
板金溶接には、強度、美しさ、そして耐久性に優れた溶接を実現するために、精度、熟練度、そして適切な工具が必要です。経験豊富な溶接工でも、初心者でも、この技術を習得すれば、あらゆる種類の金属プロジェクトの設計と修理において、無限の可能性が開かれます。このブログでは、板金を効率的かつ安全に溶接するために、溶接工が知っておくべき主要な技術、工具、そして作業方法について解説します。薄板溶接環境において特別な技術的配慮が必要となる、薄板材料を扱う際に特有の課題についても解説します。さらに、目的に応じた適切な機器の選定方法や、職人技を向上させるための重要な知見も提供します。これらのスキルを身につけ、次のプロジェクトに勇敢に立ち向かってください!
板金の溶接プロセスを理解する

鋼板の溶接には、細心の注意と鋼板の特性への理解が不可欠です。金属表面の準備には、汚れ、錆、油脂などの汚染物質を除去し、強固な接合部を実現することが含まれます。薄い金属には、精密溶接にはTIG溶接、高速溶接にはMIG溶接など、薄板材に特化した溶接技術が必要です。鋼板は熱に非常に弱いため、反りや溶け落ちを防ぐために、熱設定は低めに設定する必要があります。保護手袋、溶接ヘルメット、適切な作業服など、適切な安全装備を着用することが不可欠です。必要な準備と優れた溶接技術があれば、板金プロジェクトにおいて、きれいで強固な溶接を実現できます。
板金溶接の概要
板金溶接は、強固で信頼性の高い溶接を実現するために、熟練した技術、精度、そして設備が不可欠です。TIG(タングステン不活性ガス)溶接は、より高速で制御性に優れ、クリーンな溶接を実現できるため、MIG(金属不活性ガス)溶接と並んで、標準的な板金溶接技術の一つです。MIG溶接は、高速溶接と高効率を特徴としています。
プロジェクトの板厚や要件に応じて、適切な溶接技術が求められます。溶接を開始する前に、溶接品質に影響を与える可能性のある汚れ、油、酸化物などを金属から除去し、表面を準備する必要があります。その後、板金は高温にさらされると急速に変形するため、反りや溶け落ちを防ぐために熱設定を調整する必要があります。
安全は最優先事項です。そのため、溶接作業では溶接ヘルメット、手袋、適切な作業服を着用することが不可欠です。さらに、健康に有害な煙を吸い込まないように換気も重要です。適切な材料と技術を用いることで、板金溶接は美しく、永続的な仕上がりを実現します。
適切なテクニックの重要性
板金加工の技術は、作業を正確、確実、そして安全に行うために正確でなければなりません。板金加工では、たとえわずかなミスであっても、人為的なミス、材料の無駄、構造上の欠陥、あるいは外観上の欠陥など、損失につながる可能性があります。適切な工具と技術を使用することで、切断、曲げ、溶接の際に材料が反ったり割れたりするのを防ぎ、損傷を防ぐことができます。また、新しい工具や技術の進歩に関する知識を身に付けることで、作業効率が向上し、より良い結果が得られます。これらの技術を習得することは、優れた成果を生み出すために不可欠であり、ひいては安全な作業場を確立するために不可欠です。誤った手順や近道は事故につながる可能性があります。適切な技術を習得し、適用することに時間を費やすことで、板金加工におけるあらゆる作業において、より良い結果が得られ、リスクを軽減することができます。
溶接プロセスに影響を与える要因
材料タイプ
溶接される材料の種類(鋼、アルミニウム、ステンレス鋼など)によって、溶接方法、必要な温度、使用する充填材が変わります。
溶接プロセス
MIG、TIG、スティック溶接などの溶接方法は、溶接の強度、精度、見た目に影響します。
入熱
溶接の変形、ひび割れ、接合部の弱化を防ぐために、溶接中に加えられる熱を厳密に制御する必要があります。
溶接位置
溶接の位置が平面、水平、垂直、または頭上のいずれであるかに応じて、溶接の難易度と取り組み方が変わります。
環境条件
湿度、風、周囲温度は、特に屋外での溶接において、溶接品質に大きな影響を与える可能性があります。均一な仕上がりを保つためには、いくつかの注意が必要となる場合があります。
薄板金属のMIG溶接とTIG溶接

薄い板金の溶接には、プロジェクトの要件に応じて、MIG プロセスと TIG プロセスの両方にそれぞれ長所と短所があります。
MIG溶接 より速く、習得も比較的容易です。そのため、大規模な作業やそれほど複雑ではないデザインに取り組む場合は、この方法が最適な選択肢となるでしょう。 軟鋼とアルミニウムでは、ほぼ連続的に良好な溶接を実現できます。ただし、制御が難しく、加熱時に温度が高すぎると溶け落ちが生じる可能性があります。
逆に、 TIG溶接 最高の制御性と精度を誇るため、デザインや美術作品の制作に最適です。薄い材料はこの用途に最適で、歪みを最小限に抑えた、きれいで高品質な溶接を実現します。この方法は高度なスキルを必要とし、MIG溶接と比べると比較的時間がかかりますが、TIG溶接の様々な位置や金属への柔軟性は、非常に微細な作業に不可欠です。
結論として、MIG は速度と効率で有名ですが、TIG は薄板金属アプリケーションにおける精度と品質で知られています。
MIG溶接とは?
MIG溶接または金属不活性ガス 溶接は、連続した消耗ワイヤ電極を溶接機に通す、非常に広く使用されている溶接プロセスの一つです。この電極は2つの金属を同時に溶かして接合し、シールドガス(通常はアルゴン、二酸化炭素、またはその両方の混合物)が溶融池を汚染から保護します。非常にシンプルで高速であると考えられており、初心者だけでなく、プロジェクトに取り組んでいる熟練した溶接工にも高い生産性を提供できる数少ない方法の一つです。厚い材料の溶接に使用され、自動車修理、建設、製造などの産業溶接で最も一般的です。このプロセスにより、溶接を迅速かつきれいに、ほとんど手間をかけずに実行できるため、大規模プロジェクトやスピードと生産性が重要になる状況で広く採用されています。
板金におけるMIG溶接の利点
- ✓
精度と制御: 溶接の分野では、MIG は、板金に損傷や歪みを与えることなく薄い板金を溶接する際に必要な最高の精度と制御を提供します。 - ✓
速度と効率: 適度な溶接速度を維持できるため、溶接は強固かつ美しく仕上がります。 - ✓
操作が簡単: これは、習得と操作が最も簡単な溶接プロセスであり、板金作業の愛好家だけでなく専門家にも利用しやすいものです。 - ✓
飛び散りが少ない: MIG 溶接を使用すると、他の溶接プロセスに比べて飛散量が大幅に減少し、溶接後の接合部はほとんど汚れがなく仕上がります。 - ✓
より多くの金属: この方法は、アルミニウム、ステンレス鋼、軟鋼など、板金加工に使用されるほぼすべての金属に適用できます。
TIG溶接とは?
TIG溶接(GTA溶接とも呼ばれる)は、非消耗性のタングステン電極を用いて接合を促進する高精度溶接プロセスです。不活性ガスが溶接部をシールドし、大気からの汚染を防ぎます。シールドガスとして一般的には、アルゴンまたはアルゴンとヘリウムの混合ガスが使用されます。TIG溶接は高い強度と精度を備えた溶接部を実現できるため、溶接エンジニアは航空宇宙、自動車、芸術作品などの極めて重要な用途にこの溶接技術を使用しています。
この溶接法は、アルミニウム、マグネシウム、チタン、ステンレス鋼などの薄板や非鉄金属の接合に特に適しています。TIG溶接はMIG溶接などの他の溶接法よりも高度な技術を要し、溶接時間も長くなりますが、溶融池とフィラーの塗布に対する精密な制御力は他に類を見ません。新世代のTIG溶接機は、パルス電流や高周波始動といった最新の技術とプロセスを採用することで、性能、効率、溶接プロセスの簡素化を実現し、この信頼性の高い溶接技術がいかに進化し続けているかを実証しています。
板金溶接に必須の工具と機器
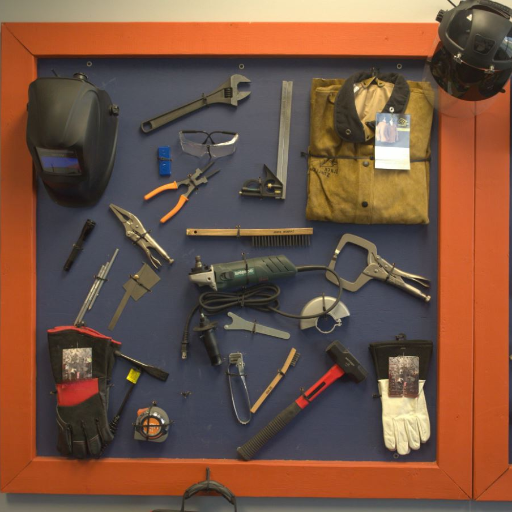
板金の完璧な溶接を実現するには、TIG溶接機またはMIG溶接機、自動調光機能付き溶接ヘルメット、溶接手袋、保護服など、あらゆる溶接作業に必要な設備が揃っています。その他、クランプ、金属用ハサミ、金属を成形するためのハンマーと台車なども必須です。作業面は清潔に保ち、金属の種類に合った適切なフィラーロッドまたはワイヤーを使用することで、高品質で正確な溶接を実現できます。適切な換気システムと消火器は、安全チェックリストに必ず含めてください。
MIG溶接とTIG溶接に必須のツール
安全装置
- 自動調光機能付き溶接ヘルメット
- 耐熱溶接手袋
- 保護服と溶接靴
- 消火器
溶接機器
- MIGまたはTIG溶接機
- ガスボンベとレギュレーター
- フィラーロッドまたはワイヤ
- 換気装置
ツール&アクセサリー
- 金属片を保持するためのクランプ
- 金属ハサミ
- ハンマーと台車セット
- ワイヤーブラシとアングルグラインダー
ワークスペースのセットアップ
- 清潔で丈夫な溶接台
- 測定ツール(巻尺、定規)
- 溶接ペンチ
- 適切な照明
適切な溶接機の選び方
実践したい溶接の種類、使用する材料、そして自身のスキルセットなど、いくつかの要素に基づいて、最適な溶接機を特定し、選択します。MIG溶接は使いやすく汎用性が高いため、初心者や軽作業に推奨されることが多いです。TIG溶接機は、アルミニウムやステンレス鋼などの薄い金属を正確に狙って溶接するのに最適です。スティック溶接機は耐久性に優れ、屋外や管理の行き届いていない環境での使用、特に重作業に適しています。また、溶接機の電源も考慮してください。110V、220V、それともデュアル電圧でしょうか?デューティサイクル、つまり連続稼働時間はどれくらいですか?高品質の溶接を効率的に行うには、プロジェクトの要件に合わせて溶接機の性能を検討してください。
保護具と安全装備
溶接作業者にとって、安全は最優先事項です。紫外線や赤外線は目や顔に修復不可能な損傷を与える可能性があるため、適切な遮光率の溶接ヘルメットを常に着用する必要があります。熱、火花、スパッタから手と体を保護するために、難燃性素材の手袋と溶接ジャケットを着用する必要があります。足の保護と安定性を確保するには、滑り止めソールを備えたスチール製のつま先付きブーツが最適です。騒音の多い場所では耳栓を着用し、十分な換気を確保するか、煙が発生する場合は呼吸用保護具を着用する必要があります。リスクを最小限に抑え、生産性を確保するためには、可能な限り安全を最優先に考える必要があります。
板金溶接における安全のヒントとベストプラクティス

必須の安全ガイドライン
- 適切な個人用保護具(PPE)を着用してください。 火花、熱、放射線の危険から身を守るために、溶接用ヘルメット、手袋、ジャケット、つま先がスチール製のブーツなどの適切な個人用保護具を常に使用してください。
- 適切な換気を確保してください: 危険な溶接煙の吸入を避けるために、換気のよい部屋で作業するか、煙除去システムを使用してください。
- 機器を定期的に検査してください: 安全で効率的な操作を確保するために、作業を開始する前に溶接ツールと機械に欠陥や損傷がないか検査してください。
- 安定した表面で作業する: 板金材をしっかりと保持し、不要な動きを防ぐために、安定した水平な作業台を使用してください。
- 消火器を近くに置いておく: 火花や熱により火災が発生した場合に備えて、消火器を常に近くに置いてください。
溶接における一般的な危険
安全な溶接環境のためのベストプラクティス
溶接現場では、必要な安全規則をすべて遵守し、適切な保護措置を講じることで安全を確保できます。溶接における推奨される安全対策としては、以下のようなものがあります。
個人用保護具(PPE)の使用
熱、スパッタ、紫外線から保護するために、適切な遮光フィルター付きの溶接用ヘルメット、耐熱手袋、長袖ジャケット、保護靴を常に着用してください。
適切な換気を確保する
溶接中に発生する煙には有害な化学物質が含まれているため、呼吸器系の危険を防ぐために、作業場は十分に換気するか、煙排出システムを設置する必要があります。
定期的に機器を点検する
故障や電気的危険を防ぐために、ケーブル、接続部、その他のコンポーネントに損傷がないか、溶接ツールを定期的に検査する必要があります。
作業エリアを清潔に保つ
火災や事故の可能性を減らすために、作業スペースから可燃物や乱雑なものを取り除いてください。
正しい手順を実践する: ガスシリンダーは慎重に取り扱い、推奨圧力レベルのみを使用し、溶接機器の使用については製造元の指示に従ってください。
推奨手順に従うことで、溶接工は溶接に伴う危険性を大幅に軽減し、より安全で効果的な作業環境を作り出すことができます。
応急処置と緊急時の手順
板金溶接作業を行う際は、まず第一に、関係者全員の安全を確保するために、起こりうる緊急事態に備えることが重要です。緊急時の対応手順は以下のとおりです。
やけどの治療
最も一般的な怪我は火傷です。患部をすぐに流水で15分間冷やしてください。氷を当てると組織がさらに損傷する可能性があるため、避けてください。火傷の患部は滅菌済みの非粘着性包帯で覆ってください。重度の火傷の場合は、医師の診察を受けてください。
目の怪我
強い光や火花にさらされると、アークアイ(目に入った光)または異物が目に入ることがあります。アークアイの場合は、それ以上の照射から目を保護し、指示に従って潤滑点眼薬を使用してください。異物が目に入った場合は、きれいな水または生理食塩水で洗い流してください。目に入った異物を取り除こうとせず、専門医の診察を受けてください。
切り傷と裂傷
作業員が切り傷を負った場合は、滅菌布を傷口に当てて出血を止めてください。出血が止まったら、傷口を清潔にし、滅菌包帯で保護してください。傷が深い場合や出血が続く場合は、さらに詳しく検査を受けてください。
煙やガスへの曝露
めまい、呼吸困難、吐き気など、煙やガスの吸入に類似した症状が現れた場合は、直ちに作業員を新鮮な空気のある場所へ移動させてください。呼吸が止まった場合は救急隊に連絡し、心肺蘇生を実施してください。
緊急シャットダウン手順
緊急事態が発生した場合、職場の全員が溶接機器を速やかに停止する方法を知っていることを確認してください。これにより、火災や感電などのさらなる危険を回避できます。
火災対応
適切な消火器(可燃性金属火災用Dクラス)を近くに設置し、全作業員に使用方法を訓練してください。火災が発生した場合は、状況を評価し、消火するか避難してください。その後、危険を安全に封じ込めることができない場合は、緊急対応要員を呼び出してください。
合意された行動規則の一部としてこれらのプロトコルと手順を文書化して遵守することで、作業員と監督者の両方が事故に効果的に対応できるようになり、結果として被害を最小限に抑え、必要に応じてタイムリーな医療介入が可能になります。
薄板金属の溶接における課題と解決策

薄い金属の溶接は、反り、溶け落ち、構造的完全性の喪失といった問題に直面します。熱が非常に高く、金属が薄いため、変形や損傷が発生しやすいからです。溶接工がこれらの問題に対処するために使用できる技術には、主に電流値を下げることによる入熱量の低減、熱制御を向上させるパルス溶接、そしてヒートシンクを使用して熱を均等に分散させることなどがあります。さらに、適切な溶接材料を選択し、接合部を非常にしっかりと密着させることで、非常に滑らかで完璧な溶接を実現できます。準備には細心の注意が必要であり、薄い金属の溶接を習得するには練習が不可欠です。
薄板金属の溶接時に直面する一般的な課題
歪みを克服するテクニック
薄い金属を溶接する際の歪み防止のための私のテクニックの一つとして、接合部の重要な箇所に仮付け溶接を施すことで、動きを最小限に抑え、材料を安定させるというものがあります。バックステップなどの溶接シーケンス法は、熱分散とそれに伴う歪みの低減に効果的です。しかし、溶接部の温度を上げると、かえって過熱の原因となります。そのため、溶接電流を低く抑え、溶接ビードを薄くすることで入熱を制御する必要があります。これらのクランプ装置は、溶接中に部品を固定し、位置合わせするための最も簡単な方法です。これらの方法を見極めることで、最高の精度と歪みのない溶接を実現できます。
強力な溶接を実現するためのヒント
基材の洗浄
錆、油、グリース、汚染物質を除去すると、溶接の溶け込みが正しく行われ、欠陥が発生する可能性が低くなります。
適切な充填材の選択
ベースの材料に対応するフィラー材料を使用して、より強力な結合を作り、それを補完します。
正しい溶接パラメータを使用する
最適な溶接を行うには、アンペア数、電圧、移動速度などの溶接パラメータを母材と母材の厚さに応じて変更する必要があります。
優れた溶接技術
一定の速度で着実に手を動かすと、適切なトーチまたは電極角度を使用して、均一な溶接形成が可能になります。
作業の検査
亀裂、多孔性、その他の欠陥が存在しないか確認し、そのような問題があればすぐに修正して、接合部の弱化を防ぎます。
よくある質問(FAQ)
今すぐ溶接スキルをマスターしましょう!
適切な技術、工具、そして安全対策を身に付ければ、板金にプロ品質の溶接を施す準備は万端です。安全を最優先に考え、継続的に練習し、技術向上のために新しい技術の習得を怠らないようにしましょう。
参照ソース
-
板金溶接ガイド(2025年版) – このガイドでは、板金溶接のさまざまな方法を検討し、それぞれの方法に何が期待できるかを説明します。
-
板金溶接方法の説明 – MIG、TIG、スポット溶接、プラズマアーク溶接の技術をカバーします。
-
板金溶接初心者ガイド – 必要な装備とステップバイステップのプロセスを詳しく説明した、初心者向けの総合ガイド。









{kind=link}
{kind=link}
{kind=link}
{kind=link}