
Este guia abrange todas as decisões que um profissional de fabricação precisa tomar: quatro tipos de máquinas, ângulos de bisel verificados com referências de normas, uma comparação de desempenho com a retificação angular, requisitos de compatibilidade de materiais e uma matriz de seleção de cinco fatores aplicável a qualquer projeto ou decisão de aquisição.
Fresadora e chanfradora RESIZE — Especificações principais
| Parâmetro | Especificação |
|---|---|
| Compatibilidade de Material | Aço, aço inoxidável, alumínio, PVC, materiais compósitos |
| Ângulos de corte (ajustáveis) | 15 °, 30 °, 45 °, 60 °, 75 ° |
| Profundidade máxima de corte | 0 – 25 mm |
| Largura máxima da borda | 35 mm |
| Potência de saída | motor elétrico de 2.8 kW |
| Faixa de velocidade | 2,000–6,000 RPM |
| Peso da unidade portátil | 18-32 kg |
| Faixa de preço (máquinas de tubulação) | $ $ 1,565- 31,000 |
| Características de segurança | Parada de emergência, sistema antivibração |
O que é uma ferramenta de chanfrar e como ela funciona?

O que é uma máquina de biselar?
As máquinas de biselar são máquinas de corte de precisão movidas a eletricidade, projetadas para criar um ângulo inclinado, chamado bisel ou chanfro, nas bordas de qualquer peça de metal, tubo de aço ou elemento estrutural. Ao contrário de uma esmerilhadeira de disco, que usa abrasão para remover material, as ferramentas de biselar especializadas conseguem cortar o material de forma limpa, realizando um corte preciso e controlado. A máquina, com uma cabeça rotativa de inserto de metal duro integrada, bisela em um ângulo predefinido ou ajustado.
O processo é bastante simples: a peça é fixada ou a base da máquina desliza sobre a borda da peça, a pastilha é utilizada no ângulo de chanfro predeterminado no metal e a ferramenta é alimentada a uma profundidade constante. O resultado é um perfil com dimensões precisas, pronto para montagem sem necessidade de retificação, verificação de ângulos ou rebarbação adicionais, desde que a máquina esteja devidamente ajustada.
Ângulos de corte ajustáveis de 15 a 75 graus, RPM ajustável para otimizar a velocidade e sistemas de cabeçotes intercambiáveis capazes de realizar fresamento em bisel, chanfro, rebarbação e raio agora são padrão. A ferramenta pode ser usada desde a preparação de uma junta de solda em aço estrutural até a troca de cabeçotes para corte a plasma com rebarbação, e nada mais.
Qual a função de uma ferramenta de chanfro?
Uma ferramenta de biselamento afina e desbasta a borda de um metal em um ângulo predefinido; o processo gera uma superfície inclinada para preparação de juntas de solda, acabamento de bordas ou montagem. Na preparação para soldagem, o biselamento estabelece a geometria do chanfro para a raiz da junta desejada; o chanfro em V, J ou biselado, por onde o metal de adição pode entrar, garantindo uma soldagem adequada na raiz da junta. A ferramenta afia bordas de aço e aço inoxidável, eliminando o risco de cortes na borda e preparando-a para a melhor adesão em qualquer processo de acabamento, suportando larguras de borda de alguns milímetros até 35 mm, com ângulos ajustáveis de 15° a 75°. Os materiais compatíveis incluem aço, aço inoxidável, alumínio, cobre, tubos de PVC e compósitos de engenharia.
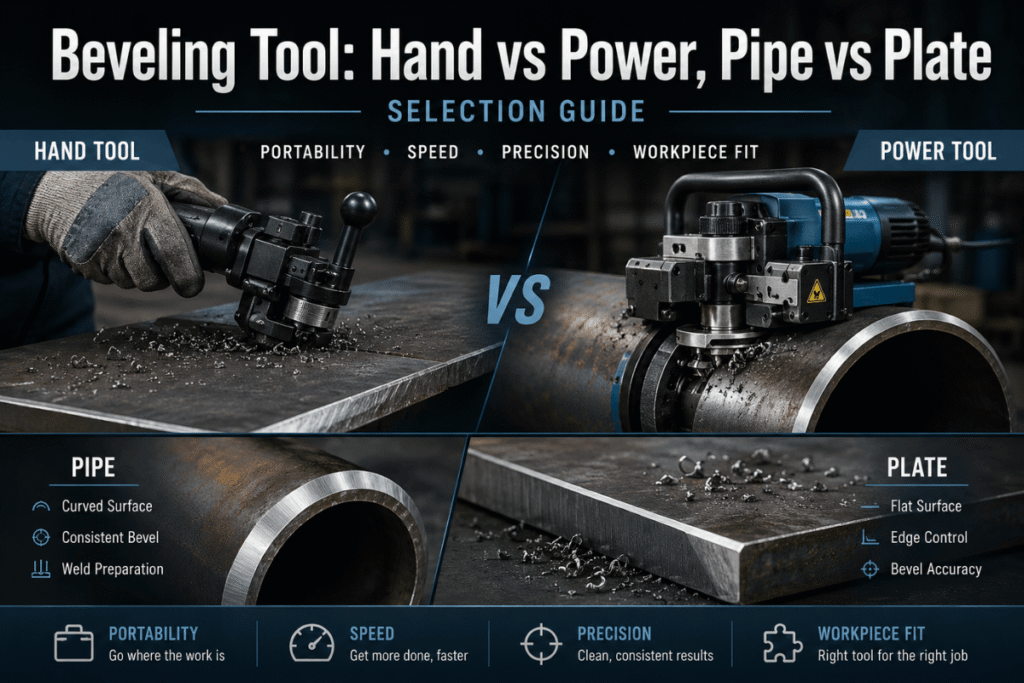
Tipos de máquinas de biselar: para chapas, tubos, portáteis e estacionárias.

As máquinas de biselar podem ser divididas em quatro grandes grupos: a escolha depende tanto da forma geométrica da peça quanto do ambiente de produção (na fábrica ou em uma oficina). Uma escolha inadequada significa aumento de custos, incompatibilidade com as condições de operação ou ambos (uma biseladora pequena, manual e com capacidade limitada não é adequada, por exemplo, para cortar biséis longos em chapas grandes, enquanto uma equipe de reparos em campos petrolíferos não pode usá-la no local de trabalho).
Que ferramenta faz bordas chanfradas?
A borda chanfrada é criada utilizando um dos quatro tipos de máquinas especializadas: uma máquina de chanfrar tubos (para extremidades de tubos e canos); uma máquina de chanfrar bordas de chapas (para chapas metálicas planas e chapas); uma ferramenta de chanfrar portátil manual (para trabalhos em campo e juntas posicionais); ou fresadoras CNC estacionárias (para produção em massa). Como alternativa de baixo custo, esmerilhadeiras angulares — incluindo kits de acessórios para esmerilhadeira angular projetados para chanfrar — são ocasionalmente usadas para pequenos trabalhos que não seguem normas específicas. No entanto, as geometrias de ranhura consistentes e repetíveis exigidas por normas como AWS D1.1, ASME B31.3 e API 1104 só são produzidas de forma confiável com uma máquina de chanfrar adequada.
| Tipo de máquina | Aplicação Primária | Capacidade | Energia | Faixa de preço |
|---|---|---|---|---|
| Máquina de chanfrar tubos | Preparação para soldagem das extremidades de tubos e canos | 0.5″–60″ OD | Elétrico / pneumático / hidráulico | $ $ 1,565- 31,000 |
| Biselador de chapas | Bordas de chapas e chapas metálicas planas | Placa com 1–35 mm de espessura | Elétrico 1.5–3 kW | $ $ 2,000- 10,000 |
| Biselador portátil de mão | Trabalho no local, de posicionamento e de reparo | Todas as geometrias de aresta | Elétrico, sem fio 18V, pneumático | $ $ 650- 3,500 |
| Fresadora estacionária/CNC | Produção em larga escala em oficinas | Corrigido pela mesa da máquina | Elétrico 3–15 kW | $ 15,000 - $ 100,000 + |
Mais detalhes sobre as especificações técnicas completas, em particular sobre o diâmetro do tubo, bem como sobre as especificações do ângulo de corte e os materiais para os quais o equipamento deve ser adequado, e dados de corte de materiais, podem ser obtidos nas páginas de produtos relacionadas à nossa gama de equipamentos. máquina de fresar e chanfrars para tubos e placas estruturais.
✓ Ferramenta portátil para chanfrar — Vantagens
- Opera em qualquer posição — acima da cabeça, vertical, horizontal.
- Os modelos sem fio de 18V não necessitam de ligação à rede elétrica.
- Mobilização rápida para reparo de dutos e trabalhos de campo.
- Custo de capital inferior ao de máquinas estacionárias
⚠ Ferramenta portátil de chanfrar — Limitações
- Profundidade máxima de corte inferior à das máquinas estacionárias.
- A capacidade da bateria limita as operações contínuas de alto torque.
- A técnica do operador afeta a consistência em superfícies curvas.
- Note que nossa linha de ferramentas para serviço pesado não é adequada para chanfrar chapas muito grossas ou juntas particularmente complexas com curvas compostas.
Ângulos de chanfro padrão para preparação de juntas de solda: 30°, 37.5°, 45° e 60°
A especificação do ângulo de bisel da solda em uma determinada junta é definida pela norma de soldagem aplicável àquela tarefa — nunca deve ser deixada ao critério da oficina que a produz. Juntas em que foi utilizado um ângulo incorreto ou em que houve desvio da tolerância permitida durante a produção da junta são inaceitáveis e exigirão reparo.
A seguir, um resumo dos ângulos de ranhura pré-qualificados para os tipos de juntas mais comuns em Código de Soldagem Estrutural AWS D1.1 — Aço, aplicável a conexões não tubulares.
| Ângulo Chanfrado | Tipo de Groove | Processo | Juntas AWS D1.1 | Uso típico |
|---|---|---|---|---|
| 45° | Ranhura em V simples, ranhura chanfrada, ranhura em J, ranhura em U (CJP) | SMAW (vareta) | B-U2a, B-U4a, B-U8, B-U6 | Aço estrutural, pontes, vasos de pressão |
| 30° | Ranhura chanfrada, ranhura em J (CJP) | GMAW / FCAW | B-U4a-GF, B-U8-GF | Chapas metálicas, estruturas leves, produção de arame |
| 60° | CJP de V simples (com goivagem traseira), PJP chanfrado | SMAW / SAW | B-U2, BC-P2 | Soldagem de chapa grossa por arco submerso |
| 37.5° | Conexões tubulares em T, Y e K (CJP, Detalhe B) | SMAW | AWS D1.1 Tabela 3.6 | Estruturas offshore, treliças tubulares, estruturas tipo jaqueta. |
⚙ Nota de Engenharia — Tolerâncias de Ângulo de Ranhura AWS D1.1
Na tabela acima, que apresenta os ângulos de ranhura permitidos de acordo com a norma AWS D1.1 (Figuras 3.3 e 3.4 nas tabelas de tipos de junta para CJP e PJP, respectivamente), observamos que a tolerância aceita para o ângulo de ranhura é +10°, −0° conforme detalhado e +10°, −5° na montagemUm chanfro que apresente um desvio negativo de até 6° em relação ao ângulo especificado é considerado não conforme na inspeção de montagem. O esmerilhamento manual — que normalmente produz uma variação angular de ±5° a 8° — se aproxima ou excede o limite de montagem de −5° para desvios negativos, tornando o chanfro com esmerilhadeira angular um risco de não conformidade com as normas em qualquer solda estrutural ou sob pressão regida pela AWS D1.1.
Para obter uma referência completa sobre os padrões de ângulo de bisel em diferentes códigos e especificações de tubos, consulte o guia. biselamento e chanframento e o dedicado padrões de chanfro artigo.
Ferramenta de chanfrar versus esmerilhadeira angular: a diferença de desempenho na preparação de solda
A maioria das oficinas utiliza uma esmerilhadeira para preparação de peças, pois é uma ferramenta extremamente acessível, adequada para todos os tipos de juntas e geometrias, e que não exige configuração especial. No entanto, essa escolha deve ser feita apenas para trabalhos pequenos e que não seguem normas específicas. Para qualquer outro cenário que exija 15 ou mais chanfros por turno, ou qualquer junta regida por uma EPS (Especificação de Procedimento de Trabalho), a diferença de eficiência entre esmerilhadeiras e qualquer equipamento de chanfrar profissional é imensa em termos de velocidade, precisão, saúde do operador ou conformidade com as normas.
Na ConFab (El Dorado, KS), os fabricantes registraram uma redução no tempo por chanfro de 45 a 90 segundos usando discos de retificação para 7 a 10 segundos com uma ferramenta de chanfro dedicada — um Redução de 80 a 90% no tempo de ciclo para a mesma geometria de corte de 4 cm. Além da produtividade, três dimensões de risco se acumulam com a retificação angular, e ferramentas específicas eliminam esse problema:
| Dimensão | Grinder de ângulo | Ferramenta de chanfrar dedicada |
|---|---|---|
| Precisão do ângulo | ±5°–8° (dependendo do operador) | ±0.5° (controlado por máquina) |
| O acabamento da superfície | Bruto; requer retificação secundária | Pronto para soldagem em uma única passada |
| Risco de vibração (HAVS) | 3.5–6.0 m/s² A(8); UK HSE EAV excedido após ~1 hora/dia | Baixa vibração; sistemas antivibração de série |
| Exposição à poeira | Gera poeira fina de sílica respirável. | As lascas caem no chão; mínima quantidade de partículas em suspensão no ar. |
| Conformidade do código | Alto risco de rejeição — limite de ajuste AWS D1.1 de −5° | Conformidade integrada ao ângulo especificado |
| Tempo de ciclo (15 articulações/turno) | Tempo de moagem: aproximadamente 22 a 35 minutos + tempo de verificação. | ~3–5 min (80–90% mais rápido) |
Quando usar uma ferramenta de chanfrar específica — Guia de decisão
- IF Volume diário de bisel ≥15 juntas E conformidade com o código de soldagem exigida → ferramenta de chanfrar dedicada
- IF O material é alumínio ou aço inoxidável → ferramenta sempre dedicada (A contaminação por cavacos da retificadora é inegociável)
- IF Regulamentos relativos à Síndrome de Vibração Mão-Braço (HAVS) ou poeira de sílica se aplicam ao seu local → ferramenta de chanfrar dedicada
- IF Reparos ocasionais (≤5 juntas/semana) E acabamentos estruturais não conformes às normas → Esmerilhadeira angular aceitável
“Com discos de desbaste, você demora muito para obter um bom resultado. Agora, faço um chanfro ou raio em um único movimento, sem qualquer acabamento. Os cavacos caem direto no chão – sem poeira, sem risco de HAVS.”
Para um tratamento completo de preparação da junta de solda Para informações sobre tolerâncias e padrões de montagem, consulte o guia específico.
Para consultar as especificações da máquina, veja o documento completo. máquina de chanfrar varia de REDIMENSIONAR.
Compatibilidade com biselamento de metais: aço, aço inoxidável, alumínio e PVC.

O desempenho de corte de uma ferramenta de chanfrar varia de acordo com o material da peça. O tipo de inserto, a velocidade de rotação e a taxa de avanço devem ser adequados à dureza, à condutividade térmica e ao comportamento de formação de cavacos do material.
Usinar alumínio com uma configuração de aço ou aço inoxidável com configurações de velocidade para aço macio produz erros geométricos, reduz a vida útil da pastilha e, em alguns casos, causa contaminação da superfície que compromete a solda.
| Material | Tipo de inserção | Desafio Comum | Solução |
|---|---|---|---|
| aço macio | Fresa padrão com inserto de metal duro | Desgaste em classes com alto teor de silício | Carboneto de tungstênio com classificação compatível; inspecionar a cada 4–8 horas. |
| Aço inoxidável | Carboneto revestido (TiAlN) | Endurecimento por deformação a baixas taxas de avanço | Velocidade baixa, avanço rápido; não pare. |
| Alumínio: | Carboneto revestido com canal polido | Borda Acumulada (BUE) — adesão de cavacos | Canais polidos + taxa de avanço mais alta + fluido de corte |
| Cobre | Carboneto afiado sem revestimento | Formação de lascas pegajosas, espalhamento | Ângulo de ataque positivo elevado; evite revestimentos. |
| Tubos de PVC / plásticos e compósitos | Inserção de polímero dedicada | Derretimento em alta rotação; rebarba na borda | Reduza a velocidade para uma faixa de RPM mais baixa; inserto afiado essencial |
⚙ Nota de Engenharia — Borda de Alumínio Composta (BUE)
Ao chanfrar alumínio com insertos de metal duro padrão, o alumínio forma micro-soldagens na aresta de corte – um fenômeno chamado de aresta postiça (BUE, na sigla em inglês). O material aderido altera a geometria de corte efetiva, produzindo um ângulo de chanfro incorreto e um acabamento superficial áspero e irregular.
Solução: pastilhas de metal duro com canal polido e revestimento especial, projetadas para corte de metais não ferrosos, operadas com taxas de avanço mais altas para remover os cavacos antes que a adesão se forme, com uma fina camada de fluido de corte aplicada na ponta da pastilha. O uso de uma esmerilhadeira angular em alumínio para preparação da solda agrava ainda mais esse problema – as faíscas da esmerilhadeira incorporam partículas de ferro na superfície do alumínio, que nucleiam a porosidade da solda durante a fusão.
Aplicações industriais: onde as ferramentas de biselamento são essenciais para a missão.

As ferramentas de biselamento são utilizadas em todos os setores onde metais são unidos sob carga constante – mas em quatro setores em particular, a preparação correta do bisel é uma exigência regulamentar, não uma preferência de qualidade.
Um chanfro não conforme nesses ambientes significa rejeição da solda, não conformidade estrutural e, em sistemas pressurizados, risco de falha catastrófica.
Petróleo e Gás — Oleoduto
Normas: API 1104 (oleodutos de transmissão), ASME B31.3 (tubulações de processo). As juntas de campo exigem extremidades chanfradas para penetração total da raiz.
O desvio angular além da tolerância exige o recorte e a ressoldagem, o que acarreta custos adicionais.
Construção Naval e Offshore
Norma: EN 1090 (Europa), AS/NZS 2980 (Austrália). O chanfro das chapas do casco nas seções estruturais influencia a vida útil à fadiga sob carregamento dinâmico de ondas.
A precisão do chanfro determina se a inspeção de classificação será aprovada ou reprovada.
Construção em aço estrutural
Norma: AWS D1.1. Conexões de momento em zonas sísmicas exigem soldas de ranhura CJP verificadas com geometria de chanfro precisa, confirmada por inspeção de terceiros em relação a um WPS aprovado.
Fabricação aeroespacial e industrial
Norma: AWS D1.2 (estruturas de alumínio), códigos OEM proprietários. A preparação de solda de titânio e alumínio exige chanfros isentos de contaminação. Ferramentas dedicadas eliminam o risco de contaminação por partículas de ferro provenientes de discos de esmeril de aço carbono.
Estudo de Caso — Reparo de Oleoduto em Beaumont, Texas
Enquanto trabalhavam em um tubo de aço carbono de 6 polegadas, Schedule 40 (Sch 40), em um local sem energia elétrica disponível, uma equipe de manutenção de dutos composta por dois homens estava trabalhando perto de Beaumont, Texas. Ao utilizarem uma ferramenta de biselamento de tubos sem fio de 18V com uma bateria de alta capacidade, eles conseguiram preparar 12 juntas em apenas 38 minutos – em vez das 2 horas e meia estimadas com uma esmerilhadeira manual.
O contratado conseguiu passar nas inspeções API 1104 na primeira tentativa, sem o custo de US$ 4,200 para a instalação remota de um gerador a diesel.
Para aplicações relacionadas ao corte de metais, consulte o RESIZE. máquinas de corte de plasmaAs especificações completas do diâmetro do tubo estão no Máquina de fresagem e biselamento RESIZE página do produto.
Como escolher a ferramenta de chanfrar correta: a matriz de seleção de 5 fatores

Escolher a ferramenta certa para o seu projeto ou obra não é uma questão de orçamento — a escolha da máquina errada, baseada apenas no preço, causa problemas operacionais que custam muito mais em retrabalho e atrasos. Essa ferramenta de corte de precisão deve ser adequada ao seu material, volume da junta, especificação do ângulo e ambiente regulatório. Aqui está uma matriz de cinco fatores para usar antes de qualquer decisão sobre equipamentos, especificação de locação ou aprovação de projeto:
| # | Fator | Condição | Recomendação |
|---|---|---|---|
| 1 | Material da peça | Aço inoxidável ou alumínio | Ferramenta específica obrigatória — a contaminação por esmerilhadeira é inaceitável nesses materiais. |
| 2 | espessura do material | 0–12 mm → manual; 12–35 mm → aparelho portátil; >35 mm → estacionário | Ajuste a profundidade de corte à espessura; a faixa de redimensionamento abrange profundidades de 0 a 25 mm. |
| 3 | Requisito de portabilidade | Trabalho de campo ou falta de energia elétrica | Sem fio de 18V ou pneumático; evite o uso exclusivo de ferramentas com fio para trabalhos remotos em dutos ou manutenção. |
| 4 | A fonte de alimentação | Oficina → elétrica (2.8 kW); Remoto → sem fio 18V / pneumática / hidráulica | Elétrica para produção contínua; hidráulica para ambientes submarinos ou áreas classificadas como perigosas. |
| 5 | Volume de produção diária | ≤5/semana → manual; ≥10/dia → máquina motorizada; ≥50/dia → automatizada/CNC | Com uma produção de mais de 10 juntas por dia, o retorno do investimento em uma ferramenta de biselamento motorizada geralmente ocorre em menos de 6 meses, considerando as taxas de mão de obra padrão para fabricação. |
Para conhecer toda a gama RESIZE mapeada em relação aos cinco fatores — desde unidades portáteis sem fio até máquinas estacionárias de alto volume, cada uma enviada como um kit de ferramentas completo com insertos e acessórios — consulte o Gama de ferramentas de chanfrar RESIZE.
Erros comuns ao chanfrar e como evitá-los

Em oficinas de fabricação — independentemente do tamanho — a maior parte dos custos com retrabalho de soldagem pode ser atribuída a problemas originados não no processo de soldagem em si, mas na preparação da junta antes da soldagem. Pelo menos cinco categorias de erros de chanfro são responsáveis pela maior parte dos custos de retrabalho.
Quais são os erros mais comuns ao chanfrar?
Os 5 defeitos de soldagem com chanfro mais dispendiosos são: o uso de um ângulo de chanfro que está fora da faixa permitida pelas normas – geralmente devido à esmerilhagem manual sem guia mecânica; um ângulo de chanfro que foi "desalinhado" pela criação de larguras variáveis da face da raiz ao longo da circunferência do tubo e, portanto, criando aberturas de raiz variáveis; a falha na remoção de rebarbas após o chanfro, o que introduz esses detritos na poça de fusão como defeitos de inclusão; o uso de uma esmerilhadeira angular em uma solda de acordo com as normas com soldas de chanfro prescritas, onde um desvio de 5 a 8 graus do chanfro verdadeiro resultará na violação da limitação de ajuste de 5 graus da AWS D1.1; e, finalmente, o uso de um disco de aço carbono para esmerilhar aço inoxidável ou alumínio, incorporando partículas de aço que posteriormente formam porosidade subsuperficial não visível visualmente, mas detectável por radiografia ou ultrassom, ponto em que a única solução é esmerilhar toda a junta e soldá-la novamente.
⚠ Erro nº 1 — Ângulo de bisel incorreto
Consequência: Falha completa de fusão da raiz até a superfície externa. Teste para descarte, remoção e nova soldagem.
Prevenção: Certifique-se de que seja utilizada uma máquina de biselar específica, capaz de produzir o ângulo WPS. Verifique-o duas vezes com um transferidor de ângulos antes de iniciar qualquer produção.
⚠ Erro nº 2 — Largura inconsistente da face da raiz
Consequência: aberturas radiculares irregulares ao redor do tubo, passagem radicular circunferencialmente irregular, porosidade e falta de fusão (às 3:00 e 9:00).
Prevenção: Antes de fixar qualquer tubo, verifique a circularidade do mesmo. Verifique a face da raiz em 4 posições (12, 3, 6, 9). A norma ASME B31.3 permite uma variação máxima na circularidade do tubo de até 1/32 de polegada na circunferência.
⚠ Erro nº 3 — Ignorar a etapa de rebarbação
Consequência: Rebarbas metálicas geradas durante o processo de biselamento entram na poça de fusão. Falha na inspeção volumétrica de defeitos de inclusão metálica definidos.
Cuidados pré-soldagem: Prepare e chanfre ou remova as rebarbas da borda antes da soldagem. Isso leva menos de 30 segundos por junta e elimina um grande risco de inclusões aparecerem na radiografia.
⚠ Erro nº 4 — Usar uma esmerilhadeira angular em soldas regidas por normas técnicas
Efeito: Uma diferença de 5 a 8 na retificação manual excede a tolerância de ajuste estabelecida nas normas AWS D1.1.5. A junta precisa ser corrigida ou o WPS precisa ser requalificado.
Prevenção: Qualquer solda de topo conforme as normas AWS D1.1, ASME ou API requer um processo de soldagem especial — o uso de uma máquina de biselamento automatizada. Esmerilhadeiras podem ser usadas apenas para remover pontos de solda e para acabamentos que não sejam reparos previstos em norma.
⚠ Erro nº 5 — Contaminação cruzada em aço inoxidável ou alumínio
Efeito: Partículas finas de ferro do disco de aço se inserem na superfície do aço inoxidável, formando depósitos aprisionados por microssoldagem, causando corrosão/pitting e porosidade na solda quando submetida a tensão.
Não utilize um disco que tenha sido usado em aço carbono para preparação de aço inoxidável ou alumínio. Existem insertos de chanfro para metais não ferrosos. Separe as áreas de trabalho para aço carbono e aço inoxidável na oficina.
Caso: Fabricação Estrutural em Houston — Rejeição de Ensaios Não Destrutivos
Uma oficina de fabricação de aço estrutural em Houston, com experiência em inspeções ultrassônicas de rotina para porosidade, descobriu que 14% de todas as soldas concluídas apresentavam essa descontinuidade subsuperficial, causada por 7 chanfros fora da especificação, produzidos pela aplicação de uma esmerilhadeira angular para ângulos de ranhura de 45 graus. Todas as juntas produzidas com essa preparação, que foram submetidas à norma AWS D1.1, foram posteriormente rejeitadas pelo inspetor terceirizado da oficina, exigindo retrabalho e reinspeção em cerca de 23 juntas, resultando em um custo de retrabalho de US$ 18,000. Constatou-se que todas as juntas rejeitadas haviam sido chanfradas com uma esmerilhadeira manual.
Assim, o procedimento da empresa foi revisado para exigir que todos os preparativos de solda de ranhura para projetos regulamentados por normas sejam realizados utilizando máquinas de biselamento aprovadas.
Ferramentas elétricas portáteis e sem fio para chanfrar: Perspectivas do setor para 2026

O mercado atual de ferramentas de chanfrar está passando por uma mudança estrutural em direção a plataformas sem fio e alimentadas por bateria — impulsionada pelas exigências de mobilidade em canteiros de obras, pelas regulamentações mais rigorosas sobre a Síndrome de Vibração Mão-Braço (HAVS) na Europa e na América do Norte e pela adoção intersetorial de sistemas profissionais de bateria de 18V que agora alimentam desde furadeiras até máquinas de chanfrar na mesma plataforma.
+ 457%
Demanda anual de buscas por máquinas de biselar portáteis (2025)
+ 42%
Crescimento anual da demanda por máquinas de biselamento de chapas (2025)
$ 150M
Tamanho do mercado de biseladoras portáteis em 2025; previsão de US$ 220 milhões até 2034 (Verified Market Reports)
4.5%
CAGR do mercado de biseladoras portáteis 2026–2034
O setor de ferramentas sem fio está impulsionando inovações em produtos na categoria de ferramentas elétricas profissionais. Novas chanfradeiras sem fio foram lançadas com seus próprios sistemas de bateria em marcas como Bosch (PROFACTOR), Fein (AMPShare 18V) e Metabo, e a adoção de novas máquinas sem fio continua crescendo a uma taxa de 15% ao ano em toda a indústria de fabricação profissional. Enquanto isso, o mercado de chanfradeiras retas (incluindo modelos com fio e estacionários) continuará crescendo a uma taxa composta de crescimento anual de 6.5%, atingindo aproximadamente US$ 2.4 bilhões em 2033.
A pressão regulatória também acelera essa mudança: as diretrizes do HSE do Reino Unido sobre HAVS designam claramente as esmerilhadeiras rotativas ao Valor de Ação de Exposição (EAV) — 2.5 m/s² A(8) — após apenas cerca de uma hora de exposição diária, o que exige ação por parte do empregador. Em comparação, as biseladoras a bateria, construídas com tecnologia antivibração integrada, permanecerão muito abaixo desse nível durante o uso rotineiro.
Recomendação de ação para 2026: Instalações de fabricação que realizam 10 ou mais juntas chanfradas por turno devem avaliar máquinas de chanfrar sem fio de 18V ou elétricas como substitutas diretas para fluxos de trabalho de preparação de solda baseados em esmerilhadeiras angulares. Os preços atuais dos equipamentos são anteriores à consolidação de plataformas — o segmento mais amplo está crescendo a uma taxa composta de crescimento anual de 6.5%, com aumentos de preços projetados à medida que as principais plataformas de baterias absorvem categorias de ferramentas especializadas até 2027. Para opções e preços atuais de máquinas, consulte o [link para o site/plataforma]. Gama de ferramentas de chanfrar RESIZE.
Perguntas frequentes — Respostas às dúvidas sobre ferramentas de chanfrar
Qual é a aparência de um chanfro?
O que é uma borda chanfrada?
Uma borda chanfrada é uma superfície inclinada ou angulada cortada na extremidade de uma peça de metal, geralmente usada para criar uma superfície angulada que possa ser vista claramente. Isso contrasta com um corte reto e plano de 90 graus. Normalmente, esse ângulo é de 30, 45 ou 60 graus.
Nas extremidades dos tubos que serão soldadas, ambas as extremidades possuem ângulos chanfrados correspondentes que se encontrarão no encaixe para criar um sulco em V.
Qual a diferença entre biselar e chanfrar?
Qual a diferença entre biselar e chanfrar?
Um bisel envolve um corte muito mais profundo em toda a superfície, usado para criar o formato em V profundo na borda interna ou externa para soldagem de penetração total. A profundidade angular do bisel exige uma quantidade significativa de material removido em comparação com um chanfro. As máquinas de biselar oferecem a opção de usar uma cabeça de corte para biselar ou uma cabeça para chanfrar, e muitas máquinas de biselar modernas possuem cabeças intercambiáveis, permitindo que a mesma ferramenta seja usada para ambas as operações em uma oficina.
Para uma comparação técnica completa, consulte o guia. biselamento e chanframento.
Uma ferramenta de chanfrar pode ser usada para rebarbar?
Uma máquina de biselar também pode chanfrar ou rebarbar?
Sim, as máquinas de biselar com sistemas de cabeçotes intercambiáveis também incluem insertos para rebarbação e chanframento, permitindo que o operador fure, corte a extremidade de um tubo ou frese uma superfície plana e, em seguida, remova as rebarbas simplesmente trocando o cabeçote — sem a necessidade de uma ferramenta adicional. Ao utilizar esse sistema em conjunto com o cabeçote de corte de biselamento, você evita a compra de máquinas caras e especializadas ou de uma segunda ferramenta que seria usada raramente. Isso reduz a quantidade de equipamentos necessários em uma oficina, resultando em um investimento total menor.
Qual é o ângulo de bisel padrão para soldagem?
Quais são os ângulos de bisel mais comuns para aço estrutural?
O ângulo de bisel pré-qualificado mais comum para uma junta soldada de penetração total em aço usando SMAW é o ângulo de bisel de 45° em soldas de chanfro em V simples, chanfro em J, chanfro em U e chanfro em H, conforme AWS D1.1 para uma junta CJP simples. Para bisel duplo em chanfro em V, cria-se um ângulo incluído de 90°. Os métodos GMAW e FCAW usam um bisel de 30° em soldas CJP de bisel simples, conforme AWS D1.1; um ângulo de junta mínimo de 37.5° em conexões circulares em T, Y e K, conforme AWS D1.1 tabela 3.6; um bisel de 60° em juntas CJP de bisel simples, conforme AWS D1.1 para chapas grossas com SAW; e um bisel padrão da indústria de 45° para aço carbono estrutural quando nenhum código é referenciado. A tolerância no ângulo de bisel, conforme AWS D1.1, de +10 / 0 no estado soldado e +10 / 5 na montagem, são as faixas aceitáveis antes da inspeção NDT; qualquer desvio superior a essa faixa de tolerância resultará em reprovação na inspeção de acordo com o código.
Qual a vida útil das pastilhas de chanfro de metal duro?
Quantas horas de uso posso obter com uma pastilha de metal duro?
Essa é a pergunta de um milhão de dólares! No entanto, a vida útil típica da pastilha depende muito do material que está sendo cortado e dos parâmetros de trabalho individuais: para aço carbono na velocidade correta, você pode esperar entre 4 e 8 horas de corte por pastilha; 2 a 4 horas em aço com pouco ou nenhum carbono que tenha sofrido endurecimento por trabalho; 8 a 12 horas em alumínio usando pastilhas polidas e o processo de lubrificação correto. O desgaste na pastilha de metal duro será evidente onde for necessário exercer mais força, a qualidade do acabamento se deteriorar ou o ângulo de verificação mostrar que está se desviando da dimensão prescrita (quando medido com o uso de um transferidor). Uma vantagem particular que pode ser encontrada ao usar máquinas de corte em ângulo com ferramentas de metal duro: uma pastilha de 4.0 a 4.50 polegadas pode custar aproximadamente US$ 4 a US$ 8 para as sem revestimento e de US$ 15 a US$ 25 ou mais para as revestidas.
Comparado com o custo de retrabalho, se uma inspeção de solda falhar devido a erros de geometria causados por insertos desgastados que não foram substituídos 2 horas antes, a economia é significativa.
Artigos Relacionados
Referências e fontes
- Código de Soldagem Estrutural AWS D1.1 — Aço (Nível 1 — Arquivo jurídico do governo dos EUA)
- Agência Executiva de Saúde e Segurança do Reino Unido: Orientações sobre Vibração Mão-Braço (Nível 1)
- Norma da OSHA sobre sílica cristalina respirável (Nível 1)
- Código ASME B31.3 para Tubulações de Processo (Nível 2)
- API 1104: Soldagem de dutos e instalações relacionadas (Nível 2)
Sobre este guia: Este artigo foi compilado pela equipe de engenharia da RESIZE para ajudar profissionais de fabricação a determinar as ferramentas de chanfro e os métodos de preparação de solda corretos. A RESIZE fornece equipamentos industriais de fresagem e chanfro para aço estrutural, oleodutos e gasodutos e estaleiros. Os ângulos de chanfro aqui incluídos foram compilados a partir de versões de domínio público das diretivas AWS D1.1 e UK HSE.
Consulte sempre as edições mais recentes para aplicações que exigem pressão e outras aplicações críticas para a segurança.
Analisado pela equipe de engenharia da RESIZE – fabricantes de fresadoras e biseladoras industriais para os setores de construção naval, oleodutos e gasodutos e fabricação de estruturas de aço.









{kind=link}
{kind=link}
{kind=link}
{kind=link}