
Esta guía abarca todas las decisiones que debe tomar un profesional de la fabricación: cuatro tipos de máquinas, ángulos de bisel verificados con referencias de códigos, una comparación de rendimiento con el rectificado angular, requisitos de compatibilidad de materiales y una matriz de selección de cinco factores aplicable a cualquier proyecto o decisión de adquisición.
Fresadora y biseladora RESIZE: Especificaciones clave
| Parámetro | Especificación |
|---|---|
| Compatibilidad de materiales | Acero, acero inoxidable, aluminio, PVC, materiales compuestos |
| Ángulos de corte (ajustables) | 15 °, 30 °, 45 °, 60 °, 75 ° |
| Profundidad máxima de corte | 0 – 25 mm |
| Ancho máximo del borde | 35 mm |
| potencia de salida | Motor eléctrico de 2.8kW |
| Rango de velocidad | 2,000–6,000 RPM |
| Peso de la unidad portátil | 18-32 kg |
| Rango de precios (máquinas para tuberías) | $ 1,565-$ 31,000 |
| Características de seguridad | Parada de emergencia, sistema antivibración |
¿Qué es una herramienta de biselado y cómo funciona?

¿Qué es una máquina biseladora?
Las biseladoras son máquinas de corte de precisión eléctricas diseñadas para crear un ángulo inclinado, denominado bisel o chaflán, en los bordes de cualquier pieza de chapa metálica, tubería de acero o elemento estructural. A diferencia de una amoladora de disco, que utiliza la abrasión para eliminar material, las herramientas de biselado especializadas cortan el material limpiamente mediante un corte preciso y controlado. La máquina, con un cabezal giratorio con inserto de carburo incorporado, bisela en un ángulo preestablecido o ajustable.
Su funcionamiento es muy sencillo: se sujeta la pieza o se apoya la base de la máquina sobre el borde de la pieza, utilizando el inserto con el ángulo de bisel predeterminado sobre el metal y alimentando la herramienta a profundidad constante. El resultado es un perfil dimensionalmente preciso, listo para el montaje sin necesidad de rectificado, verificación de ángulos ni desbarbado, siempre que la máquina esté correctamente ajustada.
Ahora, de serie, incorpora ángulos de corte ajustables de 15 a 75 grados, velocidad de rotación regulable para optimizar el rendimiento y sistemas de cabezales intercambiables para biselar, chaflanar, desbarbar y fresar radios. La herramienta permite preparar juntas de soldadura en acero estructural, cambiar los cabezales para realizar desbarbados por plasma y nada más.
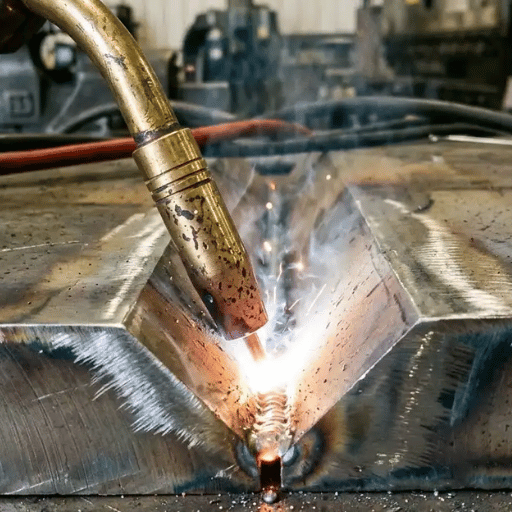
¿Para qué sirve una herramienta de biselado?
Una herramienta de biselado adelgaza y recorta el borde de un metal en un ángulo preestablecido; este proceso genera una superficie inclinada para la preparación de juntas de soldadura, el acabado de bordes o el ajuste de ensamblaje. En la preparación de soldadura, el biselado establece la geometría de la ranura para la junta de raíz deseada; la ranura en V, J o biselada, por donde puede entrar el metal de aporte, asegurando una soldadura sólida en la raíz de la junta. Permite perfilar los bordes de acero y acero inoxidable, eliminando el riesgo de cortes y preparándolos para la mejor adhesión de cualquier proceso de acabado, manejando anchos de borde desde unos pocos milímetros hasta 35 mm, con ángulos ajustables de 15° a 75°. Los materiales compatibles incluyen acero, acero inoxidable, aluminio, cobre, tuberías de PVC y materiales compuestos de ingeniería.
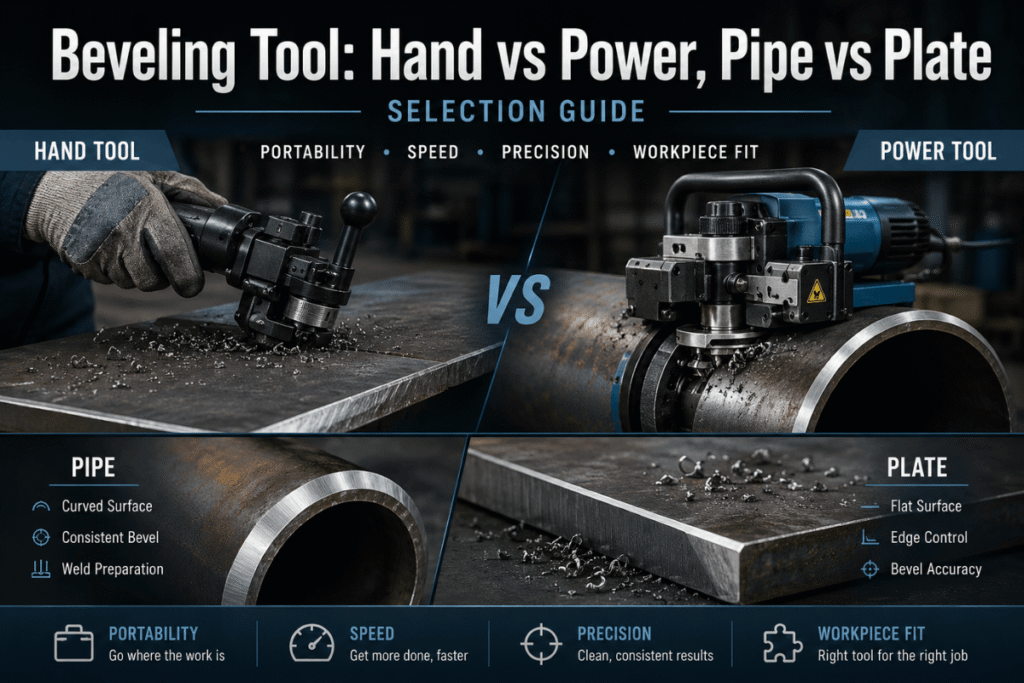
Tipos de máquinas biseladoras: para placas, para tubos, portátiles y estacionarias.

Las máquinas biseladoras se pueden clasificar en cuatro grandes grupos: la elección depende tanto de la forma geométrica de la pieza como del entorno de producción (en la planta de producción o en un taller). Una elección inadecuada implica mayores gastos, incompatibilidad con las condiciones de operación o ambas cosas (por ejemplo, una biseladora pequeña, portátil y de capacidad limitada no sirve para cortar biseles largos en placas grandes, mientras que un equipo de reparación de pozos petrolíferos no puede usarla en el lugar de trabajo).
¿Qué herramienta permite hacer bordes biselados?
El borde biselado se crea utilizando uno de cuatro tipos de maquinaria especializada: una biseladora de tubos (para extremos de tubos y tuberías); una biseladora de cantos de placas (para chapas y placas planas); una herramienta de biselado portátil (para trabajos en obra y uniones posicionales); o fresadoras CNC estacionarias (para producción en masa). Como alternativa de bajo costo, las amoladoras angulares —incluidos los kits de accesorios para biselado— se utilizan ocasionalmente para trabajos pequeños que no requieren certificación. Sin embargo, las geometrías de ranura consistentes y repetibles que exigen normas como AWS D1.1, ASME B31.3 y API 1104 solo se pueden producir de forma fiable con una biseladora adecuada.
| Tipo de máquina | Aplicación principal | CAPACIDAD | Potencia | Rango de Precio: |
|---|---|---|---|---|
| Biseladora de tubos | Preparación de soldadura de extremos de tuberías y tubos | 0.5″–60″ DE | Eléctrico / neumático / hidráulico | $ 1,565-$ 31,000 |
| Biselador de placas | Bordes de chapas y láminas metálicas | Placa de 1 a 35 mm de espesor | Eléctrico 1.5–3 kW | $ 2,000-$ 10,000 |
| Biselado portátil de mano | Trabajos in situ, de posicionamiento y de reparación | Todas las geometrías de los bordes | Eléctrico, inalámbrico, 18 V, neumático | $ 650-$ 3,500 |
| Fresadora estacionaria/CNC | Producción de taller de alto volumen | Fijo por la tabla de la máquina | Eléctrico 3–15 kW | $15,000–$100,000+ |
Puede obtener más detalles sobre las especificaciones técnicas completas disponibles, en particular sobre el diámetro de la tubería, así como sobre las especificaciones del ángulo de corte y los materiales para los que desea que el equipo sea adecuado, y los datos de corte del material, en las páginas de productos relacionadas con nuestra gama de fresadora y biseladoras para tuberías y placas estructurales..
✓ Herramienta de biselado portátil: ventajas
- Funciona en cualquier posición: por encima de la cabeza, vertical u horizontal.
- Los modelos inalámbricos de 18 V no requieren conexión a la red eléctrica.
- Movilización rápida para la reparación de oleoductos y trabajos de campo.
- Menor coste de capital que las máquinas estacionarias
⚠ Herramienta de biselado portátil: limitaciones
- Profundidad máxima de corte inferior a la de las máquinas estacionarias.
- La capacidad de la batería limita las aceleraciones sostenidas con alto par motor.
- La técnica del operario afecta a la uniformidad en superficies curvas.
- Tenga en cuenta que nuestra gama de productos de alta resistencia no es adecuada para el biselado de chapas muy gruesas ni para uniones particularmente complejas con curvas compuestas.
Ángulos de bisel estándar para la preparación de juntas de soldadura: 30°, 37.5°, 45° y 60°.
La especificación del ángulo de bisel de soldadura en una junta determinada viene establecida por la norma de soldadura aplicable a ese trabajo; nunca debe dejarse a la preferencia del taller que la realiza. Las juntas en las que se ha utilizado un ángulo incorrecto o en las que se ha permitido una desviación de la tolerancia admisible durante su fabricación son inaceptables y requerirán reparación.
A continuación se presenta un resumen de los ángulos de ranura precalificados para los tipos de juntas más comunes. Código de soldadura estructural AWS D1.1 — Acero, aplicable a conexiones no tubulares.
| Ángulo de bisel | Tipo de ranura | Proceso | Uniones AWS D1.1 | Uso típico |
|---|---|---|---|---|
| 45° | Ranura en V simple, ranura biselada, ranura en J, ranura en U (CJP) | SMAW (palanca) | B-U2a, B-U4a, B-U8, B-U6 | Acero estructural, puentes, recipientes a presión |
| 30° | Ranura biselada, ranura en J (CJP) | GMAW / FCAW | B-U4a-GF, B-U8-GF | Producción de chapa metálica, estructuras ligeras y alimentación de alambre. |
| 60° | CJP de una sola V (con ranura posterior), PJP biselado | SMAW / SAW | B-U2, BC-P2 | Soldadura por arco sumergido de chapa gruesa |
| 37.5° | Conexiones tubulares en T, Y y K (CJP, Detalle B) | SMAW | Tabla 3.6 de AWS D1.1 | Estructuras marinas, cerchas tubulares, estructuras tipo jacket |
⚙ Nota técnica — Tolerancias del ángulo de ranura AWS D1.1
En la tabla anterior de ángulos de ranura admisibles según AWS D1.1 (Figuras 3.3 y 3.4 en las tablas de tipo de junta para CJP y PJP, respectivamente), vemos que la tolerancia de ángulo de ranura aceptada es +10°, −0° como se detalla y +10°, −5° en el ajusteUn bisel que muestre incluso una desviación negativa de 6° respecto al ángulo especificado no cumple con la normativa en la inspección de ajuste. El esmerilado manual, que normalmente produce una variación angular de ±5° a 8°, se acerca o supera el límite de ajuste de −5° en desviaciones negativas, lo que convierte el biselado con amoladora angular en un riesgo de incumplimiento normativo en cualquier soldadura estructural o que contenga presión, según lo estipulado en la norma AWS D1.1.
Para obtener una referencia completa sobre los estándares de ángulo de bisel en diferentes códigos y programas de tuberías, consulte la guía para biselado y chaflanado y el dedicado estándares de biselado .
Herramienta de biselado vs. amoladora angular: La diferencia en el rendimiento de la preparación de soldaduras
La mayoría de los talleres utilizan una amoladora para la preparación de trabajos porque es una herramienta extremadamente accesible, maneja todo tipo de uniones y geometrías, y no requiere una configuración especial; sin embargo, esta elección solo debe hacerse para trabajos pequeños y que no estén sujetos a códigos. Para cualquier otro escenario que requiera 15 o más biseles por turno, o cualquier unión regida por un WPS, la diferencia de eficiencia entre las amoladoras y cualquier equipo de biselado real es inmensa si se consideran la velocidad, la precisión, la salud del operador o el cumplimiento de los códigos.
En ConFab (El Dorado, KS), los fabricantes registraron que el tiempo por biselado disminuyó de 45 a 90 segundos usando discos de amolar a 7 a 10 segundos con una herramienta de biselado dedicada. Reducción del 80 al 90 % en el tiempo de ciclo. para la misma geometría de corte de 4 cm. Más allá del rendimiento, el rectificado angular conlleva tres dimensiones de riesgo que se acumulan y que las herramientas especializadas eliminan:
| Dimensión | amoladora angular | Herramienta de biselado especializada |
|---|---|---|
| Precisión de ángulo | ±5°–8° (dependiendo del operador) | ±0.5° (controlado por máquina) |
| Acabado de la superficie | Áspero; requiere un segundo pulido. | Listo para soldar en una sola pasada. |
| Riesgo de vibración (HAVS) | 3.5–6.0 m/s² A(8); el EAV del HSE del Reino Unido se superó después de ~1 h/día | Baja vibración; sistemas antivibración estándar |
| Exposición al polvo | Genera polvo fino de sílice respirable | Las virutas caen al suelo; mínima cantidad de partículas en suspensión en el aire. |
| El cumplimiento del Código | Alto riesgo de rechazo: límite de ajuste AWS D1.1 de -5° | Cumplimiento incorporado con el ángulo especificado |
| Tiempo de ciclo (15 articulaciones/turno) | ~22–35 min de molienda + tiempo de comprobación | ~3–5 min (80–90% más rápido) |
Cuándo utilizar una herramienta de biselado específica: guía de decisión
- IF Volumen diario de biselado ≥15 juntas Y cumplimiento del código de soldadura requerido → herramienta de biselado especializada
- IF El material es aluminio o acero inoxidable → herramienta dedicada siempre (La contaminación por virutas de la amoladora no es negociable)
- IF En su planta se aplican las normativas sobre HAVS o polvo de sílice → herramienta de biselado especializada
- IF Reparaciones ocasionales (≤5 juntas/semana) Y trabajos de acabado estructural no conformes al código → Amoladora angular aceptable
“Con los discos de amolar, se tarda demasiado en obtener un buen resultado. Ahora hago un bisel o un radio en un solo movimiento, sin ningún acabado. Las virutas caen directamente al suelo: no hay polvo en suspensión ni riesgo de síndrome de vibración mano-brazo (HAVS).”
Para un tratamiento completo de preparación de juntas de soldadura Para conocer las tolerancias y los estándares de ajuste, consulte la guía específica.
Para revisar las especificaciones de la máquina, consulte la ficha completa. biseladora rango de REDIMENSIONAR.
Compatibilidad con biselado de metales: acero, acero inoxidable, aluminio y PVC.

El rendimiento de corte de una herramienta de biselado varía según el material de la pieza. El tipo de inserto, la velocidad del husillo y la velocidad de avance deben ajustarse a la dureza, la conductividad térmica y el comportamiento de formación de virutas del material.
Al utilizar una configuración de acero sobre aluminio, o al mecanizar acero inoxidable con ajustes de velocidad para acero dulce, se producen errores geométricos, una vida útil reducida de los insertos y, en algunos casos, contaminación superficial que compromete la soldadura.
| Material | Tipo de inserción | Desafío común | Solución |
|---|---|---|---|
| El acero dulce | Cortador con inserto de carburo estándar | Desgaste en grados con alto contenido de silicio | Carburo de grado compatible; inspeccionar cada 4–8 horas. |
| Acero inoxidable | Carburo recubierto (TiAlN) | Endurecimiento por deformación a baja velocidad de alimentación | Baja velocidad, avance alto; no detenerse |
| Aluminio: | Carburo recubierto con ranuras pulidas | Borde reconstruido (BUE) — adhesión de virutas | Ranuras pulidas + mayor velocidad de avance + fluido de corte |
| Cobre | Carburo afilado sin recubrimiento | Formación de chips gomosos, untamiento | Ángulo de ataque positivo elevado; evitar recubrimientos. |
| Tubería de PVC / plástico y materiales compuestos | Inserto de polímero específico | Fusión a altas RPM; rebaba en el borde | Reduzca la velocidad a un rango de RPM más bajo; inserto afilado esencial |
⚙ Nota técnica: Borde reconstruido de aluminio (BUE)
Al biselar aluminio con plaquitas de carburo estándar, el aluminio se microsuelda al filo de corte, un fenómeno conocido como formación de filo acumulado (BUE, por sus siglas en inglés). El material adherido altera la geometría de corte efectiva, produciendo un ángulo de bisel incorrecto y un acabado superficial rugoso y con manchas.
Solución: utilizar plaquitas de carburo recubiertas con ranuras pulidas, diseñadas para el mecanizado de metales no ferrosos, operadas a velocidades de avance elevadas para eliminar las virutas antes de que se produzca adherencia, aplicando una fina película de fluido de corte en la punta de la plaquita. El uso de una amoladora angular sobre aluminio para la preparación de la soldadura agrava aún más este problema: las chispas de la amoladora incrustan partículas de hierro en la superficie del aluminio, lo que genera porosidad en la soldadura durante la fusión.
Aplicaciones industriales: Donde las herramientas de biselado son esenciales

Las herramientas de biselado se utilizan en todos los sectores industriales donde se unen metales bajo carga sostenida, pero en cuatro sectores en particular, la preparación correcta del bisel es un requisito reglamentario, no una preferencia de calidad.
En estos entornos, un bisel no conforme implica el rechazo de la soldadura, la no conformidad estructural y, en sistemas que contienen presión, el riesgo de una falla catastrófica.
Petróleo y gas — Oleoducto
Norma: API 1104 (tuberías de transmisión), ASME B31.3 (tuberías de proceso). Las juntas de campo requieren extremos de tubería biselados para una penetración completa de la raíz.
Una desviación angular que supere la tolerancia requiere cortar y volver a soldar, lo que conlleva un coste adicional.
Construcción naval y en alta mar
Norma: EN 1090 (Europa), AS/NZS 2980 (Australia). El biselado de las planchas del casco en las secciones estructurales determina la vida útil a la fatiga bajo cargas dinámicas de oleaje.
La precisión del bisel determina si la inspección de clasificación es aprobada o reprobada.
Construcción de acero estructural
Norma: AWS D1.1. Las conexiones de momento en zonas sísmicas requieren soldaduras de ranura CJP verificadas con geometría de bisel precisa confirmada contra una WPS aprobada por inspección de terceros.
Fabricación aeroespacial e industrial
Norma: AWS D1.2 (estructuras de aluminio), códigos OEM propios. La preparación de soldaduras de titanio y aluminio exige biseles libres de contaminación. Las herramientas específicas eliminan el riesgo de contaminación por partículas de hierro proveniente de discos abrasivos de acero al carbono.
Caso práctico: Reparación de oleoductos en Beaumont, Texas
Un equipo de mantenimiento de tuberías de dos personas trabajaba cerca de Beaumont, Texas, en una tubería de acero al carbono Schedule 40 (Sch 40) de 6 pulgadas de diámetro, sin acceso a la red eléctrica. Al utilizar una herramienta inalámbrica de biselado de tuberías de 18 V con una batería de gran capacidad, lograron preparar 12 juntas en tan solo 38 minutos, en lugar de las 2 horas y media que les habría llevado usar una amoladora manual.
El contratista logró superar las inspecciones API 1104 en el primer intento sin incurrir en el costo de $4,200 por el control remoto de un generador diésel.
Para aplicaciones relacionadas de corte de metales, consulte RESIZE. máquinas de corte por plasmaLas especificaciones completas del diámetro de la tubería se encuentran en el Fresadora y biseladora RESIZE página del producto.
Cómo elegir la herramienta de biselado adecuada: La matriz de selección de 5 factores

Elegir la herramienta adecuada para su proyecto o sitio no es cuestión de presupuesto: seleccionar la máquina incorrecta basándose únicamente en el precio provoca problemas operativos que resultan mucho más costosos en retrabajos y retrasos. Esta herramienta de corte de precisión debe ser compatible con su material, volumen de juntas, especificación de ángulo y normativa vigente. A continuación, se presenta una matriz de cinco factores que debe utilizarse antes de tomar cualquier decisión sobre equipos de capital, especificar un alquiler o adquirir un proyecto:
| # | Factor | Estado del producto | Recomendación |
|---|---|---|---|
| 1 | Material de la pieza de trabajo | Acero inoxidable o aluminio | Es obligatorio el uso de una herramienta específica; la contaminación de la amoladora es inaceptable en estos materiales. |
| 2 | Espesor del material | 0–12 mm → de mano; 12–35 mm → máquina portátil; >35 mm → estacionaria | Ajuste la clasificación de profundidad de corte al espesor; la gama RESIZE cubre profundidades de 0 a 25 mm. |
| 3 | Requisito de portabilidad | Trabajo de campo o sin suministro eléctrico de la red | Inalámbrico de 18 V o neumático; evite el uso exclusivo con cable para trabajos de mantenimiento o en tuberías remotas. |
| 4 | Fuente de energía | Taller → eléctrico (2.8 kW); Control remoto → inalámbrico 18 V / neumático / hidráulico | Eléctrico para producción continua; hidráulico para entornos submarinos o zonas peligrosas. |
| 5 | Volumen de producción diario | ≤5/semana → manual; ≥10/día → máquina eléctrica; ≥50/día → automatizada/CNC | Con más de 10 uniones al día, el retorno de la inversión en una herramienta de biselado motorizada suele ser inferior a 6 meses con tarifas de mano de obra de fabricación estándar. |
Para ver la gama completa de RESIZE mapeada según los cinco factores, desde unidades inalámbricas portátiles hasta máquinas estacionarias de alto volumen, cada una enviada como un kit de herramientas completo con insertos y accesorios, consulte la Gama de herramientas de biselado RESIZE.
Errores comunes al biselar y cómo evitarlos

En los talleres de fabricación, independientemente de su tamaño, la mayor parte de los costos de las reparaciones de soldadura se deben a problemas que no se originan en el proceso de soldadura en sí, sino en la preparación de la junta antes de soldar. Al menos cinco categorías de errores de biselado representan la mayor parte de los costos de reparación.
¿Cuáles son los errores más comunes al biselar?
Los 5 defectos de soldadura de bisel más costosos son el uso de un ángulo de bisel que cae fuera del rango permitido requerido por el código, generalmente por esmerilado manual sin guía mecánica, un ángulo de bisel que ha sido "balanceado" al crear anchos de cara de raíz variados alrededor de la circunferencia de la tubería y por lo tanto crear aberturas de raíz variadas, no eliminar las rebabas después del bisel, lo que introduce esos desechos en el charco de soldadura como defectos de tipo inclusión, el uso de una amoladora angular en una soldadura de código con soldaduras de ranura prescritas donde una desviación de 5 a 8 grados del bisel verdadero dará como resultado la violación de la limitación de ajuste AWS D1.1 de 5 grados, y finalmente, usar un disco de acero al carbono para esmerilar acero inoxidable o aluminio, incrustando así partículas de acero para formar posteriormente porosidad subsuperficial que no es visible a simple vista pero que se puede descubrir mediante RT o UT, en cuyo punto todo lo que se puede hacer es esmerilar toda la junta y volver a soldar.
⚠ Error n.° 1: Ángulo de bisel incorrecto
Consecuencia: Falla total de fusión desde la raíz hasta la superficie exterior. Realizar una prueba de desecho, retirar y volver a soldar.
Prevención: Asegúrese de utilizar una máquina biseladora específica capaz de producir el ángulo WPS. Debe verificarse con un transportador de ángulos antes de iniciar la producción.
⚠ Error n.° 2: Ancho de la raíz inconsistente
Consecuencia: aberturas de raíz irregulares alrededor de la tubería circunferencialmente irregular paso de raíz porosidad y falta de fusión (a las 3:00, 9:00)
Prevención Antes de sujetar cualquier tubería, verifique su redondez. Verifique la cara de la raíz en 4 posiciones (12, 3, 6, 9). La norma ASME B31.3 permite una variación máxima en la redondez de la tubería de hasta 1/32 de pulgada alrededor de la circunferencia.
⚠ Error n.º 3: Omitir el desbarbado
Consecuencia: Las rebabas metálicas generadas durante el proceso de biselado entran en el baño de fusión. Defectos de inclusión metálica definidos: fallo en la inspección volumétrica.
Preparación previa a la soldadura: Prepare y bisele o elimine las rebabas del borde antes de soldar. Esto toma menos de 30 segundos por junta y reduce considerablemente el riesgo de que aparezcan inclusiones en la radiografía.
⚠ Error n.° 4: Utilizar una amoladora angular en soldaduras reguladas por códigos.
Efecto: una diferencia de 5 a 8 en el rectificado manual excede la tolerancia de ajuste establecida en las normas AWS D1.1,5. La junta debe corregirse o el WPS debe volver a calificarse.
Prevención: Cualquier soldadura de ranura según las normas AWS D1.1, ASME o API requiere un proceso de soldadura especial, que incluye el uso de una máquina de biselado automatizada. Las amoladoras solo se pueden usar para eliminar puntos de soldadura y para el acabado que no sea una reparación reglamentaria.
⚠ Error n.° 5: Contaminación cruzada en acero inoxidable o aluminio.
Efecto: Las partículas finas de hierro procedentes del disco de acero se insertan en los depósitos atrapados en las microsoldaduras de la superficie de acero inoxidable, provocando corrosión/picaduras y porosidad en la soldadura cuando se somete a tensión.
No utilice discos que hayan sido usados en acero al carbono para preparar superficies de acero inoxidable o aluminio. Existen insertos de biselado para metales no ferrosos. Separe las zonas de trabajo de acero al carbono y acero inoxidable en el taller.
Caso: Fabricación de estructuras en Houston — Rechazo por ensayos no destructivos
Un taller de fabricación de acero estructural con sede en Houston, con experiencia en inspección ultrasónica rutinaria de porosidad, descubrió que el 14 % de todas las soldaduras terminadas presentaban esta discontinuidad subsuperficial, causada por 7 biseles fuera de especificación producidos por la aplicación de una amoladora angular para ángulos de ranura de 45 grados. Todas las uniones producidas con esta preparación, que fueron sometidas a la norma AWS D1.1, fueron posteriormente rechazadas por el inspector externo del taller, lo que requirió reprocesamiento y reinspección de unas 23 uniones, resultando en un costo de $18,000 en reprocesamiento. Se descubrió que todas las uniones rechazadas habían sido biseladas con una amoladora manual.
En consecuencia, se revisó el procedimiento de la empresa para exigir que todas las preparaciones de soldadura de ranura para proyectos regulados por códigos se realicen utilizando maquinaria de biselado aprobada.
Herramientas eléctricas de biselado portátiles e inalámbricas: Perspectivas del sector para 2026.

El mercado actual de herramientas de biselado está experimentando un cambio estructural hacia plataformas inalámbricas alimentadas por batería, impulsado por las necesidades de movilidad en las obras de construcción, el endurecimiento de las normativas sobre el síndrome de vibración mano-brazo (HAVS) en Europa y Norteamérica, y la adopción generalizada en diversos sectores de sistemas de baterías profesionales de 18 V que ahora alimentan desde taladros hasta máquinas de biselado en la misma plataforma.
+ 457%
Evolución interanual de la demanda de búsquedas de máquinas biseladoras portátiles (2025)
+ 42%
Crecimiento interanual de la demanda de búsquedas de máquinas biseladoras de placas (2025)
$150 M
Tamaño del mercado de biseladoras portátiles en 2025; previsión de 220 millones de dólares para 2034 (Informes de mercado verificados)
4.5%
Tasa de crecimiento anual compuesta (CAGR) del mercado de biseladoras portátiles (2026-2034)
El sector de las herramientas inalámbricas impulsa actualmente la innovación en el mercado de herramientas eléctricas profesionales. Se han introducido nuevas biseladoras inalámbricas con su propio sistema de batería en Bosch (PROFACTOR), Fein (AMPShare 18V) y Metabo, mientras que la adopción de nuevas máquinas inalámbricas continúa creciendo un 15 % anual en la industria de la fabricación profesional. Por otro lado, todas las biseladoras rectas (incluidas las unidades con cable y las estacionarias) seguirán creciendo a una tasa de crecimiento anual compuesta (TCAC) del 6.5 % y alcanzarán aproximadamente los 2.4 millones de unidades en 2033.
La presión regulatoria también acelera este cambio: la guía HAVS del HSE del Reino Unido asigna claramente a las amoladoras rotativas el Valor de Acción de Exposición (EAV) de 2.5 m/s² A(8) tras aproximadamente una hora de exposición diaria, lo que obliga a los empleadores a tomar medidas. En comparación, las biseladoras a batería con tecnología antivibración integrada se mantendrán muy por debajo de ese nivel durante su uso habitual.
Recomendación de medidas para 2026: Las instalaciones de fabricación que procesan 10 o más juntas biseladas por turno deberían evaluar las máquinas biseladoras inalámbricas de 18 V o eléctricas como reemplazo directo de los flujos de trabajo de preparación de soldadura basados en amoladoras angulares. El precio actual del equipo se sitúa antes de la consolidación de la plataforma; el segmento más amplio está creciendo a una tasa de crecimiento anual compuesta (CAGR) del 6.5 %, con aumentos de precios proyectados a medida que las principales plataformas de baterías absorban categorías de herramientas especializadas hasta 2027. Para conocer las opciones y precios actuales de las máquinas, consulte la Gama de herramientas de biselado RESIZE.
Preguntas frecuentes: Respuestas a las preguntas sobre herramientas de biselado
¿Qué aspecto tiene el biselado?
¿Qué es un borde biselado?
Un borde biselado es una superficie inclinada o en ángulo que se corta en el extremo de una pieza de metal, generalmente para crear una superficie angular claramente visible. Esto contrasta con un corte recto y plano de 90 grados. Normalmente, este ángulo es de 30, 45 o 60 grados.
En los extremos de las tuberías que se van a soldar, ambos extremos tienen ángulos biselados coincidentes que se unirán durante el proceso de ensamblaje para crear una ranura en V.
¿Cuál es la diferencia entre biselar y achaflanar?
¿Cuál es la diferencia entre biselar y achaflanar?
El biselado implica un corte mucho más profundo en toda la superficie, utilizado para crear una forma de V profunda en el borde interior o exterior para la soldadura de penetración total. La profundidad angular del biselado requiere la eliminación de una cantidad significativa de material en comparación con un chaflán. Las máquinas de biselado ofrecen la opción de utilizar un cabezal de corte para biselado o un cabezal para chaflán, y muchas máquinas de biselado modernas cuentan con cabezales intercambiables, de modo que la misma herramienta puede utilizarse para ambas operaciones en un taller.
Para una comparación técnica completa, consulte la guía de biselado y chaflanado.
¿Se puede utilizar una herramienta de biselado para desbarbar?
¿Una máquina biseladora también puede achaflanar o desbarbar?
Sí, las biseladoras con cabezales intercambiables también incluyen insertos para desbarbar y achaflanar, lo que permite al operario taladrar, cortar el extremo de una tubería o fresar una superficie plana y desbarbarla simplemente cambiando el cabezal, sin necesidad de herramientas adicionales. Al utilizar este sistema junto con el cabezal de corte biselado, se evita la compra de maquinaria especializada y costosa, así como de una segunda herramienta que solo se usaría ocasionalmente. Esto reduce la cantidad de equipos necesarios en el taller, lo que se traduce en una menor inversión total.
¿Cuál es el ángulo de bisel estándar para la soldadura?
¿Cuáles son los ángulos de bisel más comunes para el acero estructural?
El ángulo de bisel precalificado más común para una junta soldada de penetración completa en acero usando SMAW es el ángulo de bisel de 45 grados en soldaduras de ranura de bisel en V simple, ranura en J, ranura en U y ranura en H según AWS D1.1 para una junta CJP simple. Para doble bisel en ranura en V crea un ángulo incluido de 90 grados. Los métodos GMAW y FCAW usan un bisel de 30 grados en soldaduras CJP de bisel simple según AWS D1.1; un ángulo de junta mínimo de 37.5 en conexiones circulares en T, Y y K según la tabla 3.6 de AWS D1.1; un bisel de 60 grados en juntas CJP de bisel simple según AWS D1.1 para placa gruesa con SAW; y un bisel estándar de la industria de 45 grados para acero al carbono estructural cuando no se hace referencia a ningún código. La tolerancia en el ángulo de bisel según AWS D1.1 es de +10 / 0 en estado soldado y +10 / 5 en el ensamblaje, que son los rangos aceptables antes de la inspección NDT; cualquier desviación mayor a este rango de tolerancia resultará en un fallo en la inspección del código.
¿Cuánto duran las plaquitas de biselado de carburo?
¿Cuántas horas de uso puedo obtener de un inserto de carburo?
¡Esa es la pregunta del millón! Sin embargo, la vida útil típica de los insertos depende en gran medida del material que se corta y de los parámetros de trabajo individuales: para acero al carbono a la velocidad correcta se pueden esperar entre 4 y 8 horas de corte por inserto; de 2 a 4 horas en acero donde no hay carbono o muy poco que se ha endurecido por trabajo; de 8 a 12 horas en aluminio usando insertos pulidos y el proceso de lubricación correcto; el desgaste en la broca de carburo sería evidente cuando se necesita ejercer más fuerza, la calidad del acabado se deteriora o su ángulo de verificación muestra que se está desviando de la dimensión prescrita (cuando se mide con el uso de un transportador). Una ventaja particular que se puede encontrar al usar máquinas de biselado con herramientas de carburo: se puede esperar que un inserto de 4.0-4.50 se puede esperar que cueste aproximadamente $4-8 USD para los que no están recubiertos y cualquier lugar de $15-25+ para los recubiertos.
En comparación con el coste de una reelaboración, si una inspección de soldadura falla debido a errores geométricos causados por insertos desgastados que no se reemplazaron 2 horas antes, entonces el ahorro es significativo.
Artículos Relacionados
Referencias y fuentes
- Código de soldadura estructural AWS D1.1 — Acero (Nivel 1 — Archivo jurídico del gobierno de EE. UU.)
- Agencia Ejecutiva de Salud y Seguridad del Reino Unido: Guía sobre vibraciones mano-brazo (Nivel 1)
- Norma de la OSHA sobre sílice cristalina respirable (Nivel 1)
- Código de tuberías de proceso ASME B31.3 (Nivel 2)
- API 1104: Soldadura de tuberías e instalaciones relacionadas (Nivel 2)
Acerca de esta guía: Este artículo fue elaborado por el equipo de ingeniería de RESIZE para ayudar a los profesionales de la fabricación a determinar las herramientas de biselado y los métodos de preparación de soldadura adecuados. RESIZE proporciona equipos industriales de fresado y biselado para acero estructural, oleoductos y gasoductos, y astilleros. Los ángulos de biselado incluidos en este documento se obtuvieron de versiones de dominio público de la norma AWS D1.1 y las directivas de la HSE del Reino Unido.
Consulte siempre las ediciones más recientes para aplicaciones que impliquen retención de presión y otras aplicaciones críticas para la seguridad.
Revisado por el equipo de ingeniería de RESIZE, fabricantes de fresadoras y biseladoras industriales que prestan servicios a las industrias de construcción naval, oleoductos y gasoductos, y fabricación de estructuras de acero.









{kind=link}
{kind=link}
{kind=link}
{kind=link}