
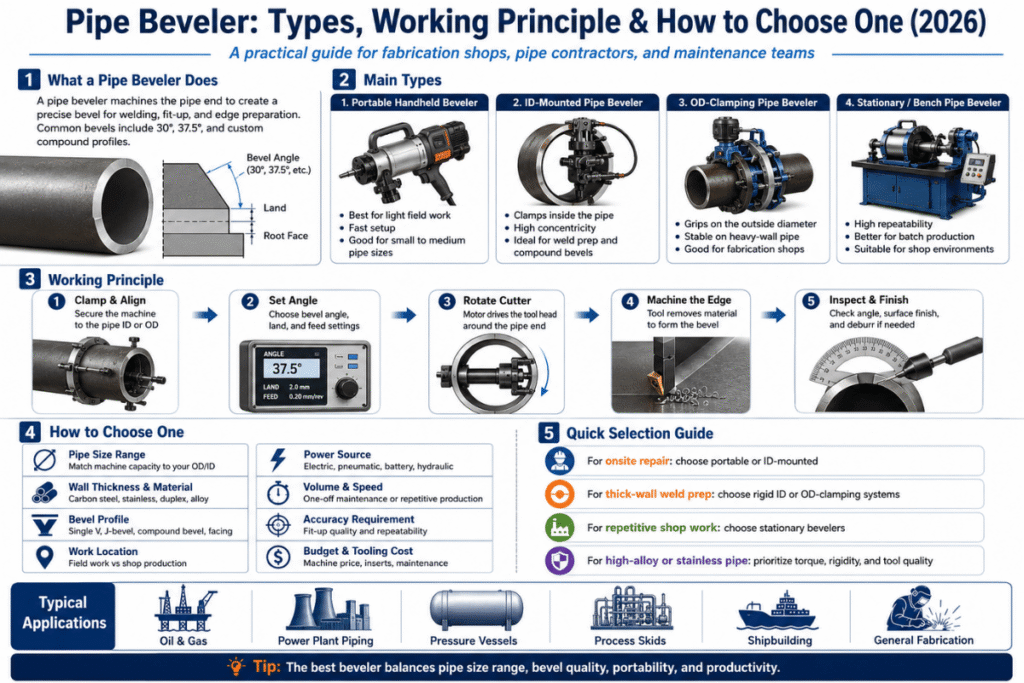
A biseladora de tubos é o equipamento que determina se sua solda será aprovada ou se precisará de retrabalho. Selecionar o tipo errado — seja escolhendo um modelo diferente ou o tipo certo com especificações incorretas — é o gasto evitável mais comum na fabricação de tubos. Este artigo analisa todos os tipos de biseladoras de tubos, o princípio de corte em que operam e um método de 7 etapas que você pode usar para sua próxima compra, com ângulos de bisel mapeados de acordo com as normas AWS D1.1, ASME B31.3 e API 1104.
Especificações rápidas
| Área de trabalho | 0.5″–24″ (≈12–610 mm) típico; até 40″ com kits de extensão |
| Ângulos de bisel | Ajustável de 0° a 60° (37.5° para conexões em V simples, a mais comum; 30° para conexões em tubulação; 45° para conexões estruturais) |
| Opções de energia | Pneumático, Elétrico (com fio/sem escova/bateria), Hidráulico |
| Espessura da parede | ≤38 mm portátil; >40 mm normalmente requer bisel composto de bancada/CNC. |
| Slots para ferramentas | 1–3 (faceamento, escareamento, chanframento — ranhura múltipla permite preparação em uma única passada) |
| Precisão ângulo | CNC estacionário ±0.5° / Elétrico portátil ±1° / Pneumático ±1–2° |
| Standards | AWS D1.1 · ASME B31.3 · ASME B16.25 · API 1104 · ISO 9692 |
O que é uma biseladora de tubos? (E por que a preparação das bordas determina a qualidade da solda)
Uma biseladora de tubos é uma ferramenta elétrica que prepara a extremidade de um tubo a ser unida, cortando-a em ângulo. A borda biselada fornece ao soldador um ponto de partida para realizar uma solda de penetração total. O sulco criado contém o metal de adição, controla a entrada de calor e proporciona penetração para o passe de raiz entre as duas extremidades do tubo.
Qualquer soldador pode produzir fusão deficiente ou falta de penetração sem a geometria de preparação adequada.
As outras três aplicações da máquina diferem de uma serra, uma esmerilhadeira e uma ferramenta de chanfrar. Uma serra não é capaz de fazer o corte em um ângulo diferente de 90°, pois corta perpendicularmente ao eixo do tubo. Uma esmerilhadeira angular remove material, mas é impraticável manter o mesmo ângulo em toda a circunferência do tubo.
Uma ferramenta de chanfrar adiciona uma pequena borda decorativa ou de rebarbação (menos de 30°), e não a ranhura de solda de profundidade total de um biselador. O biselador de tubos mantém ângulos consistentes (30°, 37.5°, 45°) em toda a extremidade do tubo, soldando repetidamente cada junta de solda, conforme a necessidade do usuário.
Por que isso é importante: Código de Soldagem Estrutural AWS D1.1 – Aço e Tubulação de processo ASME B31.3 Ambas as especificações indicam que a preparação da borda deve estar de acordo com uma Especificação de Procedimento de Soldagem (EPS) qualificada. Uma EPS é um documento onde a geometria que você tentou reproduzir é descrita. Como os procedimentos de soldagem são testados pela geometria, um desvio no formato do chanfro é motivo suficiente para uma Não Conformidade — mesmo que a solda final pareça perfeita.
Para uma explicação mais detalhada da categoria mais ampla, consulte nossa descrição de O que é uma máquina de biselar? e a finalidade do chanfro na fabricação.
Como funciona uma biseladora de tubos: o princípio de corte em 60 segundos
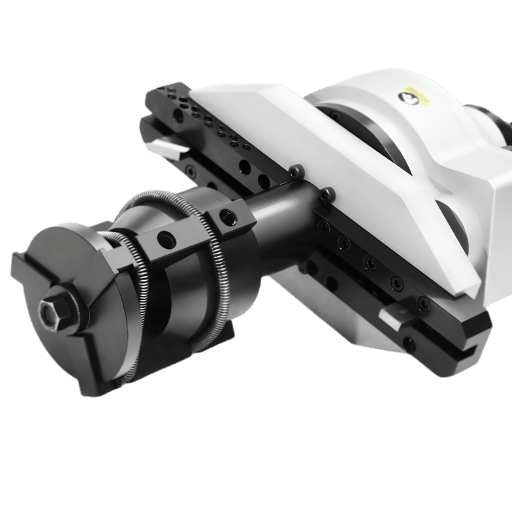
A máquina de biselar tubos fixa-se ao tubo e, em seguida, gira a cabeça da ferramenta até a extremidade do tubo, removendo material com pastilhas de metal duro em um ângulo predefinido. Ela pode ser dividida em quatro componentes principais: um sistema de fixação, um acionamento, uma cabeça de ferramenta rotativa e as pastilhas de corte.
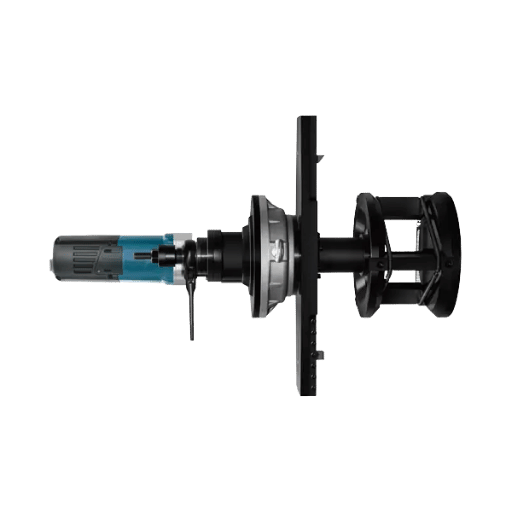
O sistema de fixação é a característica que distingue uma biseladora profissional de uma ferramenta para amadores. Existem dois tipos de sistemas de fixação universais. O primeiro fixa por dentro, expandindo um mandril interno dentro do tubo.
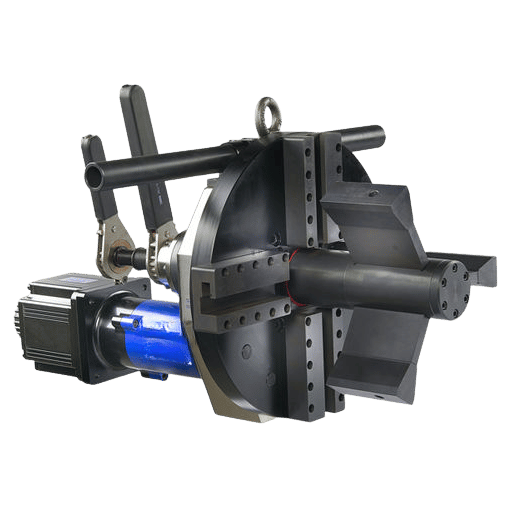
Este tipo de braçadeira é muito preciso, rápido e é o mais comum quando o diâmetro interno do tubo é acessível. O segundo tipo utiliza mandíbulas de fixação externas, fixadas na parte externa do tubo. Esta é a única opção de braçadeira para placas tubulares de trocadores de calor e quaisquer outras aplicações onde o acesso ao interior do tubo seja impossível.
Os dados das máquinas industriais da GBC podem orientar a aplicação de sistemas de fixação por mandril. Esses dados mostram grampos que funcionam com diâmetros internos que variam de 10 mm (na extremidade menor) até 1,016 mm (40") na extremidade maior, dependendo da classe da máquina.
Uma vez que o tubo esteja montado na máquina, a cabeça da ferramenta gira em torno do eixo do tubo e corta o chanfro em uma única rotação. As classes são definidas pela faixa de rotações por minuto (rpm): biseladoras portáteis variam de 5 a 120 rpm com alto torque (para aço de parede espessa), enquanto máquinas estacionárias e de bancada CNC podem variar de 2000 a 6000 rpm na cabeça de corte com insertos de diâmetro bem menor. O acionamento pode ser pneumático (preferencial para áreas classificadas como ATEX ou áreas com risco de explosão), elétrico (principal opção de compra) ou hidráulico.
O metal duro é o material de corte. A pastilha específica possui uma geometria definida – plana, com raio ou perfil em J. O mesmo operador pode alternar entre um chanfro em V e um chanfro em J sem precisar trocar a máquina, apenas trocando as pastilhas.
Uma fórmula típica sugerida para a carga de cavacos, usada em máquinas CNC industriais e publicada em muitos sites especializados, é: carga de cavacos = diâmetro da fresa/200. A vida útil da ferramenta de metal duro é medida em pés lineares de corte, não em horas de operação. Uma pastilha pode usinar de 50 a 300 pés de aço carbono MS (parede média) antes da falha da aresta de corte, dependendo do material e do fluido de corte.
O biselamento mecânico a frio mantém o tubo à temperatura ambiente durante o corte. Zona termicamente afetada (ZTA) zero; sem camada de óxido; sem alteração microestrutural na borda. Isso foi confirmado em Guia técnico de biselamento a frio da GBC, Análise da zona afetada pelo calor da Fractory e Referência da zona afetada pelo calor do fabricante.
Os aços nos quais funciona melhor são os inoxidáveis, duplex e as ligas à base de níquel: os cortes térmicos nesses materiais induzem uma faixa de cromo empobrecida ou modificam a proporção austenita-ferrita e, portanto, reduzem a resistência à corrosão durante a operação.
5 tipos de biseladoras de tubos: portáteis, de bancada, CNC, de corte a frio e de montagem interna/externa
Uma forma de categorizar o mercado é em cinco níveis funcionais, separados pela localização do trabalho, pelo método utilizado pela máquina para agarrar e suportar o tubo e pelo seu nível de automação. A taxonomia de 5 tipos substituiu as categorias de marketing (“leve”, “industrial”, “pesado”) por especificações relevantes para a aquisição, conforme descrito a seguir:
| Formato | Tamanho do tubo | Espessura da parede | Onde funciona | Indústrias típicas | Faixa de preço |
|---|---|---|---|---|---|
| Identificação portátil montada | 0.5 ″ –12 ″ | ≤25 mm | Em campo, no local, no próprio local | Oleodutos, petróleo e gás, manutenção de instalações | $ $ 1,500- 8,000 |
| Portátil montado em OD | 2 ″ –24 ″ | ≤30 mm | Trocadores de calor, trabalho de ID bloqueado | Geração de energia, petroquímica | $ $ 3,500- 15,000 |
| Bancada / Estacionária | 1 ″ –24 ″ | ≤40 mm | Loja, estação fixa | Oficinas de fabricação, pátios de bobinas pré-fabricadas | $ $ 8,000- 25,000 |
| CNC Automatizado | 2 ″ –40 ″ | Até 120 mm com bisel composto | Linhas de produção de alto volume | Vasos de pressão, construção naval, energia nuclear | $ 25,000 - $ 80,000 + |
| Plástico / PVC dedicado | 2 ″ –24 ″ | paredes de plástico com classificação SDR | Campo ou loja | Drenagem, abastecimento de água, fusão de PEAD | $ $ 200- 2,500 |
Duas distinções merecem destaque. Primeiro, a divisão entre corte a frio e corte a quente separa esses tipos de máquinas — embora a maioria das biseladoras de tubos modernas seja mecânica (corte a frio) — o corte a chama e plasma ainda são empregados para a preparação inicial, com acabamento mecânico. Segundo, a montagem interna versus externa é uma escolha de fixação, não uma distinção do produto — em um mesmo chassi, uma única marca geralmente oferece ambos os sistemas de fixação.
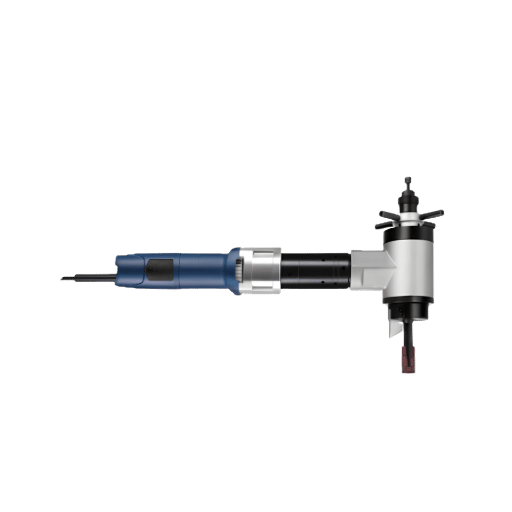
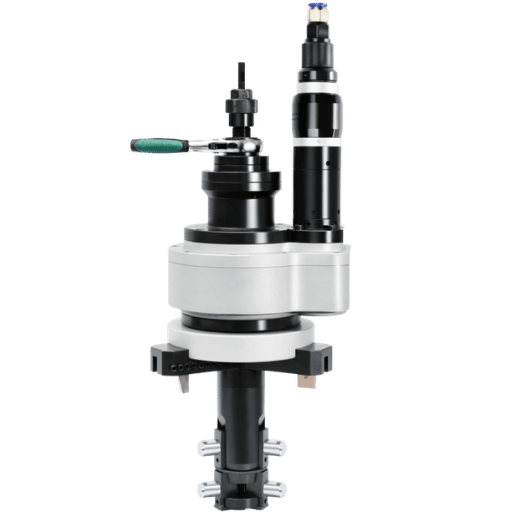
O que é uma biseladora de tubos portátil?
Uma biseladora de tubos portátil é uma máquina modular, geralmente pesando entre 8 e 27 kg, que pode ser transportada por um profissional até o tubo a ser biselado, em vez do contrário. A máquina é fixada ao tubo usando um mandril interno ou garras externas, e então a cabeça gira em torno da extremidade do tubo, biselando-o em uma única passada. As buscas por "biseladora de tubos portátil" aumentaram cerca de dez vezes em 2025 (dados do Google Ads da DataForSEO: 30 buscas mensais em maio de 2025, para 320 em setembro de 2025), indicando que estamos vendo um movimento mais claro em direção à preparação de tubos novos no local para projetos de construção e pontos de conexão de dutos. As biseladoras portáteis geralmente são ajustáveis para qualquer diâmetro de tubo na faixa de 0.5 a 24 polegadas e suportam até cerca de 30 mm de espessura de parede antes que o usuário precise recorrer a uma bancada ou máquina CNC. A desvantagem: o controle preciso do ângulo de uma máquina CNC, com precisão de 0,5 polegadas. Em situações onde o ângulo preciso determina a integridade da solda, em comparação com a preparação típica de solda com tolerância de 1.0 a 1.0 em muitas soldas de serviço crítico, a norma OSWPS exige uma tolerância de 2.5.
Biseladoras específicas para cada material: aço, aço inoxidável, PVC e plástico HDPE.

A mesma ferramenta de corte não pode ser aplicada a todos os materiais com a mesma pastilha. Superficialmente semelhantes na aresta de corte, os aços e os PVCs diferem bastante nos parâmetros de ferramenta, avanço e estratégia de refrigeração. Combine a ferramenta errada com os parâmetros errados e você terá sulcos no plástico ou desgaste rápido no aço inoxidável.
| Material | Ferramenta recomendada | Resfriamento | Atenção |
|---|---|---|---|
| Aço carbono (A53, A106) | Pastilha de metal duro, perfil V ou J | Ar ou óleo de corte leve | Formação de rebarbas em paredes finas — finalize com uma passada de desbarbamento. |
| Aço inoxidável (304, 316) | Carboneto revestido (TiAlN), alimentação reduzida | É necessário líquido refrigerante sintético. | Endurecimento por trabalho a frio — evite períodos de espera, mantenha o avanço contínuo. |
| Duplex / super-duplex | Carboneto revestido premium, RPM mais baixo | Inundação de alto volume de líquido refrigerante | A relação de fase é sensível ao calor local — apenas mecânica fria |
| Inconel / ligas de níquel | Cerâmica ou carboneto premium | Inundação de refrigerante | O custo do desgaste das ferramentas é o fator dominante — inserções de cotação separadas |
| PVC / CPVC | Fresa ou cortador HSS | Somente ar — sem líquido refrigerante | Calor = fusão reversa; reduzir a alimentação em cortes mais profundos |
| HDPE (preparação para fusão de topo) | Faceador planar, não do tipo inserto | somente ar | A planicidade da superfície é mais importante do que o ângulo. |
É possível usar uma ferramenta de chanfrar em tubos de PVC?
Sim, mas não com o mesmo inserto usado no aço. As biseladoras de PVC usam uma fresa ou ferramenta de corte de aço rápido que corta o plástico sem gerar calor suficiente para derreter as bordas. A maioria das ferramentas de biselamento de plástico opera sem refrigeração, com o ar fornecendo a dissipação de calor necessária, e funcionam em rotações significativamente mais altas e avanços mais baixos do que as biseladoras de aço. Usada em tubos de drenagem e irrigação residenciais, a ferramenta Bevel Pro — que possui um mecanismo de cabo rente ou alto/baixo — produz um bisel de 15° na extremidade do tubo C-35 ou SDR 26 em aproximadamente dez segundos por extremidade. Usada na preparação para fusão de topo em HDPE, o corpo da ferramenta se transforma em uma faceadora plana com uma face perpendicular para produzir uma superfície plana, não biselada, para a colagem. Use um inserto de aço em PVC e você acabará com uma crista vitrificada e derretida na qual o cimento solvente pode ficar preso; use uma fresa de PVC em aço Schedule 40 e você quebrará ou desgastará a fresa em minutos.
Geometria e normas de chanfros: explicação dos chanfros em V, J, U e K

A geometria é onde a maioria dos problemas de qualidade e retrabalho começam. O ângulo de bisel é uma variável; a face de contato (ou raiz), a abertura da raiz e o tipo de ranhura são igualmente críticos e dependem igualmente das normas. As quatro geometrias mais comuns em tubulações de processo e estruturais são V, J, U e K — nenhuma delas é unida sem a espessura de parede correta e as especificações de soldagem adequadas.
| sulco | Linha de parede | Ângulo típico | Quando usar | Volume de preenchimento |
|---|---|---|---|---|
| Único-V | 5 – 20 mm | Bisel de 37.5° (incluindo 75°) | Acesso unilateral, GTAW ou GMAW | Linha de base (1×) |
| Duplo V (chanfro em X) | 15 – 40 mm | 37.5° de cada lado | Acesso pelos dois lados, reduz o volume necessário para preenchimento. | ~50% de V único |
| J-prep | 15 – 40 mm | 10°–20° com raio arredondado | Parede maciça, acesso por um lado. | ~40% de V único |
| Sulco em U ou K | > 40 mm | 10°–15° com raio profundo | Nuclear, parede espessa de alta pressão | ~30% de V único |
Os valores acima são derivados das geometrias conjuntas detalhadas em ISO 9692-1 Soldagem e processos afins — Recomendações para preparação de juntase verificada em relação aos detalhes de juntas pré-qualificadas da AWS D1.1. O ângulo em V simples a 37.5° por lado (75° incluídos) é o padrão para operação, utilizado na geometria de extremidade de solda padrão ASME B16.25 em tubos com parede de 22 mm que alimentam tubulações de processo ASME B31.3.
Os requisitos do código variam. É aí que as lojas perdem lucros. Guia prático da indústria da Kedes Machine Este documento descreve uma oficina de fabricação que perdeu um contrato de US$ 200,000 por cortar chanfros de 37.5° em um projeto de tubulação que exigia 30°, conforme a norma API 1104. Os chanfros estavam presentes, mas não correspondiam ao WPS qualificado, portanto, cada junta teve que ser retrabalhada. A lição prática é: não existe um ângulo único que sirva para todos os casos.
“Não existe um ângulo padrão. Cortar um chanfro de 37.5° porque é o que todo mundo faz é o motivo pelo qual você precisa retrabalhar juntas ou reprovar nas inspeções. Só existe um ângulo reto – é o que está no seu WPS qualificado.”
— Dongmei Guo, Fundadora da Kedes Machine (mais de 15 anos de experiência na fabricação de biseladoras de tubos)
| Code | Ângulo Chanfrado | Tolerância | Rosto Raiz |
|---|---|---|---|
| ASME B16.25 (referenciado por B31.3) | 37.5° (parede ≤22 mm) | ± 2.5 ° | 1.5 mm ± 0.5 mm |
| AWS D1.1 (pré-qualificado pela CJP) | Bisel simples de 45° | ± 5 ° | 0–3 mm típico |
| AWS D1.1 (PJP) | 30 ° mínimo | ± 5 ° | Detalhes da junta |
| API 1104 (pipeline principal) | 30° | ± 5 ° | 1.6 mm ± 0.8 mm |
| API 1104 (instalação) | 37.5° | ± 2.5 ° | 1.6 mm ± 0.8 mm |
Para obter referências de código completas e entender a diferença entre ângulo de chanfro e ângulo incluído, consulte nossos guias complementares. padrões de chanfro, símbolos de solda de ranhura e Qualidade e inspeção da solda de borda.
Acima de 15 mm de espessura de parede, a mudança de uma preparação em V simples para uma preparação em J normalmente reduz o volume de metal de adição e o tempo de arco de solda em 60% ou mais. O custo está na necessidade de uma pastilha com perfil de raio (mais cara, com desgaste mais lento e menor taxa de avanço da ferramenta) e de ferramentas que mantenham a forma do raio sem erros – o que parece impossível, de acordo com a norma ISO 9692. Para a maioria dos vasos de pressão e estruturais de paredes espessas, os custos de usinagem com preparação em J justificam o investimento em ferramentas após o desbaste de apenas 200 juntas.
Especificações críticas para comparação: Faixa de diâmetro externo/interno, RPM, Número de ranhuras da ferramenta, Espessura da parede

Quando as cotações para biseladoras de tubos com especificações semelhantes apresentam valores drasticamente diferentes, a ficha técnica revela a lista de cinco características que a tornam capaz: faixa de trabalho, espessura máxima da parede, número de ranhuras para ferramentas, rotação/avanço e precisão de refixação.
- Faixa de trabalho (diâmetro externo ou interno) - Localize os valores mínimo e máximo nominais, além da zona morta, onde o mandril não consegue engatar (a maioria das caixas de engrenagens possui uma zona morta de 0.5" a 1.0" entre os tamanhos de mandril).
- Classificação de espessura da parede - O valor máximo listado pressupõe um corte em V simples. Reduza em 0.30 para cortes em J ou chanfros compostos. "Parede de 40 mm" normalmente corresponde a um corte em J de 28 mm.
- Ranhuras para ferramentas: uma ranhura apenas para chanfros, duas para faceamento e três para escareamento. As máquinas de preparação com múltiplas ranhuras proporcionam a geometria completa da junta em uma única configuração, eliminando erros de ajuste por meio de reposicionamento das ferramentas.
- Controle de RPM e avanço - Opções entre controle de RPM grosso ou suave (regulador eletrônico ou pneumático) são mais vantajosas do que RPM máximo. Você prefere avanços diferentes para aço inoxidável e aço comum, ou prefere que haja um meio-termo (velocidades de RPM fixas)?
- Repetibilidade da fixação - Solicite a "concentricidade TIR" (desvio total do indicador) do mandril após a refixação. Qualquer valor acima de 0.25 mm se manifesta como planicidade circunferencial inconsistente do bisel.
Os dados de precisão de equipamentos publicados pela indústria, embora não sejam provenientes de padrões de teste neutros comuns, podem dar uma ideia do funcionamento prático:
Devido à tolerância máxima de 5 da API 1104 em comparação com 2.5 da ASME B16.25, uma biseladora elétrica manual de 1 polegada teria apenas de 2.01 a 4.95, levando em consideração o ângulo fechado - aproximadamente metade da margem de tolerância disponível para o operador.
Como escolher uma biseladora de tubos: estrutura de seleção em 7 etapas
A estrutura abaixo descreve sete decisões em ordem. Cada uma elimina mais máquinas candidatas, de modo que, na sétima decisão, você normalmente terá uma ou duas opções com o melhor custo-benefício. Essa estrutura foi elaborada a partir de requisitos de normas públicas de soldagem, bem como da prática de campo em trabalhos estruturais, de processo e de dutos – não se trata de uma recomendação de uma única marca de máquina.
- O material vem em primeiro lugar. Aço, aço inoxidável, plástico e ligas exóticas exigem estratégias diferentes de inserção e alimentação. Se você trabalha com dois materiais, precisará de dois conjuntos de insertos; não necessariamente duas máquinas – basta garantir que o chassi seja compatível com ambos.
- Determine o diâmetro externo do tubo com a regra dos 90%. Selecione a máquina cujo diâmetro do mandril exceda 90% dos diâmetros que você espera cortar este ano, e não o maior que você já viu. Tubos de diâmetro máximo, em casos extremos, provavelmente serão enviados para oficina ou para serviços terceirizados.
- Determine a espessura da parede no teto. Considere uma redução de 25% na capacidade de corte para a preparação em J. Hoje, se você estiver cortando uma parede de 30 mm, precisará de uma máquina com capacidade para 40 mm se precisar fazer a preparação em J amanhã.
- Decida entre usinagem em campo ou em oficina. Operações em campo > tubos de 24" = usinagem portátil. Produção em série de juntas idênticas = bancada ou CNC. Ambiente misto = usinagem portátil com backup estacionário é mais econômica do que uma CNC dedicada.
- Ajuste o formato do chanfro ao programa. As ferramentas de chanfro em V simples atenderão a 80-90% das aplicações ASME B31.3. Se você precisar de chanfros API 1104 (30 graus) e B31.3 (37.5 graus), precisará de uma máquina com ângulo ajustável em vez de unidades com ângulo fixo.
- Escolha o acionamento com base no ambiente. Pneumático para atmosferas explosivas/ATEX. Elétrico (com fio ou bateria) para construção em geral. Hidráulico para dutos principais ou submarinos. O acionamento elétrico é atualmente a opção mais popular para novas máquinas, exceto em ambientes ATEX.
- Considere o volume e o ciclo de trabalho. Menos de 50 juntas/semana = portátil. 50-500 = montado em bancada. Mais de 500 juntas/semana = CNC. Normalmente, o investimento se paga em 18 meses, com base nas taxas de mão de obra padrão da América do Norte.
Diâmetro externo do material 90% da espessura da parede 1.25. Geometria do local versus geometria da oficina. Procedimento. Ambiente de acionamento. Volume. Ciclo de trabalho. Execute as sete decisões em ordem; quando o primeiro resultado único ocorrer, essa será a categoria da sua máquina. Se duas categorias de máquinas sobreviverem a cada uma das sete decisões, a de menor custo será a vencedora.
Uma nota contrária de Um tópico do fórum Practical MachinistPara um único chanfro em tubo de pequeno diâmetro, um montador experiente, usando uma lima bastarda de corte duplo de 15 polegadas, provavelmente conseguirá finalizar a junta antes mesmo de qualquer chanfradora portátil ser desembalada e fixada. Considerar a compra de uma máquina para uma única solda anual não faz muito sentido; a estrutura acima pressupõe um volume de trabalho a longo prazo.
Para uma visão reveladora de como as máquinas funcionam, consulte nosso pilar sobre máquinas profissionais de fresagem e biselamento, que lista os intervalos de trabalho e as faixas de preço por configuração.
Preços e ROI: O que US$ 1,500 versus US$ 30,000 realmente compram para você

A diferença de 20 entre as biseladoras de tubos mais baratas e mais caras ilustra as lacunas de capacidade que são preenchidas: precisão da braçadeira, gama de tamanhos de tubos, operação automatizada versus manual. Abaixo estão as faixas de preço públicas para 2025 e início de 2026 para novos equipamentos, com base nos principais resultados de pesquisa de mercado (SERP) — Steelmax, Tri Tool, Reed, Mathey Dearman e listagens da plataforma Amazon — e as próprias linhas de biseladoras portáteis e de bancada da RESIZE. Os preços abaixo são apenas para referência, representam um panorama frequente e não refletem necessariamente os preços atuais do mercado. Para obter um orçamento com os preços mais recentes, entre em contato conosco diretamente.
| Faixa de preço | O que você ganha | Penhasco da Capacidade |
|---|---|---|
| $ $ 200- 2,500 | Ferramentas dedicadas a PVC/plástico, biseladores manuais, ferramentas portáteis básicas de aço carbono com montagem interna. | Parede com menos de 12 mm, material único, sem revestimento/escavação. |
| $ $ 2,500- 8,000 | Kits portáteis pneumáticos ou elétricos com mandril de 2" a 12", cortes em V simples. | Parede com menos de 25 mm, 1 a 2 tipos de material, ranhura para uma única ferramenta |
| $ $ 8,000- 15,000 | Ferramenta portátil robusta com múltiplas ranhuras (faceamento/chanfro/escavamento), ampla gama de diâmetros externos e internos. | Paredes de até 30 mm, compatível com J-prep, acionamento elétrico de velocidade variável |
| $ $ 15,000- 31,000 | Bancada/estacionária, bancada com alimentação automática, diâmetro externo maior até 24″ | Paredes de até 40 mm, produção repetível, CNC nível básico |
| $ 31,000 + | Usinagem totalmente CNC, alimentação automatizada, grande diâmetro (24″+) e chanfros compostos. | Produção em grande volume, precisão de ±0.5°, CLP integrado |
Um cálculo simples de ROI: (economia de tempo de preparação manual por junta) (taxa de mão de obra) (juntas/ano) (custo da máquina) = Retorno do investimento no primeiro ano, se positivo. Uma biseladora portátil que economiza 8 minutos por junta a uma taxa de mão de obra de US$ 75/hora, aplicada a 1,200 juntas/ano, oferece cerca de US$ 12,000 em economia de mão de obra - recuperando o investimento de US$ 5,000 a US$ 8,000 em pouco menos de um ano. A viabilidade econômica da máquina se torna desvantajosa abaixo de cerca de 200 juntas por ano, a menos que o custo de retrabalho de qualidade possa ser considerado e o custo de capital amortizado separadamente.
Erros comuns e melhores práticas no local
Os erros que levam à necessidade de retrabalho em uma operação de chanfro estão documentados em diversas referências da indústria de soldagem e são notavelmente consistentes. Nove problemas comuns de soldagem de tubos da Miller Electric Os estudos de caso da Kedes Machine sobre a conformidade com o WPS convergem para os mesmos cinco erros evitáveis.
- Ao cortar, evite verificar os chanfros da EPS (Especificação de Procedimento de Soldagem). Esse é o erro mais caro na obra. O chanfro que "parece correto" é aquele que foi qualificado para o seu procedimento de soldagem. Sempre verifique a qualificação antes do primeiro corte.
- A leitura do ângulo de bisel deve ser feita considerando o ângulo incluído. Um desenho que indica "ranhura de 75°" pode ser interpretado como 37.5° por lado (correto) ou 75° por lado (incorreto – um ângulo incluído de 150°; errado). Confirme com o proprietário antes de usinar.
- Espessura incorreta da face da raiz. Uma espessura excessiva, acima de 3 mm, causa falta de penetração; uma espessura insuficiente, abaixo de 1 mm, leva à perfuração. A faixa de 1.5-1.6 mm (0.5-0.8 mm) nas normas ASME B16.25 e API 1104 é um compromisso intencional.
- Aplicando uma preparação de junta para soldagem com eletrodo revestido à soldagem TIG. Esses dois processos têm estratégias de projeto de junta muito diferentes; no dia a dia, a soldagem com eletrodo revestido causa falta de fusão. Ao soldar componentes com orifícios sujos, a soldagem com eletrodo revestido pode operar com uma folga de 3,175 mm (1/8") e uma aresta de corte de 2,38 mm (3/32"); os processos de soldagem TIG e com arame RMD exigem uma folga de 3,175 mm a 4,08 mm (1/8" a 5/32") e uma aresta de corte de 2,38 mm (3/32"). Tratar os três da mesma forma resulta em falta de fusão na raiz.
- A ausência de retificação plana após o preparo de tubos com plasma ou oxicorte é um problema comum. Esses dois processos deixam uma camada de óxidos ao redor da borda de corte, o que pode causar porosidade, inclusões ou falta de fusão. O uso de biseladora a frio com retificação por disco abrasivo evita esses problemas e é uma das principais razões práticas para especificar ou utilizar esse método, especialmente em tubulações de serviço crítico.
Participantes do setor relatam um sexto problema que os registros não abordam nas fichas de inspeção: a improvisação de equipamentos. Soluções improvisadas que funcionam para serviços não críticos e pequenas produções, incluindo a onipresente rosqueadeira de tubos Ridgid 300 com esmerilhadeira, aparecem regularmente em discussões sobre o assunto. A opinião geral sobre esse uso é que "funciona para trabalhos não críticos, pequenos e pontuais; não funciona para trabalhos que exigem conformidade com as normas".
Um exemplo prático para ilustrar o custo: uma oficina de fabricação no sudeste dos EUA cortou chanfros de 37.5° para um projeto de interligação de um oleoduto de 20 km, conforme especificado pela norma API 1104 (30° exigidos). Não havia problema com o ângulo em si, mas ele estava fora do escopo do WPS qualificado. Todas as 480 juntas tiveram que ser esmerilhadas, preparadas novamente e soldadas novamente. Só a mão de obra, a US$ 85/hora com duas equipes, ultrapassou US$ 200,000. Máquina correta, chanfro aceitável; o problema foi a falha em ler as especificações do projeto antes de definir o ângulo.
Para ver um exemplo de campo paralelo com um custo de matéria-prima mais favorável, consulte nossos guias complementares sobre montagem de solda de tubos e Biselamento versus chanfro.
Perspectivas da Indústria: Acionamentos Elétricos, Biseladoras Inteligentes e Corte Adaptativo por IA
Três curvas estão projetando mudanças nos custos unitários de dutos até 2027 e muito além, e cada uma delas possui dados suficientemente atuais para influenciar uma compra feita hoje.
Elétrico versus ar. A Reports and Data avalia o mercado de biseladoras de tubos elétricas em US$ 0.45 bilhão em 2024, com projeção de alcançar US$ 0.85 bilhão em 2034.Uma previsão de tendências do LinkedIn para o setor, com projeção para 2025, estima a taxa de crescimento anual composta (CAGR) do segmento em 5.6% a partir de 2026, superior à do mercado geral de máquinas de biselar: 4.16%. Os principais impulsionadores desse crescimento são a tecnologia aprimorada de baterias integradas a motores sem escova, capazes de operar durante um turno completo, e a eliminação de compressores na maioria dos canteiros de obras (Business Research Insights, US$ 0.4 bilhão em 2026, com previsão de crescimento para US$ 0.57 bilhão em 2035).
Corte adaptativo inteligente. Perspectivas da Pemamek para a automação da soldagem em 2026 A tecnologia enfatiza a soldagem adaptativa por IA e os gêmeos digitais, enquanto a mesma engenharia é direcionada para o biselamento: em sensores de ângulo de corte e avanço que ajustam os parâmetros em tempo real, compensando a ovalização do tubo ou a variação da espessura da parede. Isso foi demonstrado pela primeira vez por fornecedores em 2024; agora, está chegando às biseladoras CNC de produção a partir de 2025-2026.
Convergência de normas para cortes a frio. A ISO 9692 já exige que os chanfros em J e em U em tubos com espessura excessiva para corte térmico atendam a tolerâncias muito rigorosas para soldagem. As normas EN 1090 e ISO 3834 complementam essa exigência para construções com marcação CE, exigindo que as soldas ou o ajuste/acabamento dos componentes da tubulação tenham a mesma precisão. Na prática, se sua oficina trabalha com tubos estruturais/com marcação CE, nucleares ou para vasos de pressão, em breve você estará migrando para biseladoras mecânicas automatizadas a frio – e não o contrário.
Planejando investimentos de capital para 2026? Então, uma consideração prática é priorizar acionamentos elétricos em vez de pneumáticos, investir em capacidade de usinagem com múltiplas ranhuras para cones J e alocar orçamento para a substituição de kits de pastilhas de metal duro a uma taxa de um a cada 12-18 meses, dependendo do ritmo de produção. A máquina instalada agora ainda estará em operação até 2031, mas as pastilhas não.
Perguntas frequentes
P: Qual a diferença entre biselar e chanfrar?
Ver resposta
P: Qual o ângulo de bisel que devo fazer em um tubo para soldagem?
Ver resposta
P: Uma biseladora de tubos portátil consegue trabalhar com aço inoxidável Schedule 80?
Ver resposta
P: Quanto tempo dura uma pastilha de metal duro em uma biseladora de tubos?
Ver resposta
P: Preciso de uma máquina diferente para tubos de PVC em comparação com tubos de aço?
Ver resposta
P: Qual é a biseladora de tubos mais barata e confiável para uma oficina pequena?
Ver resposta
Precisa de uma biseladora de tubos que seja compatível com o tamanho e a espessura da parede do seu tubo?
A RESIZE oferece máquinas portáteis, de bancada e preparadas para CNC para biselamento e fresagem de tubos, que abrangem diâmetros externos de 0.5" a 24" e espessuras de parede de 40 mm. Fichas técnicas, capacidades e configurações estão disponíveis nesta página do produto.
Sobre este guia
Este guia para biseladoras de tubos utiliza as normas AWS D1.1, ASME B31.3, B16.25, API 1104 e ISO 9692, comparadas com guias técnicos e discussões em fóruns de profissionais da área, referentes ao período de 2024 a 2026. A metodologia de seleção em 7 etapas foi derivada de normas públicas e exemplos práticos – não de uma marca específica. Validada pelos engenheiros da RESIZE com base na funcionalidade da biseladora, nos materiais e nas especificações do equipamento.
Referências e fontes
- AWS D1.1 / D1.1M:2020 Código de Soldagem Estrutural — Aço — Sociedade Americana de Soldagem
- Guia de Tubulação de Processo ASME B31.3 – Normas de Engenharia do Laboratório Nacional de Los Alamos
- ISO 9692-1 Soldagem e processos afins — Recomendações para preparação de juntas — Organização Internacional de Normalização
- Técnicas de soldagem de tubos: 9 problemas comuns a evitar – Miller Electric
- Biselamento a frio de tubos e chapas: um guia completo — Ferramentas Industriais GBC
- Zona afetada pelo calor — Causas, efeitos e redução — Fratura
- Tudo o que você precisa saber sobre a zona afetada pelo calor. — O Fabricante
- Ângulos de bisel de tubos por código: ASME, AWS e API - Guia de consulta rápida — Máquina Kedes
- Mercado de máquinas elétricas de biselamento de tubos – Previsões e Tendências – Relatórios e Dados
- Tendências que moldarão a automação da soldagem em 2026 — Pemamek
Artigos Relacionados
- O que é uma máquina de biselar — definições e categorias principais
- Normas de chanframento: AWS, ASME, API e ISO 9692 explicadas
- Montagem de solda em tubos — face da raiz, abertura da raiz e tolerância
- Símbolos de solda de topo e como ler desenhos de soldagem
- Biselamento versus chanfro — operações, ferramentas e normas
- O guia definitivo para posicionadores de soldagem de tubos









{kind=link}
{kind=link}
{kind=link}
{kind=link}