
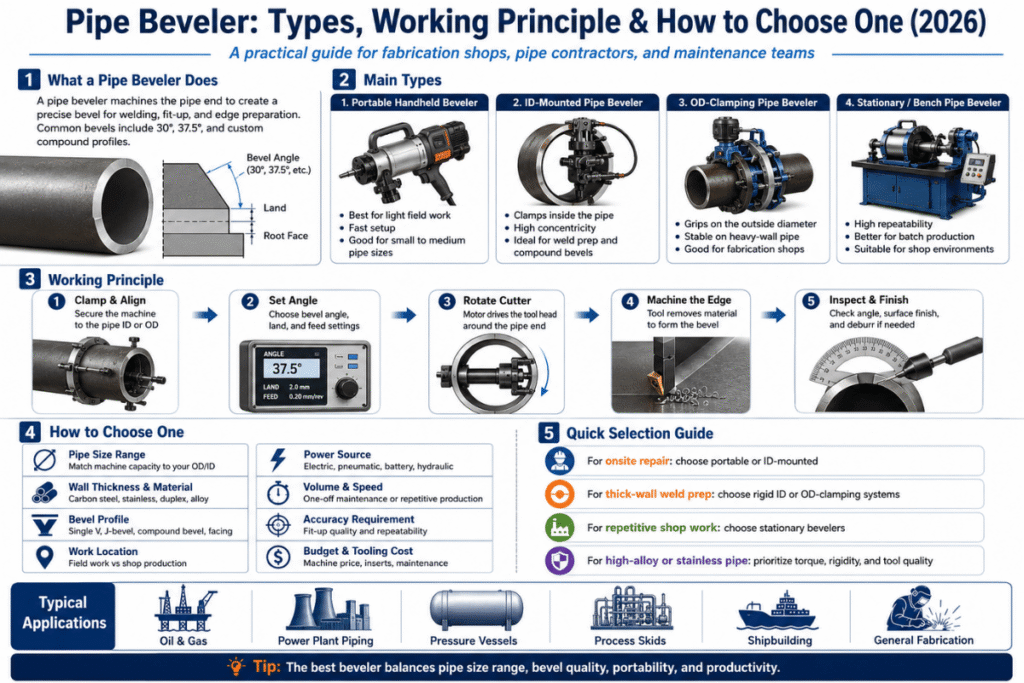
Una biseladora de tuberías es la pieza clave para determinar si una soldadura se aprueba o se devuelve para su reprocesamiento. Seleccionar la incorrecta —ya sea por un tipo distinto o por elegir la correcta con especificaciones erróneas— es el gasto evitable más común en la fabricación de tuberías. Este artículo analiza todos los tipos de biseladoras de tuberías, su principio de corte y un método de 7 pasos para su próxima compra, con ángulos de bisel según las normas AWS D1.1, ASME B31.3 y API 1104.
Especificaciones rápidas
| Rango de trabajo | De 0.5″ a 24″ (aproximadamente 12–610 mm) normalmente; hasta 40″ con kits de extensión. |
| Ángulos de bisel | Ajustable de 0° a 60° (37.5° en V simple, el más común; 30° en tubería; 45° en estructura) |
| Opciones de energía | Neumática, eléctrica (con cable/sin escobillas/a batería), hidráulica |
| Espesor de la pared | ≤38 mm portátil; >40 mm normalmente requiere bisel compuesto de banco/CNC |
| Ranuras para herramientas | 1–3 (refrentado, avellanado, biselado: la ranura múltiple permite una preparación en una sola pasada) |
| La precisión del ángulo | CNC estacionario ±0.5° / Eléctrico portátil ±1° / Neumático ±1–2° |
| Estándares | AWS D1.1 · ASME B31.3 · ASME B16.25 · API 1104 · ISO 9692 |
¿Qué es una biseladora de tubos? (Y por qué la preparación del borde determina la calidad de la soldadura)
Una biseladora de tubos es una herramienta eléctrica que prepara el extremo de un tubo para su unión mediante un corte angular. El borde biselado proporciona al soldador un punto de partida para realizar una soldadura de penetración completa. La ranura resultante contiene el material de aporte, controla el aporte térmico y proporciona penetración para la pasada de raíz entre los dos extremos del tubo.
Cualquier soldador puede producir una fusión deficiente o una falta de penetración si no se prepara adecuadamente la geometría.
Las otras tres aplicaciones de la máquina difieren de una sierra, una amoladora y una herramienta de biselado. Una sierra no puede realizar cortes con un ángulo distinto a 90°, ya que corta perpendicularmente al eje del tubo. Una amoladora angular elimina material, pero no es práctico mantener el mismo ángulo en toda la circunferencia del tubo.
Una herramienta de chaflán añade un pequeño borde decorativo o de desbarbado (menos de 30), no la ranura de soldadura de profundidad completa del biselador. El biselador de tuberías mantiene grados consistentes (30, 37.5, 45) en todo el extremo de la tubería de forma repetible junta de soldadura tras junta de soldadura, usuario.
Por qué esto es importante: Código de soldadura estructural AWS D1.1 – Acero y Tuberías de proceso ASME B31.3 Ambos documentos especifican que la preparación del borde debe ajustarse a una Especificación de Procedimiento de Soldadura (WPS) válida. Una WPS es un documento donde se describe la geometría que se ha intentado emular. Dado que los procedimientos de soldadura se evalúan mediante la geometría, una desviación en la forma del bisel constituye motivo suficiente para la no conformidad, incluso si la soldadura final parece perfecta.
Para una explicación más detallada de la categoría más amplia, consulte nuestra descripción de ¿Qué es una máquina biseladora? y El propósito del biselado en la fabricación.
Cómo funciona una biseladora de tubos: El principio de corte en 60 segundos
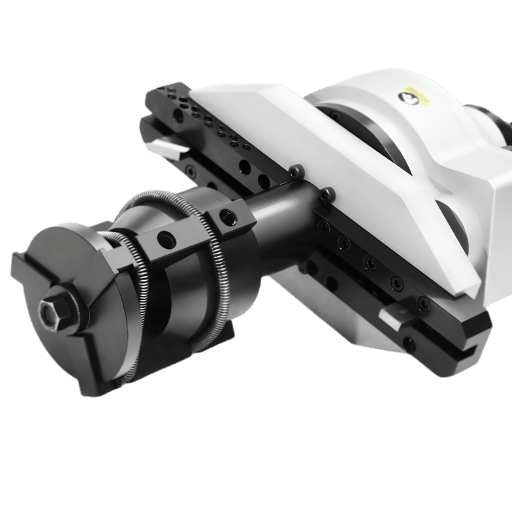
La biseladora de tubos sujeta el tubo mediante una abrazadera y luego gira el cabezal de la herramienta hasta el extremo del tubo, eliminando material con insertos de carburo en un ángulo preestablecido. Se compone de cuatro elementos principales: un sistema de sujeción, un accionamiento, un cabezal giratorio y los insertos de corte.
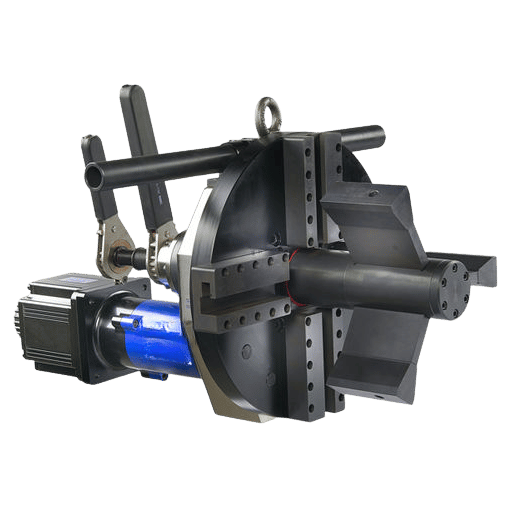
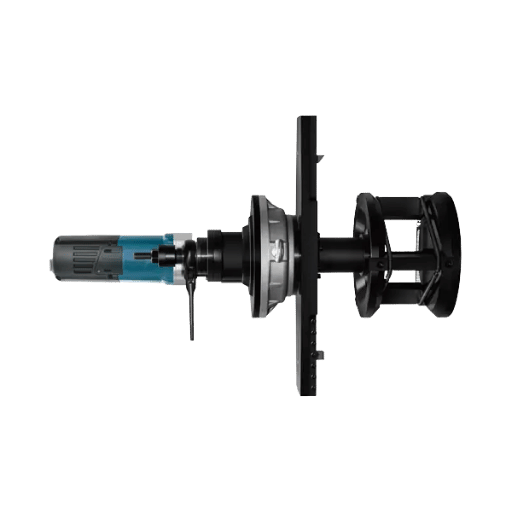
El sistema de sujeción es la característica que distingue una biseladora profesional de una herramienta para aficionados. Existen dos tipos de sistemas de sujeción universales. El primero sujeta desde el interior expandiendo un mandril interno dentro del tubo.
Este tipo de abrazadera es muy precisa, rápida y la más común si se puede acceder al diámetro interior de la tubería. El segundo tipo utiliza mordazas de sujeción externas que se fijan al exterior del tubo. Esta es la única opción para placas tubulares de intercambiadores de calor y otras aplicaciones donde no se puede acceder al interior del tubo.
Los datos de las máquinas industriales GBC pueden servir de guía para determinar dónde se pueden utilizar los sistemas de sujeción con mandril. Estos datos muestran abrazaderas que funcionan con diámetros internos desde 10 mm en el extremo más pequeño hasta 1,016 mm (40″) en el extremo más grande, según el tipo de máquina.
Una vez que el tubo está montado en la máquina, el cabezal de la herramienta gira alrededor del eje del tubo y corta el bisel en una revolución. Las clases se definen por el rango de revoluciones por minuto (rpm): las biseladoras portátiles alcanzan de 5 a 120 rpm con un par motor elevado (para acero de pared gruesa), mientras que las máquinas de sobremesa CNC pueden alcanzar de 2000 a 6000 rpm en el cabezal de corte con insertos de diámetro considerablemente menor. El accionamiento puede ser neumático (preferible para ATEX o zonas con riesgos inherentes), eléctrico (la opción más común en las nuevas adquisiciones) o hidráulico.
El carburo es el material de corte. El inserto específico tiene una geometría definida: plana, redondeada o con perfil en J. El mismo operario puede pasar de un bisel en V a un bisel en J sin necesidad de cambiar la máquina, simplemente intercambiando los insertos.
Una fórmula típica para calcular la carga de viruta, utilizada en máquinas CNC industriales y publicada en numerosos foros especializados, es: carga de viruta = diámetro de la fresa / 200. La vida útil de las herramientas de carburo se expresa en pies lineales de corte, no en horas de funcionamiento. Un inserto puede preparar entre 50 y 300 pies de acero al carbono MS (de pared media) antes de que falle el filo, dependiendo del material y del refrigerante.
El biselado mecánico en frío mantiene la tubería a temperatura ambiente durante el corte. Zona afectada por el calor (ZAC) cero; sin cascarilla de óxido; sin cambios microestructurales en el borde. Esto se ha confirmado en Guía técnica de GBC para el biselado en frío, Análisis de la zona afectada por el calor de Fractory, y Referencia de la zona afectada por el calor del fabricante.
Los aceros en los que mejor funciona son los inoxidables, los dúplex y las aleaciones a base de níquel: los cortes térmicos en estos materiales inducen una banda de cromo empobrecido o modifican la relación austenita-ferrita y, por lo tanto, reducen la resistencia a la corrosión durante el funcionamiento.
5 tipos de biseladoras de tubos: portátiles, de sobremesa, CNC, de corte en frío y montadas en diámetro interior/exterior.
Una forma de categorizar el mercado es en cinco niveles funcionales, separados por la ubicación del trabajo, el método utilizado por la máquina para sujetar y sostener la tubería y su nivel de automatización. La taxonomía de 5 tipos ha reemplazado las categorías de marketing ("servicio ligero", "industrial", "servicio pesado") con especificaciones relevantes para la adquisición, como se detalla a continuación:
| Tipo | Tamaño de la tubería | Espesor de la pared | Donde funciona | Industrias típicas | Banda de precios |
|---|---|---|---|---|---|
| Identificación portátil montada | 0.5 ″ –12 ″ | ≤25 mm | En el terreno, en el lugar, in situ. | Mantenimiento de oleoductos, petróleo y gas, y plantas de tratamiento de aguas residuales. | $ 1,500-$ 8,000 |
| Portátil, montado en el exterior | 2 ″ –24 ″ | ≤30 mm | Intercambiadores de calor, trabajo de ID bloqueado | Generación de energía, petroquímica | $ 3,500-$ 15,000 |
| Banco / Estacionario | 1 ″ –24 ″ | ≤40 mm | Tienda, estación fija | Talleres de fabricación, patios de bobinas prefabricadas | $ 8,000-$ 25,000 |
| CNC automatizado | 2 ″ –40 ″ | Hasta 120 mm con bisel compuesto | Líneas de producción de gran volumen | Recipientes a presión, construcción naval, energía nuclear | $25,000–$80,000+ |
| Plástico / PVC dedicado | 2 ″ –24 ″ | Paredes de plástico con clasificación SDR | Campo o tienda | Drenaje, servicio de agua, fusión de HDPE | $ 200-$ 2,500 |
Cabe destacar dos distinciones. Primero, la división entre corte en frío y corte en caliente divide estos tipos: si bien la mayoría de las biseladoras de tubos contemporáneas son mecánicas (corte en frío), el corte por llama y plasma todavía se emplean para la preparación inicial en bruto, con acabado mecánico. Segundo, el montaje interno frente al externo es una elección de sujeción, no una distinción de producto; en el mismo chasis, una sola marca suele tener ambos sistemas de sujeción.
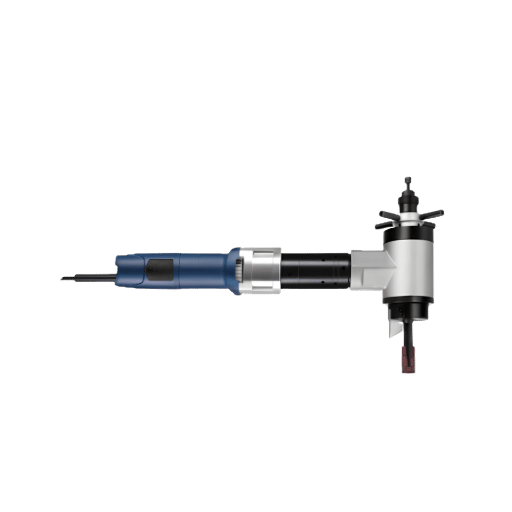
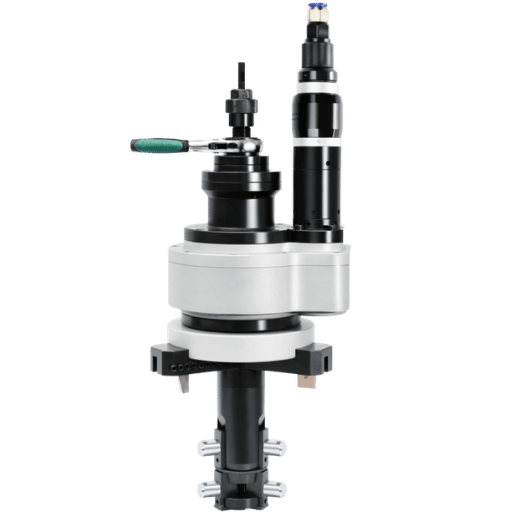
¿Qué es una biseladora de tubos portátil?
Una biseladora de tuberías portátil es una máquina modular, típicamente de 8 a 27 kg (18 a 60 lbs), que un artesano puede transportar hasta la tubería que se está biselando, en lugar de al revés. La máquina se sujeta a la tubería mediante un mandril interno o mordazas externas, luego el cabezal gira alrededor del extremo de la tubería biselándola en una sola pasada. Las búsquedas de "biseladora de tuberías portátil" aumentaron unas diez veces en 2025 (datos de Google Ads de DataForSEO: 30 búsquedas mensuales en mayo de 2025, a 320 en septiembre de 2025), lo que indica que estamos viendo una tendencia más clara hacia la preparación de tuberías nuevas en el sitio para proyectos de construcción y puntos de conexión de tuberías. Las biseladoras portátiles suelen ser ajustables para cualquier diámetro de tubería en el rango de 0.5 a 24, y manejan hasta aproximadamente 30 mm de espesor de pared antes de que el usuario necesite pasar a un banco o un curso CNC. La compensación: control de ángulo de precisión de una máquina CNC, que mantiene 5. Si bien el ángulo preciso determina la integridad de la soldadura, en comparación con la preparación de soldadura típica de 1.0 sub-1.0 en muchas soldaduras de servicio crítico, OSWPS exige una tolerancia de 2.5.
Biseladores específicos para cada material: acero, acero inoxidable, PVC y plástico HDPE.

No se puede aplicar el mismo bisel a todos los materiales con el mismo inserto. Aunque superficialmente similares en el filo de corte, los aceros y los PVC difieren enormemente en cuanto a la herramienta, la velocidad de avance y la estrategia de refrigeración. Si se combina la herramienta incorrecta con los parámetros incorrectos, se producirán estrías en los plásticos o un desgaste rápido en el acero inoxidable.
| Material | Herramienta recomendada | Enfriamiento | Cuidado |
|---|---|---|---|
| Acero al carbono (A53, A106) | Inserto de carburo, perfil en V o J. | Aire o aceite de corte ligero | Formación de rebabas en paredes delgadas: finalizar con una pasada de desbarbado. |
| Acero inoxidable (304, 316) | Carburo recubierto (TiAlN), avance reducido | Se requiere refrigerante sintético | Endurecimiento por trabajo: evite el reposo, mantenga la alimentación continua. |
| Dúplex / superdúplex | Carburo con recubrimiento de primera calidad, RPM más bajas | Inundación de refrigerante de alto volumen | La relación de fases es sensible al calor local: solo mecánica fría. |
| Inconel / aleaciones de níquel | Cerámica o carburo de primera calidad | Inundación de refrigerante | El costo del desgaste de las herramientas es el factor dominante; los anexos de cotización se adjuntan por separado. |
| PVC/CPVC | Fresa para router o fresa HSS | Solo aire, sin refrigerante líquido. | Calor = retroceso de la fusión; reducir la alimentación en cortes más profundos |
| HDPE (preparación para fusión a tope) | Cara plana, no de tipo insertable. | Solo aire | La planitud de la superficie es más crítica que el ángulo. |
¿Se puede utilizar una herramienta de biselado en tuberías de PVC?
Sí, pero no con el mismo inserto que se usa en el acero. Las biseladoras de PVC usan una fresa o una herramienta de corte de acero de alta velocidad que corta el plástico sin generar suficiente calor para fundir los bordes. La mayoría de las herramientas de biselado de plástico funcionan sin refrigerante, con aire que proporciona suficiente disipación de calor, y funcionan a RPM significativamente más altas y avances más bajos que las biseladoras de acero. Usada en tuberías residenciales de drenaje e irrigación, la herramienta Bevel Pro, que es un mecanismo de mango plano o alto-bajo, produce un bisel de 15° en el extremo de tubería C-35 o SDR 26 en aproximadamente diez segundos por extremo de tubería. Usada en la preparación de fusión a tope de HDPE, el cuerpo de la herramienta cambia a un refrentador plano con una cara perpendicular para producir una superficie plana, no biselada, para la unión. Si usa un inserto de acero en PVC, terminará con una cresta vidriada y fundida en la que su cemento solvente puede quedar atrapado; si usa una fresa de PVC en acero Schedule 40, romperá o desafilará la fresa en minutos.
Geometría y estándares de biselado: Explicación de las ranuras en V, J, U y K

La geometría es donde se originan la mayoría de los problemas de calidad y la mayoría de las repeticiones de trabajo. El ángulo del bisel es una variable; la superficie de apoyo (o cara de la raíz), la abertura de la raíz y el tipo de ranura son igualmente críticos y dependen de las normas. Las cuatro geometrías más comunes en tuberías de proceso y estructurales son V, J, U y K, ninguna de las cuales se une sin el espesor de pared adecuado y las especificaciones de soldadura de proceso correspondientes.
| Groove | Gama de paredes | Ángulo típico | Cuándo usar | Volumen de relleno |
|---|---|---|---|---|
| V simple | 5 – 20 mm | Bisel de 37.5° (75° incluidos) | Acceso por un solo lado, GTAW o GMAW | Línea base (1×) |
| Doble V (bisel en X) | 15 – 40 mm | 37.5° a cada lado | Acceso por ambos lados, reduce el relleno. | ~50% de V única |
| J-prep | 15 – 40 mm | 10°–20° con radio redondeado | Muro grueso, acceso por un solo lado | ~40% de V única |
| Ranura en U o en K | > 40 mm | 10°–15° con radio profundo | Nuclear, pared gruesa de alta presión | ~30% de V única |
Los valores anteriores se derivan de las geometrías conjuntas detalladas en ISO 9692-1 Soldadura y procesos afines: recomendaciones para la preparación de juntas.y se verificó con los detalles de juntas precalificadas AWS D1.1. La V simple a 37.5° por lado (75° incluidos) es la configuración predeterminada para uso operativo en la geometría de extremo de soldadura estándar ASME B16.25 en tuberías de pared de 22 mm que alimentan tuberías de proceso ASME B31.3.
Los requisitos del código varían. Aquí es donde las tiendas pierden ganancias. Guía práctica de Kedes Machine para el sector. Este documento describe cómo un taller de fabricación perdió un contrato de 200 000 dólares por realizar cortes biselados de 37.5° en un proyecto de oleoducto que requería 30°, según la norma API 1104. Si bien los biselados estaban presentes, no coincidían con la especificación de procedimiento de soldadura (WPS) calificada, por lo que cada junta tuvo que ser reelaborada. La conclusión es la siguiente: no existe una solución universal.
“No existe un ángulo estándar. Cortar un bisel de 37.5° simplemente porque es lo que hace todo el mundo es la razón por la que hay que rehacer las juntas o no se superan las inspecciones. Solo hay un ángulo recto: es el que aparece en su procedimiento de soldadura certificado (WPS).”
— Dongmei Guo, Fundador de Kedes Machine (más de 15 años de experiencia en la fabricación de máquinas biseladoras de tuberías)
| Código | Ángulo de bisel | Tolerancia | Cara raíz |
|---|---|---|---|
| ASME B16.25 (referenciada por B31.3) | 37.5° (pared de ≤22 mm) | ± 2.5 ° | 1.5mm ±0.5mm |
| AWS D1.1 (CJP precalificado) | bisel simple de 45° | ± 5 ° | 0–3 mm típico |
| AWS D1.1 (PJP) | 30 ° mínimo | ± 5 ° | Por detalle de la junta |
| API 1104 (canalización principal) | 30° | ± 5 ° | 1.6mm ±0.8mm |
| API 1104 (instalación) | 37.5° | ± 2.5 ° | 1.6mm ±0.8mm |
Para obtener referencias de código completas y comprender la diferencia entre ángulo de bisel y ángulo incluido, consulte nuestras guías complementarias. estándares de biselado, símbolos de soldadura de ranura, y Calidad e inspección de la soldadura de bordes.
Para paredes de más de 15 mm, cambiar de una preparación en V simple a una en J suele reducir el volumen de material de aporte y el tiempo de arco de soldadura en un 60 % o más. El coste reside en el uso de un inserto de perfil de radio (más caro, con menor desgaste y menor velocidad de avance de la herramienta) y de herramientas que mantengan la forma del radio sin errores, lo cual parece imposible según la norma ISO 9692. Para la mayoría de los recipientes estructurales y a presión de pared gruesa, los costes de mecanizado con preparación en J justifican la inversión en utillaje tras el biselado inicial de tan solo 200 juntas.
Especificaciones clave para comparar: Rango de diámetro exterior/interior, RPM, ranuras para herramientas, espesor de pared.

Cuando los presupuestos para biseladoras de tubos con especificaciones similares difieren drásticamente, la hoja de datos revela la lista de cinco elementos que determinan sus capacidades: rango de trabajo, capacidad de espesor de pared, ranuras para herramientas, rpm/avance y precisión de sujeción.
- Rango de trabajo (diámetro exterior o interior): localice el mínimo/máximo nominal más la zona muerta, donde el mandril no puede acoplarse (la mayoría de las cajas de engranajes tienen una zona muerta de 0.5" a 1.0" entre los tamaños de mandril).
- Espesor máximo de pared: El valor máximo indicado supone un corte en V simple. Reduzca el valor en 0.30 para preparaciones en J o biseles compuestos. Una pared de 40 mm suele equivaler a una preparación en J de 28 mm.
- Ranuras para herramientas: una ranura solo para biseles, dos para refrentado, tres para avellanado. Las máquinas de preparación de múltiples ranuras ofrecen la geometría completa de la unión en una sola configuración, eliminando los errores de ajuste por reajuste.
- Control de RPM y alimentación: Las opciones de control de RPM (regulador electrónico o neumático) ofrecen más ventajas que la velocidad máxima de alimentación (v-max RPM). ¿Desea que el acero inoxidable y el acero se alimenten de forma diferente, o prefiere un compromiso (velocidades de RPM fijas)?
- Repetibilidad de la sujeción: solicite la "concentricidad TIR" (desviación total del indicador) del mandril después de volver a sujetarlo. Cualquier desviación superior a 0.25 mm se manifiesta como una planitud irregular del bisel circunferencial.
Los datos de precisión de los equipos publicados por la industria, aunque no provengan de un estándar de prueba neutral común, pueden dar una idea de su funcionamiento práctico:
Debido a la tolerancia máxima de 5 de API 1104 frente a 2.5 para ASME B16.25, una biseladora eléctrica portátil de 1, solo tendría de 2.01 a 4.95 teniendo en cuenta el ángulo cerrado, aproximadamente la mitad del presupuesto de tolerancia que se le devuelve al operador.
Cómo elegir una biseladora de tubos: Marco de selección de 7 pasos
El siguiente marco de trabajo consta de siete decisiones en orden. Cada una reduce aún más las opciones, de modo que, al llegar a la séptima, normalmente se encuentran una o dos máquinas que ofrecen la mejor relación calidad-precio. Este marco se ha elaborado a partir de los requisitos del código público de soldadura, así como de la práctica en trabajos estructurales, de procesos y de tuberías; no se trata de una recomendación de una sola marca de máquinas.
- Primero, el material. El acero, el acero inoxidable, el plástico y las aleaciones especiales requieren diferentes estrategias de inserción y alimentación. Si se generan dos materiales, se necesitan dos juegos de insertos; no necesariamente dos máquinas, solo asegúrese de que el chasis sea apto para ambos.
- Determine el diámetro exterior de la tubería con la regla del 90 %. Seleccione la máquina cuyo diámetro de mandril supere el 90 % de los diámetros que prevé cortar este año, no el mayor que haya visto. En casos excepcionales, la tubería de mayor diámetro probablemente se enviará a taller o a un subcontratista.
- Determine el espesor máximo de pared. Considere una reducción de potencia (25 %) para la preparación en J. Si hoy corta una pared de 30 mm, necesitará una máquina con capacidad para 40 mm si prevé realizar la preparación en J mañana.
- Toma una decisión sobre el sitio o taller. Operaciones de campo > tubería de 24″ = portátil. Series de producción de juntas idénticas = banco o CNC. Entorno combinado = portátil con respaldo fijo es más económico que CNC dedicado.
- Adapte la forma del bisel al programa. Las herramientas de bisel simple cubren entre el 80 % y el 90 % de las aplicaciones ASME B31.3. Si necesita cumplir con las normas API 1104 (30 grados) y B31.3 (37.5 grados), necesitará una máquina de ángulo ajustable en lugar de una de ángulo fijo.
- Elija el sistema de accionamiento según el entorno. Neumático para atmósferas ATEX/explosivas. Eléctrico (con cable o a batería) para construcción general. Hidráulico para oleoductos principales o submarinos. Actualmente, el sistema eléctrico es la opción más popular para maquinaria nueva, salvo en entornos ATEX.
- Considere el volumen y el ciclo de trabajo. Menos de 50 uniones por semana = portátil. De 50 a 500 = de sobremesa. Más de 500 uniones por semana = CNC. Generalmente, la inversión se amortiza en 18 meses, según las tarifas laborales estándar de Norteamérica.
Material OD 90% Pared 1.25 Geometría del sitio vs taller Procedimiento Entorno de accionamiento Volumen Ciclo de trabajo. Ejecute las siete decisiones en orden; cuando se produzca el primer resultado único, ahí está su categoría de máquina. Si dos categorías de máquina sobreviven a cada una de las siete decisiones, la menos costosa es la ganadora.
Una nota disidente de un hilo del foro de Practical MachinistPara un biselado de tubería de diámetro pequeño, un instalador experimentado que utilice una lima bastarda de doble corte de 15 pulgadas probablemente pueda terminar la junta antes de que la unidad portátil se desempaquete y se fije. Planificar la compra de una máquina para una sola soldadura anual no tiene mucho sentido; el marco anterior presupone un volumen a largo plazo.
Para una visión reveladora de cómo funciona la maquinaria, consulte nuestro pilar sobre fresadoras y biseladoras profesionales, que enumera los rangos de funcionamiento y las bandas de precios por configuración.
Precios y retorno de la inversión: ¿Qué se puede comprar realmente con 1,500 dólares frente a 30 000 dólares?

La diferencia de 20 entre las biseladoras de tubos más económicas y las más caras ilustra las diferencias de capacidad que se deben tener en cuenta: precisión de la abrazadera, rango de tamaños de tubería, automatización frente a manual. A continuación, se muestran los rangos de precios públicos de 2025 a principios de 2026 para equipos nuevos de los principales resultados de SERP (Steelmax, Tri Tool, Reed, Mathey Dearman y listados de la plataforma Amazon), así como las gamas portátiles y de sobremesa de RESIZE. Los precios que se muestran a continuación son solo de referencia, representan una instantánea frecuente y no necesariamente reflejan los precios actuales del mercado. Para obtener una cotización con precios recientes, contáctenos directamente.
| Banda de precios | Ventajas | Acantilado de capacidad |
|---|---|---|
| $ 200-$ 2,500 | Herramientas específicas para PVC/plástico, biseladores manuales, herramientas portátiles básicas de acero al carbono montadas en el interior | Pared de menos de 12 mm, de un solo material, sin revestimiento ni avellanado. |
| $ 2,500-$ 8,000 | Kits de mandriles portátiles neumáticos o eléctricos de 2″ a 12″, cortes en V simple. | Pared de menos de 25 mm, 1-2 tipos de material, ranura para una sola herramienta |
| $ 8,000-$ 15,000 | Herramientas portátiles de alta resistencia con múltiples ranuras (frontal/bisel/avellanado), rango de diámetro exterior/interior más amplio. | Pared de hasta 30 mm, compatible con J-prep, accionamiento eléctrico de velocidad variable. |
| $ 15,000-$ 31,000 | Banco / fijo, banco con alimentación automática, diámetro exterior mayor de hasta 24″ | Pared de hasta 40 mm, producción repetible, CNC de nivel básico |
| $ 31,000 + | Mecanizado CNC completo, alimentación automatizada, gran diámetro (más de 24 pulgadas) y biseles compuestos. | Producción en grandes volúmenes, precisión de ±0.5°, PLC integrado. |
Un cálculo sencillo del retorno de la inversión (ROI): (ahorro de tiempo de preparación manual por junta) (tarifa de mano de obra cargada) (juntas/año) (costo de la máquina) = Recuperación en el año 1 si es positiva. Una biseladora portátil que ahorra 8 minutos por junta a una tarifa cargada de $75/hora, aplicada a 1,200 juntas/año, ofrece alrededor de $12 000 en ahorro de mano de obra; recuperar una máquina portátil de $5,000-$8,000 en poco menos de un año. La economía se vuelve desfavorable para la máquina por debajo de las 200 juntas por año, a menos que se pueda considerar el costo del retrabajo de calidad y el costo de capital se amortice por separado.
Errores comunes y mejores prácticas en el lugar de trabajo
Los errores que provocan la necesidad de rehacer un trabajo de biselado están documentados en numerosas referencias del sector de la soldadura, y son sorprendentemente consistentes. Nueve problemas comunes de soldadura de tuberías de Miller Electric Los estudios de caso de Kedes Machine sobre el cumplimiento de la norma WPS coinciden en los mismos cinco errores prevenibles.
- Al cortar, evite verificar los biseles del WPS. Este es el error más costoso en obra. El bisel que "parece correcto" es el que se ha validado para su procedimiento de soldadura. Siempre verifique la validación antes del primer corte.
- Interpretación del ángulo de bisel como ángulo incluido. Un dibujo que indique “ranura de 75°” puede interpretarse como 37.5° por lado (correcto) o 75° por lado (incorrecto: un ángulo incluido de 150°; erróneo). Confirme con el propietario antes de mecanizar.
- Espesor incorrecto de la cara de la raíz. Un espesor excesivo (más de 3 mm) provoca falta de penetración; un espesor insuficiente (menos de 1 mm) causa perforación. El rango de 1.5-1.6 mm y 0.5-0.8 mm en las normas ASME B16.25 y API 1104 es un compromiso deliberado.
- Preparación de juntas para soldadura TIG mediante soldadura con electrodo revestido. Estos dos procesos tienen estrategias de diseño de juntas muy diferentes; en el día a día, la adherencia provoca falta de fusión. Al soldar componentes con orificios sucios, la soldadura con electrodo revestido puede operar con una separación de 1/8" y un borde de corte de 3/32"; los procesos de soldadura TIG y RMD con alambre requieren una separación de 1/8" a 5/32" y un borde de corte de 3/32". Tratar los tres procesos de la misma manera produce falta de fusión en la raíz.
- Tras la preparación de tuberías mediante plasma u oxicorte, se omite el rectificado plano. Estos dos procesos dejan una capa de óxidos alrededor del borde de corte que produce porosidad, inclusiones o falta de fusión. El uso de biseladoras en frío con cortes de rectificado mediante muela abrasiva evita este problema y constituye una de las razones prácticas más importantes para especificarlas o utilizarlas, especialmente en tuberías de servicio crítico.
Los participantes del sector informan de un sexto problema que los registros de inicio de sesión no abordan en las hojas de inspección: la improvisación de equipos. Las soluciones improvisadas que han demostrado ser eficaces para servicios no críticos y series cortas, como la omnipresente roscadora de tuberías Ridgid 300 con amoladora, aparecen con frecuencia en los foros de discusión. La opinión generalizada sobre este uso es: «Funciona para trabajos pequeños, puntuales y no críticos; no funciona para trabajos que requieren certificación».
Un ejemplo práctico para ilustrar el costo: un taller de fabricación en el sureste de EE. UU. cortó biseles de 37.5° para un proyecto de conexión de oleoducto de 32 km (20 millas) según la norma API 1104 (se requerían 30°). No hubo problema con el ángulo, pero estaba fuera de la especificación de soldadura (WPS) calificada. Las 480 juntas tuvieron que ser rectificadas, preparadas nuevamente y soldadas de nuevo. Solo la mano de obra, a $85/hora con dos cuadrillas, superó los $200 000. La máquina era correcta, el bisel estaba bien; simplemente no leyeron las especificaciones del proyecto antes de ajustar el ángulo.
Para ver un ejemplo de campo paralelo con un costo de materia prima más favorable, consulte nuestras guías complementarias sobre ajuste de soldadura de tuberías y biselado frente a chaflán.
Perspectivas del sector: accionamientos eléctricos, biseladoras inteligentes y corte adaptativo mediante IA.
Tres curvas están modificando los costes unitarios de los oleoductos hasta 2027 y mucho más allá, y cada una cuenta con datos lo suficientemente actualizados como para influir en una compra realizada hoy.
Eléctrico versus aire. Según Reports and Data, el mercado de biseladoras eléctricas de tuberías alcanzó los 0.45 millones de dólares en 2024 y se prevé que llegue a los 0.85 millones de dólares en 2034.Según un pronóstico de tendencias de LinkedIn para el sector hasta 2025, la tasa de crecimiento anual compuesta (CAGR) del segmento será del 5.6 % a partir de 2026, superior a la del mercado general de máquinas biseladoras: 4.16 %. Los principales impulsores son la mejora de la tecnología de baterías integrada en un motor sin escobillas que permite trabajar durante toda la jornada laboral y la eliminación de compresores en la mayoría de las obras de construcción (Business Research Insights, 0.4 mil millones de dólares en 2026, con un aumento hasta los 0.57 mil millones de dólares en 2035).
Corte inteligente adaptativo. Perspectivas de Pemamek para la automatización de la soldadura en 2026 Se hace hincapié en la soldadura adaptativa mediante IA y los gemelos digitales, mientras que la misma ingeniería se aplica al biselado: en sensores de ángulo de corte y avance que ajustan los parámetros en tiempo real, compensando la ovalidad de la tubería o las variaciones en el espesor de la pared. Esto fue demostrado por primera vez por los proveedores en 2024 y ahora se está implementando en las biseladoras CNC de producción a partir de 2025-2026.
Convergencia de códigos hacia cortes en frío. La norma ISO 9692 ya exige que los biseles en J y en U de tuberías demasiado gruesas para el corte térmico cumplan con tolerancias demasiado estrictas para la soldadura. Las normas EN 1090 e ISO 3834 se basan en esto para la construcción con marcado CE, exigiendo que las soldaduras o el ajuste/acabado de los componentes de las tuberías tengan la misma precisión. En la práctica, si su taller fabrica tuberías estructurales/con marcado CE, nucleares o para recipientes a presión, pronto estará optando por una biseladora mecánica automatizada de corte en frío, y no al revés.
¿Planificando inversiones de capital para 2026? En ese caso, una consideración práctica es priorizar el accionamiento eléctrico sobre el neumático, invertir en capacidad de ranuras múltiples para conos J y asignar presupuesto para el reemplazo de kits de insertos de carburo cada 12-18 meses, según el volumen de trabajo. La máquina puesta en marcha ahora seguirá en servicio para mecanizar en 2031, pero los insertos no.
Preguntas frecuentes
P: ¿Cuál es la diferencia entre biselar y chaflanar?
Ver respuesta
P: ¿Qué ángulo debo usar para biselar un tubo antes de soldarlo?
Ver respuesta
P: ¿Puede una biseladora de tubos portátil trabajar con acero inoxidable Schedule 80?
Ver respuesta
P: ¿Cuánto dura un inserto de carburo en una biseladora de tubos?
Ver respuesta
P: ¿Necesito una máquina diferente para tuberías de PVC que para tuberías de acero?
Ver respuesta
P: ¿Cuál es la biseladora de tubos fiable más económica para un taller pequeño?
Ver respuesta
¿Necesita una biseladora de tuberías que se ajuste al tamaño y al espesor de pared de su tubería?
RESIZE ofrece máquinas de biselado y fresado de tubos portátiles, de sobremesa y preparadas para CNC, que cubren diámetros exteriores de tubos de 0.5" a 24" y espesores de pared de 40 mm. Las fichas técnicas, las capacidades y las configuraciones están disponibles en esta página de producto.
acerca de esta guía
Esta guía para biseladoras de tuberías utiliza las normas AWS D1.1, ASME B31.3, B16.25, API 1104 e ISO 9692, y se compara con guías técnicas y debates en foros de profesionales entre 2024 y 2026. La metodología de selección de 7 pasos se basa en códigos públicos y ejemplos reales, no en una marca específica. Validada por los ingenieros de RESIZE según la funcionalidad del bisel, los materiales y las especificaciones del equipo.
Referencias y fuentes
- Código de soldadura estructural AWS D1.1 / D1.1M:2020 — Acero — Sociedad Americana de Soldadura
- Guía de tuberías de proceso ASME B31.3 – Normas de ingeniería del Laboratorio Nacional de Los Alamos
- ISO 9692-1 Soldadura y procesos afines: recomendaciones para la preparación de juntas. — Organización Internacional de Normalización
- Técnicas de soldadura de tuberías para evitar 9 problemas comunes – Miller Electric
- Biselado en frío para tubos y placas: una guía completa — Herramientas industriales GBC
- Zona afectada por el calor: causas, efectos y reducción. — Fractorio
- Todo lo que necesitas saber sobre la zona afectada por el calor. — El Fabricante
- Ángulos de biselado de tuberías por código: Guía rápida de ASME, AWS y API — Máquina de Kedes
- Mercado de máquinas eléctricas para biselar tuberías – Previsiones y tendencias – Informes y datos
- Tendencias que configurarán la automatización de la soldadura en 2026 — Pemamek
Artículos Relacionados
- ¿Qué es una máquina biseladora? — definiciones y categorías principales
- Normas de biselado: explicación de AWS, ASME, API e ISO 9692
- Ajuste de soldadura de tuberías: cara de raíz, abertura de raíz y tolerancia
- Símbolos de soldadura de ranura y cómo leer planos de soldadura
- Biselado frente a chaflán: operaciones, herramientas y estándares
- La guía definitiva para posicionadores de soldadura de tuberías









{kind=link}
{kind=link}
{kind=link}
{kind=link}