțeleg că utilizarea unei presiuni prea mari peste intervalul de presiune recomandat diminuează arcul torței, în loc să-l întărească. Excesul de presiune la nord de specificații împrăștie fasciculul din torță cu o fracțiune de metru și subminează precizia și adâncimea muchiei tăietoare. Recomandarea de presiune dintr-un manual nu este un minim; este optimă.
Aplicații industriale: Unde plasma CNC câștigă
Plasma se încadrează într-o nișă restrânsă în cinci sectoare industriale unice, unde combinația sa inegalabilă de viteză, gamă de grosimi și accesibilitate financiară poate face ca orice altă alegere să fie irelevantă.
Fabricare de oțel structuralFlacără de mare viteză și crăițuire fină, rapidă, ascendentă de-a lungul tăieturilor și găurilor înclinate cu un interval de 200-400A, curbați și prelucrați complet marginea oricărei plăci de corp, perete despărțitor sau rigidizare crescută (interval de grosimi 6-50 mm). Calitate acceptabilă a teșiturii pentru majoritatea pregătirilor de sudură; utilizați o trecere gravimetrică sau o rectificatoare pentru a finisa în intervalul de rigidizare. Programați pentru a menține capătul superior al zonei de grosime preferate orientat spre fantă.
Construcții navale și lucrări în șantierProducție rapidă de ansambluri mari perforate, armate, strunjite, găurite sau prefabricate în alt mod și/sau componente din tablă mai grele (carene de nave, module, flotoare de nave/ansambluri etc., grosime 125-200 A) cu 1-4 teșituri plus cap de teșitură multiaxială și sisteme multiple de torțe aliniate gravitațional în torță. Utilizare în aval rotatoare de sudură și poziționere înclinabile, cuplate la sisteme de măsurare CMM de ultimă generație, pentru a elimina piesele masive din patul de așchiere.
HVAC și conducte din tablă metalicăProducție rapidă și fiabilă de semifabricate din tablă de oțel cositorită, îmbinări cu limbi, piese cu forme critice (șuruburi, tablă pătrată, porțiuni de balamale nefinisate, limbi de aluminiu, armături de panou etc.) din tablă galvanizată de grosime mică, până la 60″ în tablă, folosind o torță cu avans hiper-mare de 45 A, unde viteza de transfer a piesei depășește viteza de tăiere.
Echipamente agricole și greleCadre, console, semifabricate pentru lame și dinți, placă de așchiere. Placă din oțel moale, predominant 6-25 mm. Teritoriu 65-105 A; teșitura și zgura contează mai puțin deoarece piesele sunt sudate în ansambluri, mai degrabă decât prezentate ca suprafețe finisate.
Șasiu auto, remorci și panouri de caroserieȘine de cadru, plăci de șasiu, platforme personalizate pentru remorci, bare de protecție pentru vehicule de tip „rock-crawler”. Grosimi mixte, de la tablă de calibru 16 până la 1/2 tablă. Sistemele de putere medie (65-85 A) gestionează majoritatea lucrărilor; producătorii de remorci și șasiuri standardizează mesele 48 pentru potrivirea standard. Mașinile de tăiere cu plasmă de calitate industrială, cu mese cu tiraj descendent, mențin aerul din atelier mai curat în timpul ciclurilor de lucru cu volum mare.
Plasmă vs. Laser vs. Oxigaz: Comparație corectă între procese
Grosimea de 6 mm este aproximativ punctul în care se schimbă compromisul între procese. Sub 6 mm, laserul cu fibră deține calitatea și viteza muchiilor. Între 6 și 50 mm, în metalele conductive, plasma își apără teritoriul în ceea ce privește costul pe picior și cheltuielile de capital. Peste 50 mm, în oțelul carbon, oxigazul câștigă în continuare la costul tăierii brute, chiar dacă calitatea muchiilor este slabă.
| Dimensiune | Plasma CNC | Fiber Laser | Combustibil Oxy |
|---|---|---|---|
| Punctul ideal pentru grosime | 6–50 mm conductiv | 0.5–25 mm, cel mai bine <6 mm | Numai oțel carbon de 25–200 mm |
| Calitate margine | Teşitură de ±1–4°, zgură ușoară | ±0.5°, aproape netă | Rugos, necesită curățare |
| Viteză de tăiere la oțel moale de 1/4″ | ~80–120 IPM (85 A) | ~200–400 IPM (4 kW) | ~16–24 IPM |
| Cheltuieli de capital (la cheie) | 15 – 200 USD | 80 USD – 500 USD+ | 5 – 30 USD |
| Cost operational | ~0.10–0.30 USD/picior | ~0.05–0.15 USD/ft (mai mic la volum mare) | ~0.08–0.20 USD/ft (oxigen + gaz combustibil) |
| Materiale | Toate metalele conductoare | Toate metalele + provocări reflectorizante | Numai oțel carbon și oțel slab aliat |
Selector de proces cu 3 întrebări
- Care este grosimea dominantă a materialului? Sub 6 mm cu laser cu fibră, calitate necesară pentru muchii. 6-50 mm pentru metale conductive, cu plasmă. Peste 50 mm pentru oțel carbon, oxigaz.
- Care este volumul lunar maxim de tăiere? Sub 200 de ore de arc electric pe lună, costurile de capital mai mici ale plasmei sunt de obicei cele mai avantajoase. Peste această valoare, costul mai mic pe picior al laserului cu fibră se amortizează.
- Cât material neferos (inoxidabil, aluminiu) este în mixul dumneavoastră? Dacă >30% materiale neferoase și calitatea muchiilor contează, laserul cu fibră merită prima de capital. Dacă materialele neferoase sunt utilizate ocazional, flexibilitatea plasmei câștigă.
Pentru o comparație mai detaliată a calității tăierii, alături de muchiile eșantionului și modelarea costurilor per proces, consultați tăiere cu plasmă vs. tăiere cu laser analiză și unghiul alternativ în compararea tăierii cu laser cu tăierea cu plasmă.
Costuri de operare și durată de viață a consumabilelor: Verificare reală a costului total de proprietate (TCO)
Mașinile industriale de tăiere cu plasmă sunt active cu o durată de viață de 10-20 de ani. Consumabilele sunt piese de uzură, înlocuite la timp. Costul total de proprietate este dominat de rata de ardere a consumabilelor – care este dominată de practica operatorului, nu de eticheta mașinii.
Care este durata de viață a unui dispozitiv de tăiere cu plasmă CNC?
La echipamentele de calitate industrială, cadrul mecanic și sistemul de mișcare funcționează de obicei 10-20 de ani înainte de o reconstrucție semnificativă. Sursele de alimentare întreținute corespunzător oferă o durată de viață similară. Consumabilele torței - electrodul, duza, inelul de turbionare, capacul de reținere și ecranul - sunt piese de uzură care se schimbă la fiecare câteva ore de tăiere. „Durata de viață” este, prin urmare, de fapt două întrebări: durata de viață a activelor mașinii (la scara decenială) și ciclul de înlocuire a consumabilelor (la scara de la ore la zile).
| Consumabil | Viață tipică | Înlocuiește Când |
|---|---|---|
| Electrod (cu vârf de hafniu) | 800–2,000 de străpungeri | Groapă de hafniu mai adâncă de ~1.5 mm |
| Duză | 600–1,500 de străpungeri | Orificiul nu mai este rotund, sunt vizibile crăpăturile interne |
| Inel de vârtej | Lungă — înlocuiți doar în caz de deteriorare | Crăpături, arsuri ale arcului, găuri înfundate cu murdărie |
| Scut | Reutilizabil după curățarea stropilor | Deformare vizibilă sau ardere |
| Capac de reținere | Durata de viață a torței | Filete deteriorate sau urme de arsură |
„Cea mai bună calitate a tăierii și durata de viață a pieselor se obțin de obicei atunci când amperajul este setat la 95% din valoarea nominală a duzei. Dacă amperajul este prea mic, tăierea va fi neglijentă. Dacă este prea mare, durata de viață a duzei va avea de suferit.”
— Serviciul tehnic Hypertherm, „10 greșeli frecvente la tăierea cu arc cu plasmă”
Economia consumabilelor este decisă de patru variabile controlate de operator: înălțimea de perforare, calitatea aerului, disciplina amperajului și programarea ieșirilor. O perforare prea joasă va duce la pulverizarea metalului topit înapoi pe fața duzei. Folosirea aerului umed nefiltrat va provoca coroziunea prematură cu hafniu la electrod. Dacă utilizați un amperaj peste 95% din valoarea nominală a duzei în mod constant, durata de viață a duzei se va înjumătăți. Programați ieșiri care mențin arcul dincolo de tăietură, iar întinderea arcului va deteriora interiorul duzei. Niciuna dintre acestea nu este din vina mașinii și niciuna nu este listată în fișa tehnică.
Perforați la o înălțime de tăiere de 1.5-2 ori mai mare decât înălțimea recomandată. De departe, cele mai premature defecțiuni ale duzelor, conform rapoartelor din atelier, sunt atribuite direct acestei setări. Dacă torța coboară torța la înălțimea de tăiere înainte ca perforarea să se termine, duza este abuzată - „tăieturile superficiale” se dovedesc aproape invariabil a fi consumabile, nu mașini.
Limitări și când plasma CNC este alegerea greșită
Plasma este cea mai bună alegere pentru o gamă largă de piese, dar nu pentru toate lucrările de tăiere. 5 constrângeri fixează perimetrul.
- Toleranțe de operare sub 0.5 pentru o teșitură sunt inaccesibile. Plasma în loturi funcționează la 1-4; plasma de înaltă specificație la 0.5-1 într-o zi caniculară, la cuptorul cu microunde. Funcționarea mai strictă pe termen scurt și în alte locuri necesită prelucrare cu laser cu fibră, jet de apă sau post-tăiere.
- Un calibru foarte îngust, sub 16 ga (~1.5 mm), este fezabil din punct de vedere tehnic, dar rareori este alegerea corectă. După cum au arătat Gauzeiron și alții, zona de suprafață ridicată (HAZ) devine maximizată corespunzător, marginile depășesc strălucirea ieftină de curcubeu violet/albastru/inhalabil mai mult decât o face laserul cu fibră. Plasma nu este fără speranță - pur și simplu nu este chiar cea mai bună.
- Materialul neconductor pur și simplu nu taie. Plasticul, sticla, fibra de sticlă, ceramica – toate evită complet arcul plasmei. Jetul de apă sau laserul sunt alegerea.
- Colțurile interne înguste și găurile mici se lovesc de limitările geometriei interne a tăieturii. Lățimea tăieturii (1.5-3 mm) și lățimea cupolei de perforare blochează cea mai mică gaură și raza internă perfect adaptată pentru o plasmă standard. (Prag de îndoială: găurile mai mici decât grosimea plăcii sunt aproape garantate în condiții de proces consistente, nu doar medii.)
- Încărcarea de fum este reală și nu poate fi ignorată. Pe metru de produs, plasma generează mai mulți fumi vizibili decât laserul cu fibră. O creștere a conținutului de crom sau zinc din material - inox, vopsit, galvanizat, acoperit - ridică nivelul de fum, necesitând respiratoare și o unitate de filtrare mai mare.
Fabricatorii ar putea achiziționa plasmă din motive greșite și ar putea descoperi limitările prea târziu: „am cumpărat plasmă pentru a face totul, de la detaliile tablei până la tăierea plăcii”, de obicei urmată de o a doua achiziție a unui laser cu fibră, pentru a realiza ceea ce plasma nu a reușit. Acest fenomen frecvent face simplă planificarea în buget a două opțiuni de mașină, nu a uneia singure.
Perspectivele pieței de tăiere cu plasmă CNC 2026
Plasma nu cedează în fața acestei schimbări. Studiile de piață indică o expansiune, laserul cu fibră surprinde anumite aplicații, plasma fiind deja slabă, iar segmentul de piață actual clasat pentru plasmă rămâne CNC.
În conformitate cu Prezentări globale ale piețeiIndustria mașinilor de tăiere cu plasmă a depășit 811.4 milioane USD în 2025, crescând cu o rată anuală compusă de creștere de 5.9% până în 2034. O prognoză separată proiectează o rată anuală compusă (CAGR) de 4.5% până în 2030. Ambele analize sunt de acord asupra aceleiași direcții: creștere, nu descreștere.
Trei schimbări tehnologice vor modela deciziile de cumpărare din 2026:
- Plasma de înaltă performanță elimină spațiul laser. X-Definition și sistemele comparabile se apropie acum de o calitate a muchiilor similară cu laserul cu fibră pe oțelul moale de grosime medie, menținând fluxul de plasmă la peste 6 mm.
- Nivelul industrial continuă să adopte Web of Things și mentenanța programată avansată. Sistemele moderne transmit mai mult ca niciodată date despre disponibilitatea consumabilelor, ciclul de lucru și tensiunea arcului către instrumentele de mentenanță a instalațiilor – reducând timpii neprevăzuți și nefuncționarea și susținând costurile per piesă.
- Capetele automate de tăiere a unghiurilor sunt în tranziție de la o utilizare „de elită” la una medie. Capetele de tăiere a unghiurilor pe 5 axe cu programare a unghiurilor aprobată pentru sudură au fost observate într-un fel sau altul în structuri și fabricarea recipientelor sub presiune.
Dacă planificați o achiziție de capital în 2026: bugetați un sistem din clasa HD sau X-Definition dacă prelucrarea principală este oțelul moale de grosime medie. Dacă achiziționați tablă metalică sub 6 mm în volum, faceți calculele cu laser cu fibră înainte de a trece la plasmă. Și, în ambele cazuri, programați un audit al sistemului de aer înainte de sosirea mașinii de tăiat - calitatea aerului este cea care determină dacă bugetul de consumabile se încadrează în proiecție.
Întrebări frecvente

Î: Ce dimensiune a compresorului este necesară pentru a funcționa un aparat de tăiat cu plasmă?
Vezi răspunsul
Î: Care este un dezavantaj al mașinilor CNC de tăiere cu plasmă?
Vezi răspunsul
Î: Cât de precise sunt mașinile de tăiat cu plasmă CNC?
Vezi răspunsul
Î: Poți câștiga bani cu un tăietor cu plasmă CNC?
Vezi răspunsul
Î: Care este diferența dintre un aparat de tăiat cu plasmă CNC și o masă de tăiat cu plasmă CNC?
Vezi răspunsul
Î: Cum programezi o mașină de tăiat cu plasmă CNC?
Vezi răspunsul
Despre această analiză
Acest articol combină specificațiile din diagramele publice de tăiere Hypertherm Powermax SYNC, cercetările FHWA privind oțelul structural privind comportamentul găurilor tăiate cu plasmă, standardele OSHA și AWS pentru prelucrare la cald și experiențele operatorilor de pe forumurile de fabricație industrială. Capacitatea și numerele de consumabile sunt tipice pentru echipamentele industriale; anumite perechi de mașini și materiale pot varia. Evaluat inter pares în aprilie 2026 de către echipa de inginerie Resizeweld.
Referințe și surse
- OSHA 29 CFR 1910.252 — Cerințe generale pentru sudare, tăiere și lipire prin lipire — Departamentul Muncii din SUA, Administrația pentru Securitate și Sănătate în Muncă
- Indexul standardelor OSHA pentru sudură, tăiere și lipire — Departamentul Muncii din SUA
- Evaluarea găurilor fabricate prin tăiere cu arc cu plasmă (FHWA-HRT-20-056) — Administrația Federală a Autostrăzilor din SUA
- Publicația specială NIST 847: Prelucrarea materialelor avansate — Institutul Național de Standarde și Tehnologie din SUA
- AWS Z49.1 — Siguranța în sudură, tăiere și procese conexe — Societatea Americană de Sudură
- Fișa informativă AWS privind securitatea și sănătatea nr. 36: Ventilație pentru sudare și tăiere — Societatea Americană de Sudură
- Dimensiunea pieței mașinilor de tăiat cu plasmă, raport de prognoză 2026–2035 — Informații despre piața globală
- Perspectivele pieței mașinilor de tăiere cu plasmă 2026–2030 — GlobeNewswire / Cercetare și Piețe
Articole pe aceeaşi temă
- Tăiere cu plasmă vs. tăiere cu laser — compararea calității tăierii, vitezei și costurilor cu muchiile probelor
- Compararea tăierii cu laser cu tăierea cu plasmă — o abordare alternativă a aceluiași compromis, axată pe amortizarea cheltuielilor de capital
- Tipuri de sudare comparate — potrivirea proceselor de sudare cu semifabricatele tăiate cu plasmă în aval
- Tablă de sudare — considerații privind sudarea în aval pentru piesele din tablă tăiate cu plasmă
- Ce este o mașină de teşit — teşire pentru pregătirea sudurii dincolo de unghiurile pe care plasma le poate oferi în mod nativ
- Mașini de tăiere cu plasmă — Pagina Pillar — specificații complete ale sistemului și opțiuni de configurare









{kind=link}
{kind=link}
{kind=link}
{kind=link}