
精密切断には様々な方法があります。最も一般的な方法としては、レーザー切断、プラズマ切断、ウォータージェット切断が挙げられます。それぞれに長所があり、幅広い専門分野で応用されています。しかし、どの方法がどの目的に適しているかは大きな問題です。誰もが金属またはプラスチック材料のみを使用するため、加工に選択する切断方法は、作業の効率、コスト、品質に重要な役割を果たします。この記事では、これらの切断技術がマテリアルレス加工に及ぼす主な影響について考察し、長所と短所を分類し、根拠のある結論を示します。最後に、各方法を再検討し、個々のニーズに最適な方法を特定するための機会を設けています。
切断方法の概要

分離方法を検討する際には、各技術のプラス面に関する情報は不要になります。
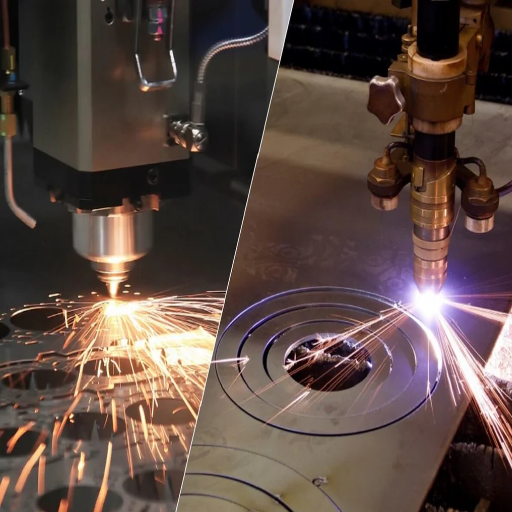
- レーザー切断:レーザー切断は、集中したビームで溝を切るため、繊細な作業に適しています。金属、プラスチック、ナイフなどの薄板を切断するのに非常に効率的で、正確な切断面と少ない廃棄物を実現します。
- プラズマ切断:イオン化可能なガスを用いて、鋼やアルミニウムなどの導電性金属を切断するプロセスです。この技術は、特に厚い材料の場合、効率と速度に優れています。
- ウォータージェット切断:ウォータージェット切断は、研磨剤を水に混ぜ、高圧水を用いて金属、石材、ガラスなど幅広い材料を切断できる多用途技術です。精密な切断が可能で、何よりも重要なのは、熱を帯びないため、材料の歪みが生じないことです。
どの方法にも長所と短所があるため、選択を行う前に、切断する材料、必要な切断品質、および作業の複雑さを考慮する必要があります。
レーザー切断とは何ですか?
レーザー切断技術は、レーザービームを用いて材料に精密な切断、彫刻、またはマーキングを施す製造プロセスです。切断に使用されるレーザーは通常、CO2、ファイバー、ダイオード、その他のタイプのレーザーなど、前述の技術を組み込んだレーザー光源によって生成され、ガス誘導光学系によって切断ヘッドに導かれます。二酸化炭素レーザー(CO2レーザー)は主に様々な材料の切断に使用され、高精度の切断を可能にする細いビームを生成します。この選択的な材料除去は、レーザーを用いた化学反応、アブレーション、または溶融によって実現できます。レーザーによって作成されるほぼすべての切込みでは、溶融または気化した材料が排出されます。レーザー切断はこれらの要件を満たすように設計されています。レーザー切断に使用される機器とその用途を過小評価することはできません。
プラズマ切断を理解する
導電性材料の精密切断は、プラズマトーチを使用すれば容易に達成できます。簡単に言うと、この技術は、表面に電極を溶接してアークを発生させ、それによってガスをその一部にしてプラズマに変えることで機能します。このプラズマは非常に高温で、ワークピースを急速に加熱し、高速のガスのリベット流が広がる金属を消し去り、研磨されたエッジで精密な切断を実現します。ただし、特に鋼、ステンレス鋼、アルミニウムなどの厚みのある材料を切断する場合、加工工場では研磨および熱切断方法に比べて、より迅速かつ高品質でこれを実現できます。Google が発表した最新の統計によると、プラズマ切断の有効性、可搬性、そしてかさばる材料部分から始めて最も複雑な芸術作品さえも作成できる自由さから、多くの人々がプラズマ切断のソリューションを見つけることに興味を持っていることは明らかです。
ウォータージェット切断入門
高圧水を用いた切断技術(ウォータージェット切断)は、決して期待を裏切らない技術の一つです。ウォータージェットは、高圧の水流を用いて様々な部品を切断します。この際、不要な材料を清浄剤として用いることもあります。この工程では、ジェットから発生する蒸気によって全ての材料が洗浄・浄化され、滑らかな切断面が得られます。監視役を担う以外のあらゆる分野では、ウォータージェット切断はレーザーやプラズマといった他の切断技術と同等であり、しかも熱をほとんど放出しないと考えられ、他の切断技術と比較される傾向があります。しかし、ウォータージェット切断は他の切断技術に対して計り知れない優位性を有しており、特に熱を加えずに切断できるため、熱に弱いワークピースの変形を防ぎます。これは、通常の金属や様々なプラスチック材料だけでなく、セラミック、ガラス、その他多くの複合材料など、精度が極めて重要となる材料を精密に加工できる能力によるものです。さらに、製造中に有毒廃棄物や熱を排除する環境に優しい操業が特徴で、航空宇宙、自動車、契約製造などの分野で大きな評価を得ています。
レーザー切断とプラズマ切断

簡単に言うと、レーザー切断には、高精度、バリのないエッジ、さまざまな物質の簡単なレーザー切断など、いくつかの利点があります。一方、プラズマ切断は、より安価で、厚い導電性金属に最適な、より迅速な方法が必要な場合に検討されます。
| レーザ | プラズマ | |
|---|---|---|
| 精度 | ±0.005 in | ±0.015 in |
| エッジ品質 | スムーズ | ラフ |
| 材料 | いろんなタイプ | 導電性のみ |
| 厚さ | 最大1インチ | 最大2インチ |
| 速度 | より速く(薄い) | より速い(厚い) |
| 費用 | より高い | 低くなる |
| 熱効果 | 最小限の | Present |
| メンテナンス | 高価な | お手頃な価格 |
| 複雑な | 簡単な拡張で | |
| 用途 | 精密作業 | 重労働 |
レーザー切断の利点
- 高精度と高精度
レーザービーム分割は画期的な技術であり、±0.001インチという厳しい公差を持つ複雑な形状のデザインでも、非常に高い精度を実現できます。そのため、この技術は、多数の寸法を含むフレームワークのメンテナンスが必要な場合に最適です。
- 滑らかなエッジ仕上げ
レーザー切断技術は非常に進歩しており、ビームを集中させると、切断と同様に研磨が不要になるほどエッジにバリがなく、エッジは滑らかに保たれます。
- 最小限の材料廃棄物
さらに、レーザー切断は非常に精密であるため、材料の無駄を最小限に抑えることができます。レーザー切断パラメータはロスを最小限に抑えるよう慎重に設定されています。鉛の使用が可能であるため、大量のスクラップを発生させることなく、原材料の完全なサイズに合わせて材料を切断することができ、代わりに他の爆薬で材料を作り直す必要がありません。
- さまざまな素材に対応する多用途性
レーザー切断は産業用途にさまざまな形で採用されており、金属、プラスチック、木材、さらには布地など、幅広い材料に適用できるため、さまざまな産業ニーズに応えることができます。
- 自動化とスピード
近年、レーザー切断機は自動化が進み、加工時間の短縮と人件費の削減が可能になりました。さらに、生産性の大幅な向上も実現しています。
プラズマ切断の利点
- 切断速度の向上
プラズマ切断は、特に薄板材料の切断において、従来の切断技術をはるかに凌駕する速度を実現します。生産工程が短縮され、生産性が最高レベルに達します。
- 様々な物質を燃やす能力
プラズマ切断は、鋼鉄、ステンレス鋼、アルミニウム、真鍮、銅などさまざまな金属材料に使用されるため、多用途の機械です。
- シャープでクリアなカットを保証
あらゆる困難にもかかわらず、プラズマ切断は、処理時間を短縮し、部品の利用率を最大化し、表面ドロスを大幅に低減する滑らかな切断を実現します。
- 運営で利益を上げる
レーザー切断やプラズマ切断などの他の切断方法と比較して、プラズマ切断は装置価格とランニングコストが低いため、運用コストが合理的です。これにより、スクラップ率も低減できます。
- 柔軟性、変更の容易さ、そして動きやすさ
従来のシステムとは異なり、現代のプラズマ切断システムは小型設計のため、より可搬性に優れています。また、ユーザーにとってセットアップや操作も容易で、経験レベルを問いません。
切断材料に関する考慮事項

プラズマ切断に使用する材料を選択する際には、材料の種類、厚さ、導電性を考慮することが不可欠です。プラズマ切断は、鋼、ステンレス鋼、アルミニウムなどの導電性金属に非常によく適合します。厚い材料の場合、きれいで正確な切断を実現するために、より高いシステム電流が必要になる場合があります。さらに、材料の硬度や耐熱性などの特定の材料特性を考慮することで、切断速度を上げ、切断面の品質を向上させることができます。切断中に不正確な部分による作業の損傷を防ぐため、設定を素早く最小に調整する必要があります。
レーザー切断に最適な材料
レーザー切断は、様々な材料への汎用性において特に多くの利点を持つ、人気の高い加工方法です。レーザー切断に適した材料は以下の5つです:軟鋼、ステンレス鋼、アルミニウム、ポリカーボネート、アクリル。それぞれに特有の特性があり、レーザー切断における有用性はそれぞれ異なります。
- 軟鋼
詳細:鉄含有量が高いため、レーザー切断が容易で、複雑な形状でもきれいな輪郭に加工できます。薄板の場合、加工能力に関する要件は最小限で、様々な厚さに対応できるようスケール調整が可能です。
用途: 建築・建設分野、特に自動車部品やその他サポート製品の製造、鉄鋼生産のベース材料として使用されます。
- ステンレス鋼
詳細:優れた強度と耐腐食性など、他の硬質金属にはない独自の特性を備えているため、レーザー切断用途での使用が非常に容易です。ただし、板厚が厚い金属は切断に余分な電力が必要となるため、ここでは材料の準備に重点を置きます。
アプリケーション: ヘルスケア分野では、高品質の医療用アクセサリが、厨房機器ストアや安定性要件の構築とともにアプリケーションの先頭に立っています。
- アルミニウム
詳細: アルミニウムは軽量で反射率の高い素材であるため、この金属に関連する反射の問題に対処するために調整が必要になる場合があります。
説明: 熱伝導率が低いという結論に至ります。
航空、ニッチな車両、産業用電子機器などの現代の産業では、これらの材料、特にプラスチックがよく使用されています。
- 合板
説明:合板は、レーザーカットで使用される標準的な非金属材料です。薄板木材のレーザーカットにも適しており、これらの板は簡単にきれいにカットでき、端の部分がわずかに焼けているため、美しいコントラストが生まれます。
用途: さまざまな家庭用インテリアや家具のデザイン、また建築レイアウトを参考にした寸法や比率の研究に応用されています。
- Acrylic
詳細:用途が広く透明なプラスチックで、カットした部分を素早く切り取り、均一で光沢のあるエッジを作るのに最もよく使われる素材です。様々な色合いと厚さのものが揃っており、よりクリエイティブな作品作りに最適です。
用途: このエンジニアリングプラスチック材料の最も重要な需要は、看板の製造、広告、ディスプレイです。
プラズマ切断に適した金属の種類
現代において金属加工は決して不要ではありません。プラズマ切断という画期的な技術があり、これは圧縮されたイオン化ガスを用いて航空機や自動車の金属部品を製造するものです。突飛な概念だと思いませんか?しかし、これらの実験はすべて現実に基づいています。プラズマ切断は高速かつ精密なプロセスであり、ほぼあらゆる金属の切断に利用できます。ただし、金属の導電性と厚さの制限があります。金属の種類には以下のようなものがあります。
- 鋼鉄
例:溶融溶接は10mm厚の母材を貫通しますが、より厚い母材への貫通はプラズマ切断によって行われます。アルミニウムなどの材料にプラズマ切断技術を用いて大きな切断を施しても、材料の構造的完全性への影響は最小限に抑えられます。利用可能な鋼材の種類を理解することで、プラズマプロセスの能力を最大限に引き出し、材料除去率と品質を向上させることができ、ひいてはあらゆるプラズマシステムの経済性を向上させることができます。
複合鋼の多様な材料は、プラズマ処理を行う前に4つの主要成分に分解することをお勧めします。熱可塑性樹脂がプラズマ切断を阻害する場合は、光学処理、磁石、その他の手段を用いて表面から面取りすることで、これらの材料を除去することができます。
- アルミ
例: 鉄骨構造の場合、アルミニウムの彫刻の絵をデザインし、希望の形状に切り取ることがあります。
多孔質複合アルミニウム材料の解決策として、細い孔をスロット状に加工し、特にモリブデン酸塩を含む高分子電解質溶液に浸漬する方法が推奨されます。この処理によって透明性が低下する可能性はありますが、溶接部の折り目部分の切断面の変色を除去して別の色調に馴染ませ、境界部分を精緻化することで透明性を維持できます。
- 銅
詳細情報: クロムは導電性が高いため、プラズマ切断には抵抗しますが、適切な制御パラメータを適用することで、この障害を非常に高い効率で克服できます。
適合性: 主に電気機器、産業用および住宅用の屋根材、衛生陶器の用途に使用されます。
- ブロンズ。
サブポイント: 美しさに関して言えば、真鍮は伝統的に最も美しい金属の一つであり、プラズマを使用して切断すると、構造的および装飾的目的の両方に役立ちます。
適合性: このアプリケーションは、音響機器、パイプ、その他の工学および建設上重要なアイテムの製造によく使用されます。
これらの金属やその他の金属の場合、プラズマ切断は通常、理想的な運用ソリューションです。プラズマ切断は、正確な形状調整を実現し、現在の生産要件や社内のイノベーションに合わせてカスタマイズするための最も効果的な方法の一つです。
様々な材料へのウォータージェットの応用
ハイドロダイナミックウォータージェットは、従来とは異なる汎用性と精密性を兼ね備えた切断技術です。熱による歪みを発生させることなく様々な材料を切断できるため、様々な産業分野で人気が高まっています。以下は、ハイドロダイナミックウォータージェットで加工される一般的な材料とその加工プロセスです。
- 鋼鉄
詳細: ウォータージェット切断は、さまざまな厚さの鋼の切断に広く使用されており、金属の特性に影響を与えずに滑らかな切断を実現します。
用途: 主に建築・建設、および車両のエンジンや構造部品の製造に使用されます。
- Glass
詳細:従来の製造方法では、ガラスの形状を変えるために熱処理が用いられます。ウォータージェット技術ではそうではありません。ガラスの輪郭を設計・変更する際に、破損や欠けが生じることなく、非常に正確な結果が得られます。
用途: ガラスのウォータージェット切断は一般的な手法であり、建築要素の設計、窓、鏡、装飾パネルの製造に応用されています。
- セラミック
詳細: 複雑で高密度のセラミック材料を扱う場合、ウォータージェット切断は精密な切断によって材料の欠陥を最小限に抑えることができるため、非常に効果的です。
用途: セラミックの特性が改良され、床タイルや壁タイル、重工業用の金属ボディ、さらには人間のインプラントなどの製品が作られるようになりました。
- アルミ
追加情報: 軽量で引張特性に優れていることで知られるアルミニウムは、ウォータージェットで効果的に加工してバリを除去することができます。
用途: この金属は、先端産業、輸送産業、梱包産業で広く使用されています。
- ラバー
追加情報: ゴムは伸縮性があるため、ウォータージェットでの使用に最適な素材です。また、部品を損傷するリスクがなく、正確な供給と洗浄が可能なことから人気があります。
用途: ハイドロガスケット、さまざまなタイプのシール、機械部品(産業分野での使用を含む)の製造に使用されます。
ウォータージェットは、精密切断、生産性、品質の利点により、前述の分野やエンジニアにとって、他の切断機構よりも優れたものであり続けています。
運用コストと効率
ウォータージェット切断は、正確で複雑な加工において、信頼性が高く費用対効果の高い方法であることが知られています。ウォータージェット切断装置の稼働に伴う主なコストは、水使用量、電気代、研磨材などの消耗品、そして定期的な機械メンテナンスです。特に研磨材の使用にはかなりのコストがかかりますが、機械材料の迅速な分解と交換によってそのコストは相殺されます。さらに、熱影響部がないため部品の反りがなく、仕上げなどの追加作業にかかる時間と費用を節約できます。したがって、上記の利点は、特に費用対効果が高く信頼性の高い製造方法を必要とする業界において、ウォータージェット切断の適用を促進しています。
コスト分析:レーザー切断とプラズマ切断
要約: 価格の比較において、プラズマ切断は厚い材料の切断に適していることがよく知られており、最小限のデザインの切断に最適です。一方、レーザー切断は比較的高価ですが、ビームをより広く使用でき、精密な切断が可能です。
| レーザ | プラズマ | |
|---|---|---|
| 初期費用 | 50万ドル~500万XNUMX千ドル | 10万ドル~200万XNUMX千ドル |
| ランニングコスト | より高い | 低くなる |
| メンテナンス | 高価な | お手頃な価格 |
| 速度 | より速く(薄い) | より速い(厚い) |
| 精度 | ±0.005 in | ±0.015 in |
| 材料 | いろんなタイプ | 導電性のみ |
| 厚さ | 最大1インチ | 最大2インチ |
ウォータージェット切断の運用コスト
ウォータージェット切断は、切断形状の精度と柔軟性を独自に組み合わせた技術です。この2つの物理的特性は、あらゆる産業環境に適した実用的なツールとなるために必要なすべての要素を規定しています。しかし、その費用は、様々な産業における運用と適用状況に応じて慎重に検討する必要があります。すべてのプロジェクトに共通する最も大きな費用は、研磨材、水、電気、そしてメンテナンスの消費量です。
- 研磨材コスト:研磨ガーネットはウォータージェット切断において重要な消耗品であり、通常、総運転コストの60~80%を占めます。ガーネットの使用量の平均は、材料と切断速度によって異なりますが、0.5分あたり1.5~20ポンドです。ガーネットのコストが30ポンドあたり12~30セントであることを考えると、研磨にかかるコストはXNUMX時間あたりXNUMX~XNUMXドル程度になると考えられます。
- 水切断工程では、高圧ジェットで水が噴射されます。平均的なウォータージェットカッターの水消費量は、0.5分あたり1~XNUMXガロンです。このような水は通常安価ですが、大気汚染規制を遵守するために、浄化装置の購入や廃棄物処理費用など、他のコストが発生する場合があります。
- ウォータージェット切断において、切断工程は水なしでは実行できないため、電気代も大きなコストとなります。5台設置されている高圧ポンプは、この工程でエネルギーを消費する機械です。業界標準の電気代は、ポンプのサイズと設置場所によって異なりますが、15時間あたりXNUMXドルからXNUMXドルの範囲です。さらに、効率的なポンプシステムを使用することで、電力消費量を削減できます。
- メンテナンス、清掃、操作は、ジェット切断機の他の部分とは異なります。ウォータージェット切断機を長持ちさせるには、定期的なメンテナンスが必要です。ノズル、シール、高圧ラインは摩耗しやすい部品であり、頻繁に交換する必要があります。メンテナンス費用は、6時間あたり10ドルからXNUMXドル程度です。
ウォータージェット切断の典型的な運用コストは、使用する材料とウォータージェットマシンの設計によって異なりますが、15時間あたり40ドルからXNUMXドルの範囲です。一見すると、初期費用と運用コストが高額に思えるかもしれませんが、ウォータージェット切断の経済性はそれを裏付けています。一貫した公差、最小限のスクラップ材、そして追加のエッジ仕上げが不要であることは、長期的なコスト削減のメリットです。したがって、公差管理とサイクルタイムの短縮が求められる製造工場にとって、この装置は最適です。
ファイバーレーザー切断の効率
効率性、コスト効率、シームレスな切断で知られるファイバーは、以下の理由から多くの分野で最も求められています。ファイバーレーザーは、浸透焦点深度を拡大するレーザービームを使用し、主にステンレス鋼、炭素鋼、アルミニウムなどの薄板から中厚の材料に焦点を合わせることで、CO2切断システムよりも高速に切断します。最近の研究では、ファイバーレーザーは特定の材料の厚さにおいてCO2レーザーのほぼXNUMX倍の速さで切断できることが示されています。さらに、ファイバーレーザーはエネルギー耐性が非常に高いため、運用コストの削減にも役立ちます。メンテナンス要件が低く、寿命が長いため、焦点を妥協することなく生産性を向上させるために使用できるため、ビジネスに非常に有益となる可能性があります。これらの理由から、この方法論は現在の産業用途に最適な方法と見なされています。
参照ソース
- 構造用鋼の切断におけるレーザービーム、酸素、プラズマアーク切断法の長所と短所の比較
- 著者: G. イルセル、BN ギュゼイ
- 発行日: 2021 年 12 月 1 日
- ジャーナル: Journal of Physs: カンファレンスシリーズ
- 引用トークン: (イルセル&ギュゼイ、2021年)
- 概要 本研究では、構造用鋼におけるレーザービーム、プラズマアーク、酸素切断法の切断成功率を調査した。著者らは引張試験片を用いて、微細組織、硬度、表面粗さ、および 切断後の強度結果は、プラズマアーク切断はレーザー切断よりも費用対効果が高いことを示しましたが、切断面の硬度が上昇し、その後の機械加工がより困難になることを示しました。また、レーザー切断では、プラズマ切断に比べて切断面の垂直傾斜が小さいことも指摘されました。
- 構造化板金のプラズマ切断とレーザービーム切断の比較
- 著者: Leanderら
- 発行年: 2015
- 引用トークン: (Leander 他、2015、135 ~ 144 ページ)
- 概要 本論文では、薄板構造材のプラズマ切断プロセスがレーザー切断の代替手段として有効であることを検証する。著者らは、粗さと真直度の測定を行い、バリの発生の有無を評価した。その結果、プラズマ切断は構造材において、特に表面仕上げと真直度の点でレーザー切断に匹敵する良好な品質を実現できることが示された。
- 中国のトッププラズマ切断機メーカーとサプライヤー
よくある質問(FAQ)
プラズマ切断とレーザー切断の違いは何ですか?
プラズマ切断とレーザー切断の主な違いは、切断方法にあります。プラズマ切断は、イオン化ガス(プラズマ)の高速ジェットを用いて金属を切断するのに対し、レーザー切断は、集中したレーザービームを用いて材料を溶融・蒸発させます。これにより、精度、速度、そして様々な材料への適合性に違いが生じます。
プラズママシンと比べて、レーザーカッターはどのように機能しますか?
レーザーカッターは、集束した光線を材料に照射し、材料を溶かして精密な切断を行います。一方、プラズマ切断機は、アーク放電によってガスを過熱し、高速プラズマジェットで金属を切断します。そのため、2つの方法では精度と切断面の品質に差が生じます。
レーザー切断よりもプラズマ切断を選択すべきなのはどのような場合ですか?
厚い金属を扱う場合は、レーザーシステムよりも効率的に数インチの厚さの材料を切断できるプラズマ切断が適しているかもしれません。さらに、スピードが重視される大規模プロジェクトでは、プラズマ切断の方が費用対効果が高い場合が多いのに対し、複雑なデザインや薄い材料の場合はレーザー切断が適しています。
従来のプラズマ切断と比較して、ファイバーレーザーカッターを使用する利点は何ですか?
ファイバーレーザーカッターは、従来のプラズマ切断に比べて、高精度、高速切断、エネルギー効率の向上など、いくつかの利点があります。ファイバーレーザーはより集束したビームを生成するため、よりきれいな切断面と少ない熱影響部が得られます。そのため、プラズマ切断では切断面が粗くなるのに対し、ファイバーレーザーは複雑なデザインや薄い材料に最適です。
CNC プラズマ切断機と CNC レーザー切断機の違いは何ですか?
CNCプラズマ切断機はコンピュータ制御システムを用いてプラズマトーチを誘導し、切断を行います。一方、CNCレーザー切断機はレーザービームを使用します。主な違いは切断プロセスにあり、プラズマ切断は厚い材料に適しており、レーザー切断は薄い材料に高い精度を提供します。どちらのシステムも自動化された切断ソリューションを提供しますが、金属加工におけるニーズは異なります。
プラズマ切断はレーザー切断よりも精度が劣りますか?
はい、プラズマ切断は一般的にレーザー切断よりも精度が低いと考えられています。プラズマ切断では、切断幅が広く、エッジが粗いため、精密作業には適していません。一方、レーザー切断はより細かいディテールと滑らかなエッジを実現できるため、高精度が求められる用途に適しています。
レーザー切断とプラズマ切断の切断要件は何ですか?
レーザー切断の切断要件には、一般的に、清潔で安定した表面、材料に最適な厚さ、適切なガス設定が含まれます。プラズマ切断でも同様の考慮事項が必要となる場合がありますが、表面状態に対する許容度が高く、より幅広い材料の厚さに対応できます。これらの要件を理解することは、特定のプロジェクトに適した切断技術を選択するのに役立ちます。









{kind=link}
{kind=link}
{kind=link}
{kind=link}