
Das WIG-Schweißen (Wolfram-Inertgas-Schweißen) gilt als präzisestes und qualitativ hochwertigstes Schweißverfahren für dicke und dünne Schweißnähte an Metallen aller Art. Selbst qualifizierte Schweißer können jedoch auf Probleme stoßen, die die Qualität und das Erscheinungsbild ihrer Arbeit beeinträchtigen. Zu diesen Problemen zählen Porosität und Rissbildung, Verunreinigungen und unzureichende Verbindungen, die die Produktivität mindern, die Kosten erhöhen und zu Strukturversagen beitragen können. Dieser Artikel vermittelt Schweißern das Wissen, um häufige Probleme beim WIG-Schweißen zu erkennen und zu beheben. Die umgesetzten Lösungen führen zu einer Verbesserung der Qualität, Effizienz und Haltbarkeit der Schweißprojekte. Im Folgenden werden die häufigsten Probleme beim WIG-Schweißen, ihre Ursachen und einige Lösungsansätze vorgestellt.
Schlüssel zum Mitnehmen
Die Beherrschung des WIG-Schweißens erfordert ein ausgewogenes Verhältnis von sauberer Materialvorbereitung, präziser Gasabschirmung und ausgefeilter Schweißtechnik, um häufige Strukturfehler wie Porosität und Rissbildung zu vermeiden.
Einführung in das WIG-Schweißen

WIG-Schweißen oder Schutzgasschweißen Das WIG-Schweißen (GTAW) ist ein sehr effizientes Verfahren zum Verbinden von Metallen. Es eignet sich für eine Vielzahl präziser und flexibler Anwendungen. Der Lichtbogen nutzt eine nicht abschmelzende Wolframelektrode, um die Schweißnaht zu erzeugen. Der Schweißbereich wird dabei durch ein Schutzgas (meist Argon) vor Verunreinigungen aus der Atmosphäre geschützt. WIG-Schweißen ist bekannt für seine festen und sauberen Schweißnähte und eignet sich hervorragend für präzise Arbeiten in Branchen wie der Luft- und Raumfahrt sowie im Fahrzeug- und Industriemetallbau. Dieses Verfahren ist äußerst anpassungsfähig und funktioniert gleichermaßen gut mit verschiedenen Metallen wie Aluminium, Edelstahl und Titan. Allerdings erfordert es einen erfahrenen Schweißer, der es korrekt einstellt und mit etwas Übung sehr gute Ergebnisse erzielt.
Was ist WIG-Schweißen?
Das Wolfram-Inertgas-Schweißen (WIG), auch als WIG-Schweißen bekannt, ist ein Schweißverfahren, bei dem nicht abschmelzende Wolframelektroden zum Einsatz kommen. Dabei wird ein Schutzgas verwendet, um den Schweißbereich vor Oxidation und anderen atmosphärischen Verunreinigungen zu schützen. Es ist äußerst effizient und erzeugt saubere und hochwertige Schweißnähte in Werkstoffen wie Edelstahl, Aluminium und Kupferlegierungen. WIG-Schweißen wird häufig in Branchen bevorzugt, in denen Präzision und mechanische Festigkeit der Schweißnaht von großer Bedeutung sind, wie beispielsweise in der Luft- und Raumfahrt, der Automobilindustrie und der Fertigungsindustrie.
Anwendungen des WIG-Schweißens
Das WIG-Schweißen erobert die Industrie im Sturm, um höchste Präzision, absolute Haltbarkeit und ästhetische Schweißnähte zu gewährleisten. In der Luft- und Raumfahrt verbindet es leichte Strukturen mit extremer Haltbarkeit, beispielsweise Flugzeugzellen und Turbinenschaufeln, die extremen Umwelteinflüssen standhalten müssen. Im Automobilbau ist das WIG-Schweißen unverzichtbar für die Fertigung von Sonderanfertigungen, Abgasanlagen und Karosserieteilen, wo nur perfekte Schweißnähte zählen. Im Industriebereich kommt das WIG-Schweißen häufig bei der Herstellung von Anlagen und Konstruktionen aus komplexen Legierungen zum Einsatz, um die strukturelle Integrität zu sichern. Darüber hinaus wird es im Baugewerbe häufig für die Herstellung von Tanks und vertikalen Behältern, Rohrleitungen und nahezu allen medizinischen Geräten verwendet, da es kontaminationsfreie und präzise Schweißnähte ermöglicht und so Sicherheit und optimale Funktion gewährleistet.
Vorteile des WIG-Schweißens für Präzisionsarbeiten
Das Wolfram-Inertgas-Schweißen (WIG) zeichnet sich durch seine außergewöhnliche Präzision und Kontrollierbarkeit aus und ist daher ideal für Anwendungen, die höchste handwerkliche Präzision erfordern. Es erzeugt saubere, hochwertige Schweißnähte ohne Zusatzwerkstoff und gewährleistet so minimale Verunreinigungen und eine ansprechende Optik. Auch dünne Materialien und exotische Legierungen lassen sich mit WIG-Schweißen hervorragend verarbeiten. Der geringe Wärmeeintrag ist dabei ein weiterer Vorteil – ideal für verzogene oder strukturell beeinträchtigte Werkstoffe. Die Anpassungsfähigkeit des Schweißverfahrens ermöglicht die Bearbeitung einer Vielzahl von Metallen, insbesondere Edelstahl, Aluminium und Titan, und sorgt so für gleichbleibende Schweißergebnisse auch unter anspruchsvollen industriellen Bedingungen. Diese herausragenden Eigenschaften machen das WIG-Schweißen unverzichtbar für alle Branchen, die Präzision, Zuverlässigkeit und Langlebigkeit benötigen.
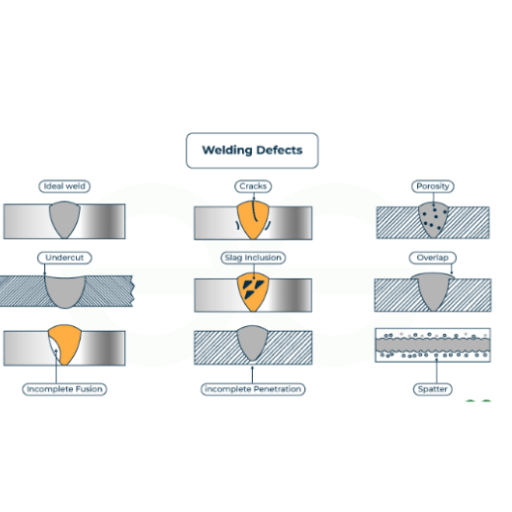
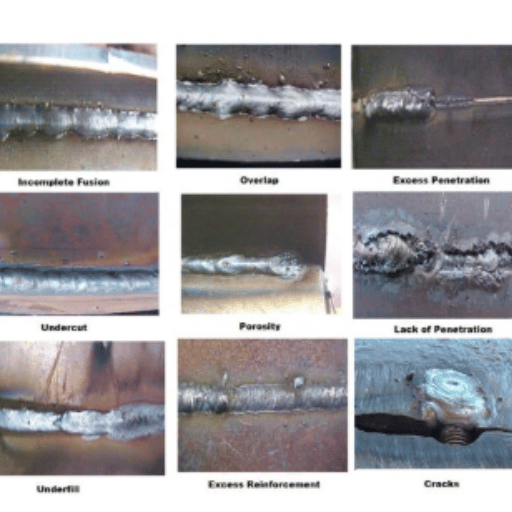
Häufige Fehler beim WIG-Schweißen
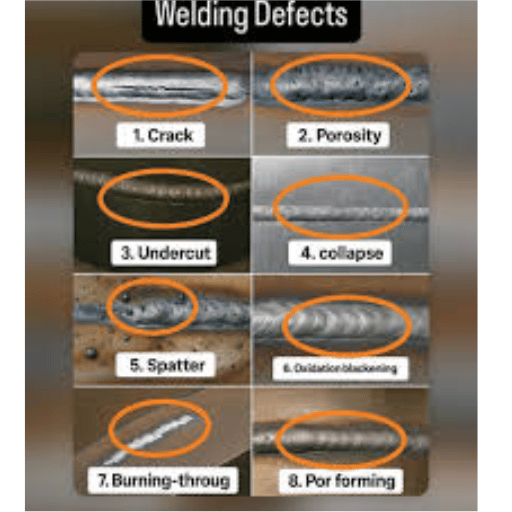
- 1
Porosität
Eine Erklärung für dieses Problem liegt in eingeschlossenem Gas in der Schweißnaht. Dieser Defekt kann die Verbindung häufig schwächen. In den meisten Fällen entstehen Porositätsprobleme durch ein verschmutztes Grundmaterial, eine unzureichende Gasführung oder Feuchtigkeit. - 2
Spaltung
Risse, die entweder während des Schweißvorgangs entstehen oder erst nach dem Schweißen auftreten, können durch zu viel Wärmeeintrag, zu geringe Abkühlgeschwindigkeit oder eine übereilte, fehlerhafte Materialauswahl verursacht werden. - 3
Unterschneiden
Hinterschneidungen sind ein Defekt, der als Rille an der Kante einer Kehlnaht sichtbar ist und oft auf zu hohe Schweißgeschwindigkeit oder zu hohe Wärmeeinbringung zurückgeführt wird. - 4
Unvollständige Fusion
Eine unvollständige Verschmelzung tritt auf, wenn das Schweißgut nicht in das Grundmaterial eindringt und sich nicht effektiv damit verbindet, typischerweise aufgrund unzureichender Erwärmung oder unsachgemäßer Ausführung. - 5
Kontamination
Verunreinigungen durch Öl, Schmutz oder Oxide auf dem Werkstück oder dem Schweißzusatzwerkstoff stellen ein weiteres Problem dar und führen zu einer schwachen und unzureichend stabilen Schweißnaht. Oberflächenbehandlungen sollten daher besondere Beachtung finden. - 6
Überhitzung
Übermäßige Hitze verursacht Schäden am Grundmaterial und mindert dessen mechanische Eigenschaften, was zu kosmetischen Mängeln führt.
Porosität in WIG-Schweißnähten
Die häufigste Ursache für Porosität bei WIG-Schweißungen ist Gaseinschluss im Schmelzbad während der Erstarrung. Dieser Defekt kann durch Verunreinigungen des Grundwerkstoffs oder des Schweißdrahts mit Feuchtigkeit, Öl und Fett, durch Beschädigung der Schutzgasabdeckung oder durch Einwirkung hoher Luftfeuchtigkeit entstehen. Um Porosität zu vermeiden, müssen saubere Werkstoffe verwendet und der Gasfluss sowie der Schweißlichtbogen präzise gesteuert werden. Schweißen in kontrollierten Umgebungen und die Verwendung optimaler Werkstoffqualität können die Wahrscheinlichkeit von Porosität deutlich reduzieren.
Rissbildungsprobleme beim WIG-Schweißen
Es gibt verschiedene Ursachen für Rissbildung beim WIG-Schweißen, darunter unzureichende Wärmeeinbringung, Materialzusammensetzung und thermische Spannungen. Diese Risse können als hohe Risse während der Erstarrung bei hohen Temperaturen oder als flache Risse nach der Abkühlung der Schweißnaht auftreten. Die Kompatibilität der Zusatzwerkstoffe, das gegebenenfalls erforderliche Vorwärmen dicker oder härtbarer Metalle sowie die Kontrolle der Abkühlgeschwindigkeit zur Spannungsminimierung sind wichtig, um Risse in der Schweißnaht zu vermeiden. Darüber hinaus können eine geeignete Nahtgestaltung und die Beseitigung von Schweißfehlern wie Hinterschneidungen oder übermäßigem Einbrand die Rissgefahr erheblich reduzieren. Die Einhaltung dieser Faktoren führt zu festen und beständigen Schweißverbindungen.
Kontaminationsprobleme
Verunreinigungen beim Schweißen können vielfältig sein und beispielsweise Schmutz, Öl, Wasser und Oberflächenmarkierungen umfassen, die bei der Vorbereitung des Grund- und Zusatzwerkstoffs entstehen. Diese Verunreinigungen können Schweißfehler verursachen, die sich als porös oder voller Einschlüsse erweisen und die mechanischen Eigenschaften der Schweißverbindung beeinträchtigen können. Um Verunreinigungen zu reduzieren, muss sichergestellt werden, dass alle Oberflächen vor dem Schweißen gründlich gereinigt sind, dass nur ordnungsgemäß gelagerte, gehandhabte und verarbeitete Zusatzwerkstoffe verwendet werden und dass eine kontrollierte Atmosphäre aufrechterhalten wird, um den Kontakt mit atmosphärischen Verunreinigungen zu vermeiden. Die Umsetzung dieser Maßnahmen gewährleistet eine hochwertige Schweißnaht mit langer Lebensdauer für die geschweißten Konstruktionen.
⚠️ Wichtiger Hinweis zu Wolfram-Einschlüssen
Wolfram-Einschlüsse sind ein schwerwiegender Schweißfehler, der beim WIG-Schweißen meist durch kleinere Fehler entsteht, vor allem durch unsachgemäße Handhabung oder übermäßigen Elektrodenverschleiß. Diese Einschlüsse wirken als Gefügefehler und können unter Belastung zu Rissen führen. Schweißer müssen daher auf eine ordnungsgemäße Elektrodenvorbereitung achten und den Kontakt zwischen Elektrode und Schmelzbad vermeiden.
Hauptursachen von WIG-Schweißfehlern
- •
Falsche Gasabschirmung: Unzureichender Durchfluss oder ungeeignete Gasauswahl führen zu atmosphärischer Verunreinigung und Porosität. - •
Oberflächenverschmutzung: Öl, Fett und Oxidation am Grundmaterial beeinträchtigen die Schweißnahtfestigkeit. - •
Falsche Wärmezufuhr: Zu hohe oder zu niedrige Temperaturen führen zu Verformungen, Rissen oder einer verminderten Festigkeit des Gefüges. - •
Mangelhafte Elektrodenvorbereitung: Verunreinigte oder schlecht geformte Elektroden verursachen Lichtbogeninstabilität. - •
Bedienertechnik: Ungleichmäßige Schweißgeschwindigkeit, falsche Brennerwinkel und ungleichmäßige Schweißvorgänge führen zu ungleichmäßigen Schweißnähten.
Unzureichender Schutzgasfluss
Die Qualität des WIG-Schweißens wird maßgeblich durch eine ungeeignete Gaszufuhr – zu wenig oder zu viel – beeinträchtigt. Zu geringer Gasfluss kann zu Verunreinigungen des Schmelzbades durch atmosphärische Gase wie Sauerstoff oder Stickstoff führen, was Oxidation, Porosität oder sogar Risse in der Schweißnaht zur Folge haben kann. Zu hoher Gasfluss hingegen kann Turbulenzen verursachen, die unerwünschte Luft in die Schweißzone einbringen und so die Schutzwirkung des Schutzgases verringern. Daher ist es wichtig, einen gleichmäßigen und korrekten Gasfluss sicherzustellen, der typischerweise je nach Nahtgeometrie und Werkstoffen zwischen 15 und 20 CFH liegt. Regelmäßige Überprüfungen der Gasleitungen, Durchflussmesser und Brenner sowie die Einhaltung der Herstellerempfehlungen gewährleisten optimale Schutzgasbedingungen und verbessern die Schweißqualität.
Fehler bei der Materialvorbereitung
Fehler bei der Materialvorbereitung sind ein wesentlicher Faktor für die Beeinträchtigung der Schweißnahtqualität. Sie entstehen durch unzureichende Reinigung, fehlerhafte Kantenbearbeitung oder die Verwendung inkompatibler Werkstoffe. Rost, Öl, Farbe und andere Verunreinigungen führen zu Unreinheiten im Schmelzbad und beeinträchtigen dadurch die Gasporosität und die Nahtfestigkeit. Die Genauigkeit der Kantenbearbeitung hinsichtlich Fasen und Ausrichtung hat direkten Einfluss auf den Schweißeinbrand und die Passgenauigkeit. Daher ist die Prüfung der Werkstoffverträglichkeit für die Legierungszusammensetzung unerlässlich, um metallurgische Fehler wie z. B. Rissbildung zu vermeiden. Die Anwendung von Methoden zur Minimierung solcher Fehler gemäß den geltenden Normen und Richtlinien erhöht nicht nur die Zuverlässigkeit der gefertigten Teile, sondern auch die Zuverlässigkeit der hergestellten Bauteile.
Bedienertechnik und Qualifikationsniveau
Schweißmaschinen erfordern höchste Fachkenntnisse, da die korrekte Ausführung aller Arbeitsschritte hinsichtlich Geräteeinstellungen, Nahtgeometrie und Schweißtechnik unerlässlich ist. Erfahrene Bediener achten sorgfältig auf die richtige Schweißgeschwindigkeit, Wärmeeinbringung und den optimalen Brennerwinkel, um eine Schweißnaht mit korrekter Raupenstärke und ausreichendem Einbrand zu erzielen. Regelmäßige Schulungen und Zertifizierungen gemäß den Industriestandards sind wichtig, da falsche Methoden zu Fehlern wie Poren, Hinterschneidungen oder mangelhafter Verschmelzung führen können. Die Verbesserung der Bedienerfähigkeiten trägt direkt zu höherer Produktivität, mehr Sicherheit und besserer Schweißqualität bei.
Vermeidung von Fehlern beim WIG-Schweißen

💡
Best Practices für die Prävention
- ✓ Verwenden Sie das richtige Schutzgas: Bestätigen Sie, ob es sich um Argon oder ein Argon-Helium-Gemisch handelt, je nach Materialanforderungen.
- ✓ Materialien sorgfältig vorbereiten: Entfernen Sie jeglichen Schmutz, Öl und Oxide durch Drahtbürsten oder chemisches Ätzen.
- ✓ Geräte ordnungsgemäß warten: Prüfen Sie auf Verschleißteile, Lecks und die Unversehrtheit der Kabel.
- ✓ Korrekte Schweißverfahren anwenden: Achten Sie auf den Brennerwinkel, die Bogenlänge und eine gleichmäßige Vorschubgeschwindigkeit.
- ✓ Überwachen Sie die Umgebungsbedingungen: Um die Gasabdeckung aufrechtzuerhalten, sollte die Einwirkung von Zugluft reduziert werden.
Saubere Materialien erhalten
Die Verwendung sauberer Materialien ist entscheidend für die Qualität und Integrität der Schweißnaht und muss stets korrekt durchgeführt werden. Verunreinigungen wie Öl, Fett, Rost, Farbe oder Schmutz verhindern einwandfreies Schweißen und führen zu Fehlern wie Porosität oder Einschlüssen. Zu den geeigneten Reinigungsmethoden gehören je nach Verschmutzungsgrad die Verwendung von Entfettungsmitteln und Lösungsmitteln, Drahtbürsten oder mechanisches Schleifen. Ein gut gebrauchtes, fusselfreies Tuch in Kombination mit milden, nicht korrosiven Reinigungsmitteln dient dazu, jegliche Rückstände zu entfernen. Die Einhaltung der Materialsauberkeit ist unerlässlich für eine einwandfreie und strukturierte Schweißnaht.
Auswahl des richtigen Schweißzusatzwerkstoffs
Die Wahl des Schweißzusatzwerkstoffs spielt eine entscheidende Rolle für die Festigkeit und Korrosionsbeständigkeit des geschweißten Bauteils. Zu den zu berücksichtigenden Faktoren zählen die chemische Zusammensetzung der Ausgangsmaterialien, die angestrebten mechanischen Eigenschaften und die Einsatzumgebung. Daher sollte die Legierung des Schweißzusatzwerkstoffs dem Grundwerkstoff möglichst ähnlich sein, um Rissbildung zu minimieren und eine unvollständige Verschmelzung zu verhindern. Die Spezifikationen des Schweißzusatzwerkstoffs sollten internationalen Konstruktionsnormen wie den AWS-Normen entsprechen, um die Kontinuität und Leistungsfähigkeit der Schweißung zu gewährleisten. Eine sorgfältige Bewertung all dieser Faktoren sichert optimale Ergebnisse hinsichtlich der Leistungsfähigkeit der Schweißkonstruktion.
Sicherstellung einer ordnungsgemäßen Gasabdeckung
Beim Schweißen ist eine optimale Schutzgasabdeckung unerlässlich, um saubere Schweißnähte zu erzielen und Fehler wie Poren und Oxidation zu vermeiden. Um eine optimale Schutzgasabdeckung zu gewährleisten, ist die Wahl des richtigen Schutzgases und eines passenden Durchflusses in Abhängigkeit vom Schweißverfahren und dem Werkstoff zwingend erforderlich. Gegebenenfalls können Argon oder argonreiche Gemische verwendet werden. Die beste Schutzgasabdeckung und Lichtbogenstabilisierung werden üblicherweise beim WIG- oder MIG-Schweißen erreicht. Die Sauberkeit der Düse und die korrekte Ausrichtung des Brenners tragen ebenfalls zur Vermeidung von Gasturbulenzen bei. Umwelteinflüsse wie Windgeschwindigkeit und Zugluft sollten minimiert werden, da sie die Schutzgasatmosphäre beeinträchtigen können. Die Einhaltung dieser Hinweise gewährleistet ein optimales und ungestörtes Schweißergebnis, eine ausreichend große Schweißkabine und einen geeigneten Arbeitsplatz.
Regelmäßige Gerätewartung und Kalibrierung
Die Wartung und Kalibrierung der Standardausrüstung ist unerlässlich für die Schweißleistung und die Einhaltung hoher Qualitätsanforderungen. Zur Wartung gehört die regelmäßige Überprüfung der Verbrauchsmaterialien in der Schweißanlage, einschließlich Kontaktspitzen, Düsen und Auskleidungen, um Verschleiß festzustellen. Die Verbrauchsmaterialien müssen ausgetauscht werden, sobald sie so stark abgenutzt sind, dass die Schweißnaht unregelmäßig wird. Darüber hinaus stellt die Kalibrierung der Schweißgeräte sicher, dass Stromstärke und Spannung den vorgegebenen Werten entsprechen und die branchenüblichen Spezifikationen eingehalten werden. Wird die regelmäßige Wartung vernachlässigt, riskiert man Maschinenausfälle und damit minderwertige Schweißnähte. Dies verlängert die Lötzeit und erhöht die Produktionskosten. Daher sind regelmäßige Wartung und Kalibrierung unerlässlich und unverzichtbar.
Häufige Probleme beim WIG-Schweißen beheben
| Aufgabenstellung: | Mögliche Ursache | Lösung |
|---|---|---|
| Porosität | Unzureichendes Schutzgas oder Verunreinigungen | Durchflussrate prüfen (15-25 cfh) und Materialien reinigen |
| Spaltung | Hitzeprobleme oder ungeeignete Füllstoffe | Stromstärke anpassen und kompatibles Füllmaterial verwenden |
| Schlechter Lichtbogenstart | Stumpfes oder verunreinigtes Wolfram | Wolfram nachschleifen und Startstromstärke prüfen |
| Mangelnde Durchdringung | Unzureichender Strom oder mangelhafte Passform | Stromstärke erhöhen und Gelenkausrichtung verbessern |
| Übermäßige Hitze | Niedrige Reisegeschwindigkeit oder hohe Stromstärke | Beschleunigen oder Pulsfunktion verwenden. |
Fehler erkennen und diagnostizieren
Porosität
Porosität ist der häufigste Schweißfehler und äußert sich durch Gaseinschlüsse oder Hohlräume in der Schweißnaht. Ursachen können Verunreinigungen, unzureichendes Schutzgas oder ein hoher Feuchtigkeitsgehalt der Schweißelektrode sein. Porosität lässt sich erkennen, indem man prüft, ob Gas in die Fuge gesaugt wurde. Um Porosität festzustellen, untersuchen Sie den Schweißnahtquerschnitt auf sichtbare Hohlräume und vergewissern Sie sich, dass alle Materialien, einschließlich Grundwerkstoff und Schweißzusatzwerkstoff, vollständig sauber und trocken sind. Prüfen Sie die korrekte Gasdurchflussrate und schützen Sie das Schutzgassystem vor Verunreinigungen aus der Atmosphäre.
Spaltung
Rissbildung tritt typischerweise während der Abkühl- oder Erstarrungsphase auf und ist in der Regel auf hohe Eigenspannungen, ungleiche Materialeigenschaften und schnelle Abkühlgeschwindigkeiten zurückzuführen. Risse werden mittels Vergrößerung oder zerstörungsfreier Prüfverfahren (ZfP), insbesondere Ultraschall- oder Farbeindringprüfung, diagnostiziert. Um diesen Defekt zu minimieren, sollten die Vorwärm- und Nachkühlverfahren angepasst und die Materialauswahl sowie die Nahtgestaltung überprüft werden, um lokale Spannungskonzentrationen zu vermeiden.
Strategien zur Bewältigung von Schweißherausforderungen
Ein geeigneter Ansatz zur Behebung von Schweißnahtfehlern liegt in der Kombination und konsequenten Umsetzung der Elementauswahl anhand von Proben, der Einhaltung von Voraussetzungen und sorgfältig entwickelten, umfassenden Überwachungsprogrammen. Die Wahl zweier Werkstoffe mit ähnlicher Wärmeausdehnung und ähnlicher chemischer Zusammensetzung trägt dazu bei, das Risiko von Fehlern wie Rissen oder Porosität zu minimieren. Dies verbessert die Schweißqualität durch die Optimierung von Parametern wie Spannung und Stromstärke, die sichere Anpassung der Schweißgeschwindigkeit an die empfohlenen oder korrekten Werte sowie die Aufrechterhaltung einer möglichst gleichbleibenden Wärmeeinbringung und Schweißnahtqualität. Vorwärmprozesse können in den meisten Fällen die Spannung reduzieren und so die korrekte Anwendung des Schweißverfahrens zur Minimierung von Verformungen ermöglichen. Der Einsatz von Verfahren wie dem Impulsschweißen zur Automatisierung und Erzielung einer hohen Präzision minimiert Bedienungsfehler. Optimalerweise können nach dem Schweißen zerstörungsfreie Prüfverfahren (ZfP) zur frühzeitigen Fehlererkennung eingesetzt werden, um entsprechende Korrekturen vorzunehmen. Die genannten Strategien unterstützen die Herstellung hochwertiger Schweißnähte bei gleichzeitiger Minimierung von Produktionsausfallzeiten.
Beispiele für Problemlösungen aus der Praxis
Ein Beispiel für einen effektiven Problemlösungsansatz im Bereich des modernen Schweißens ist die Vermeidung von Schweißfehlern in der Luft- und Raumfahrtindustrie. Hersteller haben automatisierte Schweißsysteme mit Sensoren integriert, die die variablen Parameter wie Temperatur, Spannung und Geschwindigkeit in Echtzeit überwachen. Dadurch wird nicht nur die Wahrscheinlichkeit menschlicher Fehler minimiert, sondern auch die Schweißqualität kritischer Bauteile sichergestellt. Darüber hinaus verifiziert der Einsatz verbesserter zerstörungsfreier Prüfverfahren – insbesondere der Ultraschallprüfung – die Inspektionskriterien. Mikrorisse können so frühzeitig erkannt und potenzielle Produktausfälle aufgrund von Funktionsstörungen im Betrieb verhindert werden. Die Kombination technologischer Lösungen mit präziser Prozesssteuerung rückt die zentrale Herausforderung – die Problemlösung – in den Fokus, um die anspruchsvollen Industriestandards zu erfüllen.
Referenzquellen
- Schweißen und Schweißer: Häufige Fehler beim WIG-Schweißen, Probleme und deren Vermeidung.
- Miller-Schweißnähte: Wie man 10 häufige Probleme beim WIG-Schweißen löst.
- Schweißnahtreparatur (Größenänderung): Die 10 häufigsten Fehler beim WIG-Schweißen.
- Paton: Häufige Schweißfehler und wie man sie vermeiden kann.
- ESAB Universität: Leitfaden zu Schweißfehlern.
Häufig gestellte Fragen (FAQs)
F: Was sind die häufigsten Nachteile des WIG-Schweißens?
A: Häufige Mängel sind Porosität, mangelnde Verschmelzung, Hinterschneidungen, übermäßige Spritzer und Risse.
F: Was verursacht Porosität beim WIG-Schweißen?
A: Es wird durch Verunreinigungen oder unzureichende Schutzgasabdeckung verursacht. Auch Feuchtigkeit in der Schweißatmosphäre kann die Ursache sein.
F: Wie lässt sich eine mangelnde Verschmelzung beim WIG-Schweißen verhindern?
A: Achten Sie auf die richtige Wärmezufuhr und saubere Oberflächen. Der Schweißvorgang muss außerdem mit dem korrekten Winkel und der richtigen Geschwindigkeit durchgeführt werden.
F: Was ist die Funktion von Schutzgas beim WIG-Schweißen?
A: Die Funktion des Schutzgases, typischerweise Argon, besteht darin, das Schmelzbad vor Verunreinigung durch atmosphärischen Sauerstoff zu schützen, um die Schweißnahtqualität zu erhalten.
F: Was verursacht übermäßige Spritzer beim WIG-Schweißen?
A: Übermäßiges Spritzen kann durch unsachgemäße Stromeinstellungen, eine mangelhafte Schweißtechnik oder durch verunreinigte Werkstücke entstehen.









{kind=link}
{kind=link}
{kind=link}
{kind=link}