
本指南涵蓋了製造專業人員所需做的所有決定:四種機器類型、經過驗證的斜角及規範參考、與角磨機的性能比較、材料相容性要求,以及適用於任何專案或採購決策的五因素選擇矩陣。
尺寸調整銑削和倒角機-主要規格
| 參數 | 規格 |
|---|---|
| 材料相容性 | 鋼、不銹鋼、鋁、聚氯乙烯、複合材料 |
| 切割角度(可調式) | 15°,30°,45°,60°,75° |
| 最大切割深度 | 0–25毫米 |
| 最大邊寬 | 35 mm |
| 輸出功率 | 2.8千瓦電動機 |
| 速度範圍 | 2,000–6,000 轉 |
| 便攜式單元重量 | 18–32 公斤 |
| 價格範圍(管道機械) | $ 1,565- $ 31,000 |
| 安全特性 | 緊急停止裝置,防震系統 |
什麼是倒角工具?它的工作原理是什麼?

什麼是倒角機?
倒角機是一種電動精密切割設備,用於在任何金屬板材、鋼管或結構件的邊緣形成稱為倒角或斜角的傾斜角度。與使用磨損去除材料的圓盤磨床不同,專用倒角工具能夠通過一次乾淨利落的剪切,一次徹底切割材料。該機器配備內建硬質合金刀片的旋轉刀頭,可按照預設角度或調整角度進行倒角。
這種方法非常簡單:將工件夾緊或將工具機底座壓在工件邊緣,使用刀片以預定的斜角加工金屬,並以恆定深度進給刀具。這樣就能得到尺寸精確的輪廓,無需進一步研磨、驗證角度或去除毛刺,即可直接進行組裝(前提是工具機已正確調整)。
可調式切割角度(15-75°)、可調式轉速以優化加工速度,以及可互換的刀頭系統(能夠進行斜角銑削、倒角、去毛邊和圓角銑削)現已成為標準配置。此工具可輕鬆完成從結構鋼焊接接頭預處理到更換刀頭進行等離子切割去毛邊等一系列加工任務。
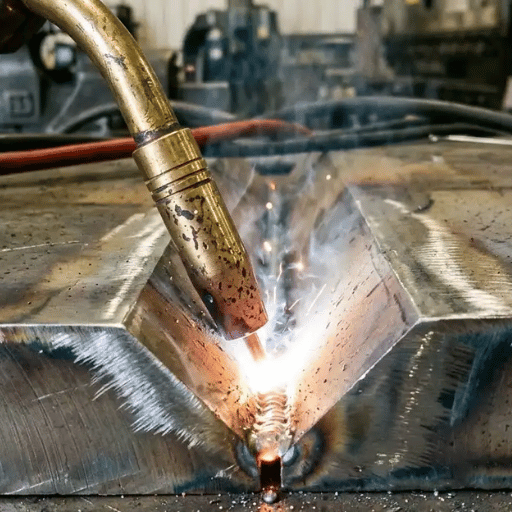
斜面工具是做什麼用的?
倒角工具以預定的角度對金屬邊緣進行減薄和修整;此工藝可產生傾斜表面,用於焊接接頭準備、邊緣精加工或組裝。在焊接準備過程中,倒角可形成所需根部接頭的坡口幾何形狀,例如 V 形、J 形或斜槽,焊絲可由此進入,確保焊縫根部牢固焊接。倒角工具可對鋼和不銹鋼進行邊緣處理,消除邊緣切割的風險,並為後續任何精加工工藝的最佳粘合效果做好準備,可處理幾毫米至 35 毫米的邊緣寬度,角度可在 15° 至 75° 之間調節。適用材料包括鋼、不銹鋼、鋁、銅、PVC 管材和工程複合材料。
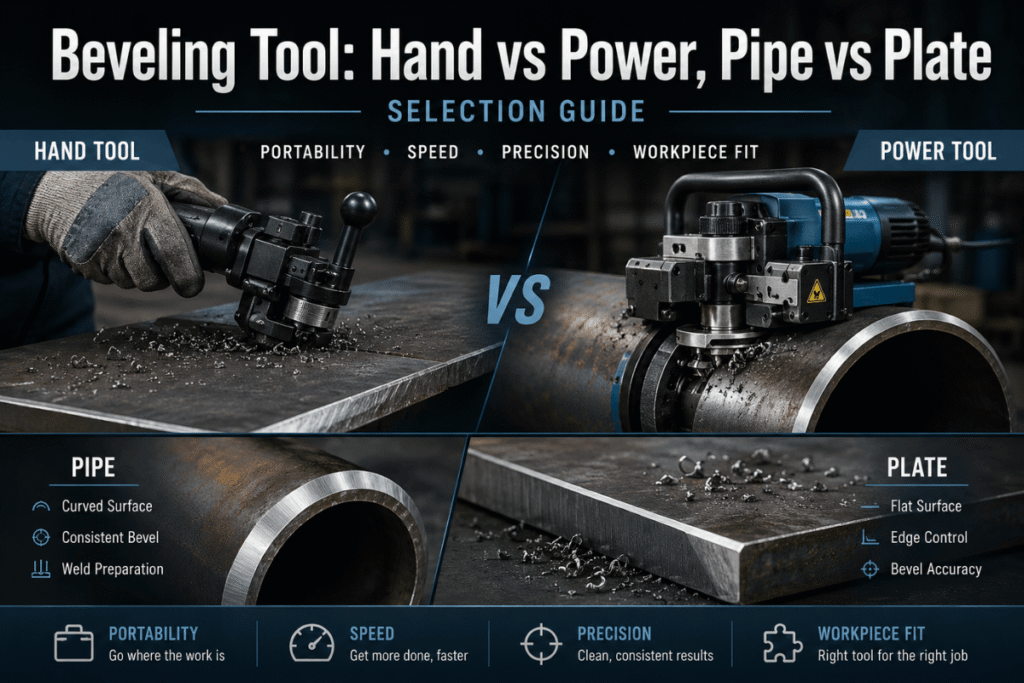
坡口機類型:板材坡口機、管材坡口機、手提式坡口機及固定式坡口機

倒角機可分為四大類:選擇取決於工件的幾何形狀和生產環境(生產現場或車間)。選擇不當意味著成本增加、與操作條件不相容,或兩者兼而有之(例如,小型手持式、功能有限的倒角機不適合在大板材上切割長倒角,而油田維修隊也無法在作業現場使用它)。
什麼工具可以做出斜邊?
倒角邊緣的加工通常使用以下四種專用機械之一:管材倒角機(用於管材和管端);板材倒角機(用於平板金屬和板材);手持式便攜式倒角工具(用於現場作業和定位接頭);或固定式數控銑床(用於批量生產)。作為一種低成本的替代方案,角磨機(包括專為倒角設計的角磨機附件套件)偶爾也用於一些小型、非規範要求的作業。然而,只有使用專業的倒角機才能可靠地加工出符合 AWS D1.1、ASME B31.3 和 API 1104 等規範要求的一致且可重複的槽形。
| 機器的種類 | 主要應用 | 容量 | 電力 | 價格範圍 |
|---|---|---|---|---|
| 管道坡口機 | 管道和管端焊接準備 | 0.5″–60″ 外徑 | 電動/氣動/液壓 | $ 1,565- $ 31,000 |
| 板材倒角機 | 平板和金屬薄板邊緣 | 厚度為 1–35 毫米的板材 | 電力 1.5–3 千瓦 | $ 2,000- $ 10,000 |
| 便攜式手持倒角機 | 現場定位及維修工作 | 所有邊緣幾何形狀 | 電動、無線 18V、氣動 | $ 650- $ 3,500 |
| 固定式/CNC銑床 | 大批量車間生產 | 由機器台固定 | 電力 3–15 千瓦 | $15,000–$100,000+ |
有關完整技術規格的更多詳細信息,特別是關於管道直徑、切割角度規格以及設備適用的材料和材料切割數據,可在我們產品系列的相關產品頁面上找到。 銑削和倒角機用於管道和結構板的s..
✓ 手提式倒角工具 — 優勢
- 可在任何位置操作-頭頂、垂直、水平
- 18V 無線型號無需市電
- 快速調動人員進行管道維修和現場作業
- 與固定式機器相比,資本成本較低
⚠ 手提式倒角工具 — 局限性
- 最大切削深度低於固定式工具機。
- 電池容量限制了持續高扭力運行
- 操作技術會影響曲面上的一致性
- 請注意,我們的重型系列產品不適用於對非常厚的板材進行倒角,也不適用於對具有復合曲線的特別複雜的接頭進行倒角。
焊接接頭準備的標準坡口角度:30°、37.5°、45° 和 60°
特定焊縫的坡口角度規格由適用的焊接標準規定,絕不能由焊接車間自行決定。如果焊接角度錯誤,或在焊接過程中偏差超出允許公差範圍,則該焊縫不合格,需要進行修復。
以下是常見接頭類型預先認證溝槽角度的總和。 AWS D1.1 結構焊接規範 — 鋼結構適用於非管狀連接。
| 斜角 | 溝槽類型 | 過程 | AWS D1.1 關節 | 典型用途 |
|---|---|---|---|---|
| 45° | 單V形槽、斜槽、J形槽、U形槽(CJP) | SMAW(棒材) | B-U2a、B-U4a、B-U8、B-U6 | 結構鋼、橋樑、壓力容器 |
| 30° | 斜槽、J 型槽 (CJP) | 熔化極氣體保護焊/藥芯焊絲電弧焊 | B-U4a-GF,B-U8-GF | 鈑金、輕型結構件、送線生產 |
| 60° | 單V CJP(背面鑿刻),斜面 PJP | 手工電弧焊/埋弧焊 | B-U2,BC-P2 | 厚板埋弧焊 |
| 37.5° | 管狀 T 型、Y 型、K 型連接(CJP,細部 B) | 手工電弧焊 | AWS D1.1 表 3.6 | 海上結構物、管狀桁架、導管架 |
⚙ 工程說明 — AWS D1.1 溝槽角度公差
在上表中根據 AWS D1.1 標準允許的溝槽角度(分別對應 CJP 和 PJP 接頭類型表中的圖 3.3 和圖 3.4),我們可以看到,可接受的溝槽角度公差為 +10°,−0°,具體細節 以及 裝配時為 +10°,−5°即使倒角角度與規定角度的偏差僅為負6°,在組裝檢驗中也屬於不合格。手動打磨通常會產生±5°至8°的角度偏差,其負偏差接近或超過裝配檢驗中-5°的限值,因此,對於任何受AWS D1.1規範約束的結構焊縫或承壓焊縫,使用角磨機進行倒角都存在違反規範的風險。
有關不同規範和管道規格中坡口角度標準的完整參考,請參閱指南。 倒角和斜角 和專用 倒角標準 的文章。
倒角工具與角磨機:焊接準備性能差距
大多數車間會使用砂輪機進行作業準備,因為它是一種極其便捷的工具,可以處理所有類型的連接和幾何形狀,而且無需特殊設定——但這種選擇僅適用於小型和非規範性作業。對於任何其他需要每班加工 15 個或更多倒角,或任何受焊接工藝規程 (WPS) 約束的連接,無論從速度、精度、操作人員健康還是規範合規性來看,砂輪機與任何真正的倒角設備之間的效率差距都巨大。
在 ConFab(堪薩斯州埃爾多拉多)的加工中心,加工人員記錄到,使用砂輪進行倒角加工的耗時從 45-90 秒縮短到使用專用倒角工具的 7-10 秒。 週期時間縮短 80-90% 對於相同的 4 公分切割幾何形狀。 除了生產效率之外,角磨機還會帶來三個方面的風險,而專用工具則可以消除這些風險:
| 尺寸 | 角磨機 | 專用倒角工具 |
|---|---|---|
| 角度精度 | ±5°–8°(取決於操作者) | ±0.5°(機器控制) |
| 表面處理 | 粗磨;需要二次研磨 | 單道焊接即可完成 |
| 振動風險(手部振動綜合症) | 3.5–6.0 公尺/秒² A(8);英國 HSE EAV 超標時間約為每天 1 小時。 | 低振動;標配防振系統 |
| 灰塵暴露 | 產生細小的可吸入二氧化矽粉塵 | 碎屑落到地上;空氣中顆粒物極少 |
| 守則合規 | 高拒收風險--5° AWS D1.1 組裝限制 | 內建符合指定角度 |
| 循環時間(15個關節/班次) | 研磨時間約 22–35 分鐘 + 檢查時間 | 約3-5分鐘(速度提高80-90%) |
何時使用專用倒角工具-決策指南
- IF 每日坡口數量≥15個接合且需符合焊接規範 → 專用倒角工具
- IF 材質為鋁或不鏽鋼 → 始終專用的工具 (研磨機切屑污染是絕對不允許的)
- IF 您的工作場所需遵守手部振動症候群 (HAVS) 或二氧化矽粉塵相關法規 → 專用倒角工具
- IF 偶爾的維修(≤5個接合/週)以及不符合規範的結構修整工作 → 角磨機可接受
「用砂輪片的話,要花太長時間才能得到好的效果。現在我一次就能做出斜面或圓角,無需任何精加工。切屑直接落到地上——沒有粉塵飛濺,也沒有手部振動綜合徵的風險。”
完整治療方案 焊接接頭準備 有關公差和組裝標準,請參閱專門指南。
如需查看機器規格,請參閱完整版。 倒角機 範圍從 RESIZE。
金屬倒角相容性:鋼、不銹鋼、鋁和PVC

倒角刀具的切削性能隨工件材料而變化。刀片類型、主軸轉速和進給速度都需要與材料的硬度、導熱性和切屑形成特性相符。
在鋁材上加工鋼材,或使用低碳鋼的加工速度設定加工不銹鋼,都會導致幾何誤差、刀片壽命縮短,在某些情況下還會導致影響焊接的表面污染。
| 材料 | 插入類型 | 共同的挑戰 | 解決方案 |
|---|---|---|---|
| 軟鋼 | 標準硬質合金刀片 | 高矽等級材料的磨損 | 使用等級匹配的硬質合金;每 4-8 小時檢查一次 |
| 不銹鋼 | 塗層碳化物(TiAlN) | 低進給速率下的加工硬化 | 低速高進給;不要停留 |
| 鋁合金 | 拋光槽塗層硬質合金 | 積屑瘤邊緣 (BUE) — 晶片黏附 | 拋光槽 + 更高的進給速度 + 切削液 |
| 銅 | 鋒利的未塗層硬質合金 | 軟糖薯片形成,塗抹 | 高正前角;避免塗層 |
| PVC管材/塑膠及複合材料 | 專用聚合物嵌件 | 高速熔化;邊緣有毛刺 | 降低轉速至較低轉速範圍;鋒利的刀片必不可少 |
⚙ 工程說明 — 鋁製複合邊緣 (BUE)
使用標準硬質合金刀片對鋁材進行倒角時,鋁材會微焊接在切割刃上-這種現象稱為積屑瘤(BUE)。黏附的材料會改變有效的切削幾何形狀,導致倒角角度不正確,表面粗糙不平。
解決方法:使用專為有色金屬切削設計的拋光槽塗層硬質合金刀片,採用較高的進給速度,以便在切屑粘附形成之前將其排出,並在刀片尖端塗抹一層薄薄的切削液。使用角磨機對鋁材進行焊接前處理會進一步加劇這個問題——磨削產生的火花會將鐵屑嵌入鋁材表面,這些鐵屑會在熔合過程中引發焊接氣孔。
工業應用:倒角刀具至關重要的應用場景

在所有金屬連接並承受持續載荷的行業中,都會使用倒角工具——但在四個行業中,正確的倒角準備是一項監管要求,而不是一種品質偏好。
在這些環境中,不合格的坡口意味著焊接不合格、結構不合格,並且在承壓系統中,也會導致災難性的故障風險。
石油天然氣-管道
標準:API 1104(輸氣管管),ASME B31.3(製程管路)。現場接頭需要對管端進行坡口處理,以確保管根完全穿透。
角度偏差超出公差範圍需要切割並重新焊接,這將產生成本。
造船和海洋工程
標準:EN 1090(歐洲),AS/NZS 2980(澳洲)。船體結構件的船體鋼板倒角決定了其在動態波浪負荷下的疲勞壽命。
倒角精度決定分類檢驗的合格/不合格。
鋼結構施工
標準:AWS D1.1。地震區中的力矩連接需要經過驗證的 CJP 坡口焊縫,其精確的坡口幾何形狀需經第三方檢驗確認符合已核准的 WPS。
航空航天和工業製造
標準:AWS D1.2(鋁結構),以及專有OEM規範。鈦和鋁焊接前的準備工作要求坡口無污染。專用工具可消除碳鋼砂輪片帶來的鐵屑污染風險。
現場案例—德克薩斯州博蒙特管道維修
在德克薩斯州博蒙特附近,一個由兩人組成的管道維護小組正在對一根6英寸的40號管壁厚度(Sch 40)碳鋼管道進行作業,現場沒有電網供電。當他們使用一台配備大容量電池組的18伏特無線管道坡口機時,僅用了38分鐘就完成了12個接頭的坡口處理——而如果使用手動研磨機,預計需要2個半小時。
承包商一次性通過了 API 1104 檢驗,無需支付 4,200 美元的柴油發電機遠端安裝費用。
有關相關的金屬切割應用,請參閱 RESIZE 的 等離子切割機完整的管道直徑規格請參閱… 重新調整尺寸銑削和倒角機 產品頁面。
如何選擇合適的倒角工具:五因素選擇矩陣

為您的專案或工地選擇合適的工具並非僅僅考慮預算——僅憑價格選擇錯誤的機器會導致操作問題,造成返工和延誤,從而增加成本。這種精密切割工具必須與您的材料、接縫體積、角度規格和監管環境相匹配。以下是一個五因素矩陣,在進行任何資本設備決策、租賃規格製定或專案採購之前,請使用此矩陣:
| # | 因子 | 新舊程度 | 推薦 |
|---|---|---|---|
| 1 | 工件材質 | 不銹鋼或鋁 | 必須使用專用工具-研磨機污染這些材料是不可接受的。 |
| 2 | 材料厚度 | 0–12 毫米 → 手持式;12–35 毫米 → 手提式機器;>35 毫米 → 固定式 | 根據厚度選擇合適的切割深度;RESIZE 範圍涵蓋 0–25 毫米深度。 |
| 3 | 可移植性要求 | 野外作業或無電網供電 | 可使用18V無線或氣動工具;在進行遠端管道或維護作業時,請避免使用僅限有線工具。 |
| 4 | 電源 | 車間 → 電動(2.8 kW);遙控器 → 無線 18V / 氣動 / 液壓 | 電動用於連續生產;液壓用於海底或危險區域環境 |
| 5 | 日產量 | ≤5/週 → 手動;≥10/天 → 電動;≥50/天 → 自動化/數控 | 如果每天加工 10 個以上的接頭,以標準加工人工費率計算,電動倒角工具的投資回報期通常不到 6 個月。 |
如需查看 RESIZE 全系列產品在所有五個因素上的對比情況——從便攜式無線設備到大批量固定式機器,每款產品均以包含刀片和配件的完整工具包形式發貨——請參閱以下內容: 調整倒角工具系列.
常見的倒角錯誤及避免方法

在各種規模的加工車間裡,焊接返工成本的大部分並非源自於實際焊接過程,而是源自於焊接前的接頭準備。至少有五類坡口錯誤造成了大部分的返工成本。
倒角時常見的錯誤有哪些?
最昂貴的五大坡口焊接缺陷包括:坡口角度超出規範允許範圍(通常是由於手工打磨而沒有機械導向);坡口角度因在管道圓週上形成不同根部寬度而“搖擺”,從而導致根部開口規定不一;坡口後未去除毛刺,導致毛刺進入熔池形成夾雜物缺陷;在規範的坡口焊縫上使用角磨機,導致毛刺進入熔池形成夾雜物缺陷;在規範的坡口焊縫上使用角磨機,. 5度組裝限制;以及使用碳鋼砂輪打磨不銹鋼或鋁,導致鋼屑嵌入,形成肉眼無法察覺但可透過射線照相或超音波檢測發現的次表面氣孔,此時只能將整個接頭打磨掉並重新焊接。
⚠ 錯誤 1 — 斜角錯誤
後果:焊縫根部至外表面完全未熔合失效。測試結果判定為報廢,然後拆除並重新焊接。
預防措施:確保使用能夠加工出WPS規定角度的專用倒角機。在開始任何生產之前,應使用倒角儀進行雙重檢查。
⚠ 錯誤 2 — 根麵寬度不一致
後果:圓管根部開口不均勻,周向根部通道孔隙率不均勻,以及未熔合(3:00,9:00)
預防措施:在夾緊任何管道之前,請檢查管道的圓度。在四個位置(12、3、6、9)檢查管根麵。 ASME B31.3 標準允許管道圓度的最大偏差為週長 1/32 英吋。
⚠ 錯誤 3 — 跳過去毛邊步驟
後果:在坡口加工過程中產生的金屬毛邊進入熔池。導致金屬夾雜物缺陷體積檢測不合格。
焊接前處理:焊接前對焊接邊緣進行倒角或去毛邊處理。每個焊接的處理時間不到30秒,即可大幅降低射線照相中出現夾雜物的風險。
⚠ 錯誤 4 — 在規範要求的焊接處使用角磨機
效果:手工研磨的差異為 5 至 8,超過了 AWS D1.1 標準中規定的配合公差,5. 需要修正接頭或重新驗證 WPS。
預防措施:任何符合 AWS D1.1、ASME 或 API 標準的坡口焊接都需要特殊的焊接流程-使用自動坡口機。砂輪機只能用於去除焊點以及進行非規範要求的修整。
⚠ 錯誤五:不鏽鋼或鋁製品的交叉污染
效果:鋼盤產生的鐵粉進入不銹鋼表面,形成微焊接夾雜沉積物,受力時導致焊接腐蝕/點蝕和氣孔。
不要使用在碳鋼上加工過的砂輪片來加工不銹鋼或鋁材。市面上確實有專門用於非鐵金屬倒角的砂輪片。車間裡應該將碳鋼和不銹鋼的加工區域分開。
案例:休士頓結構製造公司-無損檢測不合格
休士頓一家結構鋼加工廠在常規超音波檢測氣孔方面經驗豐富,但此次檢測發現,所有已完成的焊接中有14%存在這種表面下缺陷,原因是7個不符合規範的坡口,這些坡口是使用角磨機加工45度角坡口造成的。所有採用這種坡口加工方式的接頭,均按照AWS D1.1標準進行檢驗,但都被該廠的第三方檢驗機構拒收,需要對約23個接頭進行返工和復檢,返工成本高達18,000美元。所有被拒收的接頭都被發現是用手持式角磨機加工的坡口。
因此,該公司修改了程序,要求所有受規範約束的項目的坡口焊接準備工作都必須使用經批准的坡口加工機械來完成。
便攜式和無線斜切電動工具:2026 年產業展望

如今,斜切工具市場正在經歷向無線、電池供電平台的結構性轉變——這主要受建築工地移動性要求、歐洲和北美日益嚴格的HAVS法規以及跨行業採用專業18V電池系統所驅動,這些系統現在可以在同一平台上為從電鑽到斜切機的所有工具提供動力。
+ 457%
便攜式倒角機年比搜尋需求(2025 年)
+ 42%
板材坡口機年比搜尋需求成長(2025 年)
$ 150M
手提式倒角機市場規模(2025年);預測2034年將達到220億美元(Verified Market Reports)
便攜式倒角機市場2026-2034年複合年增長率
如今,無線電動工具領域正引領專業電動工具品類的創新發展。博世(PROFACTOR)、Fein(AMPShare 18V)和麥水保等品牌已推出搭載各自專屬電池平台的全新無線斜切機,專業加工產業的無線電動工具普及率也持續維持著每年15%的成長動能。同時,所有直線斜切機(包括有線和固定式機型)預計將繼續以6.5%的複合年增長率成長,到2033年市場規模將達到約2.4億台。
監管壓力也加速了這一轉變:英國健康與安全執行局 (HSE) 的手振動症候群 (HAVS) 指南明確指出,旋轉式砂輪機在每天使用約一小時後,其振動水平將達到暴露行動值 (EAV)——2.5 m/s² A(8),這要求雇主採取行動。相較之下,採用內建防振技術的電池驅動式倒角機在日常使用中振動水平將遠低於該值。
2026 年行動建議: 每班次加工10個或以上坡口接頭的加工廠應考慮使用18V無線或電動坡口機直接取代基於角磨機的焊接準備工作流程。目前的設備定價是在平台整合之前製定的——整個細分市場正以6.5%的複合年增長率增長,預計到2027年,隨著主要電池平台吸收專業工具類別,價格將會上漲。有關當前機器選項和定價,請參閱[此處應插入相關連結]。 調整倒角工具系列.
常見問題——倒角工具相關問題解答
斜面是什麼樣子的?
什麼是斜邊?
斜邊是指在金屬件末端切割出的傾斜或有角度的表面,通常用於形成清晰可見的斜面。這與方正的90度直角切割形成對比。常見的斜角為30度、45度或60度。
在需要焊接在一起的管端,兩個管端都有匹配的斜角,在組裝時會相遇,形成 V 形槽。
倒角和斜切有什麼差別?
倒角和斜角加工有什麼差別?
斜面加工是指在整個表面上進行更深的切削,用於在內緣或外緣形成深V形,以便進行全熔透焊接。與倒角相比,斜面加工的深度需要去除更多的材料。斜面加工機可以選擇使用斜面切割頭或倒角切割頭,許多現代斜面加工機都配備可互換的切割頭,因此在車間環境中,同一工具即可用於兩種加工操作。
如需進行完整的技術比較,請參閱指南。 倒角和斜角.
倒角工具可以用來去毛邊嗎?
倒角機也能進行倒角或去毛邊嗎?
是的,配備可互換刀頭系統的倒角機通常也帶有去毛邊和倒角刀片,這樣操作人員只需更換刀頭,即可完成鑽孔、切割管端或銑削平面等工序,並隨後進行去毛刺處理——無需其他輔助工具。將此功能與您的倒角刀頭搭配使用,即可避免購買昂貴的專用設備或可能不常用的輔助工具。這減少了車間所需的設備數量,從而降低了整體投資。
焊接的標準坡口角度是多少?
結構鋼常用的倒角角度有哪些?
對於採用手工電弧焊 (SMAW) 焊接鋼材的全熔透焊接接頭,最常見的預認證坡口角度是 45°,適用於單坡口 V 形坡口、J 形坡口、U 形坡口和 H 形坡口的單 CJP 接頭(符合 AWS D1.1 標準)。對於 V 形坡口的雙坡口,其包含角為 90°。熔化極氣體保護焊 (GMAW) 和藥芯焊絲電弧焊 (FCAW) 方法在單坡口 CJP 接頭上使用 30° 坡口(符合 AWS D1.1 標準);圓形 T 形、Y 形和 K 形連接的最小接頭角度為 37.5°(符合 CJ D1.1 表 3.6 焊板尺寸,符合 CJ D1.1 表厚的標準);接頭使用 60° 坡口(符合 AWS D1.1 標準);對於結構碳鋼,在沒有相關規範的情況下,通常採用 45° 的業界標準坡口。根據 AWS D1.1 標準,焊接狀態下坡口角度的公差為 +10 / 0,在組裝狀態下坡口角度的公差為 +10 / 5,這是無損檢測前的可接受範圍;任何偏離此公差範圍的情況都將無法通過規範檢驗。
硬質合金倒角刀片的使用壽命有多長?
硬質合金刀片可以使用多少小時?
這真是個價值百萬美元的問題!然而,刀片的典型壽命很大程度上取決於被加工的材料和特定的加工參數:對於碳鋼,在合適的切削速度下,每個刀片預計可使用 4-8 小時;對於碳含量極低或無碳且經過加工硬化的鋼材,每個刀片可使用 2-4 小時;對於鋁材,使用拋光刀片並採用正確的潤滑工藝,每個刀片可使用 8-12 小時。當需要施加更大的切割力、加工表面品質下降或使用量角器測量的檢查角度偏離預設尺寸時,硬質合金刀片的磨損就會顯現出來。使用硬質合金刀具的斜面加工機床的一個顯著優勢是:4.0-4.50 毫米的刀片,未塗層刀片的價格約為 4-8 美元,而塗層刀片的價格則在 15-25 美元以上。
與返工成本相比,如果焊接檢驗因磨損的嵌件未在 2 小時前更換而導致幾何形狀錯誤,則節省的成本是巨大的。
參考文獻和來源
- AWS D1.1 結構焊接規範 — 鋼結構 (一級-美國政府法律檔案)
- 英國健康與安全執行局:手部振動指南 (1級)
- 美國職業安全與健康管理局 (OSHA) 可吸入結晶二氧化矽標準 (1級)
- ASME B31.3 製程管路規範 (2級)
- API 1104:管道及相關設施的焊接 (2級)
關於本指南:本文由 RESIZE 工程團隊編寫,旨在協助製造專業人員確定正確的坡口工具和焊接準備方法。 RESIZE 為結構鋼、石油天然氣管道和造船廠提供工業銑削和坡口設備。本文所包含的坡口角度資料來自 AWS D1.1 和英國 HSE 指令的公開版本。
對於承壓應用和其他安全關鍵型應用,請務必參考最新版本。
由 RESIZE 工程團隊審查——該團隊是為造船、石油天然氣管道和結構鋼製造行業生產工業銑削和倒角機的製造商。









{kind=link}
{kind=link}
{kind=link}
{kind=link}