
溶接のスキルを習得するには、プロや溶接工を目指す人にとって重要な溶接記号について1対1のスキルとして知っておく必要があります。記号の中でも、開先溶接記号は、構造用および産業用アプリケーションで強力で正確な接合部を作成するために最も重要かつ広く採用されているものの1つとして際立っています。ただし、これらの記号の解釈は時に非常に困難な場合があり、この分野にあまり精通していない人にとってはさらに困難です。したがって、このガイドは、開先溶接記号の世界に光を当て、その役割を解明し、理解しやすく実装可能な方法で使用方法を明らかにすることを目的としています。この記事を読み終える頃には、これらの記号の重要性を理解するだけでなく、溶接の精度と効率にどのように貢献するかについての知識も身に付けることができます。スキルを磨こうとしている場合でも、ちょっとしたリマインダーが必要な場合でも、この記事はあなたを溶接の成功に導きます。
開先溶接入門
開先溶接とは、基本的に金属を溶かし、その間に用意された接合溝に材料を流し込むことで接合する溶接方法です。強度と信頼性の高さから、建設・製造業で好まれています。開先溶接は、片開先、両開先、V開先など、いくつかの種類に分類され、材料の厚さや接合部の設計に応じて、それぞれ適切な用途が異なります。このような溶接は、依然として構造物の安定性を左右する重要な要素と考えられており、高強度接合が求められる産業で広く採用されています。
開先溶接とは何ですか?
開先溶接とは、 エッジを溶接する 2つの金属部品を、用意した溝または空洞に溶融金属を流し込み、溶融・融合させる接合方法です。この接合は強固で永続的な接合を保証するため、建築や製造などの分野において構造物の安定性を維持する上で重要な役割を果たします。
開先溶接記号の重要性
開先溶接記号は、技術図面を通じて正確な溶接要件を効果的に伝え、製造業者、エンジニア、溶接工などの関係者間のコミュニケーションを明確かつ一貫したものにするために非常に重要です。これらの記号は、溶接の種類、サイズ、形状、位置などの情報を示しており、これらは構造物の耐荷重性と設計基準の遵守を保証する要素です。情報を共通化することで、開先溶接記号はミスを最小限に抑え、製造工程を簡素化・迅速化し、ひいてはプロジェクト全体の生産性を向上させる手段となります。
一般的な溶接の種類の概要
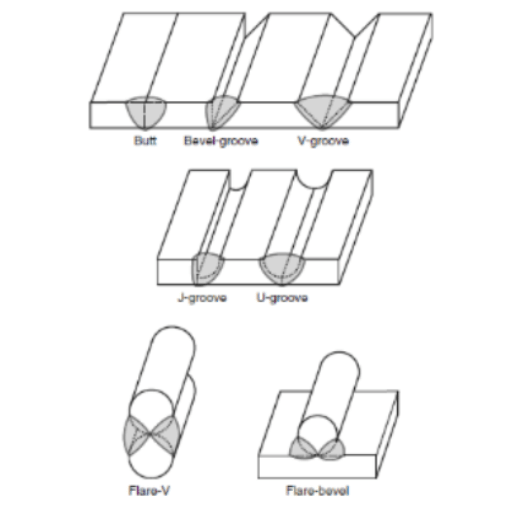
接合部の品質と有用性を決定する上で、様々な溶接の種類は非常に重要です。最も一般的な溶接の種類には、2つの部品の端から端までの接合に用いられる突合せ溶接、2つの面を直角に接合するのに一般的に用いられる隅肉溶接、厚い材料でもより深い溶け込みと強度が得られる開先溶接、そして重ね合わせた部品を穴によって接合するプラグ溶接またはスロット溶接があります。各溶接の種類は、設計仕様、材料特性、用途を考慮して慎重に選択され、構造物に必要な強度と性能が確保されます。
溶接記号の理解
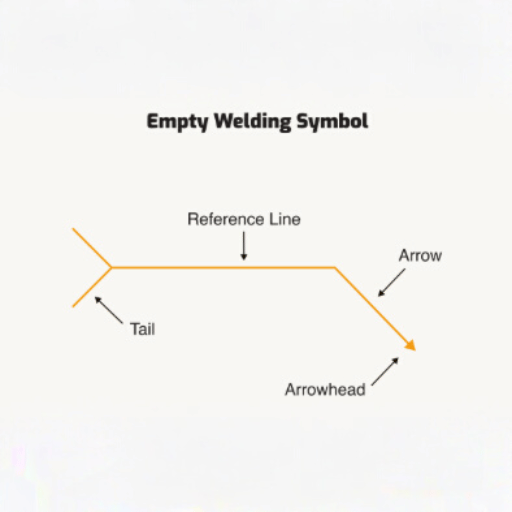
溶接記号は、技術図面を通して溶接要件を示すための、広く受け入れられている方法です。溶接の種類、寸法、位置、その他溶接を成功させるための基準に関する情報を簡潔にまとめた記号です。記号は主線、位置を示す矢印、そして場合によっては具体的な指示を示す尾線で構成されます。この記号は明確さと統一性を保ち、溶接工とエンジニアの両方が図面を正しく読み取り、作業を進めることができるようにします。
溶接記号の構成要素
溶接記号は、次の 3 つの主要部分で構成されています。
- 基準線: シンボルのベースとなる水平線。様々な文字と記号を用いて、どのような溶接を行うかを示します。
- 矢印: 図面内で溶接の正確な位置を示し、溶接する予定の接合部または領域をマークします。
- 尾(オプション): さらなる指示や仕様が与えられる場所、例えば 溶接の種類 プロセスまたはその他の詳細。
これらすべての要素により、溶接要件を効率的に伝達するための明確で統一された方法が生まれます。
開先溶接記号の解読
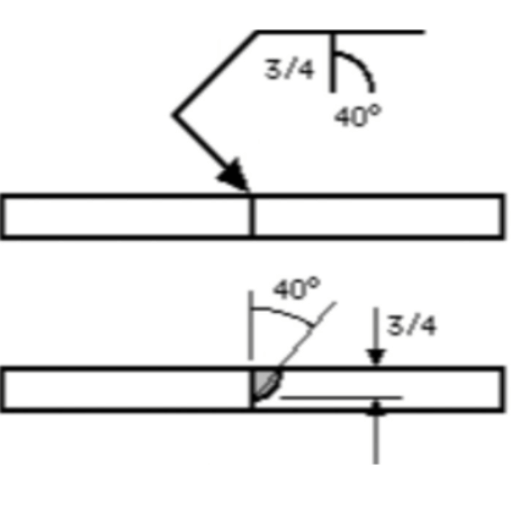
開先溶接記号は、通常、2つの材料を接合する際にその端面に施される溶接に必要な準備と性能を示します。記号には、開先の種類(V、U、J、角など)、溶接サイズ、準備深さ、ルート開先角度など、溶接に関する完全な情報が含まれています。詳細は基準線に示され、修飾語と寸法は溶接プロセスをより明確にするために表示されます。記号を正しく読み取ることで、設計および強度仕様に従った正確な溶接を行うことができます。
開先溶接記号の例
- V溝溶接記号:
単一の溶接パスでは不十分な厚い材料によく使用される V 溝を示します。 - U溝溶接記号:
U 溝を示します。厚い部分では溶け込みが良くなり、溶接量が少なくなります。 - J溝溶接記号:
J 溝を示します。これは通常、溶接パスが少なく、準備作業が少ないジョイントに適用されます。 - 角開先溶接記号:
四角い溝を表します。薄い材料やエッジの準備がほとんどない場合に適しています。
すべての記号には正確な寸法と修飾語が付いており、詳細な説明を提供します。これにより、溶接の準備と施工が確実に行えます。
開先溶接の種類
開先溶接は、接合部の構成と処理によって区別されます。主な分類は次のとおりです。
これらのタイプの溶接は、必要な強度の観点だけでなく、接合部の構成の観点でも接合部を選択するのに役立ちます。
ベベルグルーブ溶接
ベベル開先溶接は、接合する材料の端面を、主に「V」字型または傾斜のある形状に斜めにすることで、深い溶接溶け込みを可能にするプロセスです。この方法は厚い材料に最も適しており、その強度と耐久性から、多くの構造用途や重荷重用途に使用されています。
V溝溶接
V溝溶接は、2つの金属片の端を加熱前に「V」字型に加工することで行われます。これにより、完全な溶け込みと強固な接合が確保されるため、重量物や建設工事への適用が容易になります。
U溝溶接
U字開先溶接とは、実際の溶接工程の前に材料の端面を「U」字型に成形する溶接方法です。この設計は、必要なフィラー材の量を減らし、深い溶け込みと強力な接合を実現することを目的としており、厚板や高強度の用途に適しています。
開先溶接における重要なパラメータ
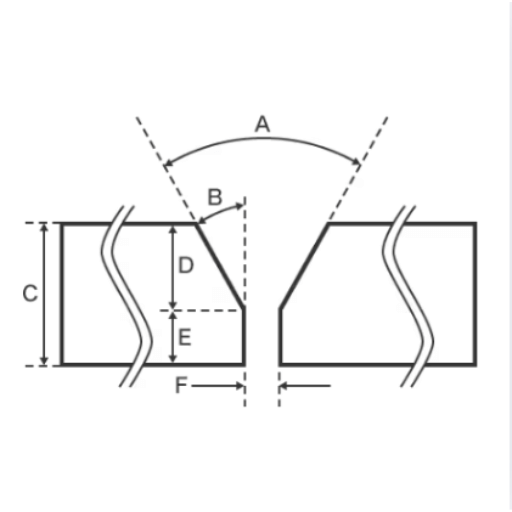
高品質な開先溶接を実現するには、主要なパラメータを理解し、制御することが不可欠です。以下のパラメータは溶接性能に大きな影響を与えます。
- 溝角度: これは接合される部品のエッジ間の角度です。溶接の溶け込みと強度の両方に影響します。
- 溝の深さ: これは材料に作られる溝の深さであり、必要な充填材の量にも影響します。
- ルートオープニング: これは、溝の底にあるワークピースのエッジの間に存在するスペースであり、適切な融合を可能にするために非常に重要です。
- ルート面: これは、溶接の深さを制御するのに役立つ、溝の底にある水平部分です。
- 充填材: これは溶接プロセス中に溝に追加される材料であり、ベース材料との類似性に基づいて選択されます。
- 熱入力: これは溶接中に供給される熱の総量であり、溶接接合部の品質と寿命に影響します。
これらの要素を正確に制御することで、必要な効率、品質、強度で開先溶接を行うことができます。
溝の角度とその重要性
開先角度は、溶接アークへの接合部のアクセスと溶接の溶け込みを決定し、溶接品質を確保する上で重要な役割を果たします。適切な角度を選択することで、アクセス性と材料使用量の経済性を両立させることができます。角度が大きすぎるとフィラー材が無駄になり、角度が小さすぎると融合不足につながる可能性があります。適切な開先角度を選択することで、強固で長寿命の溶接部が得られるだけでなく、溶接後の欠陥も低減し、ひいては接合部の構造的完全性にも影響を与えます。
ルートオープニングの考慮事項
ルート開口、つまり継手のエッジ間の空間は、溶接の溶け込みと融合の程度を決定する重要な要素です。適切なルート開口の大きさは、溶接プロセス、材料の厚さ、継手の形状によって左右されます。ルート開口が大きすぎると、溶接金属の無駄が生じ、たるみや溶け落ちなどの欠陥が発生する可能性があります。一方、開口が小さすぎると、溶け込み不足につながる可能性があります。したがって、強度が高く、欠陥がなく、構造要件を満たす溶接を実現するためには、適切なルート開口を確保する必要があります。
溶接品質に影響を与える要因
溶接品質は、材料の種類、接合部の準備、溶接技術、入熱、溶接工の技能など、さまざまな要因によって左右されます。適切な材料の選択と、清掃や面取りを含む適切な接合部の準備は、溶接の強固な基盤を築きます。
一貫した技術の使用と最適な入熱量の制御により、ひび割れ、気孔、融合不良などの欠陥の発生を低減できます。さらに、信頼性の高い高品質の溶接を実現するには、溶接工の知識と精度が重要です。
よくある質問(FAQ)
参照ソース
- オープンオレゴン – 開先溶接記号: 突合せ継手における開先溶接の用途と溶接における事例について説明します。
- TWI Global – 図面における溶接記号の適用: 設計から製造に至るまで、溶接記号がどのようにして必要な溶接要件を示すかについて説明します。
- Structure Magazine – よく誤用される溶接記号: 開先溶接記号の誤解によって生じる問題と、その正しい使用法を指摘します。
結論
開先溶接記号の習得は、構造物や産業用途に携わるプロの溶接工やエンジニアにとって必須のスキルです。溶接記号の構成要素を理解し、様々な開先溶接の種類を認識し、開先角度、ルート開先幅、入熱量といった主要パラメータを慎重に制御することで、強固で信頼性が高く、欠陥のない接合部を確実に製造できます。技術図面の解釈に携わる場合でも、現場で溶接を実施する場合でも、この包括的な知識があれば、最高水準の品質と安全性を維持できます。継続的な練習と細部への注意を払うことで、これらの記号は複雑な表記から精密工学の自然な言語へと変化し、最終的には構造の完全性と溶接プロジェクトの成功に貢献することを覚えておいてください。









{kind=link}
{kind=link}
{kind=link}
{kind=link}