
![卓上溶接ポジショナーガイド:仕様、種類、選び方 [2026]](https://resizeweld.com/wp-content/uploads/2026/05/0-8-1024x683.webp)
📐 エンジニアリング概要 — 卓上溶接ポジショナー
| 容量範囲 | 250ポンド~1,000ポンド(一般的な生産段階) |
| テーブル直径 | 8インチ~24インチ(容量レベルによって異なります) |
| 傾斜範囲 | 0°~135°(電動モデルのほとんどは0°~90°) |
| 回転速度 | 0.1~6 RPM(可変) |
| 接地回路 | スリップリングまたはスプリング式接点を介して200~800A |
| ドライブの種類 | ウォームギア(ほとんどのモデル)/サーボモーター(プレミアムモデル) |
| 単位重量 | 35~280ポンド(容量によって異なります) |
| 電源入力 | 110V / 220V 単相(ほとんどの卓上型モデル) |
卓上溶接ポジショナーとは何か?そして、実際に誰が必要とするのか?
卓上溶接ポジショナーは、溶接サイクル全体を通して溶接継手が下向き(水平)の位置を維持できるように、ワークピースを回転および傾斜させる電動装置です。溶接作業者が静止した部品の周囲でくさびを挟んだり位置を変えたりする必要がなく、重力、トーチ角度の不適切さによる疲労、および不安定な移動速度といった問題に対処しながら作業を進める必要がなくなります。ポジショナーはトーチに最適な角度を提供し、各溶接を通してその角度を正確に維持します。
このコンセプトは理にかなっています。登録されている溶接姿勢の中で、水平姿勢が最も速く、溶着速度が最も高く、溶け込み深さも最大になります。パイプやフランジ継手を45度傾けると水平姿勢になり、パイプの端と端を90度傾けると水平姿勢になります。また、単一のガイド付きトーチラインの後ろでワークを固定具上で一定の速度で回転させると、特に円形継手において、より均一なビード形状が得られます。
典型的な顧客は、少量の特注部品を製作したり、少量から中量のバッチ生産を行うカスタム製作会社、ロールバーやサスペンション部品を製造するモータースポーツおよび高性能自動車メーカー、フランジ付きパイプを設置する空調設備および機械設備業者、小型圧力ハウジングを接合する計装および真空システムOEM、精密アセンブリのメンテナンスを行う航空宇宙整備会社などです。同じエンドユーザー向けに週に3~4回以上、高頻度で部品を生産する工場であれば、ポジショナーはセットアップ時間と手直しコストの削減により、最初の生産でほぼ確実に元が取れます。
卓上型か自立型かまだ迷っていますか?卓上型と自立型ポジショナーの比較ページをご覧ください。
主な仕様:耐荷重、傾斜範囲、回転速度について解説

定格耐荷重は、ほとんどの購入者が知っているものの、実際には過大評価されている場合が多い。最大耐荷重は、標準的な水平テーブル(水平位置)上に、中央に配置されバランスの取れた状態の器具に適用される。器具が中央からずれて傾いていると、実効耐荷重は低下し、場合によっては大幅に低下する。
技術ノート:耐荷重とモーメントアーム
作業負荷は溶接物の重量+治具の重量に等しくなりますが、作業場では治具の重量を忘れがちです。さらに、XYテーブルベアリングにかかる実効荷重は、テーブル軸からワークピースの重心までの距離が長くなるにつれて増加します。チャック面に200ポンド定格のポジショナーを取り付けても、8インチの偏心では12ポンドしか支えられない場合があります。ワークピースの重心がオフセットしている場合は、ポジショナーのサイズ選定時に最低1.5の安全率を考慮してください。
| 段 | 定格出力 | テーブル直径 | 速度範囲 | 一般的なアプリケーション | 概算価格 |
|---|---|---|---|---|---|
| 軽量 | 50〜250ポンド | 8インチ–14インチ | 0.3 - 5 RPM | 小型フランジ、パイプ継手、モータースポーツ部品 | $ 800 - $ 2,500 |
| 中型 | 250〜500ポンド | 14インチ–20インチ | 0.1 - 4 RPM | 圧力容器のヘッド、ポンプ本体、バルブ | $ 2,500 - $ 5,500 |
| 重厚なベンチトップ | 500〜1,000ポンド | 12インチ–24インチ | 0.5 - 5 RPM | 大型マニホールド、構造サブアセンブリ | $ 4,500 – $ 9,000 + |
TIG溶接とMIG溶接では、それぞれどのくらいの回転速度が必要ですか?
これが主な計算です。アーク移動速度 (IPM、インチ/分) = 部品形状の計算式に決定された RPM を掛けます。通常、ほとんどの工場では部品の直径はわかっていますが、アーク移動速度はわかりません。10 秒の円形ビードを取り、長さを計算し、それを 6 倍します。これが IPM です。TIG (GTAW) アーク速度は、円形部品の場合、一般的に 0.1 ~ 1.0 RPM です。MIG (GMAW) アーク速度はより速く、1.0 ~ 4.0 RPM が期待されます。パイプ GMAW アーク速度は、プロセスと直径に応じて、0.5 ~ 2.0 RPM の中間です。
標準的なワークピース寸法の例を含む、溶接ポジショナーの容量表で詳細な計算結果を確認できます。
🔧 ショップシナリオ:モータースポーツ用ロールケージ製造業者
4130クロモリ鋼製のロールケージノードアセンブリを製造する加工業者が、ポジショナーを選定している。各部品の重量は18ポンドだが、テーブル中心から3インチずらして取り付けられるため、モーメントアームにかかる実効荷重は約40~45ポンドとなる。250ポンドの軽量ポジショナーであれば、この荷重には十分対応できる。1,000ポンドのユニットは、このサイズの部品には無駄なオーバースペックであり、設置スペースも余計に必要となる。購入の判断を賢明に行うには、実際の作業荷重(質量ではなく)に合わせてユニットを選定することが重要である。
卓上溶接ポジショナーの種類:電動式、手動式、固定式、2軸式

製品説明では用語が統一されていないことがあるため、実際の構成オプションを理解しておくことで、間違った機械を購入してしまうことを防ぐことができます。固定ベース式の機械(より正確には溶接ターンテーブル)は角度調整のみが可能で、傾斜式よりも安価な傾向があります。必要な位置に合わせて角度付きベースプレートを作成できる専用用途に最適です。傾斜ベース式ポジショナーは、接合部を水平から垂直までの任意の角度で配置することができ、溶接業界ではこれを「溶接ポジショナー」と呼んでいます。
| タイプ | モーション | 以下のためにベスト | 適していない |
|---|---|---|---|
| 電動傾斜機能 | 回転+傾斜 | 一般生産、TIG溶接、パイプフランジ | 傾斜が関係ない専用の固定設定 |
| 固定ベース式電動ターンテーブル | 回転のみ | 専用部品セットアップ、低予算 | 1回のセットアップで複数の溶接位置を必要とする作業 |
| 手動傾斜 | 電動回転、手動傾斜 | 販売量が少なく、予算が限られている店舗 | 頻繁な傾斜調整を必要とする生産工程 |
| 2軸/主軸台・心押し台 | 回転+傾斜(両軸とも電動式) | 長尺部材、構造用サブフレーム | 小型でコンパクトな部品。より広い床面積が必要。 |
回転構成の詳細については、こちらをご覧ください。 回転溶接ポジショナー および 2 軸システム ページ。よくある製造工場の間違いの 1 つは、1 日 3 個の部品を製造する作業に対して、300 ~ 400 ドルの手動傾斜装置で同じ作業ができるにもかかわらず、完全電動のポジショナーに投資することです。
卓上ポジショナー、溶接ターンテーブル、回転ロール:どれが必要か?

これら3つの機器クラスは、購入者の検索においてしばしば混同される。容量範囲は重複するものの、用途や機械の仕組みは全く異なる。
| 機器 | 傾ける | 回転 | 標準負荷 | 典型的なコスト | 以下のためにベスト |
|---|---|---|---|---|---|
| ベンチトップポジショナー | 0°-135° | 0.1 - 6 RPM | 50〜1,000ポンド | $ 800 – $ 9,000 + | フランジ、継手、精密組立品 |
| 溶接ターンテーブル | なし(固定ベース) | 0.3 - 5 RPM | 50〜500ポンド | $ 300 - $ 2,500 | 固定角度での専用円形溶接 |
| ターニングロール | なし | 連続的な | 500〜100,000ポンド | $ 1,200 – $ 40,000 + | 円筒形の容器、パイプ、タンク(長軸) |
| フロアポジショナー | 0°-135° | 0.1 - 3 RPM | 1,000〜50,000ポンド | $ 5,000 – $ 60,000 + | 重構造溶接物、生産工場 |
クイックセレクションシステム:長尺の円筒形ワークピース(タンク、容器シェル、パイプセクションなど)は、自身の軸を中心に回転し、ターンロールで位置決めされます。接合部へのアクセス位置決めには、傾斜および回転ユニットが必要です。接合部が常に固定位置で溶接される場合は、800ドル以下の固定ベースターンテーブルで十分です。1,000ポンドを超える部品の場合は、部品の形状によっては、床置き型のポジショナーが必要になる場合があります。
回転式溶接ポジショナーと2軸システムに関するページで、回転式構成の詳細をご覧ください。よくある製造工場のミスの一つは、1日に3個の部品を加工する作業に、300~400ドルの手動式傾斜装置で同じ作業ができるにもかかわらず、完全電動式のポジショナーに投資してしまうことです。
卓上溶接ポジショナーの選び方:3×3選択マトリックス
ほとんどの購入ガイドでは「負荷とプロセスを考慮する」としか推奨されていません。それでは、十分な情報に基づいた機器購入を行うには不十分です。以下の3×3マトリックスは、ワークピースの重量区分と溶接プロセスを対応付け、それぞれの組み合わせにおける具体的な初期仕様を示します。見積依頼段階で、これを初期候補リスト作成の基準として活用してください。
| ワークピース重量 | ティグ溶接/ガス溶接 | MIG溶接/フラックス入りワイヤ溶接 | パイプ/重構造物 |
|---|---|---|---|
| 100ポンド未満 | 重量250ポンド、回転数0.1~2RPM、スリップリングはオプション、DCモーター推奨 | 重量250ポンド、回転数1~4RPM、標準チャック、ACまたはDCモーター | 250ポンドユニット、90°以上の傾斜を確認、バックパージが必要な場合は中空スピンドル |
| 100〜500ポンド | 重量500ポンド、回転数0.1~1RPM、連続溶接にはスリップリングが必要、サーボドライブ推奨 | 500ポンドユニット、1~3回転/分、高トルクウォームギア、500A+接地 | 重量500ポンド、135°の傾斜が必要、長尺物用には外側ローラーサポートが必要 |
| > 500ポンド | → 検討する 2軸フロアポジショナー またはヘッドストック/テールストックシステム | 重量1,000ポンドのベンチトップ、800A以上の接地、電動傾斜機能付き | 1,000ポンドのベンチトップと長軸を支えるための回転ローラー |
購入チェックリスト(5項目)
- 実際の理想的な作業荷重を決定します。溶接物の質量と治具の質量を合わせた値に、重心が偏っているワークピースの場合は1.5を乗じ、平らな荷重と同じ値にします。
- 傾斜荷重値を調べ、基準となる平面荷重値ではなく、実際の傾斜状況における荷重値を使用してください。両方の値は異なることがわかり、考慮すべきは傾斜荷重値です。
- 接地回路の容量がプロセス電流に対応できることを確認してください。接地容量が不足していると、アーク不安定性が発生します。
- 連続TIG溶接や円周方向の高電流溶接を行う場合は、スリップリングの使用を検討してください。そうしないと、ケーブルの自由な流れに抵抗が生じ、抵抗スパイクが発生する可能性があります。
- 現在の最大生産量から50%増の生産能力を想定して計画を立てましょう。生産部品が大型化するにつれて、契約期間中にポジショナーの交換やアップグレードに費用をかけるのは大きな負担となります。
🔧 ショップシナリオ:圧力容器製造工場
ある小規模な工場では、特注の圧力容器ヘッドを販売している。現在、180ポンドのフランジ付きアセンブリを1つ生産中だ。エンジニアは、重心のオフセットと、将来的に部品が大きくなる可能性を考慮して、250ポンドではなく500ポンドのポジショナーを指定した。6か月後、この工場は、工程内で溶接する220ポンドのアセンブリに関する新たな契約を獲得した。250ポンドのユニットでは、生産途中で高額なアップグレードが必要になっただろう。
TIG溶接、MIG溶接、パイプ溶接:ポジショナー仕様に合わせた溶接プロセス

切断トーチだけが機器選択に影響を与える要素ではありません。回転テーブル上でのTIG溶接(またはGMAW溶接)は、MIG溶接ステーションとは異なる設定が必要です。
| プロセス | 速度範囲 | 接地電流 | スリップリング | チャック/治具 |
|---|---|---|---|---|
| ティグ溶接/ガス溶接 | 0.1 - 1.5 RPM | 150〜350 A | 必須(連続ローテーション) | 3爪またはコレットが望ましい |
| ミグ/GMAW | 0.5 - 4 RPM | 200〜500 A | 推奨電流:250A以上 | Tスロットテーブルまたはタック固定具 |
| フラックスコア(FCAW) | 0.5 - 3 RPM | 250〜600 A | 必要(高電流) | 頑丈なTスロットテーブル |
| パイプ/構造 | 0.5 - 2 RPM | 200〜800 A | 必須 | 3爪チャックまたはVブロック治具 |
卓上溶接ポジショナーでTIG溶接を行う場合、スリップリングは必要ですか?
連続円周TIG溶接(治具を360度以上連続的に回転させる溶接)では、スリップリングの使用が必須です。スリップリングを使用しないと、溶接ケーブルと不活性ガスカプラがワークピースに巻き付き、抵抗が大幅に増加します。これによりアークの安定性が低下するだけでなく、短絡が発生すると溶接機が停止します。テーブルを1回の溶接で90度以下回転させる短い仮付け溶接の場合は、スリップリングのないポジショナーでも使用できますが、多少のリスクがあり、日常的な使用には適していません。
TIG溶接でアルミニウムを溶接する際の3つ目の考慮事項は、可変速フットペダルです。このフットペダルを使用すると、溶融池が形成されるまで低速で溶接を開始し、停止することなく連続溶接ビードへと加速できます。可変速ポジショナーに従来のTIGフットペダルを取り付けられるマウントプラットフォームは、手頃な価格で簡単に使用できます。ステンレス鋼をTIG溶接する場合は、不活性ガスを逆噴射するためのポートを備えた中空テーブルシャフト付きの治具を選択してください。
プロからのアドバイス:TIG溶接を行う際は、出力はポジショナー内部のスリップリングまたは貴金属接点スプリングシステムを通して供給してください。治具にケーブルを通してはいけません。溶接部からの帰還アース線をケーブルに通すと、ビードに抵抗スパイクとして不可解な不均一性が生じます。これはトラブルシューティングが難しいものの、解消することが非常に重要です。
パイプ専用の器具について知りたいですか?当社の パイプ溶接ポジショナー ページと、ヘッドストック/テールストックの配置に関する素晴らしい解説をご覧ください。
セットアップ、取り付け、および安全:卓上溶接ポジショナーの正しい操作方法
ポジショナーの故障の99%、溶接事故の92%は、不適切な接地、または荷重傾斜に関する作業員の訓練不足という、2つの単純なミスのいずれか、あるいは両方が直接の原因となっている。
「溶接を開始する前に、必ず溶接機の接地線をポジショナーに備え付けられたスタッドに接続してください。接地されたスチール製の作業台にボルトで固定されただけのポジショナーで溶接を行うと、高電流の溶接電流が機械内部を流れます。電流がベアリングを流れると、最終的にベアリングの破損につながります。回路に電流が流れると、重大な焼損事故を引き起こす可能性があります。」
📐 技術ノート:接地ケーブルのサイズ選定
最大500Aの逆電流を消費するポジショナーの場合、ポジショナー本体からワークピース接続点まで、最低でも2/0 AWG(67mm)の接地ケーブルを配線することをお勧めします。接地ケーブルが細すぎると、アークが不安定になり、接続点から熱が奪われ、ポジショナー回路が焼損する可能性があります。 労働安全衛生局 1910.252 また、ANSI Z49.1では、ワークピース、またはそれを支える金属製のテーブルは、溶接回路の接続とは独立して接地されなければならないと規定されている。
⚠️ 傾斜荷重警告
500ポンドのポジショナーが、500ポンドの組立品を45°傾斜させ、ワークピースの重心が中心から8インチずれた状態で保持すると、テーブルベアリングにかかる有効モーメントアーム荷重は850ポンドを超え、定格水平位置荷重を大幅に上回ります。傾斜テーブルで新しい部品プログラムを開始する前に、必ず傾斜荷重を計算してください。
7項目からなる安全試運転チェックリスト
- 最初のアークが発生する前に、ポジショナー本体からワーククランプまでの接地回路の導通を確認してください。
- テーブルのバランスを確認する – 傾斜させる前に、偏心クランプの反対側にカウンターウェイトを追加する
- フットペダルインターロックの動作を確認してください(フットペダルを離すと回転が停止します。設置されている場合)。
- 四半期ごとにスリップリングの接触ブラシを点検し、腐食やカーボン堆積が見られる場合は交換してください。
- 冷却休憩なしにデューティサイクル定格を超えないでください。ほとんどの卓上型ポジショナーはデューティサイクル60%で定格されています。
- ワークピースがテーブルから回転しないように、少なくとも3点で固定してください。
- 使用しないときはテーブルの傾斜クランプをロックしてください。固定されていない傾斜ヘッドは振動で揺れる可能性があります。
🔧 店舗シナリオ:偏心傾斜事故
加工工場では、ポジショナーのフラットテーブル定格内でアセンブリを取り付けました。ワークピースの重心が中心から9インチずれた状態での傾斜荷重は誰も考慮していませんでした。オペレーターがテーブルを90度に傾けて回転を開始したところ、テーブルベアリングには定格傾斜値の2倍を超える実効荷重がかかりました。その結果、ベアリングレースが破損し、設置が3週間遅れました。対策としては、仕様段階で指定すればコストは0ドルです。新しい部品プログラムごとに、最初のサイクル前に傾斜モーメントを計算してください。
も参照してください。 サイズ変更溶接ポジショナーの安全ガイドライン – 試運転および日常使用のための完全な運用手順書。
卓上溶接ポジショナーの価格、ブランド、購入前に知っておくべきこと

価格帯は非常に幅広く、エントリーレベルのターンテーブルから産業用サーボ駆動ポジショナーまで、桁違いの価格差がある。しかし、その価格差の理由こそが、数字そのものよりも重要なのだ。
| 段 | 価格帯 | 標準仕様 | 得られるもの/得られないもの |
|---|---|---|---|
| エントリー / DIY | $ 300 - $ 900 | 150ポンド未満、モーターなし、基本的な傾斜機能 | 手動傾斜、速度制御なし、スリップリングなし、負荷認証なし |
| プロフェッショナル・サービス | $ 1,700 - $ 3,500 | 200~500ポンド、電動式、可変速、フットペダル | ウォームギア駆動、DCモーター、オプションのチャック、フットスイッチ、基本スリップリング |
| 産業用/精密機器 | $ 4,500 – $ 9,000 + | 500~1,000ポンド、サーボドライブ、フルスリップリング、デジタル速度表示 | サーボ精度、CNC対応インターフェース、保証サポート、米国またはヨーロッパ製の高品質 |
予算に組み込むべき隠れたコスト
- 輸送費:ほとんどのポジショナーはLTLトラック便で配送されます。費用は150ドルから500ドル程度を見込んでください。
- 輸入関税:中国製溶接ポジショナーのHCSTコードは8515.80.0000で、税率は6.5%です。USITCで確認してください。
- チャックまたは治具:多くの定価にはチャックは含まれていません。まともな3爪チャックの場合、200ドルから600ドル程度を見込んでください。 溶接チャック.
- 試運転:新しいポジショナーについては、電気系統の試運転時間と最初の部品のバランス調整時間を含めることを忘れないでください。
DIYポジショナーについて:Googleで「DIY溶接ポジショナー」を検索する人の大半は、ロボットセルを自作している作業員です。DIYポジショナーは、趣味で少量生産の単体溶接作業を行う場合には有効です。しかし、ウォームギアのバックラッシュ、耐荷重の不明さ、接地認証の欠如といった問題があるため、DIYユニットへの投資は長期的に見ると割に合いません。DIYユニットを製作したほとんどの製造業者は、18ヶ月以内に市販のユニットを購入せざるを得なくなります。
エントリーレベルの卓上型ポジショナーの予算については、専用の購入ガイドをご覧ください。または、RESIZE溶接ポジショナー製品ラインに直接アクセスして、モデルを比較し、見積もりを依頼することもできます。
業界展望:サーボドライブ、協働ロボット統合、そして卓上ポジショナーの未来
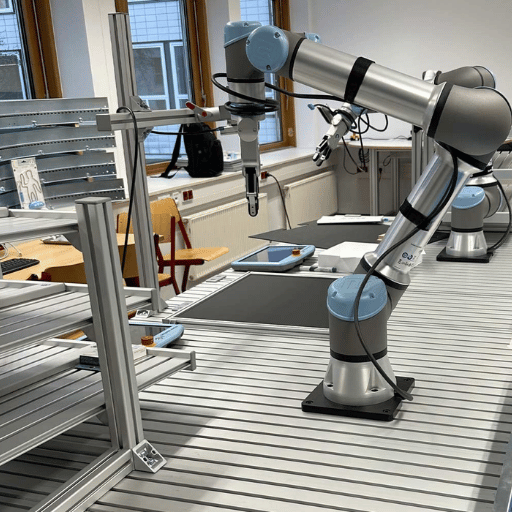
世界のロボット溶接市場は、2025年には8.1億ドルと評価され、2034年には27.9億ドルに達すると予測されており、年平均成長率(CAGR)は15.2%です。この成長は、卓上型ポジショナーの存在にもかかわらず起こっているのではなく、むしろその周辺で起こっているのです。協働ロボット(コボット)がより多くの周方向の反復溶接作業を担うようになるにつれ、ポジショナーはシステムの7番目の軸となるのです。
米国溶接協会は、2029年までに32万500人の熟練溶接工が不足すると予測している。工場では溶接工をロボットに置き換えるのではなく、協働ロボットを使って個々の溶接工の1シフトあたりの処理能力を向上させている。デジタル速度インターフェース(RS-485またはEtherNet/IP)を備えたサーボ駆動の卓上ポジショナーは、ポジショナーの回転速度を協働ロボットのPythonトーチ動作とリアルタイムで同期させることができ、1人の溶接工による作業を半自動化された作業セルに変換できる。
卓上溶接ポジショナーは協働ロボットと互換性がありますか?
RS-485またはEtherNet/IP通信ポートを備えた最新のサーボ駆動卓上ポジショナーは、ほとんどの主要協働ロボットブランドと連携して、同期した第7軸として動作させることができます。ポジショナーは、フットペダルではなくロボットコントローラから速度と位置のコマンドを受け取るため、溶接プログラム全体を通してトーチの経路とテーブルの回転を正確に同期させることができます。アナログのみの速度制御を備えたACモーターポジショナーでは、ドライブを完全に交換しない限り、このような統合は実現できません。また、機械式ドライブ(ウォームギア、ギアトレイン)は、購入後にサーボ精度に改造することはできません。
将来を見据えた仕様の優先順位(2025~2026年):最初からサーボ駆動とデジタル速度出力を備えたポジショナーを選択する。500ポンド級のサーボモーターとACモーターのコスト差は800~1,500ドルで、後々協働ロボットの導入が必要になった際にシステム全体を交換する場合よりもはるかに安価である。
関連する 溶接位置決め装置におけるサーボモーターとACモーターの比較 | ロボット溶接ポジショナー統合ガイド
よくある質問 — 卓上溶接ポジショナー
卓上溶接ポジショナーに必要な耐荷重はどれくらいですか?
最も重い加工対象物に治具の重量を加え、偏心重心荷重と予想される工場の成長を考慮して 1.5 倍します。この値で算出される荷重が、最小定格平面荷重です。同様に重要なのは、メーカーに実際の作業角度での傾斜荷重を明記してもらうことです。この値は平面定格より 30~70% 低い場合があり、実際に安全な操作を左右するのはこの値です。500 ポンドのポジショナーが 400 ポンドのアセンブリを 90 度の角度で 8 インチの重心オフセットで保持している場合、すでに傾斜定格を超えている可能性があります。そして、この計算は製品リストにはほとんど記載されていません。
卓上溶接ポジショナーをTIG溶接に使用できますか?
間違いなくそうです。DCモーター、可変速フットペダル、そしてプロセス電流に対応した定格のスリップリングを探してください。専用の接地回路ではなく、テーブルベアリングを通して帰還電流を流すと、ベアリングが破損します。
卓上型溶接ポジショナーと溶接ターンテーブルの違いは何ですか?
溶接ターンテーブルは、水平な平面上に固定されたベースを備えています。そのため、接合部を様々な角度で保持することはできず、溶接は常にベースプレートの向きに左右されます。一方、本格的な溶接ポジショナーは、電動または手動の傾斜ヘッド(多くは0~90度または0~135度)を備えているため、パイプとフランジの接合部を水平に保持した後、ワークピースの位置を変えることなく、次の溶接パスのために垂直に傾けることができます。
ターンテーブルは、特定の角度での溶接作業に特化した低コストな選択肢です。複数の部品ファミリーを異なる溶接角度で扱う工場では、ポジショナーの方が柔軟性に優れています。ポジショナーとターンテーブルの詳細な比較については、当社の「ポジショナーとターンテーブルの比較」記事をご覧ください。
卓上溶接ポジショナーの価格はいくらですか?
カタログ掲載のチャックは、約300ドルから600ドルです。モーター駆動の生産ユニットは、容量250~500ポンドで1,700ドルから3,500ドルまであります。サーボ駆動の産業用ユニットは、容量500~1,000ポンドで4,500ドルから9,000ドル以上です。
表示価格には通常、チャック代金や運賃は含まれていません。
卓上溶接ポジショナーにはスリップリングが必要ですか?
連続円周溶接、すなわちテーブルが回転する270°を超える溶接工程では、スリップリングまたはスプリング式ブラシ接点を使用する必要があります。これらを使用しない場合、溶接ケーブルとガスホースがワークに巻き付き、テーブルの回転が進むにつれて抵抗が増加します。これにより溶接アークの安定性が損なわれ、最終的に溶接が停止します。
1/4回転未満の短いアークタック溶接であれば、スリップリングがなくても問題ありませんが、ケーブル配線の設定にはかなり時間がかかります。プロセス電流が250Aを超える場合は、アーク品質と機器保護のために、適切な定格のブラシ接点が不可欠です。ブラシが小さすぎると、高電流設定時にポジショナー本体が過熱する原因となります。
溶接ポジショナーはどのような安全認証を取得すべきですか?
OSHA 1910.252規格への準拠と、試験済みの定格接地回路を確認してください。CEマークは、各種欧州指令への準拠を示しています。接地回路の試験に関する文書を必ず確認してください。低価格帯の製品の多くは接地端子を備えていますが、定格電流の試験結果は記載されていません。
卓上型ポジショナーでパイプ溶接は可能ですか?
ポジショナーの耐荷重範囲内であれば、パイプとフランジの接合部やパイプの端と端の接合部は設計範囲内に十分収まりますが、平置きでのパイプとフランジのすみ肉溶接の場合は45度、平置きでのパイプの突合せ溶接の場合は90度傾けてください。自身の長軸を中心に回転する大径部材は、卓上ポジショナーではなく、回転ロールで加工する必要があります。これらを組み合わせ、ポジショナーとローラー振れ止めを一緒に使用してください。ポジショナーで一方の端を、振れ止めでもう一方の端を掴みます。
サイズに関するガイダンスは以下に記載されています。 パイプ溶接用ポジショナーの選択.
このガイドについて
RESIZE社のエンジニアは、北米、南米、ヨーロッパ、東南アジアの溶接加工業者向けに、一連の溶接ポジショナーを開発・製造してきました。ここに記載されている仕様、安全上の注意事項、およびこの卓上型ポジショナーの選定に関する推奨事項は、マーケティングスローガンではなく、当社が設計基準としている仕様を正確に表しています。第三者の情報源を使用する場合は、後述の「参考文献」セクションに記載しています。
溶接ポジショナーの設計、CNC統合、および製造自動化システムのスペシャリスト。RESIZEの技術チームは、すべての仕様データと安全ガイドラインを公開前に審査します。
関連記事
参考文献と情報源
- OSHA 1910.252 — 一般要件:溶接、切断、ろう付け労働安全衛生局 [ティア1]
- ホンハート、K.「チューブおよびパイプ溶接用卓上ポジショナーに回転機能を搭載 ファブリケーター (FMA出版)[ティア2]
- 「接地とアーク溶接の安全」 リンカーン・エレクトリック・リソースセンター参照規格:ANSI Z49.1:2005 溶接、切断、および関連工程における安全性;NFPA 70 米国電気工事規程。[Tier 3 / ANSI Z49.1 = Tier 1]
- 米国溶接協会(AWS)。溶接労働力状況報告書 2029年までの米国溶接工不足予測。[ティア2]
- 「ロボット溶接市場規模、シェア、成長率レポート」Fortune Business Insights(2025年)。ロボット溶接の予測CAGR:2034年まで15.20%。[ティア3 – 市場調査;方向性を示すための参考情報としてのみ引用]









{kind=link}
{kind=link}
{kind=link}
{kind=link}