
Schweißarbeiten werden in verschiedenen Bereichen, vom Bauwesen bis zur Automobilfertigung, mit höchster Präzision und Geschicklichkeit durchgeführt, da beides die strukturelle Integrität und optimale Funktionalität von Metallteilen gewährleistet. Die Struktur eines Schweißsystems und die Qualität der Schweißnaht selbst hängen daher von zahlreichen Faktoren ab, die eng miteinander verknüpft sind. Einer dieser Hauptfaktoren ist die Schweißposition. Grundsätzlich gibt es vier Arten des Schweißens (Schweißpositionen). Die Schweißpraktiken dieser Positionen basieren in der Regel auf individuellen Lern- und Anwendungserfahrungen. Für angehende Schweißer ist es daher unerlässlich, die verschiedenen Schweißpositionen zu verstehen, um Schweißtechniken und Produktionsprozesse optimal zu nutzen. Dieser Artikel beschreibt die vier Schweißarten und erläutert die jeweiligen Einstellungen, Bedingungen, Konfigurationen, Herausforderungen und Best Practices. Er richtet sich an angehende Schweißer, die mehr über die Vorteile dieser Positionen erfahren möchten, sowie an Branchenexperten, die von den Informationen profitieren können.
Einführung in Schweißpositionen
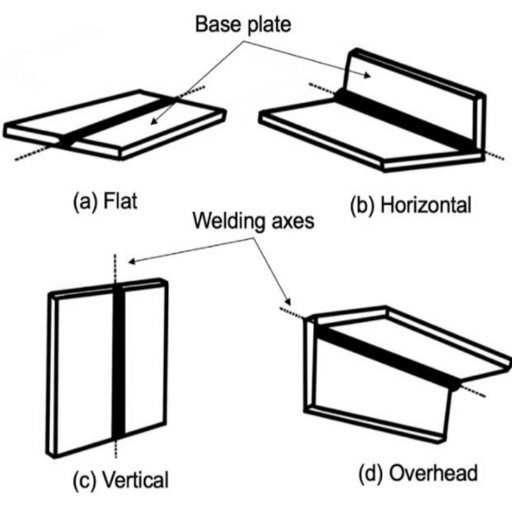
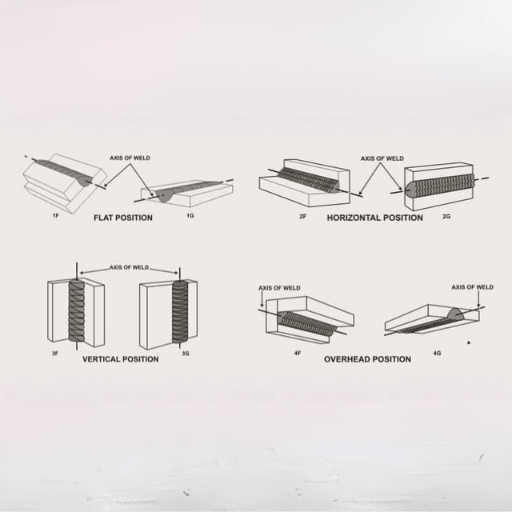
Schweißpositionen bezeichnen bestimmte Winkelpositionen, in denen der Schweißer arbeitet, um zwei Werkstoffe effektiv zu verschweißen. Die vier gängigen Positionen sind: Flach-, Horizontal-, Vertikal- und Überkopfschweißen. Die Bezeichnung dieser Positionen hängt vom Winkel und der Ausrichtung der Schweißnaht zum Schweißer und gegebenenfalls zum Untergrund ab. Jede Schweißposition birgt spezifische Herausforderungen hinsichtlich der Kontrolle über das flüssige Metall, um eine gleichmäßige Schweißnaht zu gewährleisten. Daher ist es unerlässlich, alle diese Schweißpositionen genau zu verstehen, um effiziente und zuverlässige Schweißnähte für vielfältige technische Anwendungen herzustellen.
Schlüssel zum Mitnehmen
Die Beherrschung der vier primären Schweißpositionen – Flach, Horizontal, Vertikal und Überkopf – ist unerlässlich, um die strukturelle Integrität bei unterschiedlichsten Ingenieur- und Bauanwendungen zu gewährleisten.
Die Bedeutung der Schweißpositionen verstehen
Die Schweißposition spielt eine entscheidende Rolle für die Qualität und die strukturelle Integrität der Schweißnaht. Jede Position erfordert bestimmte Techniken, Einstellungen der Schweißausrüstung und das erforderliche Können, um eine optimale Verschmelzung und guten Einbrand zu gewährleisten. Die Flachposition ist beispielsweise die einfachste und effektivste, da die Schwerkraft maßgeblich dazu beiträgt, dass das geschmolzene Metall gleichmäßig abläuft. Die Überkopfposition hingegen erfordert eine umfassende Kontrolle, um der Schwerkraft entgegenzuwirken und Fehler wie Schlackeneinschlüsse oder Porosität zu vermeiden. Schweißer beherrschen die verschiedenen Schweißtechniken und -positionen, da sie diese alle kennen müssen. Die Fähigkeit, jede Position sicher auszuführen, gehört zu den wichtigsten Eigenschaften eines Schweißers, insbesondere in der Luft- und Raumfahrtindustrie.
Übersicht der 4 Grundschweißpositionen
Die vier gängigen Schweißpositionen sind Flach-, Horizontal-, Vertikal- und Überkopfschweißen. Jede Position hat ihre spezifischen Anwendungsbereiche und technischen Herausforderungen. Die Flachposition (1G/1F) ist die am wenigsten anspruchsvolle und eignet sich daher für Anfängerübungen und Aufgaben mit hoher Abschmelzleistung. Die Horizontalposition (2G/2F) erfordert mehr Präzision, um das Schmelzbad an einer vertikalen Fläche auszugleichen. Sie ist die am häufigsten verwendete Position beim Konstruktions- und Rohrleitungsschweißen. Bei der Vertikalposition (3G/3F) wird gegen die Schwerkraft geschweißt, die je nach Technik nach oben oder unten wirkt. Diese Position wird für Arbeiten in engen Toleranzen oder in nicht rechtwinkligen Arbeitsbereichen (nicht 90°) eingesetzt. Die Überkopfposition (4G/4F) ist die anspruchsvollste Position, da der Schweißer hier das flüssige Metall über seinem Kopf bearbeiten muss. Sie wird daher für den Bau und die Reparatur von erhöhten Plattformen oder Baugruppen verwendet. Die Beherrschung dieser Positionen ist erforderlich, um die strengen Industrienormen für die Festigkeit von Schweißverbindungen zu erfüllen. Verbindliche Normen gewährleisten Härte, Stabilität und Professionalität bei den Schweißverbindungen.
Häufige Anwendungen in der Schweißindustrie
Vom Bau stabiler Konstruktionen bis zur Herstellung langlebiger Leitungen – Schweißen ist in unzähligen Branchen unverzichtbar. Im Baugewerbe wird es häufig für die Fertigung von Stahlkonstruktionen, Brücken und Rohrleitungen eingesetzt. Auch die Automobil- und Luftfahrtindustrie setzt auf Schweißen für Fahrzeugmontage, Reparaturen und die Herstellung von Hochleistungskomponenten. Im verarbeitenden Gewerbe findet Schweißen Anwendung bei der Herstellung von Maschinen, Geräten und anderen schweren Ausrüstungen. Ebenso wird es im Sanitärbereich und in der Erdölförderung für Gerüste, Kraftwerke und Systeme für erneuerbare Energien wie Windkraftanlagen verwendet. Die vielfältigen Einsatzmöglichkeiten des Schweißens unterstreichen seine zentrale Bedeutung für die Entwicklung der Infrastruktur und den technologischen Fortschritt in der globalen Wirtschaft.
Flachschweißposition
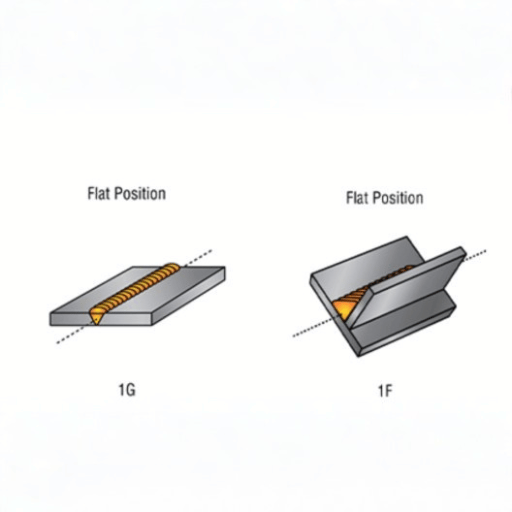
Die Flachschweißposition, auch als 1G-Position bekannt, ist die grundlegendste und am einfachsten zu erlernende Schweißposition. Dabei liegt das Werkstück horizontal auf, und die Schweißnaht wird von oben in die Fuge eingebracht. Diese Position ermöglicht glatte, ebene Oberflächen, sodass sich das flüssige Metall gleichmäßig verteilen und somit eine gleichmäßige Schweißnaht erzielen kann. Die Flachschweißposition wird aufgrund ihrer Effizienz und Einfachheit bei höheren Abschmelzleistungen eingesetzt und ist insbesondere im Stahlbau, Schiffbau und Rohrleitungsbau weit verbreitet.
Definition und Merkmale der flachen Position
Die Flachposition, auch 1G-Position genannt, zeichnet sich durch eine horizontale Schweißachse und eine nach oben gerichtete Schweißfläche aus. In dieser Position ist das Schmelzbad naturgemäß stabil, wodurch Komplikationen wie das Absacken des flüssigen Metalls oder eine ungleichmäßige Nahtbildung reduziert werden. Sie ist die optimale Position für eine präzise Kontrolle des Schweißzusatzwerkstoffs, was zu einem gleichmäßigen Einbrand und einer hohen Qualität des Endprodukts führt. Aufgrund ihrer einfachen Mechanik ist die Flachposition die effizienteste und effektivste Schweißposition, da sie für ihre Fähigkeit bekannt ist, saubere und präzise Schweißnähte bei geringer Komplexität zu erzeugen.
Anwendungen und gemeinsame Projekte
Die Flachschweißposition findet aufgrund ihrer Geschwindigkeit und Genauigkeit breite Anwendung in der Industrie. Sie kommt in vielen Bereichen zum Einsatz, beispielsweise bei der Herstellung von Stahlbauteilen, beim Schweißen von Rohrleitungen und schweren Maschinen sowie im Druckbehälterbau. Die hohe Schweißnahtqualität und die geringe Fehlerquote machen die Flachschweißposition zur optimalen Wahl für kritische Projekte wie Brückenbau, Schiffbau und industrielle Infrastrukturen. Auch in der Fertigung ist sie weit verbreitet, da sie schnelle, zuverlässige Ergebnisse bei hoher Produktionsleistung – also stets Endprodukten – ermöglicht.
Herausforderungen und Tipps für das Meistern des Flachschweißens
Die Beherrschung des Horizontalschweißens erfordert die Bewältigung zahlreicher Herausforderungen, wie z. B. die Sicherstellung einer gleichbleibenden Schweißnahtqualität, die korrekte Führung der Elektrode und die Kontrolle der Wärmeeinbringung, um Verzug und andere Defekte zu vermeiden. Andernfalls kann es zu erheblichen Hinterschneidungen, Spritzern und einem vollständigen Kontrollverlust bei Schweißarbeiten unterschiedlicher Größe kommen. Für die Effektivität von Schweißern sind Übung, Kenntnisse der technologischen Grundlagen sowie ein umfassendes Verständnis der Ausrüstung und der verwendeten Materialien unerlässlich. Die Schweißnähte müssen regelmäßig überprüft und die unternehmensinternen Richtlinien (z. B. AWS D1.1) strikt eingehalten werden, um die Qualität des Schweißprozesses bei horizontalen Anwendungen zu gewährleisten.
Horizontale Schweißposition
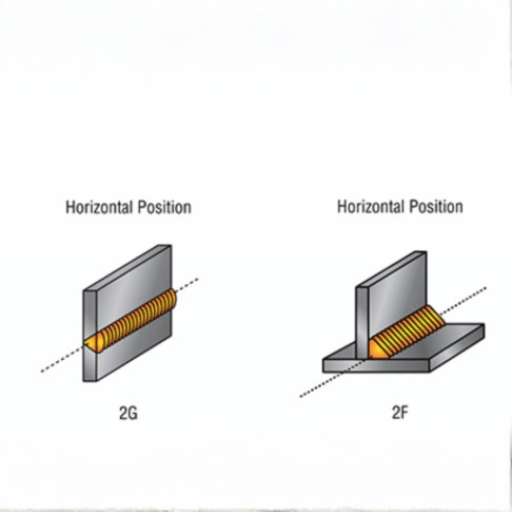
Beim Horizontalschweißen wird in horizontalen Achsen, aber an vertikalen Flächen geschweißt. Durch die Schwerkraft wirkt sich das flüssige Metall stark aus und neigt zum Verlaufen. Daher ist eine präzise Schweißtechnik unerlässlich, um eine gleichmäßige Naht zu gewährleisten. Diese Position wird hauptsächlich aufgrund der Notwendigkeit einer horizontalen Naht bei Projekten wie Lagertanks, Trägern in Konstruktionen oder anderen Bauteilen angewendet. Erfolgreiches Horizontalschweißen erfordert den korrekten Elektrodenwinkel und eine kontrollierte Schweißgeschwindigkeit, um verschiedene Fehlerarten wie Hinterschneidungen und unregelmäßige Schweißraupen zu vermeiden. Horizontalschweißen gilt als anspruchsvoller als Flachschweißen und erfordert kontinuierliches Üben, bis zufriedenstellende Ergebnisse erzielt werden.
Die horizontale Position verstehen
Die horizontale Schweißtechnik ist zwar vielseitig einsetzbar, stellt aber auch gewisse Herausforderungen dar, die vom Schweißer höchste Konzentration und Präzision erfordern. Das Hauptproblem beim Arbeiten am Morgen besteht darin, dass das flüssige Metall aufgrund der Schwerkraft unweigerlich verläuft. Um dies zu verhindern, muss die Elektrode im idealen Winkel gehalten und eine konstante Schweißgeschwindigkeit beibehalten werden. Dies führt zu einer gleichmäßigen Schweißnaht und verhindert Fehler wie Hinterschneidungen und mangelhafte Verschmelzung. Dies spielt insbesondere bei Konstruktionsarbeiten wie dem Verbinden von Trägern oder dem konstruktiven Schweißen von Tanks eine entscheidende Rolle. Die Beherrschung dieser Technik ist unerlässlich für erstklassige, zuverlässige und langlebige Schweißverbindungen.
Typische Anwendungsgebiete in verschiedenen Branchen
Das Überkopfschweißen ist in den meisten Branchen aufgrund seiner wesentlichen Vorteile für robuste und langlebige Konstruktionen weit verbreitet. Im Bauwesen wird es zum Verbinden von Stahlkonstruktionen wie Trägern, Stützen und Balken eingesetzt und gewährleistet so die strukturelle Integrität. Im Energiesektor dient das Überkopfschweißen der Konstruktion und Instandsetzung von Druckbehältern, Rohrleitungen und Lagertanks, die hohen Belastungen und extremen Beanspruchungen ausgesetzt sind. Auch im Schiffbau und in der Luft- und Raumfahrt ist das Überkopfschweißen unerlässlich für die Verbindung von Hochleistungswerkstoffen, die rauen Umgebungsbedingungen ausgesetzt sind, obwohl die Komplexität von Überkopfschweißsystemen ungewöhnliche Herausforderungen mit sich bringt. Das Überkopfschweißen ist daher in diesen anspruchsvollen Anwendungsbereichen unerlässlich für die Gewährleistung von Sicherheit, Konformität und Zuverlässigkeit.
💡
Profi-Tipp: Horizontale Technik
Um ein Durchhängen bei horizontalen Schweißnähten zu vermeiden, halten Sie einen Arbeitswinkel von 0 bis 15 Grad über der Horizontalen ein und achten Sie auf eine gleichmäßige Schweißgeschwindigkeit.
Techniken für erfolgreiches horizontales Schweißen
Für erfolgreiches Horizontalschweißen sind verschiedene Aspekte zu beachten. Ein wichtiger Faktor ist die präzise Auswahl der Elektroden, da Elektrodenart und -größe auf das Material und die Schweißbedingungen abgestimmt sein müssen. Ebenso entscheidend ist der korrekte Schweißwinkel – zwischen 0 und 15 Grad über der Horizontalen –, um Schlackeneinschlüsse und unvollständige Verschmelzung zu vermeiden. Gleichmäßiger Einbrand und ein ansprechendes Nahtbild werden durch kontrollierte Schweißgeschwindigkeit und -oszillation erreicht. Die richtige Vorbereitung, wie die Reinigung des Grundwerkstoffs und die Behebung von Passungsproblemen, garantiert eine zuverlässige Schweißverbindung. Der richtige Schutzgasdurchfluss und die Einhaltung der Spannungs- und Stromstärkeeinstellungen helfen, Herausforderungen wie Poren und Spritzerbildung zu bewältigen. Die Beherrschung dieser Techniken ermöglicht eine feste Horizontalschweißung auch unter anspruchsvollsten industriellen Bedingungen.
Vertikale Schweißposition
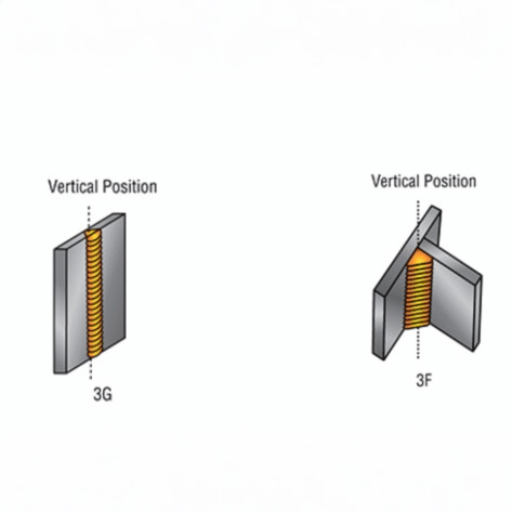
Beim Vertikalschweißen wird die Schweißnaht entlang einer vertikalen Fläche nach oben oder unten aufgetragen. Diese Schweißposition eignet sich besonders für Arbeiten an senkrechten Konstruktionen wie Wänden, Säulen oder Rohren. Vertikalschweißen kann jedoch schwierig sein, da die Schwerkraft dazu führen kann, dass das flüssige Metall abläuft oder aus der Form tropft. Der richtige Umgang mit der Elektrode, eine präzise eingestellte Schweißgeschwindigkeit und die korrekte Stromstärke sind daher unerlässlich, um bei jeder Schweißung identische Ergebnisse zu erzielen. Diese Position erfordert viel Liebe zum Detail, um ansprechende, feste und saubere Schweißnähte mit gleichmäßiger Deckschicht zu erzeugen.
Definition der vertikalen Schweißposition
Die vertikale Schweißposition bezeichnet eine Schweißtechnik, bei der die Schweißnaht entweder senkrecht oder senkrecht zum Werkstück geführt wird. Diese Position eignet sich, wenn Materialien für die Stabilität einer Konstruktion senkrecht miteinander verbunden werden müssen. Eine sehr präzise Führung ist erforderlich, um die Schwerkraft und damit ungleichmäßige Schweißnähte und andere Fehler zu vermeiden. Fachleute wissen um die Bedeutung des vertikalen Schweißens für die Industrie und bedienen damit eine Vielzahl von Anwendungsbereichen, insbesondere bei großen Strukturverbindungen, wie sie beispielsweise bei Rohrleitungen, Gebäuden und schweren Maschinen vorkommen.
Anwendungsbereiche und Projekttypen
Branchen, in denen die Langlebigkeit und Präzision von entscheidender Bedeutung sind, setzen vermehrt auf Vertikalschweißen. Anwendungsgebiete sind unter anderem Hochhäuser, komplexe Stahlkonstruktionen und Pipelines für den Öl- und Gastransport. Da es bei der Herstellung von Schwermaschinen und im Schiffbau unverzichtbar ist, besteht auch bei der Reparatur von Brücken und Lagertanks höchste Notwendigkeit dafür. Es leistet einen wesentlichen Beitrag zum Projekterfolg, indem es sicherstellt, dass alle Konstruktionen langfristig Belastungen und Umwelteinflüssen standhalten – ganz im Sinne von Sicherheit und Funktion.
⚠️ Wichtiger Hinweis
Das Schweißen von unten nach oben ist zwar schneller, führt aber zu einer geringeren Einbrandtiefe als das Schweißen von oben nach unten. Die Schweißrichtung sollte stets anhand der baulichen Anforderungen gewählt werden.
Häufige Fehler und Best Practices
Wird das Grundmaterial beim Schweißen vernachlässigt, beispielsweise durch unzureichende Reinigung oder falsche Ausrichtung, kann dies zu schwachen Verbindungen oder strukturellen Schäden führen. Ebenso häufig werden falsche Schweißverfahren gewählt, das passende Zusatzwerkstoffmaterial nicht berücksichtigt oder die falschen Arbeitsbedingungen für die Ausrüstung geschaffen. Dann kann man sich glücklich schätzen, wenn lediglich Porosität, Hinterschneidungen oder Risse als Mängel auftreten. Fehlende Schulungen oder mangelnde Kenntnisse im Bereich Arbeitssicherheit und Gesundheitsschutz beeinträchtigen die Arbeitsqualität und gefährden die Gesundheit der Arbeiter.
Diese hohen Qualitätsstandards bilden die Grundlage für jeden Schritt des Schweißprozesses, von der Oberflächenvorbereitung bis zum Entfernen von Schweißspritzern. Ein erfahrener Schweißer wählt stets die geeignete Schweißtechnik und die passenden Werkstoffe entsprechend den Projektanforderungen. Ordnungsgemäße Wartung, Einhaltung der Sicherheitsstandards und kontinuierliche Weiterbildung durch Zertifizierungen sind ebenso wichtig. Durch diese Verbesserungen und bewährten Verfahren erfüllen Schweißarbeiten ihren Zweck besser und machen die gefertigten Konstruktionen sicherer und besser an die Industriestandards angepasst.
Überkopfschweißposition
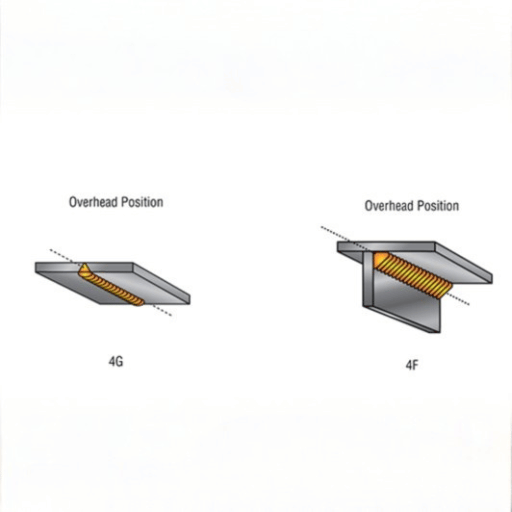
Eine häufige Schwierigkeit beim Überkopfschweißen ergibt sich aus der ungünstigen Position, die das Auftragen der Schweißnaht an der Unterseite der Verbindung erfordert, sodass das flüssige Metall entgegen der Schwerkraft fließt. Diese Position erfordert höchste Präzision und Kontrolle, da die nach unten gerichtete Schwerkraft das Risiko von Tropfen oder Spritzern des flüssigen Metalls erhöht, was zu fehlerhaften Schweißnähten oder Sicherheitsrisiken führen kann. Schweißer, die in dieser vertikalen Ebene arbeiten, benötigen daher zwei präzise und geduldige Hände, eine angemessene Schweißgeschwindigkeit sowie die korrekte Stromstärke und den richtigen Elektrodenwinkel. Um genaue und stabile Ergebnisse zu erzielen und unnötige Hitze, die die Schweißnaht schwächen könnte, zu vermeiden, setzen die Schweißer häufig neue Technologien ein.
Merkmale der Überkopfposition
Die Überkopfschweißung ist aufgrund ihrer methodischen Besonderheiten und der hohen Anforderungen an Können und Erfahrung des Schweißers einzigartig. Zu den Aufgaben gehören beispielsweise die Kontrolle der Wärmeeinbringung, um ein Absacken des Schmelzbades zu vermeiden, sowie die präzise Elektrodenführung zur Stabilisierung des Lichtbogens. Der Einsatz spritzerarmer Elektroden reduziert die Verschmutzung. Für eine bessere Verschmelzung und einen tieferen Einbrand ist es wichtig, beim Verbinden der beiden Oberflächen eine Pendelschweißtechnik anzuwenden und dabei die durch die Schwerkraft bedingten Bewegungen des Schmelzbades zu berücksichtigen. Aufgrund der Gefahr herabfallender Schmelze und anderer Schweißspritzer ist zudem geeignete Schutzkleidung erforderlich. Die präzise Positionierung der Schweißnaht ist entscheidend für die Festigkeit und die optimale Funktion der Schweißnaht.
Wichtigste Anwendungsgebiete für das Überkopfschweißen
Das Überkopfschweißen ist eine wichtige Technik, die in Branchen eingesetzt wird, in denen hohe Festigkeit und Langlebigkeit unter anspruchsvollen Bedingungen erforderlich sind. Insbesondere bei Schweißkonstruktionen sind diese Faktoren entscheidend. Darüber hinaus findet das Verfahren breite Anwendung im Brücken-, Rohrleitungs- und Industrieanlagenbau, da es Schweißungen in Zwangslagen ermöglicht, bei denen die Fügepunkte weitgehend fixiert sind. Schweißanwendungen im Schiffbau und in der Luft- und Raumfahrtindustrie sind unerlässlich, da komplexe Geometrien präzise Schweißungen in Überkopf- oder beengten Räumen erfordern. Weitere Anwendungsgebiete des Verfahrens sind die Wartung und Reparatur von schweren Maschinen und Konstruktionen, wodurch die Sicherheit und die Funktionsfähigkeit wichtiger Systeme verbessert werden.
Tipps für effektive Überkopfschweißtechniken
- ✓ Verwenden Sie geeignete Schutzausrüstung: Sorgen Sie dafür, dass Sie über geeignete Schutzausrüstung verfügen, wie z. B. Schweißhelme mit geeignetem Schutzgrad, flammhemmende Kleidung, Handschuhe und Stiefel zum Schutz vor Funken und herabfallenden Trümmern.
- ✓ Anpassung Schweißparameter: Stromstärke und Spannung einstellen um einen gleichmäßigen Lichtbogen und eine kontrollierte Wärmezufuhr zu erzeugen, was wiederum eine Voraussetzung für die Vermeidung von Schweißfehlern über Kopf ist.
- ✓ Elektrodenauswahl optimieren: Wählen Sie eine Elektrode, die für die Verwendung von oben geeignet ist, am besten eine spritzarme Ausführung, um eine bessere Kontrolle zu gewährleisten und den Reinigungsaufwand zu reduzieren.
- ✓ Richtige Körperhaltung einhalten: Setzen Sie sich so hin, dass Sie stehen und stillhalten können und aufmerksam genug sind, um eine gute Schweißnaht hinzulegen.
- ✓ Kontrolle der Schmelzbadbewegung: Durch eine kurze Lichtbogenlänge und eine konstante Schweißgeschwindigkeit wird die Arbeit deutlich erleichtert, da ein sicherer Fluss des Schmelzbades gewährleistet ist und Tropfenbildung und Tropfenbildung minimiert werden.
- ✓ Vorbereitende Reinigung vor dem Schweißen: Vor Beginn des Schweißvorgangs sollte das Grundmaterial gründlich gereinigt werden, um Verunreinigungen wie Rost, Öl oder Farbe zu entfernen, was wiederum die Schweißnahtdurchdringung und -haftung verbessert.
- ✓ Kompetenzentwicklung: Um die Fertigkeit des Überkopfschweißens zu perfektionieren, muss man regelmäßig üben. Ständige Verbesserungen der Arbeitstechniken steigern die Effizienz.
Vergleich der 4 Haupttypen von Schweißpositionen
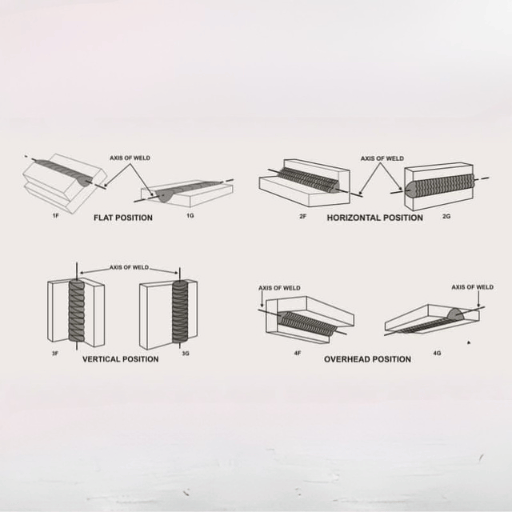
Die wichtigsten Schweißpositionen sind Flach-, Horizontal-, Vertikal- und Überkopfschweißen. Jede Position birgt spezifische Vorteile und Herausforderungen, die von den Arbeitsanforderungen und den Umgebungsbedingungen abhängen:
| Position | Komplexität | Primäre Herausforderung |
|---|---|---|
| Wohnung (1G/1F) | Niedrig | Aufrechterhaltung hoher Ablagerungsraten |
| Horizontal (2G/2F) | Medium | Verhindern des Ablaufens von geschmolzenem Metall |
| Vertikal (3G/3F) | Hoch | Schwerkraft- und Wärmekontrolle |
| Overhead (4G/4F) | Experten | Tropf- und Sicherheitsrisiken |
- 1
Flache Position
Die flache Schweißposition bietet die besten Schweißmöglichkeiten, da das flüssige Metall durch die Erdanziehungskraft direkt nach unten gezogen wird. Dadurch entstehen besonders saubere Schweißnähte. Diese Position eignet sich am besten für Schweißer mit wenig Erfahrung oder wenn absolute Kontrolle erforderlich ist. - 2
Horizontale Position
Die horizontale Position ist nicht so einfach wie die ebene, da die Schwerkraft das geschmolzene Metall gegen sehr dünne Wände drückt. Diese Position kann zum Schweißen an geneigten oder vertikalen Flächen wie Wänden oder Rohren verwendet werden, erfordert aber mehr Geschick und Präzision. - 3
Vertikale Position
Als Vertikalschweißen bezeichnet man Schweißarbeiten in vertikaler Position (an einer vertikalen Fläche). Man kann vertikal nach oben oder vertikal nach unten schweißen. Vertikalschweißen nach oben ergibt eine höhere Durchdringung, während Vertikalschweißen nach unten Zeit spart und sich besonders für dünnere Materialien eignet. Diese Position erfordert sorgfältige Kontrolle, um ein Durchhängen des Schweißguts zu vermeiden. - 4
Überkopfschweißposition
Die Überkopfposition ist die anstrengendste und mühsamste aller Schweißarbeiten, da diese direkt über Kopf ausgeführt werden. Sorgfältiges Schweißen ist unerlässlich, damit kein flüssiges Metall auf den Schweißer tropft. Besondere Sicherheitsvorkehrungen sind daher zwingend erforderlich. Diese Position wird häufig bei Bau- oder Reparaturarbeiten benötigt, bei denen der Zugang teilweise eingeschränkt ist.
Für jede Schweißposition ist eine Variation der Schweißtechniken unerlässlich, um eine qualitativ hochwertige Schweißnaht zu erzielen. Die Beherrschung dieser Techniken und die perfekte Ausführung des Projekts sind für den Schweißer von entscheidender Bedeutung.
Stärken und Schwächen jeder Position
1. Flache Position (1G/1F)
Vorteile: Da die Flachposition die einfachste Schweißtechnik bietet, ist sie für Anfänger die beste Voraussetzung für einwandfreie Schweißergebnisse, da die Arbeitsfläche im 90°-Winkel zur Horizontalen frei ist. Die Flachposition gewährleistet genau das. Außerdem sorgt sie für eine gleichmäßige Schweißnahtstruktur mit geringerem Fehlerrisiko.
Nachteile: Der Anwendungsbereich ist recht begrenzt, wenn das jeweilige Projekt zu viel Bewegung, Schweißarbeiten oder den Einsatz von Kampfgeräten erfordert. Daher müssen die Anwender andere Arbeitsebenen oder übliche Schweißpositionen finden.
2. Horizontale Position (2G/2F)
Vorteile: Dieses Verfahren zeichnet sich durch hervorragende Stabilität beim Überkopfschweißen im Vertikalmodus aus. Es ermöglicht eine präzisere Nahtführung und bietet auch bei Spritzern einen ausreichend großen Abstand. Besonders geeignet ist es für Kehl- und Stumpfnähte.
Nachteile: Sehr empfindlich in der Handhabung, insbesondere neigt es bei Ungleichgewicht zu Durchhängen und schrägen Schnitten; dadurch kann es bei Anfängern leicht zu Fehlern kommen.
3. Vertikale Position (3G/3F)
Vorteile: Die vertikale Position (3F) sorgt für optimale Schweißergebnisse und verhindert Beschädigungen am Werkstück. Dadurch wird eine gute Durchdringung gewährleistet und die Schweißverbindungen sind insgesamt stabil und fest.
Nachteile: Die Kunst, den Metallfluss so zu steuern, dass Fehler wie UV-Strahlung und Porosität vermieden werden, erfordert Geschick. Fallnahtschweißen ist zwar schneller, führt aber zu schwächeren Schweißnahteigenschaften.
4. Überkopfposition (4G/4F)
Vorteile: Notwendig für Arbeiten an Überkopfkonstruktionen oder Reparaturen, die von anderen Positionen nicht erreichbar sind. Alle Positionen erfordern ein hohes Maß an Schweißkenntnissen.
Nachteile: Die Arbeit ist aufgrund der Schwerkraft, die auf das geschmolzene Metall wirkt, äußerst schwierig und anstrengend, was wiederum ein hohes Sicherheits- und Fehlerrisiko birgt. Daher ist bei der Ausführung äußerste Sorgfalt und Erfahrung erforderlich.
Jede Schweißposition hat ihre Vor- und Nachteile, und die jeweilige Anwendung richtet sich nach den strukturellen und funktionalen Anforderungen des Projekts, für das der Schweißprozess durchgeführt wird. Die Beherrschung all dieser Positionen ermöglicht dem Einzelnen Flexibilität und Vielseitigkeit bei der Ausübung seiner Tätigkeiten in der Schweißindustrie.
Die richtige Position für Ihr Projekt wählen
Die Schweißpositionen hängen von verschiedenen Faktoren ab, wobei Nahttyp, Materialstärke und Projektablauf die wichtigsten sind. Ist beispielsweise eine ebene Fläche vorhanden, bietet sich das Schweißen in Flachlage an. Die Stabilität dieser Position ermöglicht sicheres Arbeiten auf dem Schweißtisch. Für das Schweißen vertikaler und über Kopf verlaufender Konstruktionen sind die Positionen Fall-, Vertikal- und Überkopfschweißen erforderlich, um die Projektvorgaben zu erfüllen – eine technische Herausforderung. Es können die Positionen Vertikal, Fall-Vertikal, Überkopf und Fall-Überkopf gewählt werden. Anschließend lassen sich tonnenförmige oder andere kreisförmige Teile in Kombination mit anderen Bauteilen in den Positionen 5G oder 6G fachgerecht schweißen. Letztendlich muss der Verantwortliche die endgültige Position unter Berücksichtigung der Konstruktionsanforderungen, des verwendeten Materials und der für Genauigkeit und Qualität erforderlichen Fähigkeiten des Bedieners festlegen.
Fallstudien und Beispiele aus der Praxis
1) Schweißen von Hochhäusern
Ein weiteres Paradebeispiel ist das Schweißen von Trägern an Hochhauskonstruktionen. Schweißer müssen hier unter nahezu unmöglichen Bedingungen in vertikaler Position arbeiten, wie beispielsweise beim Burj Khalifa, wo mitunter schwierige Überkopfarbeiten zum Verbinden wichtiger Bauteile anfallen. Die 6G-Position ist typisch für das Verbinden von Rohrleitungen oder Stützen in der Höhe, da die Steifigkeit der Verbindung hierbei außergewöhnlich hoch sein muss, um den enormen Belastungen standzuhalten.
2) Rohrleitungsschweißarbeiten
Beim Rohrschweißen im Öl- und Gassektor ist die präzise Anwendung der Schweißverfahren 5G und 6G unerlässlich. Eine Fallstudie der Trans-Alaska-Pipeline-Abteilung zeigt eindrucksvoll, wie der effektive Einsatz dieser Verfahren sicherstellte, dass die Schweißnähte trotz starker Temperaturschwankungen kaum Spannungen aufwiesen. Die Schweißnähte konnten ohne Leckagegefahr in die Rohrleitung integriert werden.
3) Luft- und Raumfahrtindustrie
Das Schweißen großer und dünner Werkstoffe wie Titan und Aluminium erfolgt in Fabriken. Ein Beispiel hierfür ist die 5G-Schweißposition, die zum Schweißen zylindrischer Treibstofftanks für Weltraummissionen eingesetzt wird. Daher ist die Benetzbarkeit des Materials mit den großen Händen und Maschinen dieser Branche in Verbindung mit der korrekten Materialpassung und Ausrichtung an der Schweißstelle von entscheidender Bedeutung, da all diese Faktoren die späteren strukturellen Eigenschaften des Endprodukts maßgeblich beeinflussen.
Unverzichtbare Werkzeuge und Ausrüstung für verschiedene Schweißpositionen
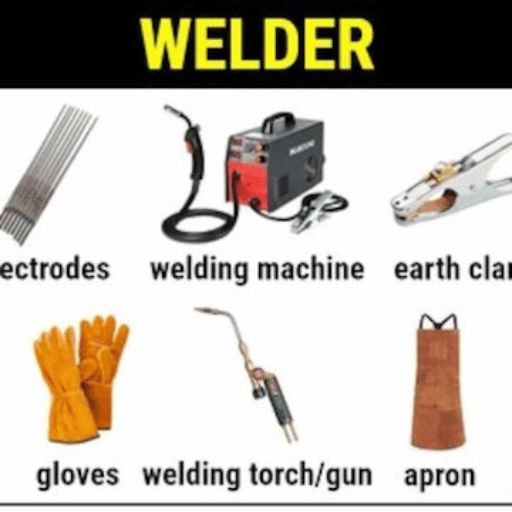
Die richtige Auswahl der Werkzeuge und Ausrüstung für erfolgreiche Schweißarbeiten in verschiedenen Positionen ist entscheidend. Nachfolgend sind die wichtigsten Punkte aller Bedeutungsstufen aufgeführt, die die Art der durchgeführten Schweißarbeiten bestimmen:
Geräte-Checkliste
- • Schutzausrüstung: Automatisch abdunkelnde Filter für Helme, Schutzhandschuhe, feuerfeste Kleidung und Atemschutzmasken.
- • Schweißgeräte: Multiprozess-Schweißgeräte, die für Stabelektrodenschweißen (SMAW), MIG-Schweißen (GMAW) oder WIG-Schweißen (GTW) geeignet sind.
- • Elektroden: Positionsspezifische Stangen wie E7018 für vertikale/Überkopf-Anwendungen.
- • Positionierungswerkzeuge: Klemmen, Schraubstöcke, Magnete und Rotatoren zur Stabilisierung in ungünstiger Position.
- • Inspektionswerkzeuge: Schweißnahtlehren und zerstörungsfreie Prüfgeräte für Integritätsprüfungen.
Empfohlene Schweißwerkzeuge und -zusatzstoffe
Die Wahl der richtigen Schweißwerkzeuge und -zusatzwerkstoffe ist entscheidend für Schweißqualität und Produktivität. Unverzichtbar sind Schweißgeräte, die für die jeweiligen Schweißverfahren – WIG, MIG oder E-Hand – geeignet sind, sowie Hochleistungsbrenner und hochwertige Elektrodenhalter. Ergänzende Verbrauchsmaterialien wie Elektroden, Stäbe, Düsen, Flussmittel und Schutzgase müssen ebenfalls sorgfältig ausgewählt werden und optimal zum Grundwerkstoff und den konstruktionsbedingten Anforderungen des jeweiligen Projekts passen. Servicetechniker sollten auf verschleißfeste Verbrauchsmaterialien, insbesondere Düsenspitzen und -liner, achten. Diese Investitionen tragen dazu bei, die Lebensdauer der Schweißmaschinen zu verlängern und Ausfallzeiten zu minimieren. Sorgfältig ausgewählte, effektive Komponenten verbessern die Schweißqualität erheblich und sind insbesondere für industrielle Anwendungen, die Sicherheit und Langlebigkeit erfordern, unerlässlich.
Ausrüstung für spezifische Schweißpositionen
Um die Genauigkeit zu erhöhen und effizienter zu arbeiten, muss die Ausrüstung für das Schweißen in bestimmten Positionen sorgfältig ausgewählt werden. In der Flachposition ist der Einsatz schwerer Maschinen wie Schweißtische, Spannvorrichtungen und Klemmen mit festem Verschluss wichtig, um Stabilität und eine gute Beweglichkeit beim Schweißen zu gewährleisten. Für das Überkopfschweißen sind MIG- und WIG-Schweißbrenner sowie alle anderen leichten und ergonomisch gestalteten Geräte unerlässlich, um Ermüdung zu minimieren und die Manövrierfähigkeit zu verbessern. In der Vertikalposition ist eine einstellbare Stromquelle mit präzisen Steuerungseinstellungen zur Regulierung der Wärmeeinbringung und des Einbrands von Vorteil. Der Einsatz von Dreh- oder Positioniermaschinen ermöglicht den korrekten Schweißwinkel an Rohren oder Zylindern und gewährleistet so eine hohe Schweißqualität und gleichmäßige Schweißergebnisse. Die sichere Auswahl des richtigen Werkzeugs für den jeweiligen Einsatzort erfordert eine sorgfältige Analyse der Projektspezifikation und der Materialeigenschaften.
Sicherheitsausrüstung und Vorsichtsmaßnahmen
Beim Schweißen ist die richtige Schutzausrüstung unerlässlich, um Risiken wie Verbrennungen, UV-Strahlung und giftige Dämpfe zu vermeiden. Zur Ausrüstung gehören selbstverdunkelnde Schweißhelme als Augen- und Gesichtsschutz, flammhemmende Handschuhe und robuste Schürzen oder Jacken aus Leder oder feuerfesten Materialien. Je nach Schadstoffbelastung und Belüftung sind Atemschutzgeräte wie Gebläsefiltergeräte oder Absauganlagen erforderlich, insbesondere bei Arbeiten in schlecht belüfteten Räumen mit schädlichen Dämpfen. Sicherheitsschuhe mit Stahlkappen und rutschfesten Sohlen schützen die Füße. Gehörschutz ist beim längeren Arbeiten mit lauten Werkzeugen notwendig. Die Einhaltung dieser Regeln minimiert die Risiken und ermöglicht die Einhaltung der OSHA-Vorschriften und verschiedener Industrienormen.
Referenzquellen
Miller-Schweißnähte: Grundlegende Aufschlüsselung der Schweißpositionen.
ESAB-Blog: Theorie und Vorbereitung auf die Hauptgelenke.
EZG Manufacturing: Einfluss der Position auf Schweißvorgänge.
Schweißguru: Schwierigkeits- und Methodenleitfaden.
Arc Captain Blog: Integrale Bestandteile von Schweißverbindungen.
Häufig gestellte Fragen (FAQs)
Was sind die vier? Hauptschweißpositionen?
Die vier Hauptschweißpositionen sind flach, horizontal, vertikal und über Kopf.
Was ist die Flachschweißposition?
Bei der Flachposition liegt das Werkstück flach auf, mit der Schweißfläche nach oben und dem Schweißer darunter. Dies ist im Allgemeinen die einfachste Position für einen Anfänger.
Wie sieht es mit der horizontalen Schweißposition aus?
Die horizontale Schweißposition ist das Schweißen an einer vertikalen Fläche und erfordert etwas mehr Geschick, um ein Durchhängen der Schweißnaht zu vermeiden.
Wie sieht es mit der vertikalen Schweißposition aus?
Die vertikale Schweißposition verläuft genau entlang einer vertikalen Fuge und kann entweder vertikal nach oben oder vertikal nach unten geschweißt werden.
Und die Schweißposition über Kopf?
Das Schweißen einer Nahtstelle oberhalb des Kopfes des Schweißers stellt eine Überkopfschweißposition und somit eine der schwierigsten Positionen dar.









{kind=link}
{kind=link}
{kind=link}
{kind=link}