
O masă CNC pentru prelucrarea cu plasmă este sistemul cu portal și masă de lucru care transformă o mașină de tăiat cu plasmă manuală într-o platformă industrială de tăiere controlată digital. Alegerea celei ideale este rareori una bazată pe loialitate față de marcă - este vorba la fel de mult despre deplasarea mesei, rigiditatea portalului, stiva de software și distribuția ciclului de lucru, cât și despre costurile de bază ale proiectului. Acest manual acoperă anatomia, dimensionarea, aspectele importante ale costurilor și previziunile pentru 2026 pentru atelierele de fabricație industrială, completate cu date citate de la OSHA, NIOSH, FMA și Future Market Insights, precum și experiența practică a clienților, extrase din firele de discuție de pe forumul Practical Machinist.
Specificații rapide: Masă industrială CNC cu plasmă
| Plic de tăiere comun | 4×8 ft (pardoseală industrială) / 5×10 ft (fabricație grea) |
| Tăiere din oțel moale, Powermax 85 SYNC | Tăiere 32 mm / Perforare 19 mm |
| Tăiere din oțel moale, Powermax 125 | Tăiere 38 mm / Perforare 25 mm |
| Repetabilitatea poziționării | ±0.005 în servomotoare industriale tipice; cererile furnizorului sunt de până la ±0.001 în |
| Alimentare cu aer minimă | 15 CFM @ 90 PSI (rezervor de 60-80 gal, motor de 5 CP) |
| Gama de prețuri a sistemului industrial 4×8 | Masă de bază 18 USD → 35-45 USD cu plasmă de 125 A + nesting + uscător de aer (2025-T3) |
Ce este o masă CNC cu plasmă?
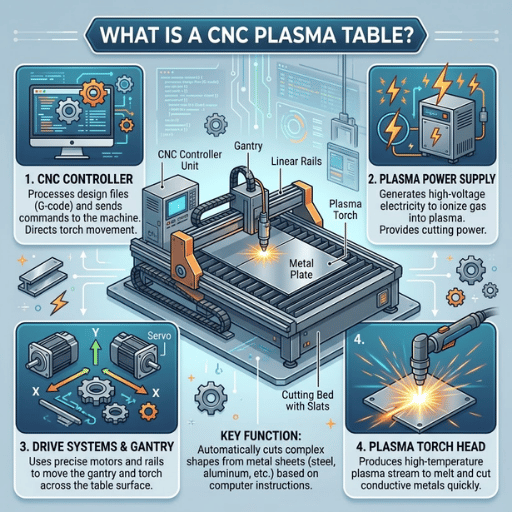
O masă CNC cu plasmă este dispozitivul de direcționare a lucrului într-o configurație de tăiere cu plasmă controlată digital. Tăierea cu plasmă în sine este sursa de alimentare; masa este portalul, sistemul de acționare și lama, apa sau altă suprafață a mesei de lucru care poziționează torța peste placă dintr-o diagramă CAD. Control numeric al computerului, în acest context, înseamnă că mișcările în axa XY ale portalului și înălțimea pe axa z a torței sunt comandate de un controler care citește un fișier cu traiectoria sculei, mai degrabă decât de o mână umană.
Această distincție este importantă atunci când achiziționați o mașină. O sursă de alimentare Hypertherm Powermax de 65 de amperi teselează oțel de 1 cm, indiferent dacă este montată pe un aparat de sudură sau pe un portal CNC - masa CNC de dedesubt definește cât de repetabil este fixată. Prinderea aceleiași surse de plasmă pe o masă CNC accesibilă pentru amatori sau pe o masă CNC din oțel sudat de calitate industrială produce piese fundamental diferite.
Dacă încă transpuneți elementele fundamentale ale tăierii cu plasmă în atelierul dumneavoastră (potențial), articolul nostru suplimentar despre... mașină de tăiat cu plasmă și cum funcționează acoperă fizica din amonte. Această secțiune este dedicată mesei ca decizie de cumpărare: definirea elementelor care definesc o masă de plasmă CNC de calitate industrială și cât ar trebui să coste.
„Aproape întotdeauna poți adăuga mai multă șină, dar nu poți face mașina mai lată odată ce este construită.”
Aplicații comune pentru tăierea cu plasmă
Mesele CNC cu plasmă sunt coloana vertebrală a proiectelor care implică mișcarea volumului de plăci metalice conductive prin atelier. Conform Perspectiva FMA Fabrinomics Conform Asociației Fabricatorilor și Producătorilor, o revenire a industriei auto, cererea susținută de industria aerospațială și activitatea dinamică în construcții nerezidențiale au fost principalii factori ai cererii de ateliere de fabricație din SUA în perioada 2024-2025.
Unde își câștigă existența mesele industriale cu plasmă CNC:
- Fabricație din oțel structural – grinzi, console, gușeuri și îmbinări de stâlpi folosind tablă de până la 1 inch. O anvelopă de 5×10 domină acest sector de piață deoarece permite curgerea completă a tablei, evitând tăierea secundară în aval.
- Fabricanți de tablă – conducte HVAC, semnalizare, grinzi de scări, în grosimi de la 16 ga la ¼ in. Acest sector este de obicei cea mai puțin costisitoare industrie care își cumpără prima mașină de prelucrat cu plasmă CNC.
- Fabricanți de automobile și sporturi cu motor – suporturi de șasiu, cuști de protecție, fabrică panouri din oțel moale și crom-molibden 4130.
- Echipamente grele și sisteme de manipulare agricolă – plăci de uzură, piese de tractor, console de atașare cu diametrul de ⅜ până la ¾ in. Adesea asociate cu o presă de îndoit în aval.
- Construcții navale și fabricarea de vagoane de cale ferată – tablă groasă ≥1 in acționată de surse de plasmă de 200 A pe portaluri de 6×12 sau mai mari.
- Fabricarea vaselor sub presiune și a rezervoarelor – pregătirea plăcii de pre-sudură de către utilizator, adesea combinată cu capete de tăiere înclinată pe sisteme avansate.
Un semnal important pe care prognoza FMA îl ratează este momentul potrivit. Panelul industrial FABTECH 2024 Se prognozează o creștere puternică a producției de metale în a doua jumătate a anului 2025, iar volumul căutărilor în SUA pentru „masă CNC cu plasmă” a crescut cu aproximativ 50% în septembrie 2025 față de nivelul de referință al trimestrului 1-T2 din 2025 - cu mult peste creșterea anuală de aproximativ 5% a pieței, ceea ce indică faptul că intenția de căutare a cumpărătorilor crește mai rapid decât capacitatea instalată.
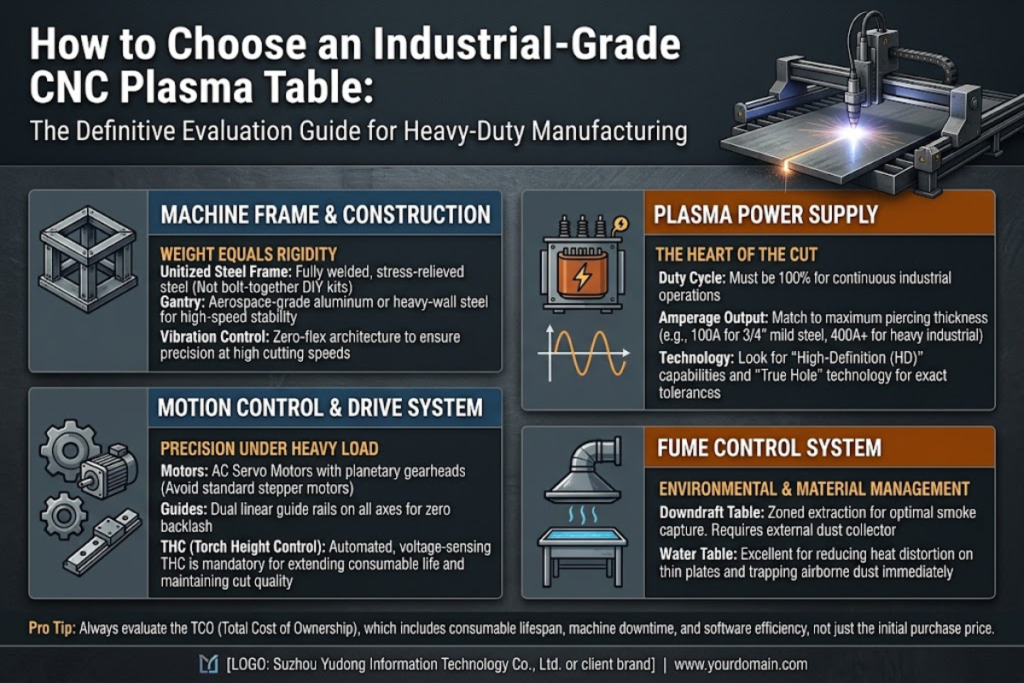
Anatomie: Componentele cheie ale unei mese industriale cu plasmă CNC

Mesele de prelucrare industriale diferă de cele ale hobby-urilor nu printr-o listă de caracteristici, ci prin modul în care fiecare piesă se comportă în timpul ciclului de funcționare. Cele șase piese care determină calitatea tăierii sunt prezentate mai jos, iar mecanismele de defecțiune pentru care cumpărătorii sub-bugetează sunt prezentate mai jos.
1. Portal și cadru
Un portal din oțel sudat rezistă la deformare în timpul schimbării direcției la viteză mare, în timp ce un portal din extrudare din aluminiu îmbinat cu șuruburi se flexează. Flexiunea apare sub formă de margini festonate și deviații dimensionale la tăieturile lungi. Cadrele industriale sunt sudate pe întreg perimetrul cu placă de 3/8 inch sau mai groasă, în timp ce mesele pentru hobbyi utilizează în general extrudare din aluminiu de tip 80/20. Rigiditatea cadrului este o investiție permanentă - nu puteți adapta rigiditatea portalului.
2. Sistem de acționare
Servomotoarele cu acționări planetare cu cremalieră și pinion mișcă axele XY, iar un șurub cu bile Z gestionează mișcarea verticală. Acționările pas cu pas sunt comune pe mesele de introducere, dar pierd trepte la accelerare fără feedback în buclă închisă, producând astfel o deviație pozițională pe programele lungi; repetabilitatea industrială este de obicei de 0.005 in (0.13 mm); unii furnizori publică o precizie de poziționare de până la 0.001 in (0.025 mm), un număr de marketing optim, mai degrabă decât o măsurare sigură în lumea reală pe întregul domeniu de lucru.
3. Controlul înălțimii torței (THC)
Controlul înălțimii torței rulează o buclă închisă care măsoară tensiunea arcului și ajustează Z pentru a menține o distanță constantă pe măsură ce căldura plăcii se deformează. Profilul THC al Hypertherm reduce semnalul de tensiune al arcului printr-un divizor de tensiune 25:1 înainte ca regulatorul să acționeze asupra acestuia; tensiunea arcului pe oțelul moale funcționează de obicei în intervalul nominal 100-150 V, în funcție de amperaj și grosimea plăcii. Fără THC, consistența tăieturii de sudură are de suferit pe placa deformată sau uleioasă; cu THC, durata de viață a consumabilelor se îmbunătățește considerabil.
📐 Notă tehnică — THC și consumabile
Specificațiile privind durata de viață a consumabilelor Hypertherm se bazează pe o anvelopă de tensiune nominală a arcului de 100-150 V. O abatere mai mare de aproximativ 5% față de punctul de referință al tabelului de tăiere indică de obicei duze uzate, electrozi erodați sau placă deformată care lasă torța suspendată sus. Asigurați-vă că divizorul de tensiune THC este calibrat în funcție de tabelul de tăiere pentru sursa de plasmă și amperajul specific - funcționarea unui tabel de tăiere de 85 A cu o sursă de 65 A provoacă pierderi premature de consumabile.
4. Sursă de plasmă
Echipamentul pentru sursa de plasmă este rareori inclus cu masa. Majoritatea sudorilor industriali asociază portalul cu un Hypertherm Powermax 65/85/125 SYNC sau un MaxPro 200; ESAB și Lincoln au opțiuni industriale similare. Alegeți un amperaj care reflectă grosimea tipică a plăcii și nu grosimea maximă. Cumpărarea unei surse de 200 A pentru o lucrare care utilizează în mod regulat tablă de calibru 10 risipește consumabile, iar cumpărarea uneia de 45 A pentru lucrări ocazionale de 1 cm eșuează.
5. Suprafață de lucru — Lamele (cu curent descendent) vs. Pânză freatică
Alegerea suprafeței de lucru are ramificații privind ventilația și indexarea. OSHA 29 CFR 1926.353 Necesită ventilație mecanică generală sau ventilație locală prin evacuare în spațiile închise la tăierea metalelor care conțin crom – un fenomen zilnic dacă tăiați materiale inoxidabile sau zincate. O masă cu lamele descendente trage fumul prin suprafața de lucru către un colector filtrat; o pânză freatică scufundă zona de tăiere, menținând mecanic pana de fum în jos. Pânzele freatice mențin, de asemenea, radiațiile UV reflectorizante, care provoacă oboseala operatorului. Un compromis pe care banii nu îl pot rezolva: nu puteți indexa o tablă pe o pânză freatică fără a o inunda, iar plasma de înaltă definiție nu oferă consistența relativă la nivelul unui portal, așa cum o necesită reindexarea pânzei freatice. Publicația NIOSH 2013-128 recomandă ca OSHA să înăsprească și mai mult limitele PEL pentru crom hexavalent; magazinele mici ar trebui să își construiască infrastructura de ventilație în așteptarea viitoarelor reduceri ale PEL. Îndrumări CDC NIOSH privind pericolele pentru sănătate legate de sudură și tăiere constată că operațiunile în spații închise cresc semnificativ expunerea operatorilor la vaporii metalici — același principiu se aplică și în cazul compartimentelor închise de tăiere cu plasmă, fără ventilație locală de evacuare.
6. Controler CNC și stivă de software
Controlerul este stratul firmware dintre traiectoria sculei generată de CAM și acționările motorului. Controlerele industriale (Hypertherm EDGE Connect, ESAB Vision, FANUC) închid bucla pe encoderele motorului și integrează controlul consolei THC și a gazului. Controlerele pentru amatori (Mach3 pe Windows, LinuxCNC) funcționează, dar adaugă latență și rareori închid bucla THC în mod nativ. Companionul echipament de poziționare a sudurii din atelierul dumneavoastră se va conecta cu logica de control al mișcării din aval într-un mod similar – selectați o familie de controlere pe care o puteți susține cu piese de schimb și instruire pe o perioadă de cinci ani.
Un aspect anatomic pe care cumpărătorii îl sar peste: împământarea. Forumul raportează că se produce o împământare ca fiind cea mai frecventă defecțiune silențioasă - simptomele includ mișcarea tremurătoare a motorului, senzori declanșați spontan și deconectarea controlerului la mijlocul unei tăieturi. Fixați-l cu un țăruș de împământare dedicat la masă, izolat de generatoare și de aparatele de sudură TIG cu pornire HF care partajează aceeași împământare în atelier.
Ce materiale și grosimi poate tăia o masă CNC cu plasmă?
Plasma taie materiale conductoare – oțel moale, inox, aluminiu, cupru, alamă. Nu taie lemn, plastic, ceramică sau sticlă; materialele neconductoare necesită o freză CNC, un laser cu fibră sau un jet de apă. Capacitatea din atelierul dumneavoastră depinde de amperajul sursei de plasmă în raport cu portalul.
Diagramele de tăiere industriale Hypertherm publică două numere pentru fiecare clasă de amperaj: capacitatea de tăiere (grosimea în stare staționară prin care sursa va tăia curat la viteza de producție) și capacitatea de perforare (grosimea pe care o va stabili în mod fiabil o tăietură de la o torță staționară). Perforarea este întotdeauna numărul mai mic. Fluxurile de lucru de tip „găurire-perforare-apoi tăiere” eșuează atunci când clienții specifică numărul de tăiere și apoi încearcă să perforeze materialul la acea grosime.
| Sursă de plasmă | Oțel moale — Tăiat | Oțel moale — Pierce | Inox — Tăiat | Aluminiu — Tăiat |
|---|---|---|---|---|
| Powermax 45 XP | 1 în (25 mm) | ½ inch (12 mm) | ⅜ în | ¼ in |
| Powermax 65 SYNC | 1 în (25 mm) | ⅝ in (16 mm) | ½ inch | ⅜ în |
| Powermax 85 SYNC | 32 mm | ¾ in (19 mm) | ⅝ în | ½ inch |
| Powermax 125 | 1½ in (38 mm) | 1 în (25 mm) | ¾ în | ⅝ în |
| MaxPro 200 | 2 în (50 mm) | 32 mm | 1 în | 1 în |
Sursă: Diagrame de tăiere Hypertherm Powermax SYNC (810500MU R4) și ghidul de referință pentru utilaj.
Poate o masă CNC cu plasmă să taie aluminiul?
Da — aluminiul este conductiv și taie curat cu plasmă — dar calitatea finală este inferioară oțelului. Zgura de aluminiu aderă tenace la partea inferioară a tăieturii, iar finisajul muchiei este mai rugos deoarece aluminiul topit se resolidifică înainte ca asistența de aer să îl curețe. Majoritatea atelierelor de fabricație care taie piese de producție din aluminiu trec la un laser cu fibră sau la jet de apă la grosimi sub ½ inch din motive de finisaj. Peste ½ inch, plasma este încă mai avantajoasă la cheltuielile de capital și la costurile de operare. Dacă tăiați ocazional aluminiu structural în loc de aluminiu cosmetic, un Powermax 85 SYNC este o soluție satisfăcătoare la o masă industrială de 4×8.
Capacitatea devine nuanțată peste 25 mm. Mai multe surse editoriale industriale (cum ar fi Comparație Esprit Automation între laser și plasmă) validează faptul că capacitatea laserului cu fibră stagnează în apropierea a 25 mm în oțelul moale, plasma dominând fereastra de 50 mm înainte de utilizarea jetului de apă. Nostru comparație între compromisurile laserului, plasmei și jetului de apă descrie mai detaliat această intersecție. Ca argument contrar: pe PracticalMachinist, un producător experimentat care operează atât o masă cu plasmă de înaltă definiție de 5×10, cât și un laser cu fibră de 4.5 kW alege laserul chiar și în aplicațiile în care plasma are avantajul anvelopei de tăiere pe hârtie, deoarece munca de curățare a zgurii pe serii de 1,000 de bucăți de oțel inoxidabil depășește analiza costurilor de capital per bucată. Intersecția se dezvoltă la capătul producției fără a se produce și la capătul cheltuielilor de capital.
Alegerea zonei de tăiere potrivite: 4×4 vs 4×8 vs 5×10

Cheltuielile de capital sunt singurul parametru care, odată ales, nu poate fi modificat fără înlocuire. Alegeți anvelopa care se potrivește cu stocul obișnuit de tablă plus șase inci de spațiu liber pe fiecare axă, nu anvelopa care se potrivește cu spațiul de pe podea.
| Plic | Amprentă cu gardă la sol | Potrivire a materialului de tablă | Cel mai bun pentru |
|---|---|---|---|
| 2×4ft | ~5 × 7 metri | Jumătate de foaie | Prototipare, semnalizare, artă |
| 4×4ft | ~6 × 7 metri | Jumătate de coală (indexare) | Fabricație mică, paranteze — dar vezi avertismentul de mai jos |
| 4×8ft | ~7 × 13.5 metri | Fișă standard completă ✓ | Cea mai comună pardoseală industrială |
| 5×10ft | ~8 × 13 metri | Coală întreagă + rest | Greu / structural / agricol |
| 6×12+ picioare | 9×15+ picioare | Placă supradimensionată | Șantier naval, structuri mari |
Ce dimensiune de masă CNC cu plasmă am nevoie?
Fabricatorii care lucrează pe PracticalMachinist ajung la o regulă comună: nu folosiți sub 4×8, decât dacă amprenta atelierului dumneavoastră chiar nu o poate suporta. Pentru opțiuni de dimensionare care se potrivesc cu anvelopele de producție comune, răsfoiți pagina noastră. Specificații ale mașinii industriale de tăiere cu plasmăUn producător de plasmă activ de pe PracticalMachinist afirmă pe un ton neutru: „comenzile, acționările și masa cu plasmă bune costă la fel pentru o placă de 4×4 ca și pentru una de 5×10”. În practică, piața industrială pentru plăci de 4×4 este structural inferioară, deoarece lista de materiale pentru o placă de 4×4 industrială este aproape identică cu cea pentru o placă de 4×8 industrială, în timp ce valoarea de revânzare și flexibilitatea operațională a unei plăci de 4×8 sunt mult mai mari. Dacă tăiați table întregi de 4×8, indexarea pentru a acomoda o masă mai mică în fiecare lucrare costă manoperă, anulează repetabilitatea plasmei de înaltă definiție și nu este compatibilă cu o pânză freatică.
Adăugați un culoar de service de 24-30 cm pe fiecare axă a amprentei mesei, plus raza de rotire a ușii dulapului procesorului, plus spațiul liber pentru manipularea materialelor pentru a susține următoarea coală încărcată de un stivuitor. Multe ateliere subestimează acest lucru și ajung să aibă o masă prea strâmtă pentru a fi încărcată sau deservită. Zona pe care o calculați ar trebui să fie de aproximativ 1.5 ori mai mare decât anvelopa tăiată pe fiecare parte.
Software CAD/CAM și control al mișcării
Stiva de software pentru comenzi CNC de pe o masă industrială de tăiere cu plasmă are trei straturi. Amestecarea straturilor din familii de furnizori incompatibili este capcana ascunsă a costurilor.
- CAD – biblioteca de software de proiectare. AutoCAD, Fusion 360, SolidWorks, QCAD, Inkscape. Formate de export: DXF, DWG sau fișiere parametrice native.
- CAM și imbricare – stratul de aspect al piesei și al traiectoriei sculei. Denumiri comerciale: SheetCAM, FastCAM, Hypertherm ProNest, Lantek, SigmaNEST. Cod G sau cod M.
- Firmware-ul controlerului CNC – stratul de execuție a mișcării. Hypertherm EDGE Connect, ESAB Vision, FANUC, Mach3 (amatori), LinuxCNC. Citește codul post-procesat și comandă unitățile de acționare.
Între CAM și controler se află un postprocesor – un traducător specific furnizorului care convertește codul G neutru al CAM în dialectul vorbit de controler. Un postprocesor inclus cu controlerul este o raritate; majoritatea sunt construite sau achiziționate de la furnizorul CAM în funcție de configurația specifică a mașinii dumneavoastră.
Eficiența imbricarii este punctul în care software-ul industrial se justifică. Layout-urile manuale pe o tablă de 4×8 irosesc de obicei 15-20% din stoc; studiile de caz publicate de ProNest, Lantek și SigmaNEST arată o recuperare de material de 8-15% exclusiv prin imbricarea automată. Valul de lansări din 2024-2025 la toți cei trei furnizori a adăugat imbricarea bazată pe învățare automată, care comprimă și mai mult deșeurile. Pentru o tablă industrială de 4×8 care taie oțel zilnic pe un Powermax 85, acel 8-15% poate fi cea mai mare pârghie a costurilor de operare după consumabile. Prezentarea noastră generală a... Noțiuni de bază despre mașina de tăiat cu plasmă parcurge considerațiile din amonte.
Mese industriale vs. mese pentru amatori: Cum să te decizi

Alegerea dintre amator și industrie este o decizie binară pe care majoritatea cumpărătorilor o greșesc considerând-o un nivel de buget. Nu este așa. Este o chestiune legată de ciclul de funcționare, de toleranța și de costul pe durata de viață.
Merită o masă CNC cu plasmă pentru o mică afacere?
Aritmetică simplă: dacă atelierul dumneavoastră comandă în prezent tăiere, iar cheltuielile externalizate depășesc aproximativ 3,000 USD pe lună, o masă cu plasmă CNC industrială de 4×8 pe un Powermax 85 se amortizează de obicei în 18-30 de luni — inclusiv amortizarea consumabilelor, software-ului și a instruirii operatorilor. Comparație între industria Esprit Automation și industria automatizării raportează o recuperare a investiției de 2-3 ani ca medie industrială pentru echipamentele cu plasmă, față de aproximativ cinci ani pentru echipamentele cu laser cu fibră de capacitate comparabilă. Dacă cheltuielile externalizate cu tăierea sunt sub 1,500 USD/lună, o masă stă nefolosită și calculele nu funcționează niciodată.
Testul cu trei întrebări pentru investițiile industriale în plasmă
O întrebare de filtrare binară pe care am dezvoltat-o pentru cumpărătorii care compară echipamentele de nivel industrial cu afirmațiile de marketing ale echipamentelor de nivel entry-level:
- Ciclu de funcționare – va funcționa masa mai mult de două ore pe schimb? Dacă da, specificațiile rulmenților și motorului de pe mesele de bază nu reușesc să susțină această sarcină. Sunt necesare un portal ranforsat și un servomotor industrial.
- Toleranță – piesele alimentează în aval sudură, prelucrare sau asamblare unde o abatere pozițională de peste 0.020 in provoacă refacerea lucrărilor? Când da, tabelele de introducere acționate de drivere pas cu pas nu îndeplinesc specificațiile.
- Costul pe durata de viață – este tabelul specificat pentru o producție de peste cinci ani? Când da, rigiditatea cadrului, rețeaua de furnizare a pieselor și locația în garanție contează mult mai mult decât prețul de listă.
Dacă două din trei răspunsuri sunt afirmative, o masă de calitate industrială este justificată. Dacă este vorba doar de unul, o masă de bază poate fi suficientă timp de 18-24 de luni înainte de următoarea decizie de cumpărare. Dacă nu există niciun răspuns, achiziționați o masă pentru hobby-uri.
✔ Putere de calitate industrială
- Cadru din oțel sudat, deformare redusă a portalului la viteză mare
- Servomotor cu angrenaj planetar, repetabilitate ±0.005
- Standard THC cu feedback de tensiune în buclă închisă
- Conceput pentru fiabilitate în producție în două schimburi
- Lanțul de aprovizionare cu consumabile în garanție, denumit OEM
⚠️ Limite pentru nivelul de amator
- Extrudarea din aluminiu prinsă cu șuruburi se flexează în timpul schimbărilor de direcție
- Acționări pas cu pas, risc de pierdere a treptelor, ±0.020 în deviație tipică
- THC adesea opțional, doar ohmic pe mesele mai ieftine
- Construit pentru două până la patru ore de tăiere săptămânală
- Risc de consumabile aftermarket, înlocuire lentă a pieselor
Un risc pe care nicio listare comercială nu îl va semnala: stocul învechit al furnizorilor și colapsul disponibilității pieselor. O postare din 2024 din PracticalMachinist arhivează un cumpărător care a cumpărat o masă mică de plasmă CNC și a primit un servomotor din 2009 - apoi a așteptat luni de zile pentru un înlocuitor, a pierdut un contract și a concediat un angajat. Numele era bine cunoscut, clauza anti-litigiu privind locul de garanție făcea procesul neeconomic, iar modelul de stoc învechit era aparent un model al furnizorilor. Costul pe durata de viață nu este o dezbatere despre prețurile afișate; este o dezbatere despre disponibilitatea pieselor. Pentru contextul comparativ, analiza noastră... compararea tăierii cu laser cu tăierea cu plasmă acoperă întrebări similare legate de ciclul de viață al laserului.
Ce determină costul unei mese CNC cu plasmă?
Un preț de listă anunțat pentru o masă CNC cu plasmă subestimează costul real la sfârșitul duratei de viață cu 30-60%. Cunoașterea articolelor permite obținerea unor propuneri similare și evită surprizele după avans.
- Masă de bază – portal, acționări, suprafață de lucru. Cel mai important factor de decizie aici este sudatul vs. roata cu șurub.
- Sursă de alimentare cu plasmă – adesea NU este inclusă în tabelul de bază. Un Powermax 65 SYNC costă cu 4,500-5,000 USD; un Powermax 125 costă cu 9,500-11,000 USD la prețul de listă OEM.
- Subsistem de control al înălțimii torței (THC) – adesea incluse în modelele industriale, dar doar o adăugare (800-2,500 USD) în tabelele de nivel de bază.
- Software CAD/CAM și de imbricare – SheetCAM pentru un singur utilizator costă aproximativ 400 USD; ProNest LT Unlimited costă aproximativ 3,500 USD pe viață; utilizatorii industriali Lantek și SigmaNEST costă câteva mii de utilizatori anual.
- Alimentare cu aer – cumpărătorii industriali au compresoare sub specificațiile specificate. Așteptați-vă la un rezervor de 60-80 galoane cu un motor de 5 CP la 15 CFM la minimum 90 PSI, plus un uscător de aer (clasa Tsunami + 1,500-2,000 USD) pentru o tăiere precisă.
- Reducerea fumului – o unitate de colectare descendentă adaugă 3,000-8,000 USD; reducerea fluidelor cu placă de apă este cea mai ieftină opțiune de intrare, dar limitează indexarea așa cum este descrisă mai sus.
- Transport și ambalare – ambalare locală 800-2,500 USD; transport maritim internațional 15-20% din prețul de listă, plus taxe vamale.
- Instalare și instruire pentru operatori — 1,500-5,000 USD, în funcție de deplasare și de durata petrecută la fața locului.
- Consumabile pentru primul an — electrozi, duze, inele de turbionare, scuturi. Bugetul este de 1,500-3,000 USD în primul an pentru o masă de producție dintr-o singură sursă.
| Nivelul | Plic | All-in (cu sursă de plasmă) | Cumpărător tipic |
|---|---|---|---|
| Intrare / Hobbyist | 2 × 2 până la 4 × 4 | $ 5,000 - $ 15,000 | DIY, magazin de artă, prototip |
| Profesional / Industrial ușor | 4 × 4 până la 4 × 8 | $ 18,000 - $ 45,000 | Atelier de reparații, fabrică ușoară |
| Industrial | 4 × 8 până la 6 × 12 | 45,000 $ - 120,000 $ + | Fabricație, structuri, industria auto |
| Industria grea | 6×12+ cu teșitură | 120,000 $ - 400,000 $ + | Șantier naval, echipamente grele, căi ferate |
Costul se bazează pe datele de piață din SUA din trimestrul 3 din 2025, dar prețurile pot fi diferite de cele actuale ale pieței – solicitați o ofertă de preț acum. Pentru a compara opțiunile de fabricație actuale, consultați soluții industriale de tăiere cu plasmă CNC.
Perspective despre industrie: Tendințe care vor modela tăierea cu plasmă CNC în 2025-2026

Trei tendințe influențează deciziile privind cheltuielile de capital cu plasmă CNC pentru perioada 2025-2026. Cunoașterea lor înainte de semnarea unui avans modifică configurația specificată.
Relocarea pe teritoriul țării și efectul tarifelor asupra cererii
Piața globală a mașinilor de tăiere cu plasmă CNC se situează la 707.5 milioane USD în 2025 și se preconizează că va ajunge la 1,163.5 milioane USD până în 2035 — o creștere anuală compusă (CAGR) de 5.1%. Conform Future Market Insights. Datele privind volumul căutărilor spun adevărata poveste: interogările din SUA pentru „masă CNC cu plasmă” au crescut cu aproximativ 50% în septembrie 2025, în contrast cu valoarea inițială din trimestrul 1-T2 – mult mai rapid decât piața, indicând o creștere a volumului de căutări care poate fi atribuită unei renașteri a digitalizării atelierelor mici și a relocalizării metalelor ca răspuns la recentele modificări tarifare; acest lucru indică faptul că capacitatea de producție, determinată de o schimbare de relocalizare, intră de fapt mai repede decât se menționează în datele publice de piață și se poate aștepta ca termenele de livrare să se extindă pentru modelele viitoare din clasa industrială.
Poziționarea cu plasmă vs. laser cu fibră la limita de grosime
Laserele cu fibră continuă să afecteze anvelopa plasmei pentru plăci subțiri și medii sub 25 mm în oțelul ușor; peste 25 mm, plasma încă câștigă la cheltuielile de capital și la costurile de operare, iar jetul de apă este o alternativă peste limita plasmei. În 2025, dezvoltarea mai puțin evidentă este pe axa productivității: fabricanții care au ambele opțiuni tehnologice raportează că aleg în mod constant laserul chiar și în producțiile în care plasma câștigă la cheltuielile de capital, deoarece manoperele de curățare a zgurii pe serii lungi de piese (în special în oțelul inoxidabil) domină total calculul hardware-ului per piesă. Atelierele cu tehnologie duală sunt acum comune. Dacă produceți piese din oțel inoxidabil cu grosimea de la 12 la ¼ inch, modelați explicit manoperele de prelucrare a zgurii înainte de a alege doar plasma.
Imbricare asistată de inteligență artificială și integrare multi-tabelă
ProNest, Lantek și SigmaNEST au lansat nesting bazat pe învățare automată în perioada 2024-2025. Din punct de vedere operațional, cifra este de 8-15% recuperare suplimentară a stocurilor față de nesting-ul automat fără învățare automată – o reducere permanentă a costurilor de operare. Dacă planificați cheltuieli de capital în acest an, întrebați furnizorii dacă nesting-ul lor automat este inclus în configurator sau este un upgrade; până în 2027, probabil că va fi o funcție standard, mai degrabă decât o caracteristică premium. Operațiunile din aval, cum ar fi sudarea, beneficiază și ele de margini mai curate ale pieselor – prezentarea noastră generală a... procese de sudare în aval discută despre propagarea calității cuibului.
Întrebări frecvente

Î: La ce se folosește o masă de plasma CNC?
Vezi răspunsul
Î: Poate o masă cu plasmă CNC să taie aluminiu?
Vezi răspunsul
Î: Care este grosimea maximă a plăcii pe care o poate tăia o masă CNC cu plasmă?
Vezi răspunsul
Î: Cât costă o masă industrială de prelucrare cu plasmă CNC?
Vezi răspunsul
Î: Este mai bună o masă cu apă freatică sau o masă cu șipci (cu tiraj descendent)?
Vezi răspunsul
Specificați masa cu plasmă CNC potrivită pentru atelierul dumneavoastră
RESIZE produce soluții industriale de tăiere cu plasmă CNC pentru ateliere de fabricație, structuri și echipamente grele.
Solicitați o ofertă pentru soluții industriale CNC cu plasmă →
Despre această analiză
Sursele pentru acest articol includ diagramele de tăiere Hypertherm Powermax, îndrumările OSHA 1926.353 și NIOSH privind cromul hexavalent, perspectivele FMA Fabrinomics, raportul Future Market Insights 2025 privind piața plasmei CNC și un fir de discuție despre forumul producătorilor de pe PracticalMachinist care documentează experiența reală de cumpărare a meselor CNC cu plasmă. Prețurile se bazează pe piața americană din trimestrul 3 2025 și sunt verificate de echipa de ingineri RESIZE pentru a le oferi valoare producătorilor industriali.
Articole pe aceeaşi temă
- Tăiere cu plasmă vs. tăiere cu laser — alegerea metodei potrivite de tăiere
- Tăiere cu laser vs. plasmă vs. jet de apă — o comparație a trei tehnologii
- Ce este o mașină de tăiere cu plasmă — principii și proces
- Ghidul complet pentru echipamentele de manipulare a sudurii
- Ghidul complet pentru sudarea rotatoarelor
Referințe și surse
- OSHA 29 CFR 1926.353 — Ventilație și protecție la sudare, tăiere și încălzire — Departamentul Muncii din SUA, Administrația pentru Securitate și Sănătate în Muncă
- Publicația NIOSH 2013-128 — Criterii pentru un standard recomandat: Expunerea ocupațională la crom hexavalent — Centrele pentru Controlul și Prevenirea Bolilor din SUA
- Riscuri pentru sănătate legate de sudură și tăiere — îndrumări NIOSH pe această temă — Centrele pentru Controlul și Prevenirea Bolilor din SUA
- Control numeric computerizat — intrare în enciclopedie - Wikipedia
- Perspective macroeconomice pentru 2024 (Fabrinomics) — Asociația Internațională a Fabricatorilor și Producătorilor
- Recapitulare FABTECH 2024 — panelul industriei prelucrării metalelor privește spre 2025 — Fabricatorul
- Prognoza pieței mașinilor de tăiere cu plasmă CNC 2025-2035 — Perspective viitoare asupra pieței
- Tăiere cu laser vs. tăiere cu plasmă — comparație OEM industrială — Automatizare Esprit









{kind=link}
{kind=link}
{kind=link}
{kind=link}